Documenti di Didattica
Documenti di Professioni
Documenti di Cultura
Plan de Control de Calidad SHP
Caricato da
Mauricio FachinTitolo originale
Copyright
Formati disponibili
Condividi questo documento
Condividi o incorpora il documento
Hai trovato utile questo documento?
Questo contenuto è inappropriato?
Segnala questo documentoCopyright:
Formati disponibili
Plan de Control de Calidad SHP
Caricato da
Mauricio FachinCopyright:
Formati disponibili
PLAN DE CONTROL DE CALIDAD
CLIENTE: SHOUGANG HIERRO PERU SAA
COD:PAC-CCI-01-00
PROYECTO: IMPLEMENTACION DEL POZO
LIZA N7 JAHUAY
Revisin : 0
Fecha: 08.01.2012
Pgina : 1 de 80
PROYECTO
IMPLEMENTACION DEL POZO LIZA N 7 JAHUAY
PLAN DE CONTROL DE CALIDAD
(PCC)
RESPONSABILIDAD
CARGO
NOMBRE
Preparado por
Control de Calidad
Ing. Juan Flores Gallegos
Revisado por
Residente de Proyecto
Ing. Carlos Cortez Gamboa
Aprobado por
Gerente de Operaciones
Ing. Hiplito Quintana Valverde
TABLA DE REVISIONES
REV.
DESCRIPCIN DEL CAMBIO
Para aplicacin
FECHA
PREPAR
APROB.
Nombre
07/01/12
J.F.G
Firma
REVIS
Nombre
Firma
APROB
Nombre
C.C.G
H.Q.V
DISTRIBUCIN
COPIA N
USUARIO
INDICE
COPIA CONTROLADA
... 2
Firma
PLAN DE CONTROL DE CALIDAD
CLIENTE: SHOUGANG HIERRO PERU SAA
COD:PAC-CCI-01-00
PROYECTO: IMPLEMENTACION DEL POZO
LIZA N7 JAHUAY
Revisin : 0
Fecha: 08.01.2012
Pgina : 2 de 80
INTRODUCCION
....... 3
VISIN
POLITICA Y OBJETIVOS DE CALIDAD.
1. ORGANIZACIN.......
2. FUNCIONES Y RESPONSABILIDADES
..
.....
3.2. NORMATIVAS APLICABLES
....
3.3. CONTROL DOCUMENTARIO
3. GESTION DE CALIDAD PARA EL PROYECTO
3.1.
TERMINOS Y DEFINICIONES
3.4. REGISTROS DE CALIDAD
......
3.5. CONSULTAS Y CAMBIOS DE INGENIERIA
...
9
10
11
3.6. MATERIALES Y EQUIPOS A SER INCORPORADOS A OBRA
12
3.7. TRATAMIENTO DE NO CONFORMIDADES
12
...
13
3.8. MEJORA CONTINUA
3.9. IDENTIFICACION Y TRAZABILIDAD DE PRODUCTOS..
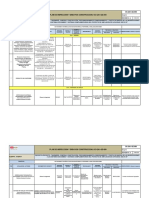
3.10.PLANES DE PUNTOS DE INSPECCIN
3.11.LIBERACION FINAL Y ENTREGA DE OBRAS
3.12.DOSSIER DEL PROYECTO
.....
....
4. CONTROL DE CALIDAD EN LA EJECUCION DE OBRAS
4.1
4.2
OBRAS CIVILES Y CONCRETO
OBRAS ELECTROMECANICAS
5. PROCEDIMIENTOS EJECUTIVOS DE CALIDAD
13
13
14
14
...
17
...
...
17
22
..
24
9 .ANEXOS
9.1
LISTA DE FORMATOS QC PARA EL PROYECTO..
76
9.2
LISTA DE PROCEDIMIENTOS PARA OBRAS CIVILES.
80
9.3
LISTA DE PROCEDIMIENTOS PARA OBRAS ELECTROMECANICAS
80
INTRODUCCION
PLAN DE CONTROL DE CALIDAD
CLIENTE: SHOUGANG HIERRO PERU SAA
COD:PAC-CCI-01-00
PROYECTO: IMPLEMENTACION DEL POZO
LIZA N7 JAHUAY
Revisin : 0
Fecha: 08.01.2012
Pgina : 3 de 80
El presente Plan de Calidad (PCC) describe la metodologa de prcticas y
medios bajo los cuales CASTRO CONTRATISTAS INGENIEROS SAC
desarrollar los trabajos de control de la obra Implementacin del Pozo Liza
N 7-Jahuay.
CASTRO CONTRATISTAS INGENIEROS SAC ha definido una estrategia
especfica para este proyecto, todos los miembros de la organizacin, desde el
ms alto representante de la direccin, hasta el ltimo trabajador de la obra,
tienen presente que sus actividades deben ser realizadas bajo pleno
cumplimiento de los requisitos del cliente.
PLAN DE CONTROL DE CALIDAD
CLIENTE: SHOUGANG HIERRO PERU SAA
COD:PAC-CCI-01-00
PROYECTO: IMPLEMENTACION DEL POZO
LIZA N7 JAHUAY
Revisin : 0
Fecha: 08.01.2012
Pgina : 4 de 80
VISION
Ser una Empresa Lder en servicio de Consultora, Ejecucin de Proyectos Civiles y
Electromecnicos, Estructuras Industriales, Mantenimiento a nivel Nacional con excelencia
Operativa.
POLITICA DE CALIDAD
CASTRO CONTRATISTAS INGENIEROS SAC trabaja con altos estndares de calidad,
eficiencia, confiabilidad y cumplimientos de los requisitos de los clientes y los legales
aplicables a sus operaciones en la ejecucin de obras civiles y
obras de montaje
electromecnico. Con el compromiso de mejorar continuamente su sistema de gestin de
calidad.
OBJETIVOS DE CALIDAD
La ejecucin de toda obra es realizada cumpliendo con los requisitos de calidad establecidos
por la ingeniera del proyecto.
Todo el personal asignado a la ejecucin de obra tiene como premisa fundamental la seriedad
en su trabajo, entendindose por el trmino, el cumplimiento, seguimiento y verificacin de
los requisitos de calidad contractuales.
Los profesionales que tendrn bajo su responsabilidad la direccin, el planeamiento,
ejecucin, y control de los trabajos harn los esfuerzos necesarios para culminar la obra antes
del plazo establecido.
Se elaborar y presentar un dossier para cada sistema del proyecto; el mismo que constar
por disciplina todos los documentos de calidad generados; segn el avance de las labores.
1. ORGANIZACIN
PLAN DE CONTROL DE CALIDAD
CLIENTE: SHOUGANG HIERRO PERU SAA
COD:PAC-CCI-01-00
PROYECTO: IMPLEMENTACION DEL POZO
LIZA N7 JAHUAY
Revisin : 0
Fecha: 08.01.2012
Pgina : 5 de 80
CASTRO CONTRATISTAS INGENIEROS SAC ha previsto para esta obra una
organizacin conformada por profesionales, tcnicos y empleados con la experiencia
obtenida en contratos similares.
El presente plan describe en forma resumida las funciones y responsabilidades principales
asociadas a la calidad, segn el organigrama de obra de CASTRO CONTRATISTAS
INGENIEROS SAC.
GERENTE DE OPERACIONES
ING. HIPOLITO QUINTANA
CEL.997240966
RESIDENTE DE OBRA
ING. CARLOS CORTEZ
GAMBOA
INGENIERO DE SEGURIDAD
ING. MARTIN VALDIVIA
RAMOS
RPC. 986644267
INGENIERO CIVIL
ING. ALEJANDRO MARTINEZ
RPC. 987533635
INGENIERO ELECTRICO
ING. JULIO FERNANDEZ
RPC. 980727740
INGENIERO CONTROL DE
CALIDAD
ING. JUAN FLORES GALLEGOS
PLANEAMIENTO
ING. NOE CHOQUE
RPC. 958194054
ADMINISTRADOR DE OBRA
Jenny Molina Bautista
RPC.972736642
MAESTRO DE OBRA CIVIL
TOPOGRAFO, SUPERVISOR MECANICO.
2. FUNCIONES Y RESPONSABILIDADES
PLAN DE CONTROL DE CALIDAD
CLIENTE: SHOUGANG HIERRO PERU SAA
COD:PAC-CCI-01-00
PROYECTO: IMPLEMENTACION DEL POZO
LIZA N7 JAHUAY
Revisin : 0
Fecha: 08.01.2012
Pgina : 6 de 80
2.1. REPRESENTANTE DE LA GERENCIA
Las funciones del Representante de la Gerencia, son las siguientes:
Velar por el ptimo funcionamiento del Proyecto IMPLEMENTACION DEL
POZO LIZA Nro.7 JAHUAY
Asegurarse de que se establecen, implementan y mantienen los procesos
necesarios para el perfecto desarrollo de Proyecto.
Informar a la alta direccin sobre el desempeo del sistema de gestin y de
cualquier necesidad de mejora.
Asegurarse de que se promueva la toma de conciencia de los requisitos del
cliente en todos los niveles de la organizacin.
Estar en permanente contacto con la Supervisor de Calidad y procesos de la
Empresa con el fin de tomar en conjunto decisiones que permitan el
mejoramiento continuo del Proyecto.
a.
b.
Gerente de Operaciones
Responsable de la plena implementacin del presente plan de control de calidad.(PCC)
Verificar los resultados obtenidos en la implementacin del plan para definir en forma
preventiva las acciones correctivas y preventivas.
Asignar los recursos necesarios para que su organizacin cumpla con los requisitos
especificados y el presente PCC
Efectuar las coordinaciones con el cliente y definir anticipadamente los requisitos
especificados para evitar no conformidades.
Liderar el grupo de proyecto para que los productos resultado de la obra cumplan con los
requisitos del Cliente
Residente de Proyecto
Responsable de la coordinacin de los trabajos con los diferentes supervisores de obra.
Cumplir los requisitos del cliente aplicables al presente contrato.
Responsable de asignar los recursos, movilidad, comunicacin y hombres para cumplir con
el PCC.
PLAN DE CONTROL DE CALIDAD
CLIENTE: SHOUGANG HIERRO PERU SAA
COD:PAC-CCI-01-00
PROYECTO: IMPLEMENTACION DEL POZO
LIZA N7 JAHUAY
Revisin : 0
Fecha: 08.01.2012
Pgina : 7 de 80
Asignar los responsables de llevar a cabo los protocolos de control de calidad de
produccin.
Coordinar y ejecutar el levantamiento de no conformidades, Survelliance, y otras
observaciones presentadas durante el proyecto.
Coordina los cambios y consultas de ingeniera a travs del Jefe de Oficina Tcnica. (RFI
correspondientes).
Verificar el empleo de documentacin, planos y dems especificaciones tcnicas,
debidamente actualizados y aprobados para construccin.
Elaborar los planos AS-BUILT de su especialidad, de acuerdo a avance, y entregar estos
a Jefe de Oficina Tcnica para su visto bueno y entrega al cliente.
c. Supervisor de Control de Calidad
3.
Elaborar y difundir el plan de control de calidad del presente proyecto.
Responsable del elaborar, registrar los procedimientos y registros de calidad en la obra.
Coordina y elabora el programa de pruebas de control de calidad de la obra.
Coordinar los aspectos de calidad relacionados al proyecto ante el cliente.
Verificar el empleo de documentacin, planos y dems especificaciones tcnicas,
debidamente aprobados para construccin.
Identifica, apertura y efecta los reportes de no conformidad internos de la obra
Levantamiento de SVR y NCR.
Elaborar y presentar el dossier de proyecto al cliente, de acuerdo a los avances de la obra.
GESTION DE CALIDAD PARA EL PROYECTO
PLAN DE CONTROL DE CALIDAD
3.1
CLIENTE: SHOUGANG HIERRO PERU SAA
COD:PAC-CCI-01-00
PROYECTO: IMPLEMENTACION DEL POZO
LIZA N7 JAHUAY
Revisin : 0
Fecha: 08.01.2012
Pgina : 8 de 80
TERMINOS Y DEFINICIONES
Aseguramiento de calidad: Parte de la gestin de la calidad orientada a proporcionar
confianza en que se cumplirn los requisitos de calidad.
Auditora: Proceso sistemtico, independiente y documentado para obtener evidencia de la
auditoria y evaluarlas de manera objetiva con el fin de determinar la extensin en que se
cumplen los criterios de auditora.
Calibracin: Conjunto de operaciones que establecen, en condiciones especficas, la
relacin entre valores indicados por un instrumento de medicin o valores representados
por medidas reales y el valor correspondiente conocido de una magnitud medida.
Calidad: Grado en el que un conjunto de caractersticas inherentes cumple con los
requisitos.
Conformidad: Cumplimiento de un requisito.
Contratista: Se entender la parte que ha suscrito un contrato con MYSRL para realizar un
proyecto que se describe en un contrato, como lo requieren las especificaciones y
modificaciones, y como se detalla en los planos.
Control de calidad: Parte de la gestin de la calidad orientada al cumplimiento de los
requisitos de la calidad.
Especificacin: Documento que establece requisitos.
Gestin de la calidad: Aquel aspecto de la funcin general de gestin de una organizacin
que define y aplica la poltica de calidad.
Inspeccin: Evaluacin de la conformidad por medio de observaciones, medicin
ensayo/prueba u otros medios.
Manual de calidad: Documento que especifica el sistema de gestin de calidad de una
organizacin.
Plan de calidad: Documento que especifica qu procedimientos y recursos asociados
deben aplicarse, quien debe aplicarlos y cuando deben aplicarse a un proyecto, proceso,
producto o contrato especificado.
Poltica de calidad: Intenciones globales y orientacin de una organizacin relativas a la
calidad tal como se expresan formalmente por la alta direccin.
Sistema de gestin de la calidad: Sistema de gestin para dirigir y controlar una
organizacin con respecto a la calidad.
Adems son vlidos todos los trminos indicados en la norma ISO 9000.
PLAN DE CONTROL DE CALIDAD
3.2
CLIENTE: SHOUGANG HIERRO PERU SAA
COD:PAC-CCI-01-00
PROYECTO: IMPLEMENTACION DEL POZO
LIZA N7 JAHUAY
Revisin : 0
Fecha: 08.01.2012
Pgina : 9 de 80
CODIGOS, REGULACIONES Y NORMATIVA APLICABLE
Las actividades relacionadas a la implementacin del plan de control de calidad son
desarrolladas tomando en cuenta los estndares de calidad especificados por el proyecto.
A menos se especifique lo contrario, todo el trabajo y materiales deben ajustarse a las
especificaciones indicadas en el Listado de Especificaciones entregados por el cliente y a
las ltimas ediciones de los siguientes cdigos o normas:
ISO 9000:2009, Sistemas de gestin de calidad-Fundamentos y vocabulario
ISO 9001:2009, Sistemas de gestin de la calidad. Requisitos.
AISC
American Institute of Steel Construction
ACI
American Concrete Instituto
IBC
International Building Code
RNC
Reglamento Nacional de Construcciones.
ANSI
American National Standards Institute
ASME
American Society of Mechanical Engineers
ASTM
American Society for testing & Materials
IEEE
Institute of Electrical and Electronic Engineers.
NEC
National Electric Code.
NEMA
National Electrical Manufacturers Association.
OSHA
Occupational Safety and Health Administration
UL
Underwriters Laboratory
El control de calidad propuesto por CASTRO CONTRATISTAS INGENIEROS SAC.
para los proyectos, cumple con los requisitos de gestin de calidad de MYSRL.
3.3
CONTROL DOCUMENTARIO
Toda la documentacin que contenga datos e informacin que pueda afectar la calidad de los
trabajos por ejecutar, ser controlada por la oficina tcnica de CASTRO CONTRATISTAS
INGENIEROS SAC. a travs de Document Control (DC) de la obra. El objeto es evitar que
los procesos sean ejecutados bajo documentacin y datos desactualizados y por ende puedan
generar resultados no conformes con las especificaciones y estndares del cliente SHP.
a) Registro de Prueba
CASTRO CONTRATISTAS INGENIEROS SAC, adoptar los formatos del Manual de
Procedimientos de Ingeniera de SHP. Los formatos necesarios que no se encuentren en
dicho manual sern elaborados por el responsable de control de calidad.
El supervisor de control de calidad mantendr en obra un registro de todas las pruebas que
se realicen en el desarrollo del presente proyecto.
PLAN DE CONTROL DE CALIDAD
CLIENTE: SHOUGANG HIERRO PERU SAA
COD:PAC-CCI-01-00
PROYECTO: IMPLEMENTACION DEL POZO
LIZA N7 JAHUAY
Revisin : 0
Fecha: 08.01.2012
Pgina : 10 de 80
Todas las pruebas ejecutadas sern registradas en los formatos respectivos; de ser necesario
se incluir un plano de ubicacin indicando posicin y detalles de las pruebas realizadas.
b) Correccin de Documentos
Los documentos sern llenados con tinta indeleble y/o electrnico, cualquier correccin o
modificacin en los mismos se har cruzando una lnea a travs del cambio que se efecte y
se escribir la informacin corregida; bajo el cambio firmar la persona que realice la
correccin, indicando nombre y fecha de la misma. Por ningn motivo se efectuaran
borrones.
Ningn documento ser destruido o desechado; incluso si es ilegible o contiene errores, o si
es remplazado por otro documento.
c) Aprobacin de Actividades
Cuando se realicen actividades que requieran aprobacin previa, se coordinar 02 horas de
anticipacin con la Supervisin de Construccin de SHP para que alguno de los
representantes de QA SHP, se apersone, de ser necesario, a verificar la calidad de las
mismas; dando luz verde para la realizacin de dicha actividad.
El supervisor de control de calidad llenar los formatos de registro respectivos, en los
cuales registrar la informacin indicada.
d) Tratamiento de No Conformidades
La resolucin de las no conformidades es potestad de SHP. Segn la accin correctiva que
indique el supervisor QA SHP, las actividades pueden ser:
3.4
Reparadas o modificadas para satisfacer los requerimientos especificados.
Aceptadas con reparacin o modificacin, con concesin.
Rechazadas definitivamente.
Aceptado como Use ass.
REGISTROS DE CALIDAD
CEYCA utilizar los formatos que sern proporcionados por el rea de QA de Minera SHP,
en el caso de que QA SHP no cuente en su ndex con un formato que se requiera, podr
utilizarse los formatos de CASTRO CONTRATISTAS los que tendrn plena validez.
