Potrebbero piacerti anche
- A Novel Nickel/carbon Catalyst For CH and H Production From Organic Compounds Dissolved in Wastewater by Catalytic Hydrothermal GasificationDocumento6 pagineA Novel Nickel/carbon Catalyst For CH and H Production From Organic Compounds Dissolved in Wastewater by Catalytic Hydrothermal GasificationAnonymous sVheFhq9PNessuna valutazione finora
- Laboratory Scale Pyrolysis of Organic FR PDFDocumento5 pagineLaboratory Scale Pyrolysis of Organic FR PDFLotfi BrahimNessuna valutazione finora
- Methanol From Biomass Via Stfam GasificationDocumento4 pagineMethanol From Biomass Via Stfam GasificationelectroternalNessuna valutazione finora
- Borgianni, de Filippis - Gasification Process of Wastes Containing PVCDocumento7 pagineBorgianni, de Filippis - Gasification Process of Wastes Containing PVCJorge VeraNessuna valutazione finora
- SPE 122028 Potential For Hydrogen Generation During in Situ Combustion of BitumenDocumento14 pagineSPE 122028 Potential For Hydrogen Generation During in Situ Combustion of BitumenRoobinRZamirNessuna valutazione finora
- 03 Iecr 1654 NancombinedDocumento8 pagine03 Iecr 1654 Nancombinedسجاد الحلاويNessuna valutazione finora
- Bahar Meryemoglu, Burcak Kaya, Sibel Irmak, Arif Hesenov, Oktay ErbaturDocumento4 pagineBahar Meryemoglu, Burcak Kaya, Sibel Irmak, Arif Hesenov, Oktay ErbaturNatalie FloresNessuna valutazione finora
- Biomass Behavior Upon FastDocumento13 pagineBiomass Behavior Upon FastMd Ibrahim KhalilNessuna valutazione finora
- Ablative Flash Pyrolysis of Straw and Wood Bench-Scale ResultsDocumento9 pagineAblative Flash Pyrolysis of Straw and Wood Bench-Scale ResultsGiriraj JoshiNessuna valutazione finora
- J Fuel 2021 120469Documento10 pagineJ Fuel 2021 120469Roni GustiwaNessuna valutazione finora
- Shigemoto 2006Documento6 pagineShigemoto 2006Serwin Elias Suazo BajañaNessuna valutazione finora
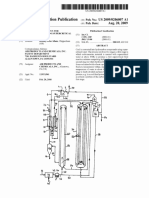
- Patent Application Publication (10) Pub. No.: US 2009/0206007 A1Documento13 paginePatent Application Publication (10) Pub. No.: US 2009/0206007 A1Tree SilviaNessuna valutazione finora
- 1998v37no1p185 191Documento7 pagine1998v37no1p185 191farah al-sudaniNessuna valutazione finora
- Journal of Industrial and Engineering Chemistry: Hiroshi Yamada, Hiromasa Mori, Tomohiko TagawaDocumento3 pagineJournal of Industrial and Engineering Chemistry: Hiroshi Yamada, Hiromasa Mori, Tomohiko TagawaNiammMbladdushNessuna valutazione finora
- Get FileDocumento9 pagineGet FileAzza M. ElnenaeyNessuna valutazione finora
- Energy: Peiqin Sun, Mingxing Heng, Shaohui Sun, Junwu ChenDocumento9 pagineEnergy: Peiqin Sun, Mingxing Heng, Shaohui Sun, Junwu ChenyemresimsekNessuna valutazione finora
- Fauth 2005Documento19 pagineFauth 2005Jeff DiffNessuna valutazione finora
- Reaction Mechanism of Tar Evolution in Biomass Steam Gasification For Hydrogen ProductionDocumento8 pagineReaction Mechanism of Tar Evolution in Biomass Steam Gasification For Hydrogen ProductionAhmad SubiyantoNessuna valutazione finora
- Iliuta Et al-2013-AIChE JournalDocumento14 pagineIliuta Et al-2013-AIChE JournalJuan Pa GuerreroNessuna valutazione finora
- Liquid Fuel Production From Biomass Via High Temperature Steam ElectrolysisDocumento17 pagineLiquid Fuel Production From Biomass Via High Temperature Steam ElectrolysisWaqas Hussain WarsiNessuna valutazione finora
