Potrebbero piacerti anche
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Hydrology ReportDocumento26 pagineHydrology ReportAnushke HennayakeNessuna valutazione finora
- Progress & MaintenanceDocumento4 pagineProgress & MaintenanceAnushke HennayakeNessuna valutazione finora
- Construction InnovationDocumento18 pagineConstruction InnovationAnushke HennayakeNessuna valutazione finora
- Bcu Id - 17107599Documento30 pagineBcu Id - 17107599Anushke HennayakeNessuna valutazione finora
- SUPERMAN CHORDS by Five For Fighting at Ultimate-GuitarDocumento1 paginaSUPERMAN CHORDS by Five For Fighting at Ultimate-GuitarAnushke HennayakeNessuna valutazione finora
- Project Management MethodsDocumento37 pagineProject Management MethodsAnushke HennayakeNessuna valutazione finora
- Ictad SBD 01Documento119 pagineIctad SBD 01Anushke HennayakeNessuna valutazione finora
- Cash ImprestDocumento3 pagineCash ImprestAnushke HennayakeNessuna valutazione finora
- Proposal For Camera SystemDocumento3 pagineProposal For Camera SystemAnushke HennayakeNessuna valutazione finora
- First - AidDocumento50 pagineFirst - AidAnushke HennayakeNessuna valutazione finora
- Living and Working in IcelandDocumento44 pagineLiving and Working in IcelandRamazan İslamogluNessuna valutazione finora
- Cs - Exam PaperDocumento7 pagineCs - Exam PaperAnushke HennayakeNessuna valutazione finora
- Cash ImprestDocumento3 pagineCash ImprestAnushke HennayakeNessuna valutazione finora
- InvoiceDocumento1 paginaInvoiceAnushke HennayakeNessuna valutazione finora
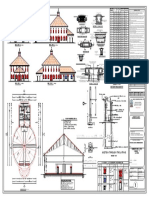
- Katiri ChurchDocumento1 paginaKatiri ChurchAnushke HennayakeNessuna valutazione finora
- OT InstructionsDocumento2 pagineOT InstructionsAnushke HennayakeNessuna valutazione finora
- Master Program For Hydro PowerDocumento1 paginaMaster Program For Hydro PowerAnushke HennayakeNessuna valutazione finora
- Gantt Chart SampleDocumento2 pagineGantt Chart SampleAnushke HennayakeNessuna valutazione finora
- Meter Hours / Meter Lengths (KM) / Machine Present (1 or 0Documento2 pagineMeter Hours / Meter Lengths (KM) / Machine Present (1 or 0Anushke HennayakeNessuna valutazione finora
- Concrete UsageDocumento10 pagineConcrete UsageAnushke HennayakeNessuna valutazione finora
- Weekly Progress ReportDocumento6 pagineWeekly Progress ReportAnushke HennayakeNessuna valutazione finora
- Post Contract ManagementDocumento43 paginePost Contract ManagementAnushke HennayakeNessuna valutazione finora
- Progress by LengthDocumento160 pagineProgress by LengthAnushke HennayakeNessuna valutazione finora
- Completed Sections-Status Report May 2014Documento8 pagineCompleted Sections-Status Report May 2014Anushke HennayakeNessuna valutazione finora
- 18 Cost Report.......Documento57 pagine18 Cost Report.......Anushke HennayakeNessuna valutazione finora
- Progress MonitoringDocumento22 pagineProgress MonitoringAnushke HennayakeNessuna valutazione finora
- BOQ To Manjula-2Documento17 pagineBOQ To Manjula-2Anushke HennayakeNessuna valutazione finora
- Ictad SBD 01Documento119 pagineIctad SBD 01Anushke HennayakeNessuna valutazione finora
- KDA Weerasinghe & Co: (PVT) LTD B-157 Aluthgama Southern Expressway (42+600 - 53+670) Mix DesignDocumento2 pagineKDA Weerasinghe & Co: (PVT) LTD B-157 Aluthgama Southern Expressway (42+600 - 53+670) Mix DesignAnushke HennayakeNessuna valutazione finora
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Gas Turbine1Documento13 pagineGas Turbine1Saurabh BarangeNessuna valutazione finora
- Primal Et Al. 2004Documento13 paginePrimal Et Al. 2004Francisco OppsNessuna valutazione finora
- Hydraulic & Pneumatic SystemDocumento69 pagineHydraulic & Pneumatic SystemSandeep Singh100% (1)