Asimismo, si por la naturaleza del trabajo CASTRO CONTRATISTAS INGENIEROS SAC.
utiliza sus formatos para certificar inspecciones, controles parciales, estos servirn de
sustento para la formulacin del protocolo final en el formato adecuado que englobe todas
las actividades. CASTRO CONTRATISTAS INGENIEROS SAC. administra y mantiene sus
formatos de calidad de acuerdo a su sistema de gestin de calidad. Los protocolos son
permanentemente elaborados al pie de obra y llenados preferentemente por personal de
construccin y montaje. El llenado contempla realizar las anotaciones en formatos limpios,
sin enmendaduras ni borrones. Cualquier alteracin o incumplimiento (mal llenado) da lugar
a la invalidacin del documento.
PLAN DE CONTROL DE CALIDAD
CLIENTE: SHOUGANG HIERRO PERU SAA
COD:PAC-CCI-01-00
PROYECTO: IMPLEMENTACION DEL POZO
LIZA N7 JAHUAY
Revisin : 0
Fecha: 08.01.2012
Pgina : 11 de 80
Considerando que los protocolos contienen informacin muy valiosa para CASTRO
CONTRATISTAS INGENIEROS SAC.
y sus clientes, se tomarn las siguientes medidas con ellos:
Ser legibles;
Estar fechados;
Relacionarse fcilmente con los productos, actividades y/o la obra o parte de ella;
Estar debidamente firmados;
Archivarse en forma adecuada;
Almacenarse en lugar donde no se deterioren;
Definir el tiempo de retencin; y
Protegerlos del acceso no autorizado.
CASTRO CONTRATISTAS INGENIEROS SAC, mantendr una copia de todos los registros
de calidad, por lo menos 1 ao, a contar de la fecha de recepcin de la obra, a no ser que se
indique otro perodo en el proyecto.
3.5
CONSULTAS Y CAMBIOS DE INGENIERIA
Todos los trabajos sern ejecutados cumpliendo estrictamente con la ingeniera del
proyecto aprobada, tal documentacin ser la nica vlida para efectos de la ejecucin de
todos los procesos.
CASTRO CONTRATISTAS INGENIEROS SAC, podr hacer sus consultas sobre cualquier
detalle de la ingeniera del proyecto, a travs de los procedimientos establecidos por Minera
SHP. No est permitido realizar trabajos donde se planteen modificaciones y/o alteraciones y
que estos an siendo planteados no hayan sido formalmente aprobados por ingeniera de
Minera SHP. La finalidad de la formalizacin es dar el tratamiento adecuado a los cambios
de ingeniera que pudieran existir y evitar costos de no calidad y extensin de plazos no
previstos.
Los cambios de ingeniera solicitados por el cliente, podrn ser atendidos de acuerdo a un
prudencial tiempo de entrega del requerimiento.
Para las consultas de ingeniera de este proyecto se emplear el formato Request for
Informacin (RFI) el uso y gestin de estos documento obedece estrictamente a trminos
de la ingeniera de diseo.
PLAN DE CONTROL DE CALIDAD
3.6
CLIENTE: SHOUGANG HIERRO PERU SAA
COD:PAC-CCI-01-00
PROYECTO: IMPLEMENTACION DEL POZO
LIZA N7 JAHUAY
Revisin : 0
Fecha: 08.01.2012
Pgina : 12 de 80
MATERIALES Y EQUIPOS A SER INCORPORADOS A OBRA
De acuerdo a los compromisos contractuales el cliente har la entrega de todos los equipos,
mquinas, materiales y afines. Todo suministro de equipos, materiales es plena
responsabilidad del cliente.
Todos los materiales que se incorporen al proyecto sern sujetos a la verificacin fsica y
documental por parte del almacn de obra, CASTRO CONTRATISTA tiene previsto
emplear el registro CASTRO ING/PG-1-01.CASTRO CONTRATISTAS INGENIEROS
SAC, har uso de materiales, equipos, y/o componentes debidamente aprobados como
resultado del control de recepcin.
3.7
TRATAMIENTO DE NO CONFORMIDADES
CASTRO CONTRATISTA, tiene previsto realizar los trabajos bajo condiciones
controladas, cualquier actividad o proceso no conforme es identificado por cualquier
personal de CASTRO CONTRATISTA, la apertura del Reporte de No Conformidad
(RNC) puede ser originado por cualquier supervisor responsable de produccin,
QC/CASTRO CONTRATISTA o residente de obra, a travs del formato CASTRO
ING/PG-02-01.
QC/CASTRO CONTRATISTA codifica, registra y realiza seguimiento de los RNC, todos
los RNC aperturados en relacin a los trabajos de produccin deben ser atendidos y
resueltos por el residente de Obra. Los RNC deben ser objeto de evaluacin permanente,
las acciones correctivas deben servir para desarrollar aptitud proactiva en la organizacin
y con ello generar acciones preventivas para evitar no conformidades e identificar los
potenciales.
El cierre del RNC es realizado por el originador, salvo autorizacin expresa del mismo o
Jefe QC.
Para el caso de un NCR (originado por MYSRL) y se requiera de un procedimiento de
reparacin, CASTRO CONTRATISTA elaborar este y lo presentar a Ingeniera SHP
para su aprobacin respectiva (el procedimiento es responsabilidad de CASTRO
CONTRATISTA), luego de la aprobacin se ejecutar el trabajo, se completar la hoja de
aceptacin y se solicitar el cierre del NCR bajo carta.
PLAN DE CONTROL DE CALIDAD
CLIENTE: SHOUGANG HIERRO PERU SAA
COD:PAC-CCI-01-00
PROYECTO: IMPLEMENTACION DEL POZO
LIZA N7 JAHUAY
Revisin : 0
Fecha: 08.01.2012
Pgina : 13 de 80
Los Survelliance y Non Conform Report (SVR y NCR) sern tratados bajo los
procedimientos establecidos por MYSRL en el manual de ingeniera.
3.8
MEJORA CONTINUA
Basndose en el anlisis y la revisin de los eventos, CASTRO CONTRATISTA define las
acciones concretas necesarias con la finalidad de mejorar los resultados mismos de la obra.
Estas acciones se orientan a mejorar los resultados de la obra, ya sea que se controlen
mediante indicadores o por el margen resultante.
El anlisis de resultados de las obras se realizan a partir de los datos tomados de:
3.9
Reportes de No Conformidad internos
NCR y SVR (emitidos por SHP)
Costos de no calidad producidos
Identificacin y mejora de procesos
FCR
RFI
IDENTIFICACION Y TRAZABILIDAD DE PRODUCTOS
El uso de los diferentes procedimientos y documentos previstos por el PCC significan la
ejecucin de inspeccin y pruebas durante los diversos procesos, ste seguimiento permite
efectuar la identificacin y trazabilidad de los materiales, equipos, componentes y
materiales que sern incorporados en forma permanente a la obra, as como cada uno de
los procesos ejecutados. La trazabilidad tambin se aplica a elementos en proceso de
construccin, a travs de marcas claramente sealadas en la superficie de los elementos a
controlar.
3.10 PLANES DE PUNTOS DE INSPECCIN
Los procesos identificados y considerados principales sern identificados y controlados a
travs de los denominados puntos de control. Es decir cada proceso deber ser habilitado
(controlado y verificado) antes de que ste pueda pasar a la etapa siguiente. Los planos
AS BUILT sern elaborados durante el desarrollo del proyecto, y finalmente revisados y
entregados conforme se culminen los trabajos.
PLAN DE CONTROL DE CALIDAD
CLIENTE: SHOUGANG HIERRO PERU SAA
COD:PAC-CCI-01-00
PROYECTO: IMPLEMENTACION DEL POZO
LIZA N7 JAHUAY
Revisin : 0
Fecha: 08.01.2012
Pgina : 14 de 80
3.11 LIBERACION FINAL Y ENTREGA DE OBRAS
El proceso de liberacin y entrega se realizar por sistemas. La aceptacin fsica es a
travs de las llamadas caminatas de construccin, seguidas de las caminatas de tarjeta
naranja (Orange TAG). La aceptacin documental se realiza primero a travs de la entrega
de Dossier de proyecto a QA de SHP quien revisa y da conformidad para luego entregar
los protocolos a pre-operaciones de SHP, antes de llevarse a cabo la caminata
correspondiente a la tarjeta naranja. Finalmente QA SHP emite el Aceptance Report de los
sistemas entregados.
Al mismo tiempo CASTRO CONTRATISTA construccin elabora los planos ASBUILT de acuerdo a lo establecido por los procedimientos de Ingeniera de SHP. Si todos
los planos estn conformes, Ingeniera emite el correspondiente Aceptance Report.
3.12 DOSSIER DE PROYECTO
El QC INDEX ser establecido por CASTRO CONTRATISTA en coordinacin con el
rea de pre comisionado - QA de SHP y previo al inicio de los trabajos.
QC/CASTRO CONTRATISTA, tiene previsto organizar el dossier y hacer su entrega
conforme se vaya ejecutando los trabajos, obra terminada dossier entregado. El objeto del
dossier es facilitar al cliente toda la documentacin que deja evidencia de que los trabajos
se han ejecutado segn los requisitos especificados, adems de ser documentos
importantes y aplicables a los trabajos de mantenimiento y ampliacin.
El dossier comprende:
Protocolos de procesos (civil, concreto, estructuras, arquitectura, mecnico, tubera,
elctrico e Instrumentacin)
Protocolos de pruebas (civil, mecnico, tubera, elctrico e instrumentacin)
Lista de planos As Built
Lista de planos de construccin
Certificado de calidad de los materiales
Certificados de calibracin de instrumentos y equipos.
Lista de Procedimientos
PLAN DE CONTROL DE CALIDAD
CLIENTE: SHOUGANG HIERRO PERU SAA
COD:PAC-CCI-01-00
PROYECTO: IMPLEMENTACION DEL POZO
LIZA N7 JAHUAY
Revisin : 0
Fecha: 08.01.2012
Pgina : 15 de 80
Documentacin complementaria NCR y SCR Cerradas.
Lista de cartas a QA.
El equipo de QC/CASTRO CONTRATISTA preparar los paquetes de entrega, por
sistemas, segn programa de entregas y conforme a instrucciones de SHP.
Los protocolos sern entregados en original a QA de SHP y este devolver el original
firmado a CASTRO CONTRATISTA para su procesamiento y elaboracin de su dossier de
calidad quedndose QA SHP con el original y CASTRO CONTRATISTA con una copia
para hacer el seguimiento respectivo.
El dossier de calidad ser entregado al 100% una semana despus de concluido el
proyecto.
PLAN DE CONTROL DE CALIDAD
CLIENTE: SHOUGANG HIERRO PERU SAA
COD:PAC-CCI-01-00
PROYECTO: IMPLEMENTACION DEL POZO
LIZA N7 JAHUAY
Revisin : 0
Fecha: 08.01.2012
Pgina : 16 de 80
DIAGRAMA O SECUENCIAS DE PROCESO CONSTRUTIVO
PLAN DE CONTROL DE CALIDAD
CLIENTE: SHOUGANG HIERRO PERU SAA
COD:PAC-CCI-01-00
PROYECTO: IMPLEMENTACION DEL POZO
LIZA N7 JAHUAY
Revisin : 0
Fecha: 08.01.2012
Pgina : 17 de 80
4. CONTROL DE CALIDAD EN LA EJECUCION DE OBRAS
4.1 OBRAS CIVILES Y CONCRETO
a. Obras exteriores y Caseta de Bombeo.
CASTRO CONTRATISTAS INGENIEROS SAC (CCI) construir una
nueva caseta de bombeo para el Pozo Lisa N 7, cuyas dimensiones
permitan la instalacin, operacin y mantenimiento de la bomba vertical,
motor, subestacin elctrica skid con panel de control, gra puente, con
cuarto-almacn y puertas metlicas, con las caractersticas siguientes:
Replanteo Topogrfico (CCI )verificar la topografa del
terreno.
El rea concebida para la Caseta para el Pozo N 7, incluyendo la del
inicio y trmino de la tubera de 8, a fin de efectuar el replanteo para la
construccin, la cuantificacin de los volmenes del movimiento de
tierras, la interferencia con instalaciones externas existentes del Pozo N
5 y las recomendaciones para el tratamiento del terreno donde se
edificarn las diferentes facilidades que
comprendan la obra, la preparacin de la va de acceso junto a la tubera de 8,
el tendido la lnea de alta con postes al otro lado de dicha va, de modo
que se pueda un fcil acceso a cada instalacin para su operacin y el
mantenimiento, evitando la formacin de los cmulos de arena.
Debiendo lograr que los trazos de vas de circulacin en su conjunto
puedan ser aprobadas antes de su ejecucin.
Excavaciones y Movimiento de tierras. CCI - ejecutar las
excavaciones y el movimiento de tierra de acuerdo al replanteo
topogrfico y planos de construccin debidamente aprobados. Para el
tendido y nivelacin de las vas de acceso al pozo la contratista
identificarn las reas y secciones de corte del terreno, los volmenes
de movimiento de tierras as como el volumen de las dunas de arena
delante del Pozo N 5, incluyendo la eliminacin de la vegetacin que
sea necesaria, a fin de lograr el tendido de la tubera e instalacin
de las vlvulas principales y la tubera de drenaje.
Losa de concreto armado diseada para soportar el peso del
camin de mantenimiento de los componentes, con ligera pendiente hacia
la puerta exterior.
PLAN DE CONTROL DE CALIDAD
CLIENTE: SHOUGANG HIERRO PERU SAA
COD:PAC-CCI-01-00
PROYECTO: IMPLEMENTACION DEL POZO
LIZA N7 JAHUAY
Revisin : 0
Fecha: 08.01.2012
Pgina : 18 de 80
Base de la Bomba Vertical. En medio tendr una base de
concreto armado para la bomba vertical aislada de la losa, la misma
que deber estar centrada
al pozo con la nivelacin de su superficie que garantizar la
verticalidad y centrado del cuerpo de la bomba, de modo que soporte el
peso y la vibracin de la Bomba y su motor Vertical. Su distancia a los
muros tomar en cuenta todas las dimensiones de los equipos, accesorios
y su mantenimiento. La altura de la base de concreto de la bomba tendr
un nivel de elevacin tal que permita el ajuste de los pernos de todos
los accesorios involucrados. La losa para la SS.EE. tipo skid ubicada
al lado izquierdo del ingreso a la caseta, ser un losa de concreto
armado, adems contara con una base de concreto armado para el grupo
electrgeno. El tendido de las tuberas elctricas de fuerza y control,
desde el arrancador ubicado en la SS.EE. hasta el pie del motor de la
Bomba Vertical y su botonera de arranque/parada, sern enterradas o
embebidas en el concreto, salvo indicacin contraria. La SS.EE. deber
quedar instalada a una distancia suficiente de la bomba, de modo que evite
cualquier evento de salpicadura de agua o derrame del piso desde la
bomba
a cualquiera de
los equipos de la SS.EE.
Cimientos y Sobre cimientos, como bases de soporte de la estructura.
Columnas y vigas de concreto armado para el confinamiento de los
muros de bloquetas de concreto. Habr columnas que contarn con
mnsulas de soporte para los rieles de apoyo de la gra puente de 5
ton,
para el montaje
y desmontaje de los componentes de la bomba. Las mnsulas debern
permitir el ajuste de los pernos de fijacin de los rieles y su nivelacin
Muros de bloquetas de concreto, con una ventana en el lado de salida
de la tubera de impulsin y otra inferior para el pase de la tubera, adems
de las ventanas de iluminacin.
Techo de Eternit debidamente fijado a las estructuras metlicas livianas
soporte del techo.
La caseta tendr un cuarto-almacn de repuestos con ventana con barrotes de
Seguridad y puerta metlica interior, enmarcado por muros de bloquetas
y losa aligerada
PLAN DE CONTROL DE CALIDAD
CLIENTE: SHOUGANG HIERRO PERU SAA
COD:PAC-CCI-01-00
PROYECTO: IMPLEMENTACION DEL POZO
LIZA N7 JAHUAY
Revisin : 0
Fecha: 08.01.2012
Pgina : 19 de 80
Vereda de concreto, contar con una vereda exterior ubicado en la parte
frontal de la caseta
Dados de concreto exteriores junto a la caseta. La contratista
colocar dados de concreto armado de modo que puedan instalarse la
vlvula check de
8,
la
vlvula compuerta de 8 clase 300 lbs, junto a sus carretes de
tuberas embridados y el soldeo de la tubera de 6 con vlvula de drenaje,
detrs de la caseta.
Instalacin de Postes completos, con la profundidad de excavacin de
sus bases de acuerdo a los estndares, incluyendo relleno y vaciado de
concreto y el recubrimiento de su extremo inferior con pintura
epxica bituminosa de proteccin en 2 m de longitud, conforme a
las especificaciones tcnicas aprobadas por la supervisin de SHPSAA.
PLAN DE CONTROL DE CALIDAD
CLIENTE: SHOUGANG HIERRO PERU SAA
COD:PAC-CCI-01-00
PROYECTO: IMPLEMENTACION DEL POZO
LIZA N7 JAHUAY
Revisin : 0
Fecha: 08.01.2012
Pgina : 20 de 80
4.2 OBRAS ELECTROMECANICAS
a. Tendido de la tubera 8.
CASTRO CONTRATISTAS INGENIEROS SAC efectuar el tendido de la
nueva tubera de acero sch 40 de 8, para la impulsin de agua desde el
Pozo Lisa N 7 hasta el punto de conexin detrs de,la caseta del Pozo N 5,
considerndolo en lnea recta, inmediatamente despus de la vlvula
compuerta. Para lo cual deber cumplir con las Especificaciones tcnicas
para la instalacin de tuberas, soldadura, arenado y pintado. Los
cordones de soldadura tendrn 100% de inspeccin por tintes
penetrantes y un 10% de inspeccin por Radiografa, Debiendo contar
con personal Calificado 6G y presentado su WPQ con una
antigedad no menor a 6 meses. La Prueba Hidrosttica de la tuberas
se efectuar luego de concluidas las Pruebas en Vaco de la Bomba
Vertical. Para lo cual el contratista presentar su Protocolo de Prueba
Hidrosttica de la Tubera para su aprobacin antes de su ejecucin.
b. Montaje de la Bomba Vertical.
