Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Picsart TutorialDocumento36 paginePicsart Tutorialabdoelandhakim100% (2)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Glass and Brittle Plastics RegisterDocumento3 pagineGlass and Brittle Plastics RegisterAdnan Meghani100% (3)
- 9-Agitation Aeration PDFDocumento47 pagine9-Agitation Aeration PDFCinthiaLugoNessuna valutazione finora
- MR .Vishnu S Narayanan: ContactDocumento4 pagineMR .Vishnu S Narayanan: ContactabdoelandhakimNessuna valutazione finora
- Boiler Journal - AVT & OT TratmentDocumento4 pagineBoiler Journal - AVT & OT TratmentabdoelandhakimNessuna valutazione finora
- General Safety Awareness TrainingDocumento72 pagineGeneral Safety Awareness TrainingabdoelandhakimNessuna valutazione finora
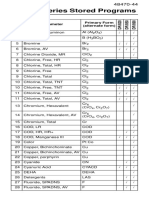
- DR800 Series ProgramsDocumento4 pagineDR800 Series ProgramsabdoelandhakimNessuna valutazione finora
- Acumer 200Documento2 pagineAcumer 200abdoelandhakimNessuna valutazione finora
- Boiler Journal - Sodium ChemicalsDocumento9 pagineBoiler Journal - Sodium ChemicalsabdoelandhakimNessuna valutazione finora
- DR.800 Stored ProgramDocumento2 pagineDR.800 Stored ProgramabdoelandhakimNessuna valutazione finora
- DR.800 Stored ProgramDocumento2 pagineDR.800 Stored ProgramabdoelandhakimNessuna valutazione finora
- Fonts&LinksDocumento1 paginaFonts&LinksabdoelandhakimNessuna valutazione finora
- Film Forming Amine in Water or Steam CycleDocumento42 pagineFilm Forming Amine in Water or Steam Cycleabdoelandhakim100% (1)
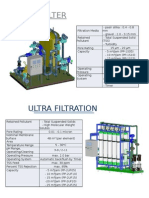
- Sand Filter: Ultra FiltrationDocumento3 pagineSand Filter: Ultra FiltrationabdoelandhakimNessuna valutazione finora
- CV Fahuka NorinDocumento2 pagineCV Fahuka NorinabdoelandhakimNessuna valutazione finora
- Drizo IranDocumento12 pagineDrizo IranDiego1980bNessuna valutazione finora
- Investigation of The Foaming Capacity of Different Washing Soaps and The Effect of Addition of Sodium Carbonate On ItDocumento10 pagineInvestigation of The Foaming Capacity of Different Washing Soaps and The Effect of Addition of Sodium Carbonate On ItPrasanna kudale100% (1)
- Common Fragrance and Flavor Materials Preparation Properties and Uses PDFDocumento2 pagineCommon Fragrance and Flavor Materials Preparation Properties and Uses PDFSummer0% (1)
- ENGR 313 - Chapter 4 - DislocationsDocumento48 pagineENGR 313 - Chapter 4 - DislocationsMelissa LaraNessuna valutazione finora
- SC Sample Paper 23 UnsolvedDocumento12 pagineSC Sample Paper 23 UnsolvedjessievijayNessuna valutazione finora
- DIAB Guide To Core and Sandwich P1r2 LockedDocumento48 pagineDIAB Guide To Core and Sandwich P1r2 LockedM.Sreeram SanjayNessuna valutazione finora
- Materials Science: Lecture 1, Week 27: Module Introduction and S.I. UnitsDocumento83 pagineMaterials Science: Lecture 1, Week 27: Module Introduction and S.I. UnitsQwerty1992ABCNessuna valutazione finora
- 04 - Medidor - 76LPM (20GPM) - TM06Documento2 pagine04 - Medidor - 76LPM (20GPM) - TM06Roberto MPNessuna valutazione finora
- 7 Stream Gauging-2Documento54 pagine7 Stream Gauging-2ChampNessuna valutazione finora
- TM422Documento34 pagineTM422karamisin4274100% (1)
- Northern Black Polished Ware in IndiaDocumento19 pagineNorthern Black Polished Ware in IndiaMohit Sony100% (1)
- Experiment 3: Gravimetric Analysis of Chloride Salt: + (Aq) - (Aq) (S)Documento4 pagineExperiment 3: Gravimetric Analysis of Chloride Salt: + (Aq) - (Aq) (S)bianca uyNessuna valutazione finora
- Buckling Instability of StructuresDocumento17 pagineBuckling Instability of StructuresPeter IyereNessuna valutazione finora
- Allosteric EnzymeDocumento22 pagineAllosteric EnzymeAhmed ImranNessuna valutazione finora
- Comparative Life Cycle Assessment of Li-Ion Batteries Through Process-Based and Integrated Hybrid Approaches PDFDocumento13 pagineComparative Life Cycle Assessment of Li-Ion Batteries Through Process-Based and Integrated Hybrid Approaches PDFDevina ValenciaNessuna valutazione finora
- CH Phase Diagrams Notes WsDocumento3 pagineCH Phase Diagrams Notes Wsapi-293306937Nessuna valutazione finora
- Suspension ExamplesDocumento6 pagineSuspension ExamplesDivaan Raj KarunakaranNessuna valutazione finora
- Matter (Science Form 1 - Short Notes)Documento1 paginaMatter (Science Form 1 - Short Notes)jrpyroNessuna valutazione finora
- Continuous CastingDocumento11 pagineContinuous CastingakritiNessuna valutazione finora
- 2012-3 National Chemistry OlympiadDocumento14 pagine2012-3 National Chemistry OlympiadRSLNessuna valutazione finora
- Ethylene Ethanol DEE H2O: Senyawa Input Reaktor Output Reaktor KG/HR Kmol/hr KG/HRDocumento11 pagineEthylene Ethanol DEE H2O: Senyawa Input Reaktor Output Reaktor KG/HR Kmol/hr KG/HRyohanamd14Nessuna valutazione finora
- Problem Set 3-Chapter 6 - Failure Theories-Selected ProblemsDocumento22 pagineProblem Set 3-Chapter 6 - Failure Theories-Selected ProblemsIsmail DoğanNessuna valutazione finora
- BioRes 11 2 5452 Review EspinozaAcosta TRLM Antioxidant Antimicrobial Tech Lignins Appln 8447 PDFDocumento30 pagineBioRes 11 2 5452 Review EspinozaAcosta TRLM Antioxidant Antimicrobial Tech Lignins Appln 8447 PDFStelyca MihalutiNessuna valutazione finora
- Unit 1 Mod 3 Period 3 ElementsDocumento13 pagineUnit 1 Mod 3 Period 3 ElementsPoonal AsasNessuna valutazione finora
- EBook ListDocumento61 pagineEBook Listayakashimajorin100% (1)
- Me6402 mt2 Notes Rejinpaul PDFDocumento227 pagineMe6402 mt2 Notes Rejinpaul PDFRajeshNessuna valutazione finora
- Ash Handling by Peter FuDocumento102 pagineAsh Handling by Peter FuIrfan AbdullAhNessuna valutazione finora
- SINO 005 2016 - EngDocumento25 pagineSINO 005 2016 - EngilliaNessuna valutazione finora