- Hydrogen Production From Lignite Via Supercritical Water in Flow-Type ReactorDocumento6 pagineHydrogen Production From Lignite Via Supercritical Water in Flow-Type ReactorSandro Gonzalez AriasNessuna valutazione finora
- Fischer-Tropsch ProcessDocumento5 pagineFischer-Tropsch ProcessBilal Arif100% (1)
- Production of Pure Hydrogen by Ethanol DehydrogenationDocumento9 pagineProduction of Pure Hydrogen by Ethanol DehydrogenationAbdulwahid SultanNessuna valutazione finora
- Decomposition of Hexamethylcyclotrisiloxane Over Solid OxidesDocumento5 pagineDecomposition of Hexamethylcyclotrisiloxane Over Solid OxidesaydinjalaliNessuna valutazione finora
- PetroleumDocumento13 paginePetroleumPrashantNessuna valutazione finora
- High-Temperature Operation of Hydrodesulfurization Catalyst: J. Richardson and R. DruckerDocumento10 pagineHigh-Temperature Operation of Hydrodesulfurization Catalyst: J. Richardson and R. Druckervaratharajan g r100% (1)
- ) Pergamon: Energy Com, Ers. MGMTDocumento6 pagine) Pergamon: Energy Com, Ers. MGMTyemresimsekNessuna valutazione finora
- Ammonia Process InformationDocumento4 pagineAmmonia Process InformationRishikesh AwaleNessuna valutazione finora
- Fuel Processing Technology: Research ArticleDocumento9 pagineFuel Processing Technology: Research ArticleJulaymis MendozaNessuna valutazione finora
- Combined Steam and CO Reforming of Methane Using Catalytic Nickel Membrane For Gas To Liquid (GTL) ProcessDocumento8 pagineCombined Steam and CO Reforming of Methane Using Catalytic Nickel Membrane For Gas To Liquid (GTL) ProcessKeysler PonceNessuna valutazione finora
- 1 s2.0 S0360544219320018 MainDocumento13 pagine1 s2.0 S0360544219320018 MainMRNessuna valutazione finora
- Ash Behaviour of Lignocellulosic Biomass in BFB Combustion - Fuel Vol 85 - Issue 9Documento9 pagineAsh Behaviour of Lignocellulosic Biomass in BFB Combustion - Fuel Vol 85 - Issue 9Eduardo DreifusNessuna valutazione finora
- Hydrogen Production Via Steam Reforming of Methane With Simultaneous Co Capture Over Cao - Ca Al ODocumento7 pagineHydrogen Production Via Steam Reforming of Methane With Simultaneous Co Capture Over Cao - Ca Al OMonica RoyNessuna valutazione finora
- Steam and Gas Turbine by R Yadav PDF 133 HOT: DownloadDocumento3 pagineSteam and Gas Turbine by R Yadav PDF 133 HOT: DownloadBhagyesh PathakNessuna valutazione finora
- Activation of Waste Tire Char Upon Cyclic Oxygen Chemisorption#DesorptionDocumento8 pagineActivation of Waste Tire Char Upon Cyclic Oxygen Chemisorption#DesorptionFrancisco HerasNessuna valutazione finora
- Antal 2003Documento22 pagineAntal 2003halimitbNessuna valutazione finora
- Coke Steam ReformingDocumento13 pagineCoke Steam ReformingmukthiyarsNessuna valutazione finora
- Hydrogen and Syngas Production From Gasification of Lignocellulosic Biomass in Supercritical Water MediaDocumento5 pagineHydrogen and Syngas Production From Gasification of Lignocellulosic Biomass in Supercritical Water MediaÖzlem YılmazNessuna valutazione finora
- Gasification PPTDocumento86 pagineGasification PPTBharat VaajNessuna valutazione finora
- Kinetics and Mechanism of Cyclohexanol Dehydration in High-Temperature WaterDocumento10 pagineKinetics and Mechanism of Cyclohexanol Dehydration in High-Temperature WaterChuck ÜbermenschNessuna valutazione finora
- Iwai 2000Documento7 pagineIwai 2000ebyNessuna valutazione finora
- Answer 5b NGPDocumento10 pagineAnswer 5b NGPSARTHAK BAPATNessuna valutazione finora