CASTRO CONTRATISTAS INGENIEROS SAC efectuar el Montaje de la
Bomba Vertical del Pozo Lisa N 7, lo cual incluye los trabajos de
acoplamiento de todas sus partes y componentes: cuerpo de la bomba, eje,
tuberas, linterna y motor elctrico. Para lo cual la contratista deber
coordinar con la supervisin, proveedor y/o el personal especializado de
SHPSAA, sin
que esto signifique
transferencia alguna de su
responsabilidad por la calidad de todos los trabajos, ajustes, alineamientos,
etc.
c. Montaje de Gra Puente.
Incluye fabricacin de soportes, suministro e instalacin de rieles y topes de
los extremos, alineamiento de los rieles antes del montaje de la gra
puente, la cual ser efectuado por CASTRO CONTRATISTAS
INGENIEROS SAC.
d. Instalacin de caudalmetro, vlvulas, junta de dilatacin, carrete de
tuberas y accesorios.
CASTRO CONTRATISTAS INGENIEROS SAC instalar todos los
instrumentos y accesorios indicados en los diagramas P & ID, para lo cual
tomar en cuenta los espacios requeridos para su conexionado, soldadura,
PLAN DE CONTROL DE CALIDAD
CLIENTE: SHOUGANG HIERRO PERU SAA
COD:PAC-CCI-01-00
PROYECTO: IMPLEMENTACION DEL POZO
LIZA N7 JAHUAY
Revisin : 0
Fecha: 08.01.2012
Pgina : 21 de 80
ajuste de pernos de base de la linterna, as como la distancia entre la bomba y
los muros y/o el cerco de malla de la SS.EE.
e. Pruebas Mecnicas.
Luego de la Verificacin y confirmacin de todos los Protocolos de
Control de Calidad de la instalacin de cada equipo, y haber efectuado la
correccin y levantamiento de las observaciones con todos los ajustes
necesarios, antes de cada Prueba, la Supervisin de SHPSAA, en presencia de
cada proveedor de los equipos (Bomba, gra puente, caudalmetro, etc), y del
personal de Operaciones y Mantenimiento
de SHPSAA, autorizar
a
CASTRO CONTRATISTAS INGENIEROS SAC iniciar cada Prueba en
Vaco y de Arranque con carga, hasta la puesta en operacin del Sistema. De
ser requerido por SHP, las pruebas se efectuarn mediante la combinacin de
la Operacin de los pozos, segn la suma de los caudales del Pozo N 7
con los pozos N 3 y N4, que el sistema de bombeo permita. Para lo cual se
elaborarn los Protocolos de Pruebas de Simultaneidad que sern debidamente
aprobados.
f. Suministro, Fabricacin Y Montaje de Estructuras metlicas del techo,
portn metlico, puerta de cuarto-almacen de repuestos, ventanas, plancha
base de apoyo de la linterna, cerco de malla de proteccin de la SS.EE.
g. Arenado y Pintado.
CASTRO CONTRATISTAS INGENIEROS SAC deber disponer en obra
todas las tuberas previamente inspeccionada, para lo cual se deber ceir
efectuar los trabajos antes y durante la fabricacin de las estructuras
metlicas, colocacin de planchas y/o el tendido de las tuberas y
accesorios, a la aplicacin de las Especificaciones Tcnicas y el llenado
de los Protocolos de Control de Calidad aprobados de arenado al metal
blanco y los espesores de pintura en taller. Se incluye el acabado final y
resanes de las pinturas inmediatamente despus de la instalacin de todos los
equipos, estructuras, tuberas y accesorios.
4.2.1
OBRAS ELECTRICAS
a. Tendido de la nueva lnea de alta tensin desde el Pozo N 5 hasta el Pozo N 7
La lnea de Transmisin de 10 KV trifsica es de instalacin tpica area
lnea que utilizara cable de cobre de 25 mm2 tipo duro, Instalndose al
inicio 1er postey al final de esta lnea ultimo poste seccionadores de
lnea instalados adecuadamente, el cable de cobre estar soportado en
aisladores de porcelana tipo pin y los de tipo suspensin respectivamente,
ancladas en las crucetas de concreto centrifugado respectivo, todo esto
PLAN DE CONTROL DE CALIDAD
CLIENTE: SHOUGANG HIERRO PERU SAA
COD:PAC-CCI-01-00
PROYECTO: IMPLEMENTACION DEL POZO
LIZA N7 JAHUAY
Revisin : 0
Fecha: 08.01.2012
Pgina : 22 de 80
sobre postes tambin de concreto, y sus respectivo accesorios de anclaje ,
empalmes ,aterramiento y otros entubados. Empalmes de Cables
Normalizados acometidas yconexionado a la SSEE tipo Skid donde se
encuentra el Interruptor de MT , transformador y paneles de Baja
Tensin. Ver plano de ubicacin de postes en la carpeta 06 del expediente.
b. Instalaciones de Postes :Estos constituidos por postes de concreto
centrifugado, de una altura de 12 mt, incluirn cada uno sus crucetas,
accesorios de anclaje para los aisladores (Pin y Suspensin ), accesorios
para el anclaje de templadores o vientos, y tambin incluirn sus lneas de
puesta a tierra cada tres postes, mantendrn un alineamiento , una
verticalidad y proteccin debida contra la corrosin especialmente en la
base, con pintura bituminosa.
c.
Instalacin de la SS.EE. Cuyo modelo es el de tipo Skid, (mvil)
bsicamente compuesto este por una acometida
subterrnea desde el
ultimo poste hacia esta SSEE con cable de MT tipo N2XSY de 25 mm2,
hacia un primer cuerpo correspondiente al Interruptor de M.T. 10 KV, el
cual recepcionar la energa a travs de los cables de la L.T. (ON-OFF) ,
provista de elementos de monitoreo de control de el voltaje
recepcionado, en seguida
tendr un segundo cuerpo en el cual se
encontrara el transformador de voltaje 10 /0.48 KV , del tipo enfriado por
aceite y en un tercer cuerpo que albergara los interruptores de baja
tensin (480 V ac) trifsicos para que se de servicio a la bomba agua
propiamente dicha y los auxiliares de control y medicin de esta, a
travs de el cableado y conexionado entre sus componentes, de acuerdo a los
estndares del vendor y exigencias de SHPSAA.
d. Cableado de lneas elctricas: Los de fuerza en 10 KV desde la L.T.
hasta esta SSEE tipo Skid , y en el nivel de BT (480 B ac) fuerza y
control desde el tablero de la SS.EE. hasta el VDF (variador de velocidad)
de el motor y de este hacia el motor elctrico propio, tableros de
distribucin , botonera y equipos auxiliares de la SSEE de la poza N 7.
Con el entubado subterrneo , ductos adosados
a la pared
, salvo
indicacin en charolas que se den en los planos adjuntos, tuberas con
conectores hermticos, o cajas de pase , los cables quedarn debidamente
peinados , con soportes debidamente instalados y codificados
(TAG)
de acuerdo a los planos adjuntos. Con la Metodologa y prcticas de
montaje que la contratista deber
presentar
previamente
para
aprobacin antes de su construccin.
PLAN DE CONTROL DE CALIDAD
CLIENTE: SHOUGANG HIERRO PERU SAA
COD:PAC-CCI-01-00
PROYECTO: IMPLEMENTACION DEL POZO
LIZA N7 JAHUAY
Revisin : 0
Fecha: 08.01.2012
Pgina : 23 de 80
e. Instalacin de Sistemas de Iluminacin y auxiliares: Para este sector se
instalara transformadores de 3 y 5 KVA respectivamente en los voltajes
de 440/220/120 Vac , iluminacin interior y exterior incluyendo tomacorrientes
hermticos para servicios adems de la luz de emergencia, segn estndar de
SHPSAA. Las mismas que se darn en el nivel de tensin de 220 Vac,
debiendo de cumplir estos elementos el estndar de fabricacin NEMA respectivo.
Y el equipamiento de instrumentacin que trabajara con 120 V ac.
f. Conexionado de todos los cables de fuerza y de Control:En los tableros
elctricos, motor y botonera de arranque de la bomba vertical en su modalidad de
VDF (variador de Voltaje) debern de estar tageados desde fabrica por el
vendor y as mismo tageados en el campo por el contratista ejecutor de la
obra, esto abarca a los dems
sistemas como interruptores del Sistema de
Iluminacin,
tomacorrientes, sistema de puesta a tierra, etc. De acuerdo a los
planos propios de montaje adjuntos.
g. Para las pruebas previas y finales, la contratista solicitar a la Supervisin, con la
debida anticipacin, la Energizacin de las Lneas y equipos elctricos, por escrito
presentando todas las certificaciones y protocolos de pruebas realizadas a los
elementos instalados con anterioridad y coordinando la verificacin de las mismas
, en las que se hayan realizado pruebas puntuales por cada fase o parte de todo
el sistema electromecnico, pruebas de aislamiento en los equipos elctricos,
funcionamiento de los equipos de control y medicin en general, resueltas estas
se procedern a las Pruebas elctrico finales , de los Equipos de la SS.EE.
transformador, MCC, variador de velocidad, tableros y el motor de la Bomba en
su conjunto.
h. Tendido, soldadura, conexionado de la malla y pozo de tierra del sistema de puesta
a tierra de la SS: EE. y de todos los sistemas elctricos, equipos y estructuras
metlicas, ubicados en la nueva caseta de Bombeo del Pozo N 7.
i. CASTRO CONTRATISTAS INGENIEROS SAC, Tendr que disponer y facilitar el
personal de apoyo y movilidad en forma permanente para la verificacin de las
instalaciones, Pruebas de Funcionamiento de los equipos en forma parcial, Prueba de
funcionamiento de equipos completos, Protocolos de pruebas parciales, Protocolo de
prueba del sistema general y la Prueba de puesta en marcha general. Igualmente
proveer personal de apoyo a la Supervisin de SHP para la verificacin de las
instalaciones, pruebas de pre-comisionado y puesta en servicio de las instalaciones.
PLAN DE CONTROL DE CALIDAD
CLIENTE: SHOUGANG HIERRO PERU SAA
COD:PAC-CCI-01-00
PROYECTO: IMPLEMENTACION DEL POZO
LIZA N7 JAHUAY
Revisin : 0
Fecha: 08.01.2012
Pgina : 24 de 80
5. PROCEDIMIENTOS EJECUTIVOS DE CALIDAD
5.1 PROCEDIMIENTO DE DISEO
CASTRO CONTRATISTAS INGENIEROS SAC (CCI ) , detallar el
procedimiento general que emplea en este rubro.
En los desarrollo del diseo del proyecto CCI identificar claramente los datos de
entrada, relacionados con el producto. La informacin de salida incluir la revisin y
verificacin de los datos con el fin de que estos satisfagan los requisitos
iniciales y los criterios de aceptacin establecidos.
Si surgiera alguna modificacin posterior en el diseo, esta ser identificada y
registrada mediante el uso de un formato de registro de cambios del proyecto.
5.2 PLANOS
Es responsabilidad de CCI la elaboracin de planos complementarios a los
entregados por S.H.P. para la construccin, fabricaciones y planos finales (As
Built) al trmino de obra.
5.3 INSPECCIN DE FABRICACIONES
CASTRO CONTRATISTAS INGENIEROS SAC Contratara durante el desarrollo del
proyecto con un personal calificado que realice las inspecciones y pruebas
conforme al plan de calidad y con procedimientos documentados dando as la
conformidad del producto terminado con los requerimientos especificados.
5.4 MATERIALES
Los materiales a emplearse en las fabricaciones, montajes e instalacin de
equipos elctricos
mecnicos,
estructuras
tuberas,
sern
adquiridos
comprobando antes el cumplimiento de los requisitos tcnicos aplicable a la obra.
PLAN DE CONTROL DE CALIDAD
CLIENTE: SHOUGANG HIERRO PERU SAA
COD:PAC-CCI-01-00
PROYECTO: IMPLEMENTACION DEL POZO
LIZA N7 JAHUAY
Revisin : 0
Fecha: 08.01.2012
Pgina : 25 de 80
5.5 INSPECCIONES Y ENSAYOS
CASTRO CONTRATISTAS INGENIEROS SAC, elaborar instrucciones tcnicas
complementarias para la ejecucin de los diferentes controles, inspecciones y
ensayos. Dichos documentos sern complementados con
registros de calidad
con la finalidad de dejar evidencia objetiva de cada control previsto.
5.6
CONTROL DE LOS EQUIPOS DE INSPECCIN, MEDICIN Y ENSAYO
Los equipos utilizados para el control e inspecciones, medicin, verificacin y
calibracin estarn en perfectas condiciones de uso y con calibracin vigente.
Los equipos de medida solicitados estarn acompaados del correspondiente
certificado de calibracin, adems de sealar la duracin del periodo de calibracin.
5.7 TRATAMIENTO DE NO CONFORMIDADES
La Contratista establecer un control de los elementos elctricos, mecnicos,
estructurales y de tuberas que no cumplan con los requisitos especificados, los
cuales dependiendo de su situacin sern identificados y separados temporal o
definitivamente, en base a la disposicin que emita el control de calidad.
PLAN DE CONTROL DE CALIDAD
CLIENTE: SHOUGANG HIERRO PERU SAA
COD:PAC-CCI-01-00
PROYECTO: IMPLEMENTACION DEL POZO
LIZA N7 JAHUAY
Revisin : 0
Fecha: 08.01.2012
Pgina : 26 de 80
6. RESPONSABILIDAD DE CASTRO CONTRATISTAS INGENIEROS SAC.
Responsable de verificar que se efecten las actividades establecidas en el plan
de autocontrol de la calidad.
Inspeccionar, autorizar y liberar los materiales que sern incorporados de forma
permanente a la obra.
Revisar que los trabajos de fabricaciones y montaje se ejecuten solo con
documentos aprobados por la Supervisin de S.H.P.
Verificar que el personal que interviene en las fabricaciones y montajes cuente
Con Experiencia y calificacin necesaria.
Elaborar y/o completar los datos de los registros de calidad establecidos en el
plan de autocontrol de calidad de S.H.P.
Verificar el cumplimiento de los planes de puntos de inspeccin aprobados por la
Supervisin de S.H.P.
Asegurar el cumplimiento de las disposiciones emitidas por la Supervisin de S.H.P.
en las solicitudes de cambios de ingeniera aprobados.
Elaboracin de informes del obra cuando lo solicite la Supervisin de S.H.P.
Elaboracin del dossier final del proyecto el cual ser entregado en la etapa de
liquidacin de la obra.
PLAN DE CONTROL DE CALIDAD
CLIENTE: SHOUGANG HIERRO PERU SAA
COD:PAC-CCI-01-00
PROYECTO: IMPLEMENTACION DEL POZO
LIZA N7 JAHUAY
Revisin : 0
Fecha: 08.01.2012
Pgina : 27 de 80
6.1 ESTRUCTURAS
METALICAS
CONSTRUCCION
PERIMETRICO
INDICE
1. OBJETIVO
2. NORMAS APLICABLES
3. CONDICIONES GENERALES
3.1 DOCUMENTACIN
4. CONDICONES ESPECFICAS
4.1 IDENTIFICACIN DE LOS COMPONENTES
4.2 PLAN DE MONTAJE
4.3 PRE-MONTAJE
4.4 MONTAJE
4.5 SOLDADURA
4.6 CONTROL TOPOGRFICO
4.7 TORQUE DE PERNOS
4.8 COLOCACIN DE MORTERO
4.9 CERCO METLICO ESTNDAR
DE
CERCO
PLAN DE CONTROL DE CALIDAD
CLIENTE: SHOUGANG HIERRO PERU SAA
COD:PAC-CCI-01-00
PROYECTO: IMPLEMENTACION DEL POZO
LIZA N7 JAHUAY
Revisin : 0
Fecha: 08.01.2012
Pgina : 28 de 80
1. OBJETIVO
Esta seccin tiene por objetivo describir los requerimientos generales para la
fabricacin, pintado y montaje de estructuras metlicas soldadas o empernadas y
apoyadas en bases de hormign.
2. NORMAS APLICABLES
El montaje de estructuras metlicas se har segn planos, normas y especificaciones del
cliente. En caso de omisin, los criterios sern definidos en las normas aplicables en
vigor, como las siguientes:
A.I.S.C. (American Institute of Steel Construction)
Code of Standard for Steel Buildings and Bridges Specification for the Design,
Fabrication and Erection of Structural Steel for Buildings
A.W.S. (American Weldings Society)
D.I.I. Structural Welding Code
A.S.T.M. (American Society for Testing and Materials)
S.S.P.C. (Steel structures Painting Council)
3. CONDICIONES GENERALES
3.1 Documentacin
Hacemos referencia al Procedimiento para recibir materiales suministrado por el
Cliente - Procedimiento de acondicionamiento en general.
3.1.1 Todos los componentes de estructura estarn numerados y marcados de acuerdo
con el sistema de identificacin establecido en el procedimiento de fabricacin.
La identificacin debe coincidir con la numeracin adoptada en los certificados
de materiales
INGENIERIA).
y diseos certificados
de fabricacin
(PLANOS DE
PLAN DE CONTROL DE CALIDAD
CLIENTE: SHOUGANG HIERRO PERU SAA
COD:PAC-CCI-01-00
PROYECTO: IMPLEMENTACION DEL POZO
LIZA N7 JAHUAY
Revisin : 0
Fecha: 08.01.2012
Pgina : 29 de 80
3.1.2 Una vez recibido el material y almacenado, ste ser liberado para su uso.
Ingeniera entregar los planos de montaje y liberar tales para la construccin
con ltima revisin a las reas correspondientes.
El montaje de las estructuras solamente se inicia despus de que los componentes
hayan sido inspeccionados y liberados por Control de Calidad.
La manipulacin de las piezas debe ser efectuada de tal manera que evite daos
mecnicos a las piezas pintadas. Se deber tener especial cuidado con las Normas de
seguridad para todos los servicios de montaje y desmontaje.
4. CONDICIONES ESPECFICAS
4.1 Identificacin de los Componentes
Toda estructura regular es un mltiplo de un panel, y por lo tanto, la identificacin de
todas las columnas que forman su perfil es de gran importancia.
Para identificacin pueden utilizarse dos sistemas. Las columnas pueden ser
numeradas consecutivamente o se establece un sistema de espirales verticales y
horizontales para localizar dos centros de las columnas, en este ltimo caso, se
enmarca una lnea central con letras y otra con nmeros y una determinada
interseccin identifica la columna.
Adems del nmero, cada columna est enmarcada en el plano, encima de sus fuentes
se indicar su direccin de orientacin. Las estructuras tendrn un nmero de
secciones y la marca incluir la elevacin en la cual se instalar el miembro.