- PIP289Documento11 paginePIP289Liomessi TotiNessuna valutazione finora
- Proprietary & Confidential: PM AuthorisationDocumento55 pagineProprietary & Confidential: PM AuthorisationMuhammad Najam AbbasNessuna valutazione finora
- Experiment 6 Conservation of EnergyDocumento5 pagineExperiment 6 Conservation of EnergyHarold ParenasNessuna valutazione finora
- CHROMATOGRAPHY - Class #2Documento11 pagineCHROMATOGRAPHY - Class #2Brijesh SharmaNessuna valutazione finora
- HX Excel WorkbookDocumento14 pagineHX Excel WorkbookEng/ Abdullah AhmedNessuna valutazione finora
- Basic NanogeneratorDocumento11 pagineBasic NanogeneratorNEMI CHAND SOODNessuna valutazione finora
- The Technology of Bread Making - William Jago PDFDocumento650 pagineThe Technology of Bread Making - William Jago PDFIoana BurlacuNessuna valutazione finora
- Physics PracticalsDocumento108 paginePhysics PracticalsASHISH KHUTENessuna valutazione finora
- Mechanical Technical Interview Questions For ThermodynamicsDocumento5 pagineMechanical Technical Interview Questions For Thermodynamicsjames saiji singh100% (1)
- Bernoulli EquationDocumento4 pagineBernoulli EquationShida Shidot100% (1)
- 【Discontinued model】NAB・NSB Series (0.6MB)Documento28 pagine【Discontinued model】NAB・NSB Series (0.6MB)Reginaldo BitencourtNessuna valutazione finora
- Eee 502 Notes - ReliabilityDocumento45 pagineEee 502 Notes - ReliabilityOrtyomNessuna valutazione finora
- Bellows Cyclelife EJMA Vs ASMEDocumento1 paginaBellows Cyclelife EJMA Vs ASMEkhaireddinNessuna valutazione finora
- API 570 API 571 QuestionsDocumento4 pagineAPI 570 API 571 QuestionsThomas Tucker100% (1)
- Line Data: Piping Isometric DrawingsDocumento1 paginaLine Data: Piping Isometric Drawingsksat85Nessuna valutazione finora
- Connection DesignDocumento33 pagineConnection Designjesus curielNessuna valutazione finora
- (7028) Sheet 1 Geometrical Optics BDocumento83 pagine(7028) Sheet 1 Geometrical Optics BmanishNessuna valutazione finora
- Konten PDP Heat and SoundDocumento3 pagineKonten PDP Heat and SoundhanismaNessuna valutazione finora
- A14.10 Example Problem For Beams With Constant Shear Flows Between Flange Members Problem1: Beam Section Symmetrical About One Axis. 8 AtohDocumento46 pagineA14.10 Example Problem For Beams With Constant Shear Flows Between Flange Members Problem1: Beam Section Symmetrical About One Axis. 8 AtohAnonymous LMfIjpENessuna valutazione finora
- (Ix) Interpretation of Synoptic ChartsDocumento3 pagine(Ix) Interpretation of Synoptic Chartsgiovannie alvarezNessuna valutazione finora
- Stresses Due To RotationDocumento18 pagineStresses Due To Rotationwickedsinner7Nessuna valutazione finora
- CH en 3453 - HW 02 - 2014Documento2 pagineCH en 3453 - HW 02 - 2014Dennis LingNessuna valutazione finora
- 12 - Lab Course Record - 1Documento3 pagine12 - Lab Course Record - 1atif shaikhNessuna valutazione finora
- Sri Chaitanya IIT Academy., India.: Key Sheet PhysicsDocumento10 pagineSri Chaitanya IIT Academy., India.: Key Sheet PhysicsCE-026 BharadwajaNessuna valutazione finora
- Arc Simulation in GCBDocumento28 pagineArc Simulation in GCBsubidubi99Nessuna valutazione finora
- Autogenous Healing of Cement Mortar and Concrete: Technical SeriesDocumento4 pagineAutogenous Healing of Cement Mortar and Concrete: Technical Series张迪Nessuna valutazione finora
- New Powerful Reagents Based On Dihalogen/N, N Perhydrodiazepine-2,3-Dithione Adducts For Gold Dissolution: The Ibr CaseDocumento6 pagineNew Powerful Reagents Based On Dihalogen/N, N Perhydrodiazepine-2,3-Dithione Adducts For Gold Dissolution: The Ibr CaseUkko PulkkinenNessuna valutazione finora