- Lecture9 - Hydrogen Generation Unit (HGU)Documento3 pagineLecture9 - Hydrogen Generation Unit (HGU)Bipradeep GhoshNessuna valutazione finora
- Yeo Il Yoon, Il Hyun Baek, and Sang Do Park: To Whom All Correspondence Should Be Addressed. (E-Mail: Ihbaek@kier - Re.kr)Documento8 pagineYeo Il Yoon, Il Hyun Baek, and Sang Do Park: To Whom All Correspondence Should Be Addressed. (E-Mail: Ihbaek@kier - Re.kr)Mohammed AsherNessuna valutazione finora
- Bioreactor Design Studies For A Novel Hydrogen-Producing BacteriumDocumento12 pagineBioreactor Design Studies For A Novel Hydrogen-Producing BacteriumDan CretuNessuna valutazione finora
- Renewable Energy: Gerardo Gordillo, Kalyan Annamalai, Nicholas CarlinDocumento9 pagineRenewable Energy: Gerardo Gordillo, Kalyan Annamalai, Nicholas CarlinAlan D. Surco HuahuasonccoNessuna valutazione finora
- Phan Et Al. - 2018 - Hydroxyapatite Supported Bimetallic Cobalt and NicDocumento12 paginePhan Et Al. - 2018 - Hydroxyapatite Supported Bimetallic Cobalt and NicSơn PhanThanhNessuna valutazione finora
- The Gasification ProcessDocumento4 pagineThe Gasification Processmohamed.mossad38Nessuna valutazione finora
- 1 Li Bat Rice Husk 2001 Print OkDocumento5 pagine1 Li Bat Rice Husk 2001 Print OkMuslimahdzakiyahNessuna valutazione finora
- TABLE 19.14 Summary of Effects of Process Parameters On Coal PyrolysisDocumento2 pagineTABLE 19.14 Summary of Effects of Process Parameters On Coal Pyrolysisjames jamesonNessuna valutazione finora
- A New Method of Low-Temperature Methanol SynthesisDocumento4 pagineA New Method of Low-Temperature Methanol SynthesisCarlos Alfonzo Calderón RiveroNessuna valutazione finora
- Ghita Danuta 1 16Documento5 pagineGhita Danuta 1 16Anonymous p52JDZOdNessuna valutazione finora
- Renewable HydrogenDocumento10 pagineRenewable HydrogenVedavathi ReddyNessuna valutazione finora
- Ecp57vol12 035Documento8 pagineEcp57vol12 035sumitrochakrabortiNessuna valutazione finora
- Hydrogen Production From Fossil and Biomass Fuels: Catalyst Development, Kinetics, and Reactor ModelingDocumento4 pagineHydrogen Production From Fossil and Biomass Fuels: Catalyst Development, Kinetics, and Reactor ModelingMazen OthmanNessuna valutazione finora
- Pyrolisis 8 OkDocumento7 paginePyrolisis 8 OkegofientsNessuna valutazione finora
- Azargohar 2005Documento7 pagineAzargohar 2005gueabdelkaderNessuna valutazione finora
- Coke Formation On Activated Carbon During Catalytic Upgrading of Coal PyrolysisDocumento8 pagineCoke Formation On Activated Carbon During Catalytic Upgrading of Coal PyrolysisMatheus AugustoNessuna valutazione finora
- Water Gas Shift Reaction: Research Developments and ApplicationsDa EverandWater Gas Shift Reaction: Research Developments and ApplicationsNessuna valutazione finora
- A Duality Principle For The Entanglement Entropy of Free Fermion SystemsDocumento12 pagineA Duality Principle For The Entanglement Entropy of Free Fermion SystemsCroco AliNessuna valutazione finora
- Atlantis Is Discovered - Atlantis in Middle Danubian Depression (Pannonian Basin) A New Location of Atlantis IslandDocumento31 pagineAtlantis Is Discovered - Atlantis in Middle Danubian Depression (Pannonian Basin) A New Location of Atlantis Islandpaulct2004721260% (10)
- Cot 3Documento16 pagineCot 3jaycel cynthiaNessuna valutazione finora
- Conduit 5Documento42 pagineConduit 5dediNessuna valutazione finora