De la misma forma, todos los dems miembros se identificarn con un nmero de
montaje grabado. Secciones sucesivas tendrn marcas de identificacin y estarn
igualmente marcadas en el nmero estructural respectivo.
PLAN DE CONTROL DE CALIDAD
CLIENTE: SHOUGANG HIERRO PERU SAA
COD:PAC-CCI-01-00
PROYECTO: IMPLEMENTACION DEL POZO
LIZA N7 JAHUAY
Revisin : 0
Fecha: 08.01.2012
Pgina : 30 de 80
4.1.1 Cronograma de Secuencia
Se realizar un cronograma de secuencia para el montaje, confeccionado de tal
manera que permita la mejor distribucin de los equipos, facilitar maniobras con
libertad de espacio, todo ligado al suministro y a la prioridad.
4.2 Plan de Montaje
Debe definirse un plan de montaje que contenga toda la informacin requerida para el
arreglo e instalacin de un servicio particular.
En este plan se debe definir: los componentes a ser montados, equipos que se deben
utilizar y medidas de seguridad pertinentes para evitar riesgos.
Mientras el montaje avance, los miembros de la estructura debern conectarse
adecuadamente, de modo que en todo momento el conjunto pueda resistir en forma
segura las solicitaciones del propio peso.
Cuando fuera necesario, se instalarn arriostramientos provisionales para resistir
todas las solicitaciones a que la estructura parcialmente armada pueda estar sometida,
incluyendo las provenientes del equipo de montaje.
Despus de completado el montaje se debe iniciar la remocin de soportes
provisionales, los que obligatoriamente deben ser cortados con oxicorte o esmeril,
reconstituyndose su superficie original.
4.3 Pre-montaje
Siempre que sea posible, los paneles estructurales o los subgrupos debern ser
ensamblados previamente para luego ser elevados hasta el sitio de instalacin una vez
que haya sido inspeccionada sus dimensiones.
PLAN DE CONTROL DE CALIDAD
CLIENTE: SHOUGANG HIERRO PERU SAA
COD:PAC-CCI-01-00
PROYECTO: IMPLEMENTACION DEL POZO
LIZA N7 JAHUAY
Revisin : 0
Fecha: 08.01.2012
Pgina : 31 de 80
4.4 Montaje
4.4.1.- En todas las columnas, vigas y diagonales ser indicado el eje de la pieza y la
direccin corte del proyecto. El alineamiento y la plomada de las columnas base de
equipos sern ajustados por medio de placas de nivelacin, colocadas bajo la plancha
base de las columnas y verificados por topografa.
El tejido (uniones) entre vigas y columnas ser ejecutado de manera que permita el
montaje sin desalinear el plomo. L holgura entre columna y viga no ser mayor que
15 mm, a menos que la dilatacin trmica lo establezca.
4.4.2.- Se verificar en la recepcin de pernos, tuercas y arandelas, la identificacin,
tipo de rosca, tipo de tuerca y perno, dimensiones y cantidades. El almacenamiento
del material (pernos y tuercas) ser realizado en lugares cubiertos y protegidos contra
la corrosin por medio de grasas y otros componentes adecuados.
A.
No es permitida la ovalizacin de las perforaciones en
las estructuras para hacer coincidir perforacin/perno. Las perforaciones que estn
errneas sern rellenadas con soldadura, de acuerdo con el procedimiento y
reabierto en su posicin, con un proceso adecuado.
B.
Los pernos no sern substituidos por otros de menor
dimetro en ningn caso.
C.
En la utilizacin de pernos de alta resistencia (A325) se
observar que:
a) No sern utilizados pernos que hayan sido removidos de las uniones con la
aplicacin del ajuste del torque.
b) La superficie de contacto deber estar libre de grasa, pintura, aceite, etc.
c) Sea utilizado el torque especificado. Hacemos referencia al Procedimiento de
aplicacin del torque.
PLAN DE CONTROL DE CALIDAD
CLIENTE: SHOUGANG HIERRO PERU SAA
COD:PAC-CCI-01-00
PROYECTO: IMPLEMENTACION DEL POZO
LIZA N7 JAHUAY
Revisin : 0
Fecha: 08.01.2012
Pgina : 32 de 80
D.
Inspeccin
Sern realizadas inspecciones por personal calificado; en las cuales constarn
inspecciones
dimensionales,
material,
END
(Ensayos
No
Destructivos),
tratamientos trmicos (si los hubiera), soldaduras e inspecciones geomtricas.
E.
Ajuste Final
Este ser realizado luego de verificar la correcta posicin de las piezas por
inspeccin dimensional.
El ajuste de los pernos se realizar con llaves adecuadas, no permitindose el uso
de extensiones u otros recursos que produzcan ajustes excesivos.
Las llaves de torque sern calibradas para cada dimetro de perno aplicndole un
5% de tensin mayor que la tensin mnima especificada para el perno. la
secuencia de ajuste ser realizada partiendo por las partes de mayor rigidez de la
estructura hacia las de menor rigidez. Esta operacin ser repetida hasta establecer
el torque especificado.
4.4.3 Seguridad
Se realizarn todos los trabajos relacionados con movimientos de carga, trabajos en
altura, etc., relacionados a este procedimiento (montaje de estructuras) con las
medidas y procedimientos establecidos para estos efectos. El personal estar
capacitado y se darn charlas de seguridad diarias.
4.5 Soldadura
Los procedimientos de soldadura que se utilizan en la estructura y los soldadores
debern ser previamente calificados de acuerdo con la norma pertinente. Los puntos
provisionales de soldadura se deben aplicar bajo las mismas condiciones del
procedimiento calificado para esta condicin.
PLAN DE CONTROL DE CALIDAD
CLIENTE: SHOUGANG HIERRO PERU SAA
COD:PAC-CCI-01-00
PROYECTO: IMPLEMENTACION DEL POZO
LIZA N7 JAHUAY
Revisin : 0
Fecha: 08.01.2012
Pgina : 33 de 80
Los soldadores utilizados para soldaduras provisionales y definitivas debern ser
calificados bajo los criterios de un procedimiento previamente calificado.
La correcta aplicacin de los procedimientos de soldadura se define entregando la
informacin adecuada para la supervisin y sus soldadores.
Todos los soldadores tendrn una identificacin que establece en cual procedimiento
son calificados y que permitir llevar un control en cuanto a su performance y
duracin de su calificacin.
4.6 Control Topogrfico
Este Control Topogrfico se hace necesario para el control preliminar de ejes, cotas y
niveles de las bases y sus accesorios, tales como pernos de anclaje, localizacin de
llaves de corte e insertos.
Cuando sean colocadas las estructuras sobre las bases, deben ser localizadas en
puntos visibles los ejes o referencias correspondientes de cada columna y con esta
referencia, verticalizar y nivelar el elemento en montaje. Este auxilio topogrfico
permanece hasta el final del montaje con sus elementos de fijacin ya torqueados.
Todos los instrumentos necesarios para esta operacin, as como su precisin, sern
definidos conforme los requerimientos de cada elemento.
4.7 Torque de Pernos
Despus de la cura del concreto en intervalos que determinen las dosificaciones del
mortero o grout, se efectuar el ajuste final con el torque especificado por proyecto.
Esta operacin se efectuar con llaves de torque calibradas o multiplicadores de
torque o con llaves comunes con sistema de control de grado y elongacin del perno.
PLAN DE CONTROL DE CALIDAD
CLIENTE: SHOUGANG HIERRO PERU SAA
COD:PAC-CCI-01-00
PROYECTO: IMPLEMENTACION DEL POZO
LIZA N7 JAHUAY
Revisin : 0
Fecha: 08.01.2012
Pgina : 34 de 80
4.8 Colocacin de Morteros
Morteros para anclaje, fijacin y apoyo de estructuras y equipos pueden ser de dos
tipos:
a. Morteros sin retraccin o pre-dosificados, que son mezclas a base de cemento, o en
base a resinas epxicas producidas en fbricas, a los que slo se le adiciona la
cantidad de agua estipulada por el fabricante.
b. Mortero seco de cemento y arena preparado y dosificado en faena con la cantidad
adecuada de agua para producir una mezcla lo suficientemente consistente, siendo
colocada y compactada en terreno.
En la colocacin de los morteros se debe preparar la superficie apropiadamente para
proporcionar una adecuada adherencia. Para esto se puede ejecutar un picado de la
superficie o un rasguado suave que produzca ranuras no mayores de 3 mm. de
profundidad.
Para el curado de morteros y grouts se debe crear una situacin por medios
apropiados para evitar los cambios bruscos de temperatura y no permitir la
evaporacin de la humedad retenida. El tiempo de cura se determina por los
fabricantes o en la ejecucin de ensayos de resistencia en muestras de temprana edad
para determinar cundo alcanz la resistencia adecuada o solicitada por el Proyecto.
4.9 Cerco metlico estndar
Comprende la construccin y montaje del cerco perimtrico, incluye el suministro y
la fijacin de parantes, malla metlica y retoque de la pintura de las reas afectadas
por esta labor. Se requiere esta tarea en:
Cerco metlico galvanizado segn estndar de SHP con alambre de pas incluye una
puerta de ingreso.
PLAN DE CONTROL DE CALIDAD
CLIENTE: SHOUGANG HIERRO PERU SAA
COD:PAC-CCI-01-00
PROYECTO: IMPLEMENTACION DEL POZO
LIZA N7 JAHUAY
Revisin : 0
Fecha: 08.01.2012
Pgina : 35 de 80
SOLDADURA
Se utilizarn los procedimientos de soldadura calificada o pre calificados en la Norma
AWS D1.1.
Los elementos debern unirse con soldadura manual para ello se limpiara con
escobilla circular, con el objeto de retirar el galvanizado de la tubera luego se
utilizara soldadura cellocord en la raz y supercito en el acabado.
Para la fijacin de los parantes del cerco se utilizara un nivel, plomada y puntales de
madera, estos ltimos fijaran y darn la estabilidad al parante.
No se soldar cuando se tenga presencia de lluvias a menos que se proteja el rea de
trabajo en forma adecuada.
Cabe mencionar que la construccin de los hoyos como el vaciado de concreto esta
especificado en la parte civil.
Para la instalacin de la malla metalica se utilizara un templador, conforme se tiemple
la malla estos se sujetaran con alambre galvanizado N 8 al parante distanciados cada
30 cm, segn especificacin de MYSRL
DP-PQ-F-620-009 Registro de soldadores homologados en estructura
DP-PQ-F-620-013 Inspeccin visual de soldadura
DP-PQ-F-620-014 Protocolo de alineamiento
DP-PQ-F-620-015 Protocolo de verticalidad
PLAN DE CONTROL DE CALIDAD
CLIENTE: SHOUGANG HIERRO PERU SAA
COD:PAC-CCI-01-00
PROYECTO: IMPLEMENTACION DEL POZO
LIZA N7 JAHUAY
Revisin : 0
Fecha: 08.01.2012
Pgina : 36 de 80
Su condicin de operatividad y estado ser controlada por organismo acreditado,
como se indica en el tem 4.6
El responsable de control de calibracin evaluar la validez de los resultados de las
pruebas antes de proceder a las mediciones correspondientes al control de rutina.
Asimismo se deber asegurar las condiciones ambientales adecuadas para el
almacenaje de los equipos e instrumento que su precisin lo requieran.
6.2 CONTROL DE MATERIALES Y/O INSUMOS
Todos los materiales que sern incorporados definitivamente al proyecto para su
habilitacin y posterior montaje en obra sern controlados segn el protocolo de
calidad correspondiente a la Recepcin de Materiales.
En general todos los materiales adquiridos directamente por la contratista, sern sujetos
al proceso de control y recepcin establecido como rutinario tanto para la
fabricacin como para el montaje. Solo los materiales aprobados por QA/QC y la
Supervisin de SHP
6.3 TOLERANCIAS DIMENSIONALES
CASTRO CONTRATISTAS INGENIEROS SAC. fijar para los diferentes
procesos tolerancias dimensionales aplicables, los criterios para fijar las tolerancias
sern los siguientes:
Requerimientos contractuales
Uso especifico de elemento en estudio
Capacidad de maquina para el proceso
Materiales especificados segn catlogos de fabricante,
otros.
Estos aspectos sern concordantes con las especificaciones tcnicas y la normativa
aplicable.
PLAN DE CONTROL DE CALIDAD
CLIENTE: SHOUGANG HIERRO PERU SAA
COD:PAC-CCI-01-00
PROYECTO: IMPLEMENTACION DEL POZO
LIZA N7 JAHUAY
Revisin : 0
Fecha: 08.01.2012
Pgina : 37 de 80
6.4 CONTROLES DIMENSIONALES
QA / QC efectuar los controles dimensionales en base a los planes listados en
los numerales 1 y 2 y las tolerancias dimensionales establecidas en el numeral 3.2.
El control dimensional se registrar en el formato de los Protocolos de calidad
Inspeccin Dimensional
6.5 ESPECIFICACIN DE PROCEDIMIENTOS DE SOLDADURA EN ACERO
CASTRO CONTRATISTAS INGENIEROS SAC,elaborar las especificaciones
de
los procedimientos de soldadura, segn el tipo de tubera o elemento mecnico a
soldar, la especificacin de procedimientos de soldadura se elaborar en funcin a la
Norma AWS D 1.1.
La especificacin de Procedimientos de soldadura se registrar en el formato
de los protocolos de calidad Especificacin de procedimientos de soldadura en acero
6.6 CALIFICACIN DE PROCEDIMIENTOS DE SOLDADURA EN ACERO
CASTRO CONTRATISTAS
INGENIEROS
SAC,
emplear
el
proceso
de
soldadura de arco elctrico manual Shield Metal Arc Welding (SMAW) , o el
proceso de soldadura MIG / MAG Metal Inert Gas / Metal Active Gas . La
Calificacin del procedimiento de soldadura se efectuar en funcin al tipo de
tubera o elemento de acero y al tipo de proceso de soldadura a utilizar, para lo
cual se aplicar la Norma AWS D 1.1
La Calificacin del procedimiento de soldadura ser certificada por el rea de
Ingeniera de S.H.P
La Calificacin de Procedimientos de Soldadura se registrar en el Formato de los
Protocolos de calidad Calificacin de Procedimiento de soldadura en acero
PLAN DE CONTROL DE CALIDAD
CLIENTE: SHOUGANG HIERRO PERU SAA
COD:PAC-CCI-01-00
PROYECTO: IMPLEMENTACION DEL POZO
LIZA N7 JAHUAY
Revisin : 0
Fecha: 08.01.2012
Pgina : 38 de 80
6.7 CALIFICACIN DE SOLDADORES
Los soldadores que tendrn a su cargo los trabajos la soldadura de las tuberas de
acero sern calificados de acuerdo a lo establecido en la Norma AWS D 1.1.
No ser autorizado a efectuar trabajo alguno de soldadura, ningn soldador que no
cuente con su certificado de respaldo referente a su calificacin.
La calificacin de Soldadores ser certificada por un organismo competente y de
reconocido.
prestigio, cuyo personal calificador tendr como mnimo Nivel II de calificacin
ASNT ,en Ensayos no Destructivos.
La calificacin de Soldadores se registrar en el formato de los Protocolo
de calidad Calificacin de soldador
PLAN DE CONTROL DE CALIDAD
CLIENTE: SHOUGANG HIERRO PERU SAA
COD:PAC-CCI-01-00
PROYECTO: IMPLEMENTACION DEL POZO
LIZA N7 JAHUAY
Revisin : 0
Fecha: 08.01.2012
Pgina : 39 de 80
6.8 REGISTROS DE INSPECCION
CASTRO CONTRATISTAS INGENIEROS SAC, presentara los formatos de los
Protocolos de
calidad para
Registrar
las Inspecciones durante el proceso de
diseo, fabricacin y estructuras metlicas en general, entre otra se mencionan a
continuacin.
Control de recepcin de materiales
Inspeccin Control Dimensional
Calificacin de Soldadores en Acero
Calificacin de Procedimientos de Soldadura en Acero
Inspeccin Visual de Soldadura
Preparacin Superficial
Arenado y Pintado
Control de No Conformidades
Conformidad del producto
Acta de conformidad del producto
Verificacin de montajes de tuberas en acero
Liberacin de estructuras para grouting
Inspeccin de recepcin en obra
Control de habilitado
Inspeccin radiogrfica
Inspeccin por partculas magnticas
Inspeccin por ultrasonido
Inspeccin por tintes penetrantes
Otras.
PLAN DE CONTROL DE CALIDAD
CLIENTE: SHOUGANG HIERRO PERU SAA
COD:PAC-CCI-01-00
PROYECTO: IMPLEMENTACION DEL POZO
LIZA N7 JAHUAY
Revisin : 0
Fecha: 08.01.2012
Pgina : 40 de 80
6.2 OBRAS TUBERAS
INDICE
1.
OBJETIVOS
2.
NORMAS Y CODIGOS APLICABLES
3.
SOLICITUD Y RECEPCIN DE LOS MATERIALES
4.
ALMACENAMIENTO Y CONSERVACIN DE LOS MATERIALES
5.
CARGA, DESCARGA Y TRANSPORTE DE TUBERIA
6.
MONTAJE DE LA TUBERA
7.
PROCEDIMIENTO DE SOLDADURA DE TUBERAS ACERO INOXIDABLE.
7.1 PREPARACIN DE LA JUNTA
7.2 CALIFICACIN DE LOS PROCEDIMIENTOS
7.3 CALIFICACIN DE SOLDADORES
7.4 PREPARACIN PARA PROCESO DE SOLDADURA
7.5 PROCESO DE SOLDADURA
7.6 CONTROL DE CALIDAD DE LAS SOLDADURAS DE TUBERAS DE
ACERO
7.7 DEFINICIN DE CDIGOS, NORMAS Y ESTNDARES DE CONTROL
DE SOLDADURAS
PLAN DE CONTROL DE CALIDAD
CLIENTE: SHOUGANG HIERRO PERU SAA
COD:PAC-CCI-01-00
PROYECTO: IMPLEMENTACION DEL POZO
LIZA N7 JAHUAY
Revisin : 0
Fecha: 08.01.2012
Pgina : 41 de 80
8.
CONTROL DE CALIDAD FINALIZADO EL PROCESO DE SOLDADURA
9.
APLICACIN DEL REVESTIMIENTO PINTADO (ETIQUETADO)
PLAN DE CONTROL DE CALIDAD
CLIENTE: SHOUGANG HIERRO PERU SAA
COD:PAC-CCI-01-00
PROYECTO: IMPLEMENTACION DEL POZO
LIZA N7 JAHUAY
Revisin : 0
Fecha: 08.01.2012
Pgina : 42 de 80
1. OBJETIVO
El objetivo de esta metodologa es definir un proceso apropiado para realizar el
armado, montaje y unin de tuberas en este proyecto.
El Pre-ensamble y el ensamble en la obra deben estar de acuerdo segn las
instrucciones y especificaciones del proyecto.
Con el nombre de tuberas se entiende y abarca todo lo siguiente: tubos, bridas,
empaquetaduras, vlvulas, conexiones, accesorios, y otros componentes tales como,
juntas articuladas, filtros, instrumentos de medida, etc.
2. NORMAS Y CODIGOS APLICABLES
Los cdigos aplicados en el montaje de tuberas son los siguientes
A.N.S.I. (American Nation Standard Institute)
A.S.M.E. (American Society of Mechanical Engineers)
A.S.T.M. (American Society for Testing Materials)
A.W.S. (American Welding Society
3. SOLICITUD Y RECEPCION DE LOS MATERIALES
Los materiales requeridos para la obra sern solicitados al cliente indicando tipo de
material, calidad, cantidad, lugar donde se utilizara el material y el plano que lo indica
(Segn formato suministrado por el cliente).
Los materiales deben ser chequeados y controlados de acuerdo a sus propias
caractersticas, antes de ingresar a la obra.
Todas las tuberas pre-fabricadas (spools) deben ser chequeadas y controladas de
acuerdo a planos.
PLAN DE CONTROL DE CALIDAD
CLIENTE: SHOUGANG HIERRO PERU SAA
COD:PAC-CCI-01-00
PROYECTO: IMPLEMENTACION DEL POZO
LIZA N7 JAHUAY
Revisin : 0
Fecha: 08.01.2012
Pgina : 43 de 80
En casos dnde la cantidad de piezas idnticas es alta, se debe establecer un mtodo de
muestreo para el control.
Slo materiales, correctamente identificados y aceptados y libre de imperfecciones
puede usarse en el montaje y pre-montaje.
Todos los Materiales que fueran suministrados por el cliente sern inspeccionados en
los almacenes, en cuanto a las condiciones de bisel, abolladuras, movilizacin,
embalaje, etc. emitiendo los reportes de inspeccin respectivos y visados por el
supervisor de control de calidad.
4. ALMACENAMIENTO Y CONSERVACION DE LOS MATERIALES
Tubos
El almacenamiento y distribucin de las tuberas deben ejecutarse segn el estudio de
los planos para la separacin, situacin y disposicin en el almacn.
Evitar manipulacin de otros materiales en sitios cerrados que pueden causar cualquier
dao a las tuberas, ellos deben ser clasificados segn el dimetro, la calidad del
material, y por un cdigo colorido, identificaciones del fabricante y etiquetas.
Se deben proteger el bisel de las puntas de las tuberas contra daos y perjuicios
atmosfricos o fsicos con la aplicacin de un barniz o cubiertas.
Bridas
Las bridas deben guardarse ser clasificadas por el tamao y calidad de materiales que
estn con la identificacin del fabricante propiamente estampado. Y las etiquetas deben
indicar la presin, material y cdigos del fabricante.
En el almacenamiento se debe considerar la posicin en que se pueda prevenir los
daos y perjuicios.
PLAN DE CONTROL DE CALIDAD
CLIENTE: SHOUGANG HIERRO PERU SAA
COD:PAC-CCI-01-00
PROYECTO: IMPLEMENTACION DEL POZO
LIZA N7 JAHUAY
Revisin : 0
Fecha: 08.01.2012
Pgina : 44 de 80
Accesorios
El almacenamiento, preservacin y condicionando deben ejecutarse en las mismas
condiciones que se ejecutarn para las bridas.
Vlvulas
El almacenamiento de las vlvulas se debe hacer preferentemente en sitios cerrados.
Las vlvulas que hayan llegado del proveedor en cajas estas deben ser abiertas,
verificadas y vueltas a empacar.
Los accesorios y partes internas de las vlvulas que tienen proteccin de superficies
deben mantenerse como tales hasta ser montadas.
Las vlvulas mayores de 2 de dimetros deben ser almacenadas en posicin vertical.
Los diversos materiales y accesorios se ubicaran sobre parihuelas o similar para evitar
todo contacto directo con el suelo y de esta manera les pueda afectar la humedad. Se
proteger con un plstico luego de finalizar los trabajos por presencias de lluvias en
caso existiera.
Juntas de expansin
Deben protegerse los lados mecanizados de las juntas contra la corrosin. El
almacenamiento de las juntas de expansin debe hacerse en un sitio cubierto para
prevenir daos y perjuicios, las partes flexibles de las juntas de expansin deben ser
manipuladas cuidadosamente, usando fajas o correas u otros dispositivos para que las
juntas descansen en una posicin definida segn las instrucciones del fabricante.
Pernos, tuercas y esprragos
Ellos deben ser clasificados, almacenados en cajas de acuerdo a sus dimensiones y
caractersticas con proteccin anticorrosiva.
PLAN DE CONTROL DE CALIDAD
CLIENTE: SHOUGANG HIERRO PERU SAA
COD:PAC-CCI-01-00
PROYECTO: IMPLEMENTACION DEL POZO
LIZA N7 JAHUAY
Revisin : 0
Fecha: 08.01.2012
Pgina : 45 de 80
Se los almacenar de tal manera no estn expuestos a la intemperie de forma directa y
se verificar su correcto almacenamiento.
Materiales Consumibles, Electrodos y Gases
Los materiales adquiridos por el contratista como soldadura (material de aporte),
nitrgeno, argn, oxigeno, acetileno, discos de esmeril, etc. sern almacenados en el
taller o en un almacn instalados en el frente de trabajo.
La soldadura (electrodo de tungsteno, cepillo de alambres para limpiar las soldaduras y
las piezas a soldar), insumo principal en este tipo de trabajo, se protegern en
recipientes adecuados y de acuerdo a las instrucciones de los fabricantes para el manejo
y utilizacin.
Los envases de los electrodos son hermticos para protegerlos de la humedad. Durante
el transporte se debe colocar las latas verticalmente y no colocar grandes pesos ni
elementos que golpeen los envases durante el transporte.
5. CARGA, DESCARGA Y TRANSPORTE DE TUBERIA
Se elaborar un procedimiento de transporte de tubos hacia los frentes de trabajo, de tal
manera que no se vean afectados en el manipuleo o montaje y teniendo en cuenta el
lugar de entrega hecha por el cliente.
En caso de que hubiera daos en los tubos, como consecuencia del transporte, se
proceder a la recuperacin del mismo, siempre y cuando sea posible, de la siguiente
manera:
-
Los biseles daados se les reparar por corte y esmerilado.
Los daos al revestimiento se har de acuerdo a procedimiento aprobado.
PLAN DE CONTROL DE CALIDAD
CLIENTE: SHOUGANG HIERRO PERU SAA
COD:PAC-CCI-01-00
PROYECTO: IMPLEMENTACION DEL POZO
LIZA N7 JAHUAY
Revisin : 0
Fecha: 08.01.2012
Pgina : 46 de 80
6. MONTAJE DE LA TUBERIA
NUMERACION DE LA TUBERIA
Los tubos sern numerados teniendo en cuenta el cdigo de la lnea al que pertenece
ms un nmero secuencial que lo identifique, cuando se ubique en el terreno.
Las Juntas sern numeradas secuencialmente en la lnea.
PROCEDIMIENTO GENERAL DE MONTAJE
Los procedimientos, especificaciones y tolerancias sern de acuerdo a las
especificaciones de SHP.
Para el montaje se tendr en cuenta los puntos de topografa indicados por el cliente, y
luego se trazara la lnea para la distribucin respectiva.
Cuando los tubos tengan ser instalados sobre terreno, estos podrn ser soldados en
tramos de ms de dos tubos (varillones) fuera de la zanja o lnea y luego se instalaran
en la zona definitiva con equipos apropiados, teniendo en cuenta de proteger el
revestimiento, si lo tuviera.
Dentro de la lnea, los tubos para ser soldados podrn colocarse sobre sacos de arena,
sobre caballetes.
Una vez distribuido los tubos, estos se comenzaran a unir por apuntalamiento para
luego ser soldados por uno o dos soldadores calificados.
Se fabricarn codos de los mismos tubos cuando se requiera y sea posible.
El control de calidad en el montaje se har por medio del control de la junta que tiene
que cumplir ciertos parmetros para garantizar una buena soldadura y/o unin.
Los parmetros a controlar son:
Para los tubos de acero al carbono:
PLAN DE CONTROL DE CALIDAD
CLIENTE: SHOUGANG HIERRO PERU SAA
COD:PAC-CCI-01-00
PROYECTO: IMPLEMENTACION DEL POZO
LIZA N7 JAHUAY
Revisin : 0
Fecha: 08.01.2012
Pgina : 47 de 80
Espaciamiento entre tubos
Preparacin del bisel
Alineamiento (hi-low)
Esto se reflejara en los formatos de VERIFICACION DE SOLDADURA DE
JUNTAS para tuberas y que se reverenciar con la junta de acuerdo a su ubicacin en
el terreno. En este formato se indican la tolerancia de los parmetros a controlar
Todas las juntas de montaje sern inspeccionadas visualmente y estar a cargo del
supervisor de control de calidad.
7. PROCEDIMIENTO DE SOLDADURA DE TUBERIAS.
El Proceso de soldadura para tuberas de acero que se utilizar est basado en las
especificaciones tcnicas de SHP y del cdigo ASME seccin IX.
La calidad de la tubera de acero en los diferentes dimetros que se usar, cumple con
las especificaciones tcnicas SHP
Las juntas se harn con la especificacin del procedimiento de soldadura aprobado, se
har un pase de raz y luego una limpieza con disco de esmeril, luego se har un pase
de relleno y de acabado.
Se elegirn algunas costuras para hacer las inspecciones requeridas segn las
especificaciones tcnicas del cliente.
La tecnologa para la soldadura de tuberas de acero en la obra, est referida a los
sistemas de preparacin de la junta y de la ejecucin de la soldadura, de tal manera que
se controlar lo siguiente: (VER PROCEDIMIENTO DE SOLDADURA (WPS)
PLAN DE CONTROL DE CALIDAD
CLIENTE: SHOUGANG HIERRO PERU SAA
COD:PAC-CCI-01-00
PROYECTO: IMPLEMENTACION DEL POZO
LIZA N7 JAHUAY
Revisin : 0
Fecha: 08.01.2012
Pgina : 48 de 80
7.1 PREPARACION DE LA JUNTA
7.1.1 Biselado en V.- Existen numerosos tipos de juntas para soldar de los cuales se
eligi la junta a tope en V, debido al espesor menor de de plancha que se
tiene en los tubos,
y por ser una junta simple de preparar y con resultados
ptimos comprobados.
7.1.2 Raz o taln y separacin.- En la soldadura de tuberas a presin el biselado
del tubo con junta en V recomendado por ASME tiene las siguientes
caractersticas: Angulo de bisel de 30 5, altura del taln de 1/16 (2 mm) y
separacin entre piezas a soldar de 1/16 a 1/8 ( 2 a 3 mm). (Ver WPS).
7.1.3 Mtodo de soldadura de tuberas.- Para soldar las tuberas en obra se utilizar el
procedimiento de soldadura SMAW aprobado.
7.1.4 El bisel para la junta ser de acuerdo a las especificaciones y se prepara por
corte y esmerilado hasta que tenga la forma indicada en la Especificacin de
Procedimiento de Soldadura (WPS) aprobada.
7.1.5 Geometra del bisel y la junta
JUNTA A TOPE
A
t
C
B
PLAN DE CONTROL DE CALIDAD
CLIENTE: SHOUGANG HIERRO PERU SAA
COD:PAC-CCI-01-00
PROYECTO: IMPLEMENTACION DEL POZO
LIZA N7 JAHUAY
Revisin : 0
Fecha: 08.01.2012
Pgina : 49 de 80
JUNTA SOCKET
s
R
s
J
L
7.2- CALIFICACION DE LOS PROCEDIMIENTOS
La seccin IX del cdigo ASME en su artculo II, define todos los aspectos tcnicos
aplicables a la calificacin de procedimientos de soldadura y del cual dice:
Es una accin que permite comprobar mediante ensayos mecnicos que las
diferentes variables de soldadura definidos en el formato 1 QW-482 Especificacin
del Procedimiento de Soldadura (WPS), hojas 1 / 2 y 2 / 2 cumplen y asegura que el
comportamiento mecnico de la unin soldada es similar o superior al material base.
Durante la soldadura de las probetas se registrarn los datos verdaderos de las
diferentes variables de soldadura en el formato 2 QW-483 Registro de Calificacin de
Procedimiento de Soldadura hojas 1 / 2 y 2 / 2.
A partir de la comprobacin de los resultados aceptables de los ensayos mecnicos, se
tiene que comprobar la calificacin de los Soldadores u operadores para el WPS ya
aprobado.
Ambos aspectos del proceso no son sino acciones previas al inicio del procedimiento
de fabricacin y montaje y que nos permite asegurarnos de la calidad del trabajo.
Luego de calificar el procedimiento de soldadura (WPS) y los soldadores u
operadores necesarios, se continua con la verificacin del cumplimiento de los
valores de las diferentes variables esenciales del procedimiento aprobado durante los
trabajos de fabricacin y/o montaje, adems de cumplir con las exigencias de
PLAN DE CONTROL DE CALIDAD
CLIENTE: SHOUGANG HIERRO PERU SAA
COD:PAC-CCI-01-00
PROYECTO: IMPLEMENTACION DEL POZO
LIZA N7 JAHUAY
Revisin : 0
Fecha: 08.01.2012
Pgina : 50 de 80
inspeccin por ensayos no destructivos y las pruebas y/o ensayos establecidos en el
Plan de Calidad.
En el anexo se adjunta la Especificacin del Procedimiento de Soldadura (WPS), el
formato del Registro de Calificacin de Procedimiento de Soldadura (PQR) y el
formato de Registro de Calificacin de Soldadores (WPQ), basados en los formatos
QW-482 y QW-483 del cdigo ASME seccin IX.
7.3- CALIFICACION DE SOLDADORES
Los soldadores u operadores de equipos de soldadura son los protagonistas ms
importantes en las fabricaciones y montajes de tuberas, estructuras, etc.
Para calificar a los soldadores se requiere de preparacin de probetas, las que debern
soldarse cumpliendo estrictamente con los datos del formato de WPS aprobado y
conforme las instrucciones solicitadas en el cdigo ASME seccin IX, artculo III.
Las pruebas de calificacin de soldadores sern ejecutados conforme WPS aprobada y
testimoniada por el cliente, que ser previamente avisada de su realizacin.
Durante la prueba de calificacin de cada soldador se har un registro de calificacin
por cada soldador.
Para cada soldador calificado, se emitir un certificado de calificacin de soldador
(WPQ) que asociar el nombre del soldador a un nmero (sello). Este nmero ser
marcado al lado de cada soldadura hecha por este soldador u operador de equipo
soldar.
Para calificar al soldador se harn probetas siguiendo la WPS calificada para los tubos
este ser en posicin 6G. Estas probetas sern sujetas a inspeccin visual y prueba de
doblado o radiografa todo siguiendo el cdigo ASME seccin IX.
PLAN DE CONTROL DE CALIDAD
CLIENTE: SHOUGANG HIERRO PERU SAA
COD:PAC-CCI-01-00
PROYECTO: IMPLEMENTACION DEL POZO
LIZA N7 JAHUAY
Revisin : 0
Fecha: 08.01.2012
Pgina : 51 de 80
7.4- PREPARACION PARA PROCESO DE SOLDADURA
Antes de comenzar a soldar, ser retirada todo tipo de oxidacin utilizando escobillas
de acero rotativas hasta una distancia de 50 mm de los bordes del chafln a ser
soldado.
En el caso de que los chaflanes presenten residuos de grasa, aceites, pinturas, etc.
estos sern retirados con un solvente eficaz y que no sea a base de petrleo como
kerosn, gasolina, etc.
Ninguna soldadura se har en condiciones climticas adversas sin las debidas
protecciones contra el viento y las lluvias.
7.5- PROCESO DE SOLDADURA
El proceso de soldar es un mtodo de unin a travs normalmente de la fusin de un
metal de aporte, fusin originada por el arco elctrico y con ciertas condiciones de
proteccin del arco que requieren control, para asegurar la calidad de la unin
soldada.
El proceso de soldadura que usaremos ser el SMAW.
7.6. CONTROL DE CALIDAD DE LAS SOLDADURAS DE TUBERIAS DE
ACERO
El control de calidad de las costuras soldadas se har de la siguiente manera:
7.6.1. Inspeccin Visual.- Es el mtodo ms simple para inspeccionar junta soldadas y
es hecha por personal con experiencia. La finalidad de este mtodo es apreciar de
manera visual lo siguiente:
PLAN DE CONTROL DE CALIDAD
CLIENTE: SHOUGANG HIERRO PERU SAA
COD:PAC-CCI-01-00
PROYECTO: IMPLEMENTACION DEL POZO
LIZA N7 JAHUAY
Revisin : 0
Fecha: 08.01.2012
Pgina : 52 de 80
Fabricacin correcta del bisel de la junta
Posicin correcta de los tubos que forman la junta a soldar, espaciamiento y
alineamiento.
Procedimiento de soldadura y electrodos adecuados.
Secuencia de los pase de soldadura
Limpieza mecnica adecuada de los cordones de soldadura entre los pases.
Detectar posibles defectos en cada pase o cordn de soldadura como:
socavaciones, grietas, fisuras, porosidad, incrustaciones, etc.
Utilizacin de herramientas e implementos que ayudan a detectar incorrecciones
en la ejecucin de la soldadura.
Esta inspeccin est basada en la norma ANSI/ASME B31 edicin 1990, captulo VI,
parte 344.2.
7.6.3 Inspeccin por Gammagrafa.- tcnica conocida como gamma grafa que
emplea un elemento radioactivo de descripcin continua que emite radiacin
electromagntica, con lo cual se bombardea una placa para imprimir la imagen en
negativo de la soldadura ejecutada, generalmente se emplean los elementos radiactivos
Iridio 192, Cesio 137 y Cobalto 60.