- ME 175A Midterm SolutionsDocumento4 pagineME 175A Midterm SolutionsDavid ChonNessuna valutazione finora
- Sample Design Calculations For Block Found. For Vib. Equip.Documento17 pagineSample Design Calculations For Block Found. For Vib. Equip.Adam Michael GreenNessuna valutazione finora
- Site AnalysisDocumento20 pagineSite AnalysisCarlo RosaioNessuna valutazione finora
- Shi Et Al-2019-Intensive Care MedicineDocumento11 pagineShi Et Al-2019-Intensive Care MedicineJavier BlancNessuna valutazione finora
- Techno Enviro EconomicanalysisofintegrateddirectchemicalloopingDocumento14 pagineTechno Enviro EconomicanalysisofintegrateddirectchemicalloopingAhmad SyauqiNessuna valutazione finora
- Https - Threejs - Org - Examples - Webgl - Fire - HTMLDocumento9 pagineHttps - Threejs - Org - Examples - Webgl - Fire - HTMLMara NdirNessuna valutazione finora
- Facility Systems, Ground Support Systems, and Ground Support EquipmentDocumento97 pagineFacility Systems, Ground Support Systems, and Ground Support EquipmentSree288Nessuna valutazione finora
- WPP Jak Campus - Defect All Level - 18042023Documento15 pagineWPP Jak Campus - Defect All Level - 18042023bbm FebriNessuna valutazione finora
- Chapter 3 Deflection of Beams - Conjugate Beam MethodDocumento6 pagineChapter 3 Deflection of Beams - Conjugate Beam MethodMbali MagagulaNessuna valutazione finora
- Bams 1st Rachna Sharir Joints and Their Classification 16-05-2020Documento15 pagineBams 1st Rachna Sharir Joints and Their Classification 16-05-2020Sanjana SajjanarNessuna valutazione finora
- 801 Aeronca PDFDocumento17 pagine801 Aeronca PDFVishveshNessuna valutazione finora
- Opti Turn Tu 2004 V ManualDocumento80 pagineOpti Turn Tu 2004 V ManualCharu NavneetNessuna valutazione finora
- Caeneus and PoseidonDocumento77 pagineCaeneus and PoseidonSabrina CareyNessuna valutazione finora
- Bahir Dar NDP UDP - Final ReportDocumento188 pagineBahir Dar NDP UDP - Final ReportWorkuMamo100% (1)
- Chapter 1 Cumulative Review: Multiple ChoiceDocumento2 pagineChapter 1 Cumulative Review: Multiple ChoiceJ. LeeNessuna valutazione finora
- Yoga ProjectDocumento5 pagineYoga ProjectSouri Rajan CaNessuna valutazione finora
- Orchestral Recording, January 2006Documento10 pagineOrchestral Recording, January 2006Rhys WilliamsNessuna valutazione finora
- Nestle Internship ResumeDocumento2 pagineNestle Internship ResumeHasnain AshrafNessuna valutazione finora
- Bài 1: Fill in The Blank With Present Simple, Present Continuous or Past SimpleDocumento6 pagineBài 1: Fill in The Blank With Present Simple, Present Continuous or Past SimplePhương Anh Đỗ NgọcNessuna valutazione finora
- Ar ExportsDocumento1 paginaAr ExportsRais AlamNessuna valutazione finora
- Atlas-Complejidad Económica PDFDocumento362 pagineAtlas-Complejidad Económica PDFRafael QuiñonesNessuna valutazione finora
- History of DiamondsDocumento21 pagineHistory of Diamondssilvernitrate1953Nessuna valutazione finora
- Toolbox Talks Working at Elevations English 1Documento1 paginaToolbox Talks Working at Elevations English 1AshpakNessuna valutazione finora
- L23 - Axial Flow CompressorDocumento17 pagineL23 - Axial Flow CompressorRohan GuptaNessuna valutazione finora
- Fractal Audio Footswitch Functions Guide PDFDocumento22 pagineFractal Audio Footswitch Functions Guide PDFerikNessuna valutazione finora
- Agricultural Machinery in PakistanDocumento19 pagineAgricultural Machinery in PakistanBadar NiaziNessuna valutazione finora