La inspeccin por ultrasonido y gamma grafica ser hecha por una empresa
especializada y los factores de calificacin de la costura ser hecha con el cdigo
ASME de acuerdo a especificaciones.
Para nuestro trabajo la especificacin de SHP indica 10% de control de soldaduras.
Cuando se suelde bridas tipo slip on se chequeara con lquido penetrante para evitar
alguna discontinuidad.
Los eventuales defectos de soldadura se removern por un mtodo que produzca una
superficie limpia y sin contaminacin, dando preferencia al disco de corte ser
utilizado electrodo de corte para extincin de defectos.
PLAN DE CONTROL DE CALIDAD
CLIENTE: SHOUGANG HIERRO PERU SAA
COD:PAC-CCI-01-00
PROYECTO: IMPLEMENTACION DEL POZO
LIZA N7 JAHUAY
Revisin : 0
Fecha: 08.01.2012
Pgina : 53 de 80
Las juntas aprobadas se registraran en un formato denominado DP-PQ-F-650-003
REGISTRO DE ENSAYOS RADIOGRFICOS O ULTRASONIDO.
8. CONTROL DE CALIDAD FINALIZADO EL PROCESO
8.1.-Pruebas Hidrosttica: Consiste en someter a la lnea o a tramos de lnea a
presiones que superen la presin de operacin por un determinado tiempo,
normalmente se toman de 1 a 2 veces la presin de operacin por espacio de 1 a 2
horas.
Para este proyecto se est contemplando realizar la prueba al 100% de las juntas a tope,
para ello se coordinar con el supervisor de QA SHP para su aprobacin.
8.2.-Pruebas Flushing: Consiste en la limpieza interna de la tubera con agua limpia
con la finalidad de eliminar cualquier cuerpo extrao que pudiese quedar durante el
proceso constructivo.
El control de estas pruebas se reflejara en el formato DP-PQ-F-650-009 PROTOCOLO
DE LIMPIEZA INTERNA EN TUBERAS.
10. APLICACIN DEL REVESTIMIENTO PINTADO (ETIQUETADO)
Despus del lijado, limpiado y de una forma inmediata se procede a hacer la aplicacin
de la pintura para lo cual es necesario que la superficie este seca, sin impurezas y a una
temperatura apropiada.
Los procedimientos para aplicar la pintura son diversos de los que enumeraremos los
siguientes:
- Procedimientos Manuales: con Brocha.
- Procedimientos a Presin: Sistema convencional o soplete.
La pintura se puede aplicar por capas hasta poder alcanzar el espesor especificado.
PLAN DE CONTROL DE CALIDAD
CLIENTE: SHOUGANG HIERRO PERU SAA
COD:PAC-CCI-01-00
PROYECTO: IMPLEMENTACION DEL POZO
LIZA N7 JAHUAY
Revisin : 0
Fecha: 08.01.2012
Pgina : 54 de 80
Cada fabricante de pintura entrega el procedimiento de preparacin, aplicacin, curado
y manipulacin de las pinturas.
Las pinturas pueden aplicarse como pinturas base, pinturas de acabado o pinturas que
cumplen con ambas caractersticas.
Al aplicar la pintura se debe tener en cuenta las condiciones del clima, como son la
temperatura ambiental, humedad relativa y temperatura de la superficie.
Al aplicar capas sucesivas de la pintura se debe estar seguro del tiempo transcurrido
que no debe ser menor de lo especificado por el fabricante. Del mismo modo tampoco
se puede dejar pasar demasiadas horas ya que podra afectar el anclaje de la capa
sucesiva. Si este tiempo es mayor de lo indicado por el fabricante se debe hacer una
preparacin nueva ya sea con productos qumicos o mecnicos
PLAN DE CONTROL DE CALIDAD
CLIENTE: SHOUGANG HIERRO PERU SAA
COD:PAC-CCI-01-00
PROYECTO: IMPLEMENTACION DEL POZO
LIZA N7 JAHUAY
Revisin : 0
Fecha: 08.01.2012
Pgina : 55 de 80
6.3 OBRA CIVIL Y CONCRETO
INDICE
1.
INTRODUCCIN
2.
CONTROL DE LEVANTAMIENTO TOPOGRFICO Y CONSTRUCCIN.
3.
EXCAVACIN
LOCAL
EN
TERRENO
NATURAL
SUELTO
COMPACTADO.
4.
APROBACIN DE LAS SUPERFICIES EXCAVADAS.
5. COLOCACIN Y COMPACTACIN DE RELLENO SELECCIONADO CON
MATERIAL PROPIO.
6.
COLOCACIN Y COMPACTACIN DE RELLENO ESTRUCTURAL
7.
VERIFICACION
DE
CAPACIDAD
PORTANTE
DEL
SUELO
FUNDACION.
8.
ELIMINACIN DE MATERIAL EXCEDENTE.
9.
ARMADURA DE REFUERZO
10.
CONCRETO
11.
ADITIVOS
12.
ENCOFRADO
13.
PREPARACIN PARA EL VACIADO DEL CONCRETO
14.
VACIADO DE CONCRETO
15.
DESENCOFRADO Y CURADO DEL CONCRETO
16.
SUMINISTRO Y COLOCACIN DE PERNOS DE ANCLAJE
17.
EXCAVACION Y RELLENO DE ZANJAS PARA MALLA A TIERRA
DE
PLAN DE CONTROL DE CALIDAD
CLIENTE: SHOUGANG HIERRO PERU SAA
COD:PAC-CCI-01-00
PROYECTO: IMPLEMENTACION DEL POZO
LIZA N7 JAHUAY
Revisin : 0
Fecha: 08.01.2012
Pgina : 56 de 80
CONTROL DE CALIDAD EN OBRAS CIVILES
1.- INTRODUCCION
Los requerimientos tcnicos contenidos en el presente documento trata sobre los pasos
que la contratista seguir para realizar un proyecto de calidad, teniendo como base las
especificaciones, estndares, cdigos y normas tcnicas vigentes.
El encargado del control de calidad se encargara de las pruebas e inspecciones necesarias
para garantizar que la obra se realice conforme a las especificaciones tcnicas de SHP as
como a los estndares y normas de calidad internacionales aplicables.
El procedimiento de control de calidad dentro de la disciplina de obras civiles y concreto
lo desarrollaremos de acuerdo a las actividades a desarrollarse.
2.- CONTROL DE LEVANTAMIENTO TOPOGRAFICO Y CONSTRUCCION.
El Contratista es responsable de comenzar la obra y de mantener el control constante de
nivelacin y alineacin para garantizar el cumplimiento de la tolerancia de construccin.
Se contara con un equipo topogrfico calibrado para realizar su propio
levantamiento topogrfico y determinar las condiciones existentes.
El equipo topogrfico contar con certificado de calibracin vigente no mayor a un
ao.
Las estructuras a construirse tanto en obras civiles como metlicas sern
controladas topogrficamente, tanto en ubicacin, alineamiento, verticalidad,
nivelacin, etc. y se plasmaran en un protocolo topogrfico, antes y despus de los
concertados.
Los puntos topogrficos se dejaran indicados en campo con una estaca amarrada con
una cinta de sealizacin para de esta manera identificar de una manera ms clara los
nuevos puntos de ubicacin de algn elemento a ser montado.
PLAN DE CONTROL DE CALIDAD
CLIENTE: SHOUGANG HIERRO PERU SAA
COD:PAC-CCI-01-00
PROYECTO: IMPLEMENTACION DEL POZO
LIZA N7 JAHUAY
Revisin : 0
Fecha: 08.01.2012
Pgina : 57 de 80
3.- EXCAVACION LOCAL EN TERRENO NATURAL SUELTO O COMPACTADO.
No se excavar mas all de las lneas y rasantes que aparecen en los planos, Se proteger
y mantendr todas las excavaciones hasta que sean aprobadas o hasta el momento en que
se haya terminado la colocacin de la estructura a ser instalada.
Se verificar que no existan tuberas de agua, electricidad y fibra ptica en la zona de las
excavaciones.
Una vez finalizada la excavacin se proteger la misma con plsticos, triplay, etc para de
esta manera evitar que ingresen partculas extraas o se empoce con agua en caso exista
presencia de lluvias, adems se sealizara la zona excavada con cinta de color amarillo.
Se tendr en cuenta bsicamente lo indicado en la especificacin tcnica de SHP
4.- APROBACION DE LA SUPERFICIE EXCAVADA
Cuando una seccin de la excavacin se haya terminado segn los niveles y rasantes
requeridos, se comunicara al ingeniero de QA quien inspeccionara la excavacin. Las
reas excavadas no sern cubiertas con material alguno hasta que haya sido aprobado y
que el cliente haya terminado sus medidas requeridas para medicin y pagos
5.- COLOCAC.
COMPACTAC.
DE
RELLENO
SELECCIONADO
CON
MATERIAL PROPIO.
Comprende el relleno y compactacin de todos los rellenos localizados usando el
material propio seleccionado de la zona y/o excavacin, teniendo presente que los
primeros 0.50 mt de material superficial debern ser descartados. Este trabajo deber
realizarse de acuerdo a los planos del concurso.
PLAN DE CONTROL DE CALIDAD
CLIENTE: SHOUGANG HIERRO PERU SAA
COD:PAC-CCI-01-00
PROYECTO: IMPLEMENTACION DEL POZO
LIZA N7 JAHUAY
Revisin : 0
Fecha: 08.01.2012
Pgina : 58 de 80
6.- COLOCAC. Y COMPACTAC. DE RELLENO ESTRUCTURAL PRESTAMO
Comprende el relleno y compactacin de todas las zonas indicadas en los planos como
reemplazo de suelo bajo las cimentaciones usando el material granular seleccionado en
capas horizontales uniformes de un espesor suelto no mayor que 4", que cumpla con las
especificaciones adjuntas.
Para la compactacin se utilizara un vibrador de placa, este trabajo se realizar de
acuerdo a los planos de Cimentaciones.
Todos los trabajos de compactacin se realizarn segn los planos de detalle.
Protocolo a usar (DP-PQ-F-600-005 - Inspeccin de Excavacin Relleno y
Compactacin.
7.- VERIFICACION DE CAPACIDAD PORTANTE DEL SUELO DE FUNDACION
Comprende todas las actividades necesarias para verificar y determinar la capacidad
portante del suelo de fundacin para estructuras, con el valor indicado en el plano de
diseo.
Se realizarn los ensayos de densidad en terreno por ASTM D 1556, ASTM D2167 o
ASTM D2922 apropiadamente. Cualquier condicin de no conformidad detectada se
comunicar inmediatamente al supervisor de SHP.
Los datos se registrarn en el protocolo de inspeccin de suelo (DP-PQ-F-600-001) y en
el protocolo inspeccin de excavacin, relleno y compactacin (DP-PQ-F-600-005)
8.- ELIMINACIN DE MATERIAL EXCEDENTE.
El material producto de las excavaciones que no ser utilizado como relleno propio o el
derivado de una seleccin en campo sern eliminados a un depsito designado por la
supervisin de SHP encargada del proyecto, a una distancia no mayor de 5km.
PLAN DE CONTROL DE CALIDAD
CLIENTE: SHOUGANG HIERRO PERU SAA
COD:PAC-CCI-01-00
PROYECTO: IMPLEMENTACION DEL POZO
LIZA N7 JAHUAY
Revisin : 0
Fecha: 08.01.2012
Pgina : 59 de 80
9.- ARMADURA DE REFUERZO
Las estructuras de concreto que requieran de una armadura de refuerzo ser realizado
bajo la especificacin tcnica de SHP (Concreto Estructural y Acero de Refuerzo) y los
estndares internacionales relacionados.
Todos los elementos metlicos debern ser cortados a la medida y fabricada
estrictamente como se indica en los detalles y dimensiones mostrados en los planos.
La tolerancia de fabricacin en cualquier dimensin ser de 10 mm.
La armadura una vez colocada ser inspeccionada para verificar los amarres y traslapes,
as como la disposicin y ubicacin de la misma con respecto a los planos de diseo.
Las barras que se utilizan as como los empalmes permitidos son:
Numero
Dimetro
Seccin
Peso
de Barra
In (mm)
in (mm)
Lb/pie (Kg/m)
3/8
(9.52)
(12.70)
Longitud de
Empalme
(mm)
0.11 ( 71)
0.376
( 0.560)
400
0.20
( 129)
0.668
( 0.994)
510
0.31
( 200)
1.043
( 1.552)
640
0.44
( 284)
1.502
( 2.235)
770
5/8
5
6
(15.88)
(19.05)
Todo el acero de refuerzo deber cumplirse con las normas ASTM A615 o cualquiera
otra que sea indicada por el cliente.
El recubrimiento mnimo del acero de refuerzo estar de acuerdo a lo indicado en los
planos del proyecto, planos estndar de SHP o segn norma ACI 301, seccin 5.5. Las
reas sujetas a la exposicin qumica, segn lo observado en los planos de diseo,
tendrn un recubrimiento mnima de 50 milmetros, salvo indicacin contraria.
PLAN DE CONTROL DE CALIDAD
CLIENTE: SHOUGANG HIERRO PERU SAA
COD:PAC-CCI-01-00
PROYECTO: IMPLEMENTACION DEL POZO
LIZA N7 JAHUAY
Revisin : 0
Fecha: 08.01.2012
Pgina : 60 de 80
Los trabajos en acero de refuerzo sern realizados teniendo en cuenta los planos de
detalle y estndar.
El alambre de amarre del refuerzo ser recocido negro y no menor de 1.5 mm de
dimetro y/o #16.
El acero se almacenar en un lugar seco, aislado se suelo y protegido de la humedad;
mantenindose libre de tierra, suciedad, aceite y grasa
10.-
CONCRETO
El concreto deber estar conformado por cemento , agua, agregados finos y gruesos y un
agente reductor de agua. El concreto deber disearse para dar una combinacin
prcticas de materiales que produzcan la durabilidad y resistencias requeridas en el
concreto endurecido.
Los requisitos de resistencia de todo concreto a ser utilizado en la obra, sern conforme
se seale en los planos. Todo el concreto colocado proceder de una mezcladora por
volumen en obra que se usa materiales aprobados. Por lo general, el concreto deber
cumplir con las normas especificadas indicadas en la Especificacin de SHP ms
reciente, as como con las normas y pautas aplicables delineadas en ACI 304, pautas para
la Medicin, Mezcla, Transporte y Colocacin de concreto, y en ACI 347, Practica
recomendada para el encofrado de concreto, si la temperatura ambiente desciende a
menos de de 5 C debern seguir las normas y pautas de ACI 306, Colocacin del
concreto en clima fri. Es probable que se requiera y sean aceptables algunas
modificaciones de las normas anteriores debido a las condiciones del terreno y mezcla
por volumen en obra, sujetas a la revisin y aprobacin del Cliente.
Cuando el concreto llegue a obra, si se transporta en un camin de la planta, se
controlara el Slump requerido para una buena colocacin en obra, el slump permitido
ser de 3 a 5 y se preparan las muestras para testigos.
PLAN DE CONTROL DE CALIDAD
CLIENTE: SHOUGANG HIERRO PERU SAA
COD:PAC-CCI-01-00
PROYECTO: IMPLEMENTACION DEL POZO
LIZA N7 JAHUAY
Revisin : 0
Fecha: 08.01.2012
Pgina : 61 de 80
La temperatura del concreto se determina de acuerdo al mtodo de prueba ASTM
C1014. Esta prueba ser usada para verificar la conformidad con las especificaciones
requeridas para la temperatura del concreto.
La temperatura del concreto instalado no deber exceder de 24 C ni deber ser menor de
10 C.
Se utilizara vibradores de aguja durante el vaciado del concreto para obtener una
uniformidad en la continuidad del mismo, reducindose la cantidad de vacos, esto
depender del diseo del concreto y de la velocidad de vaciado.
11.- ADITIVOS
Cualquier aditivo de concreto que se proponga para su uso, deber ser aprobado
previamente por el Cliente.
Los aditivos que se pudieran utilizar son los acelerantes, reductores de agua o
plastificantes.
12.- ENCOFRADO
Todo el diseo, instalacin y empleo del encofrado deber ceirse a la ltima edicin del
ACI 347 practicas recomendadas para el Encofrado de concreto (Instituto Americano del
Concreto) Cuando sea posible, el concreto se vaciara pegado a los costados de una
excavacin.En todos los encofrados se usara un compuesto antiadherente (chemalac).
Los huecos causados por varillas de amarre en el concreto, debe sellarse con un
compuesto de relleno anti-retrctil y segn las recomendaciones y especificaciones del
fabricante.
Todo el trabajo de Encofrado estar de acuerdo a lo especificado por el cliente y las
normas internacionales relacionadas.
Los encofrados serna diseados de tal manera que soporten la velocidad de vaciado del
concreto al que se programa trabajar.
PLAN DE CONTROL DE CALIDAD
CLIENTE: SHOUGANG HIERRO PERU SAA
COD:PAC-CCI-01-00
PROYECTO: IMPLEMENTACION DEL POZO
LIZA N7 JAHUAY
Revisin : 0
Fecha: 08.01.2012
Pgina : 62 de 80
Se har una verificacin topogrfica del encofrado antes de vaciar el concreto.
Todas las cimentaciones sern encofradas (todas las caras), por ningn motivo se
realizara vaciados contra el terreno. Los encofrados a usar sern de madera.
Los embebidos metlicos como anclajes, insertos, etc. Sern colocados en esta etapa y se
verificaran de acuerdo a los planos registrando esto en un Protocolo.
13.- PREPARACION PARA EL VACIADO DEL CONCRETO
Antes de vaciar el concreto se deber preparar el rea de colocacin de acuerdo con
todos los requisitos aqu especificados y obtener autorizacin por escrito del cliente para
vaciar el concreto.
Los cimientos de tierra o granulares bebern ser meticulosamente compactados y
humedecidos antes del vaciado de concreto estructural, concreto pobre o concreto de
relleno.
La limpieza final debera incluir la remocin de todo el barro, grasa, agua, desmonte y
otras materias extraas de las superficies sobre los cuales va a colocarse concreto fresco
por medio de chorro de aire o agua y/u otros mtodos aprobados por ingeniera.
Se verificara que todos los materiales, herramientas y equipos este listos en obra, antes
de pedir y esperar la llegada del concreto para su colocacin.
14.- VACIADO DE CONCRETO
Para el vaciado de concreto se proceder con un aviso previo de 2 horas de anticipacin,
indicando el momento y el lugar en que se va a vaciar el concreto.
No se deber vaciar el concreto antes de que el ingeniero haya inspeccionado el
refuerzo, las piezas embebidas y el encofrado y lo haya certificado por escrito en el
protocolo correspondiente.
Despus de cumplir con los requisitos para iniciar la colocacin del concreto, se
comunicara al Cliente con fecha, hora y lugar el trabajo a realizar.
PLAN DE CONTROL DE CALIDAD
CLIENTE: SHOUGANG HIERRO PERU SAA
COD:PAC-CCI-01-00
PROYECTO: IMPLEMENTACION DEL POZO
LIZA N7 JAHUAY
Revisin : 0
Fecha: 08.01.2012
Pgina : 63 de 80
El vaciado se iniciara con la presencia del Cliente o su representante, si es que hubiera
llegado.
El concreto deber vaciarse verticalmente dentro del encofrado, sin movimientos lateral
o interferencias.
Se tendr especial cuidado en cuanto al vibrado durante la colocacin, tratando de no
mover el encofrado para asegurar su estabilidad.
15.- DESENCOFRADO Y CURADO DEL CONCRETO
Una vez cumplido el periodo del curado del concreto dentro del encofrado, se proceder
a retirar el mismo, teniendo cuidado de no daar la superficie del concreto o sus
extremos y terminales.
Se realizara un resane en las superficies expuestas para darle el acabado requerido.
Se utilizara aditivos de proteccin superficial o agua, para evitar la prdida de humedad
en el concreto, esto de acuerdo a lo especificado por el Ingeniero para el curado del
Concreto.
Si existiese una No Conformidad se proceder de acuerdo a lo sealado en el Item 3.1.7.
Los protocolos de calidad a utilizar son:
DP-PQ-F-610-003-04
Inspeccin despus del vaciado de concreto
DP-PQ-F-610-006
Inspeccin de encofrado
DP-PQ-F-610-007
Inspeccin del curado de concreto
16.- SUMINISTRO Y COLOCACION DE PERNOS DE ANCLAJE
El contratista suministrara y colocara los pernos de anclaje en las ubicaciones y niveles
indicados en los planos y que debern ser los mismos mostrados en los planos. La
PLAN DE CONTROL DE CALIDAD
CLIENTE: SHOUGANG HIERRO PERU SAA
COD:PAC-CCI-01-00
PROYECTO: IMPLEMENTACION DEL POZO
LIZA N7 JAHUAY
Revisin : 0
Fecha: 08.01.2012
Pgina : 64 de 80
funcin de estos pernos es para asegurar la base metlica de soportes de estructuras.
Relacionar Estndar y planos del proyecto
17.- EXCAVACION Y RELLENO DE ZANJAS PARA MALLA A TIERRA
La excavacin, cama de tierra de cultivo, relleno de la zanja donde se coloque el
conductor de cobre a tierra esto se har de acuerdo a lo especificado en el estndar.
18.- ENSAYOS DEL CONCRETO
Se atribuir mxima importancia al control de calidad de los concretos que
vayan a ser usados en la obra, las muestras sern ensayadas de acuerdo con el
Mtodo para ensayos de cilindros de concreto a la compresin.
La preparacin y ensayo de cilindros de prueba que testifiquen la calidad de los
concretos usados en la obra ser obligatoria, corriendo ella por cuenta de
CASTRO CONTRATISTAS INGENIEROS SAC pero bajo la Supervisin
de
S.H.P.. Cada ensayo debe constar de la rotura de por lo menos cuatro cuerpos
de prueba. La edad normal para ensayos de los cilindros de prueba ser de
veintiocho (28) das, pero para anticipar informacin que permitir la marcha de la
obra sin demoras extremas, dos de los cilindros de cada ensayo sern probados a la
edad de siete (7) das,
calculndose la resistencia correlativa que tendr a los
veintiocho (28) das. En casos especiales, cuando se trate de concreto de alta
resistencia y ejecucin rpida, es aceptable la prueba de cilindros a las 24 horas sin
abandonar el control con pruebas a 7 y 28 das. Durante el avance de la obra,
la Supervisin podr tomar las muestras o cilindros al azar
necesarios para controlar la calidad del
que
considere
concreto. CASTRO CONTRATISTAS
INGENIEROS SAC proporcionar la mano de obra y los materiales necesarios y
ayudar al Supervisor, si es requerido, para
ensayo.
El
valor
de
los
ensayos
tomar los cilindros de
de laboratorio ordenados por
la Supervisin sern por cuenta del S.HP. Para efectos de confrontacin se
llevar un registro indicador de los sitios de la obra donde se usaron los
concretos probados, la fecha de vaciado y el asentamiento. Se har una prueba de
rotura por cada 50 metros cbicos de mezcla a colocar para cada tipo de
PLAN DE CONTROL DE CALIDAD
CLIENTE: SHOUGANG HIERRO PERU SAA
COD:PAC-CCI-01-00
PROYECTO: IMPLEMENTACION DEL POZO
LIZA N7 JAHUAY
Revisin : 0
Fecha: 08.01.2012
Pgina : 65 de 80
concreto. Cuando el volumen de concreto a vaciar en un (1) da para cada tipo
de concreto sea menor de diez metros cbicos, se sacar una prueba de rotura
por cada tipo de concreto o elemento estructural, o como lo indique la Supervisin.
Las pruebas sern tomadas separadamente de cada mquina mezcladora o tipo de
concreto y sus resultados se considerarn tambin separadamente, o sea que en
ningn
caso se
provenientes
debern
de
promediar
juntos
los
resultados
de
cilindros
diferentes mquinas mezcladoras o tipo de concreto. La
resistencia promedio de todos los cilindros ser igual o mayor a las resistencias
especificadas, y por lo menos el 90% de todos los ensayos indicarn una
resistencia igual o mayor a esa resistencia. En los casos en que la resistencia de los
cilindros de ensayo para cualquier parte de la obra est por debajo de los
requerimientos anotados en las especificaciones, la Supervisin, de acuerdo con
dichos ensayos y dada la ubicacin o urgencia de la obra, podr ordenar o no que tal
concreto sea removido, o reemplazado con otro adecuado, dicha
ser por cuenta de CASTRO CONTRATISTAS
caso de ser
INGENIEROS
operacin
SAC.en
imputable a l la responsabilidad. Cuando los ensayos
efectuados a los siete (7) das estn por debajo de las tolerancias admitidas, se
prolongar el curado
de las estructuras hasta que se cumplan tres (3) semanas
despus de vaciados los concretos
PLAN DE CONTROL DE CALIDAD
CLIENTE: SHOUGANG HIERRO PERU SAA
COD:PAC-CCI-01-00
PROYECTO: IMPLEMENTACION DEL POZO
LIZA N7 JAHUAY
Revisin : 0
Fecha: 08.01.2012
Pgina : 66 de 80
6.4 SISTEMAS ELECTRICOS
INDICE
1. Objetivos
2. Normas Aplicables
3. Montaje de Equipos Elctricos
General
Tableros de Control
Motores Elctricos
Conexin a Tierra
Conductos Porta Cables y Bandejas
Tuberias Conduit
Tendido de Cables
Puesta a tierra.
Pruebas
Planos.
PLAN DE CONTROL DE CALIDAD
CLIENTE: SHOUGANG HIERRO PERU SAA
COD:PAC-CCI-01-00
PROYECTO: IMPLEMENTACION DEL POZO
LIZA N7 JAHUAY
Revisin : 0
Fecha: 08.01.2012
Pgina : 67 de 80
1. OBJETIVO
Esta metodologa abarca la mayor parte de los servicios de instalacin, montaje y pruebas
de los sistemas elctricos.
El montaje cubrir todas las fases y pruebas del equipo, incluyendo montaje del equipo,
conductos, tendido de cables, iluminacin, etc
2. NORMAS APLICABLES
Los servicios que sern ejecutados estarn en estricta concordancia con los proyectos y
normas dictados por SHP y/o de acuerdo con normas tcnicas y pruebas emitidas por:
-
ASTM - American Society of Testing Materials
NEMA - National Electrical Manufacturers Association
NEC - National Electrical Code
NESC - National Electrical Safety Code
IEEE - Institute of Electrical and Electronics Engineers
PLAN DE CONTROL DE CALIDAD
CLIENTE: SHOUGANG HIERRO PERU SAA
COD:PAC-CCI-01-00
PROYECTO: IMPLEMENTACION DEL POZO
LIZA N7 JAHUAY
Revisin : 0
Fecha: 08.01.2012
Pgina : 68 de 80
3. MONTAJE DEL EQUIPO
3.1 GENERAL
3.1.1 Preparacin del sitio de Montaje
Los sitios donde se instalarn tableros de distribucin, se limpiarn y
terminarn previamente, revisando que las bases y los pernos de anclaje estn
listos para recibir el equipo.
Antes de que el equipo sea colocado en el sitio final, se revisarn las
dimensiones de todas las bases y los pernos de anclaje, que debern encajar
correctamente en los agujeros del equipo
3.1.2 Instalacin
El equipo y las instalaciones sern desmantelados, limpios, transportados y
montados cuidadosamente, conectados y probados por personal calificado, con
particular cuidado y buenas terminaciones de acuerdo con una buena prctica
tcnica- Todo el equipo se asegurar firmemente a las bases, ser nivelado y
alineado segn las recomendaciones del proyecto.
La colocacin de equipo de servicio pesado se realizar mediante gras,
monorrieles o cualquier otro mtodo adecuado, sin causar daos mecnicos al
equipo.
En el caso de tableros de distribucin de mediano o alto voltaje, se
proporcionar una nivelacin precisa entre la cara inferior del tablero, donde
se encuentran las unidades del equipo retrctil, y el piso construido alrededor
de dicho equipo.
PLAN DE CONTROL DE CALIDAD
CLIENTE: SHOUGANG HIERRO PERU SAA
COD:PAC-CCI-01-00
PROYECTO: IMPLEMENTACION DEL POZO
LIZA N7 JAHUAY
Revisin : 0
Fecha: 08.01.2012
Pgina : 69 de 80
3.1.3 Conexiones
Todas las conexiones de las partes del equipo se efectuarn mediante
conectores apropiados, usando las herramientas recomendadas.
Las conexiones de cables e interruptores, cortacircuitos, barras colectoras, etc.
sern realizadas sin provocar curvas que podran daar el aislamiento del
cable y sin forzar las terminales del equipo.
Todos los cables debern ser identificados antes de cualquier conexin al
equipo.
3.1.4 Pruebas
Antes de recibir energa, todo equipo debe someterse a una revisin general y
a una limpieza, retirando todas las impurezas, polvo y cuerpos extraos.
Despus de limpiar la parte externa de cualquier equipo elctrico, se retocar
la pintura si fuera necesario.
Antes de aplicar voltaje a cualquier unidad o circuito, deben realizarse pruebas
de resistencia del aislamiento y eliminar la posible humedad del equipo. Los
mtodos de secado utilizados debern aplicarse de tal manera que la
temperatura de aislamiento de las unidades no exceda los 90 C.
La operacin y secuencia de todos los circuitos de control se revisarn para
asegurar que se encuentren bien. Cualquier interruptor de lmite, interruptor
de presin, interruptor de flotacin, relees de campo, etc. que sean ajustables,
se ajustarn para operar satisfactoriamente.
Todos los cables y conexiones de conectores sern revisados para asegurarse
de su continuidad y se sometern a una prueba de aislamiento.
PLAN DE CONTROL DE CALIDAD
CLIENTE: SHOUGANG HIERRO PERU SAA
COD:PAC-CCI-01-00
PROYECTO: IMPLEMENTACION DEL POZO
LIZA N7 JAHUAY
Revisin : 0
Fecha: 08.01.2012
Pgina : 70 de 80
Se utilizara la Matriz de Protocolos de Prueba y Check List, segn lo
especificado por SHP.
3.2 TABLEROS DE CONTROL
Los tableros debern cumplir con lo especificado en el tem 4.10 del Tomo V del
Cdigo Nacional de Electricidad. Los aparatos que se montan en el interior de los
tableros debern ser fcilmente accesibles.
Los tableros sern del tipo auto-soportado con grado de hermeticidad NEMA, y
tableros con grado de hermeticidad Nema 4, estos tableros contarn con espacio de
reserva para futuras salidas, de aproximadamente el 25% del espacio requerido para
las salidas dadas en los planos del proyecto.
Los tableros sern a prueba de polvo, todos sern en gabinete metlico, las partes
metlicas sern limpiadas y protegidas contra el xido, el que ser seguido con doble
capa de pintura anticorrosivo, tanto interior como exteriormente, y dos de acabado,
con esmalte sinttico y secado al horno.
Los pernos y arandelas sern en todos los casos galvanizados en caliente o
cadmiados. Debern ser marcados el uso de las botoneras y luces de sealizacin. Las
placas de identificacin sern de un material no corrosivo y los caracteres debern
estar en bajo relieve, asegurando que no se borren con el tiempo.
3.2.1 Inspeccin
Antes de hacer el respectivo montaje del equipo.
Se realizara la verificacin en el equipo correspondiente por el personal
Calificado.
El tablero de control deber ser inspeccionado y controlado de acuerdo a sus
propias caractersticas y se constataran de cualquier instalacin del equipo
correspondiente.
PLAN DE CONTROL DE CALIDAD
CLIENTE: SHOUGANG HIERRO PERU SAA
COD:PAC-CCI-01-00
PROYECTO: IMPLEMENTACION DEL POZO
LIZA N7 JAHUAY
Revisin : 0
Fecha: 08.01.2012
Pgina : 71 de 80
3.2.2 Asentamiento
Antes de comenzar la operacin para el asentamiento de los tableros de
control, el lugar deber estar limpio y terminado. Se efectuar una revisin
para asegurarse de que los pernos de anclaje corresponden a los agujeros de
fijacin en los tableros.
La instalacin ser ejecutada de tal forma que los agujeros para el tendido de
cables, conductos porta cables, bandejas, etc. coincidan exactamente
Cuando sea aplicable, se pondr especial cuidado para alinear y asegurar el
conjunto de cubculos para obtener una estructura continua y slida.
El
montaje no forzar la estructura original, evitando daos que podran dificultar
una futura remocin
3.2.3 Conexiones Internas
Las conexiones campo/tablero/campo se basarn en especificaciones elctricas
y diagramas contenidos en el proyecto. En dichos diagramas se identifican las
terminales cuya enumeracin corresponder al propio tablero.
La ruta del cableado deber hacerse de manera que se obtenga un buen
resultado visual.
Antes de energizar los tableros, deber efectuarse una limpieza dentro de cada
unidad. La limpieza interna se Llevar a cabo mediante un limpiador de
succin.
Las pruebas elctricas se practicarn simulando las condiciones de operacin
de cada conector y/o instrumento.
Despus de la realizacin de pruebas
individuales, se har una prueba general para revisar el desempeo del equipo.
PLAN DE CONTROL DE CALIDAD
CLIENTE: SHOUGANG HIERRO PERU SAA
COD:PAC-CCI-01-00
PROYECTO: IMPLEMENTACION DEL POZO
LIZA N7 JAHUAY
Revisin : 0
Fecha: 08.01.2012
Pgina : 72 de 80
3.3 CONEXION A TIERRA
La ruta del cable de conexin a tierra corresponder con el proyecto y, mientras sea
posible, se har directamente en la tierra sin cortes ni empalmes. Cuando algn
empalme sea inevitable, las uniones se soldarn utilizando la mejor prctica,
debidamente cubiertas y protegidas.
El sistema de conexin a tierra se har con cable de cobre sin revestir, tendido a una
profundidad mnima de 0.50 m, conectado con las mallas de tierra.
Todos los equipos y hardware se conectarn en tierra y se realizarn las conexiones
por medio de conectores apropiados.
3.4 CONDUCTOS PORTACABLES Y BANDEJAS
El recorrido de los conductos porta cables para el cableado de los instrumentos
correspondern con el proyecto.
En la instalacin de conductos porta cables de acero, las curvas debern hacerse en
fro, sin plegar ni golpear, utilizando una mquina dobladora hidrulica para el
servicio. Deber respetarse el radio de curvatura como especificado por el proyecto.
El extremo del conducto porta cables, cuando no est conectado directamente a la
caja de empalmes, estar provisto de una boquilla o una colilla roscada. Todos los
empalmes debern montarse de tal manera que se asegure no slo su alineacin, sino
tambin un espaciamiento adecuado, para garantizar un fcil enrosque de la parte
mvil. Para una instalacin vertical, la parte mvil del empalme se localizar en el
frente superior.
PLAN DE CONTROL DE CALIDAD
CLIENTE: SHOUGANG HIERRO PERU SAA
COD:PAC-CCI-01-00
PROYECTO: IMPLEMENTACION DEL POZO
LIZA N7 JAHUAY
Revisin : 0
Fecha: 08.01.2012
Pgina : 73 de 80
3.5 TUBERIAS
La tubera sern del tipo conduit rgido y flexible segn sea necesario y como lo
indiquen los planos y con espesores mnimos de pared establecidos en el Cdigo
Elctrico del Per.
Las tuberas conduit sern de acero galvanizado pesado rigido, las uniones sern
roscadas y las conexiones a cajas del tipo conduit sern con tuerca, contratuerca y
bushing. Los dimetros sern los indicados en los planos del proyecto. Los soportes
para las tuberas conduit debern llevar 2 manos de pintura anticorrosivo y 2 de
acabado.
Se permitirn curvas conduit hechas en obra hasta un dimetro de 1 , para
dimetros mayores se utilizarn curvas de fbrica de dimetro Standard.
En caso de que las tuberas conduit vayan areas se utilizarn rieles para su fijacin,
estos rieles sern del tipo Riel Unistrut 42/25 y se instalarn con todos los accesorios
necesarios para dar rigidez a la tubera.
La unin entre tubos se realizar en general por medio de uniones conduit y del
dimetro que se indica en los planos.
3.6 TENDIDO DE CABLES
Cada instalacin de cables elctricos ser realizada en bandejas y/o ductos hasta una
distancia aproximada de 500 mm del equipo. La conexin final puede hacerse
mediante conductos porta cables flexibles.
Para evitar daos, los cables no se tensarn dentro de los conductos, pasaran
directamente por ellos.
PLAN DE CONTROL DE CALIDAD
CLIENTE: SHOUGANG HIERRO PERU SAA
COD:PAC-CCI-01-00
PROYECTO: IMPLEMENTACION DEL POZO
LIZA N7 JAHUAY
Revisin : 0
Fecha: 08.01.2012
Pgina : 74 de 80
El tendido de cables ser precedido por una limpieza apropiada del conducto porta
cables mediante la aplicacin de ale comprimido. Si se requiere, pueden emplearse
un lubricante adecuado y un tipo de cable para ese efecto, para ayudar a meter los
cables dentro del conducto. Se seguir la recomendacin del fabricante para medir
la tensin mecnica soportada por los cables
3.7 PUESTA A TIERRA
El conductor de la malla de tierra ser cobre, 99.9% de pureza, temple blando,
trenzado, de los calibres indicados en los planos del proyecto.
Los tableros estarn conectados al sistema de puesta a tierra, conformado por un
conductor de cobre enterrado en un suelo con un valor de resistencia igual o menor a
5 ohm, previamente preparado con bentonita segn las indicaciones del producto.
La construccin del pozo de puesta a tierra se realizar como se muestra en el plano.
Todas las conexiones sern termosoldadas, de acuerdo con las instrucciones del
fabricante de los conectores. El cable ser desgrasado qumicamente y se encontrar
perfectamente seco antes de hacer las conexiones soldadas. Las conexiones de los
equipos se harn mediante ramales rectos y firmemente ajustados a los conectores de
los mismos, para asegurar conexiones de baja resistencia. Las conexiones sern
hechas en forma tal de disminuir al mnimo la posibilidad de ser daadas
mecnicamente durante la operacin o mantenimiento normal del equipo.
Se tomarn las precauciones del caso para asegurar que los moldes para soldadura
trmica (Cadweld o similar) estn secos antes de llevar a cabo la soldadura y que las
aberturas para los cables no hayan sido excesivamente desgastadas. Si las soldaduras
resultan porosas o hinchadas se rompern y se volvern hacer.
PLAN DE CONTROL DE CALIDAD
CLIENTE: SHOUGANG HIERRO PERU SAA
COD:PAC-CCI-01-00
PROYECTO: IMPLEMENTACION DEL POZO
LIZA N7 JAHUAY
Revisin : 0
Fecha: 08.01.2012
Pgina : 75 de 80
Todas las soldaduras sern inspeccionadas visualmente y mediante golpe de martillo.
No se aceptarn soldaduras defectuosas.
3.8 PRUEBAS
Antes de realizar las pruebas designadas para las piezas del equipo, se practicarn
pruebas en los circuitos para revisar la continuidad y aislamiento en dichos circuitos.
Las pruebas de lazos elctricos se activarn aplicando voltaje a una de las terminales
o derivacin. La respuesta consecutiva de frecuencia del voltaje modulado ser
analizada en las terminales conectadas.
Las pruebas se realizarn de acuerdo a lo establecido en las Especificaciones
Tcnicas de SHP
Las pruebas finales sern supervisadas por un representante del Cliente, quien ser
testigo de la calificacin de los resultados en los certificados emitidos en el acto.
3.9 PLANOS.
CEYCA SS.GG Y CONSTRUCCION controlara y verificara los planos emitidos por
Minera SHP .Por lo tanto CASTRO CONTRATISTA INGENIEROS SAC, podr
hacer sus consultas sobre cualquier detalle de la ingeniera del proyecto, de acuerdo a
los planos certificados establecidos por Minera SHP.
No est permitido realizar trabajos donde se planteen modificaciones y/o alteraciones y
que estos aun siendo planteados no hayan sido formalmente aprobados por ingeniera
de Minera SHP . La finalidad de la formalizacin es dar el tratamiento adecuado a los
cambios de ingeniera que pudieran existir y evitar costos de no calidad y extensin de
plazos no previstos.
PLAN DE CONTROL DE CALIDAD
CLIENTE: SHOUGANG HIERRO PERU SAA
COD:PAC-CCI-01-00
PROYECTO: IMPLEMENTACION DEL POZO
LIZA N7 JAHUAY
Revisin : 0
Fecha: 08.01.2012
Pgina : 76 de 80
PLAN DE CONTROL DE CALIDAD
CLIENTE: SHOUGANG HIERRO PERU SAA
COD:PAC-CCI-01-00
PROYECTO: IMPLEMENTACION DEL POZO
LIZA N7 JAHUAY
Revisin : 0
Fecha: 08.01.2012
Pgina : 77 de 80
8. TRABAJOS Y MATERIALES IMPERFECTOS
Cualquier trabajo o materiales proporcionados por CASTRO
CONTRATISTAS INGENIEROS SAC en estado imperfecto antes de la
aceptacin final del trabajo, o durante el perodo subsiguiente de garanta,
deber ser removido inmediatamente, inclusive si el supervisor no lo ha
detectado y lo ha considerado vlido para pago. Cualquier
equipo
materiales que sean rechazados por el supervisor se deben marcar, como
advertencia, y deben retirarse del sitio inmediatamente. As
mismo, deben
remplazarse con trabajo o materiales satisfactorios.
9.
ANEXOS
9.1.LISTA DE FORMATOS DE CONTROL DE CALIDAD
PARA EL PROYECTO
INSPECCION AL SISTEMA DE CONTROL CIVIL
DP-PQ-F-600-001 Inspeccin de suelos
DP-PQ-F-600-004 Verificacin topogrfica
DP-PQ-F-600-005 Inspeccin de excavacin, relleno y compactacin
INSPECCION AL SISTEMA DE CONTROL DE CONCRETO
DP-PQ-F-610-00301
Hoja de solicitud de vaciado de concreto
DP-PQ-F-610-00302
Inspeccin antes del vaciado de concreto
DP-PQ-F-610-00303
Tarjeta de vaciado de concreto
PLAN DE CONTROL DE CALIDAD
CLIENTE: SHOUGANG HIERRO PERU SAA
COD:PAC-CCI-01-00
PROYECTO: IMPLEMENTACION DEL POZO
LIZA N7 JAHUAY
Revisin : 0
Fecha: 08.01.2012
Pgina : 78 de 80
DP-PQ-F-610-00304
Inspeccin despus del vaciado de concreto
DP-PQ-F-610-004
Inspeccin de grout
DP-PQ-F-610-005
Inspeccin de acero de refuerzo
DP-PQ-F-610-006
Inspeccin de encofrado
DP-PQ-F-610-007
Inspeccin del curado de concreto
DP-PQ-F-610-008
Inspeccin de instalacin de pernos
INSPECCION AL SISTEMA DE CONTROL DE TUBERIAS
DP-PQ-F-650001
Registro de soldadores homologados en tuberas
DP-PQ-F-650002
Inspeccin visual de soldadura
DP-PQ-F-650003
Registro de ensayos radiogrficos o ultrasonido
DP-PQ-F-650004
Registro de reparaciones en ensayos radiogrficos o
ultrasonido
DP-PQ-F-650005
Registro de ensayos adicionales en radiografa o
ultrasonido
DP-PQ-F-650006
Inspeccin Pre-hidro para Post-hidro
DP-PQ-F-650007
Protocolo de torqueo de bridas
DP-PQ-F-650008
Protocolo de prueba hidrosttica en tuberas
DP-PQ-F-650009
Protocolo de limpieza interna en tuberas
PLAN DE CONTROL DE CALIDAD
CLIENTE: SHOUGANG HIERRO PERU SAA
COD:PAC-CCI-01-00
PROYECTO: IMPLEMENTACION DEL POZO
LIZA N7 JAHUAY
Revisin : 0
Fecha: 08.01.2012
Pgina : 79 de 80
INSPECCION DE PINTURA Y RECUBRIMIENTO
DP-PQ-F-680001
Inspeccin de pintado
ELECTRICOS:
DP-PQ-F-660-003 Inspeccin de tubera expuesta
DP-PQ-F-660-005 Inspeccin de tendido de cables
DP-PQ-F-660-018 Pruebas de continuidad de aterramiento (equipos no elctricos y
estructuras)
DP-PQ-F-660-019 Continuidad de conexin a tierra (equipos elctricos y barras)
DP-PQ-F-660-020 Prueba de resistencia de pozo a tierra / nodo de aterramiento
DP-PQ-F-660-022 Prueba de resistencia de aislamiento de cables de fuerza y
control
DP-PQ-F-660-023 Pruebas de aislamiento cables de instrumentacin
DP-PQ-F-660-035 Inspeccin de soldadura exotrmica
CALIBRACION Y CERTIFICACION DE EQUIPOS PARA PRUEBAS
PLAN DE CONTROL DE CALIDAD
CLIENTE: SHOUGANG HIERRO PERU SAA
COD:PAC-CCI-01-00
PROYECTO: IMPLEMENTACION DEL POZO
LIZA N7 JAHUAY
Revisin : 0
Fecha: 08.01.2012
Pgina : 80 de 80
Equipo topogrfico
Certificado de torqumetro
Certificado de medidor de espesor de pintura
Certificado del operador de UT
Certificado del equipo de UT
Certificado de calibracin de manmetros
Procedimiento de soldadura WPS
Registro de pre-calificacin PQR
9.2 LISTA DE PROCEDIMIENTO PARA OBRAS CIVILES.
- Procedimiento de habilitado de acero de refuerzo.
- Procedimiento de excavacin, relleno y compactacin.
- Procedimiento para vaciado de concreto
9.3 LISTA DE PROCEDIMIENTO PARA OBRAS ELECTROMECNICAS
- Procedimiento para prueba de presin.
- Procedimiento limpieza interna de tuberas
- Procedimiento de preparacin superficial y pintada
- Procedimiento para realizar prueba de adherencia de pintura.
Potrebbero piacerti anche
- Proyecto de Apertura de Huecos en FachadaDocumento100 pagineProyecto de Apertura de Huecos en FachadaMinerva MssNessuna valutazione finora
- Plan de CalidadDocumento19 paginePlan de CalidadJosé Lugo100% (3)
- Itp-Lim-04 Procedimiento Metal Base y Soldadura VTDocumento8 pagineItp-Lim-04 Procedimiento Metal Base y Soldadura VTmisaelza100% (1)
- Certificado de Calidad Mallas AcmasDocumento2 pagineCertificado de Calidad Mallas Acmaspaulino reyes100% (1)
- Plan de Inspeccion y Pruebas SCT Lib PteDocumento7 paginePlan de Inspeccion y Pruebas SCT Lib PteEdgar Hernández SaucedoNessuna valutazione finora
- Plan de Control de Calidad - SHPDocumento79 paginePlan de Control de Calidad - SHPJulio Ernesto Fernández Macedo100% (8)
- Comprobación y Megado de CablesDocumento8 pagineComprobación y Megado de CablesRicardo Valencia100% (3)
- Exposicion NutricionDocumento52 pagineExposicion NutricionJules Cesc100% (2)
- Plan de CalidadDocumento12 paginePlan de Calidadedcap2005Nessuna valutazione finora
- Planes de Calidad (Modo de Compatibilidad)Documento43 paginePlanes de Calidad (Modo de Compatibilidad)rafaelmateocabreraNessuna valutazione finora
- Plan de CalidadDocumento92 paginePlan de CalidadMaximo Biarrieta RodriguezNessuna valutazione finora
- Plan de Calidad Chilectra 2014Documento16 paginePlan de Calidad Chilectra 2014UnTalCristianOlivaresNessuna valutazione finora
- Plan de Gestion de Calidad Uni-2011-1Documento14 paginePlan de Gestion de Calidad Uni-2011-1roy_toledoNessuna valutazione finora
- Sia-C.20.004-1212-Qqp-7500-00 Plan de CalidadDocumento70 pagineSia-C.20.004-1212-Qqp-7500-00 Plan de CalidadKevin Gonzales100% (1)
- Plan de Calidad SteelserDocumento24 paginePlan de Calidad Steelserrogger_arturo100% (1)
- a01-CA-Acc-gcc-pr-03 Estructura de Dossier de Calidad de Completación Mecanica Rev B Comen B Colina Jun 16Documento14 paginea01-CA-Acc-gcc-pr-03 Estructura de Dossier de Calidad de Completación Mecanica Rev B Comen B Colina Jun 16Marvin William Montes CristoNessuna valutazione finora
- MANUAL DE CALIDAD ModifDocumento21 pagineMANUAL DE CALIDAD ModifJENNY RAMOSNessuna valutazione finora
- PR MA 00128 017desmantelamiento ValvulasDocumento6 paginePR MA 00128 017desmantelamiento Valvulasosito1214100% (2)
- Plan de Calidad Trabajo RonalDocumento48 paginePlan de Calidad Trabajo RonalDulcemariaAlvarescNessuna valutazione finora
- Modelo de Alcance Anexo A - Cosapi-Oim O1 HvacDocumento20 pagineModelo de Alcance Anexo A - Cosapi-Oim O1 HvacJose MeraNessuna valutazione finora
- Construccion Naval-Normas InternacionalesDocumento6 pagineConstruccion Naval-Normas InternacionalesYeicob PerezNessuna valutazione finora
- Metodología de Construcción 2Documento4 pagineMetodología de Construcción 2David BrownNessuna valutazione finora
- Gestión de Calidad: ProyectoDocumento33 pagineGestión de Calidad: Proyectodany alexanderNessuna valutazione finora
- Indice de Calidad ModDocumento6 pagineIndice de Calidad ModFranciscoRoberto Bravo MeleánNessuna valutazione finora
- STRACON GyM - Politica de CalidadDocumento1 paginaSTRACON GyM - Politica de CalidadGrover ContrerasNessuna valutazione finora
- Procedimiento de Elaboración Del Plan de Puntos de InspecciónDocumento4 pagineProcedimiento de Elaboración Del Plan de Puntos de InspecciónKevincho CalderónNessuna valutazione finora
- Sfm-Cs-19-01-Plan de Calidad SefemeDocumento12 pagineSfm-Cs-19-01-Plan de Calidad SefemeGabriel D. RodriguezNessuna valutazione finora
- Curso Inspección de Obras CivilesDocumento59 pagineCurso Inspección de Obras Civilesmariaux_alNessuna valutazione finora
- Plan de Control de Calidad para Un Proyecto de Construcción-3Documento3 paginePlan de Control de Calidad para Un Proyecto de Construcción-3Gerardo MedinaNessuna valutazione finora
- Ppi PCC40 300 S PR 002Documento1 paginaPpi PCC40 300 S PR 002Franco Saenz SolisNessuna valutazione finora
- ES-IO-007 Control de Torque 4Documento6 pagineES-IO-007 Control de Torque 4luisNessuna valutazione finora
- Procedimiento de Fabricacion de Enfierradura y Moldaje RefineriaDocumento16 pagineProcedimiento de Fabricacion de Enfierradura y Moldaje RefineriaUlises MarambiocNessuna valutazione finora
- Manual QC 2013Documento17 pagineManual QC 2013Oscar Huamàn Alva100% (1)
- Ficha Técnica AlcopalmeDocumento3 pagineFicha Técnica AlcopalmeBettyNessuna valutazione finora
- Plan de Calidad Con ObservacionesDocumento21 paginePlan de Calidad Con ObservacionesHenry Gonzalez100% (1)
- Plan de CalidadDocumento19 paginePlan de CalidadbaldeongomezNessuna valutazione finora
- Plan de Calidad Rev 00Documento31 paginePlan de Calidad Rev 00Manuel BustamanteNessuna valutazione finora
- Fabricacion y Montaje de Cañeria Acero CarbonoDocumento15 pagineFabricacion y Montaje de Cañeria Acero CarbonoheryrojasNessuna valutazione finora
- Plan de CalidadDocumento77 paginePlan de CalidadJuan Luis calderón moraNessuna valutazione finora
- Ppis 548 Qi Q 001 Plan de Inspeccion y EnsayosDocumento8 paginePpis 548 Qi Q 001 Plan de Inspeccion y EnsayosJoseph MezaNessuna valutazione finora
- CSM PTS 005 AndamiosDocumento46 pagineCSM PTS 005 AndamiosManuel José Rodríguez MillánNessuna valutazione finora
- P-CC-04 Pre-Colocacion, Colocacion y Post-Colocacion de Concreto Rev 2Documento10 pagineP-CC-04 Pre-Colocacion, Colocacion y Post-Colocacion de Concreto Rev 2UlisesNessuna valutazione finora
- 8costo de Calidad de Un ProyectoDocumento13 pagine8costo de Calidad de Un ProyectoRommel CazaNessuna valutazione finora
- PR-EnD-011 Inspección y Ensayo Por Ultrasonido Rev00Documento17 paginePR-EnD-011 Inspección y Ensayo Por Ultrasonido Rev00LUIS EDUARDO MEJIA JUAREZNessuna valutazione finora
- 01-Ppi-Plter-Plan de Inspección de Pruebas 02Documento3 pagine01-Ppi-Plter-Plan de Inspección de Pruebas 02Antonio SaldivarNessuna valutazione finora
- P CEI PEE Rev.01 - Prueba de Estanqueidad OKDocumento12 pagineP CEI PEE Rev.01 - Prueba de Estanqueidad OKManuel Tirado RodriguezNessuna valutazione finora
- Entrega Dossier QA-QCDocumento2 pagineEntrega Dossier QA-QCYegriss Alexander Peña BurelliNessuna valutazione finora
- Plan de Calidad-PozaDocumento54 paginePlan de Calidad-PozaCelca IngenierosNessuna valutazione finora
- Plan de CalidadDocumento7 paginePlan de CalidadeduinNessuna valutazione finora
- Mat-C.20.004-1212-Qpi-7500-0 Ppi Montajes de EstructurasDocumento4 pagineMat-C.20.004-1212-Qpi-7500-0 Ppi Montajes de EstructurasKevin GonzalesNessuna valutazione finora
- PN - I792921039-5PVX-0010QAC0001-RB (Plan de Gestión de Calidad)Documento34 paginePN - I792921039-5PVX-0010QAC0001-RB (Plan de Gestión de Calidad)Felipe CRNessuna valutazione finora
- SOPORTERIADocumento1 paginaSOPORTERIAJac Enzo Salazar CamposNessuna valutazione finora
- Montaje de TuberíasDocumento22 pagineMontaje de Tuberíasvrsalazar62Nessuna valutazione finora
- Control de Calidad en Obras CivilesDocumento4 pagineControl de Calidad en Obras CivilesNahomi NanireNessuna valutazione finora
- Proc. Montaje de Estructuras OkDocumento8 pagineProc. Montaje de Estructuras OkJesus CondoriNessuna valutazione finora
- Iso 9001 Modulo 8Documento61 pagineIso 9001 Modulo 8Jairo Arturo Ruiz Prtieto100% (1)
- Plan de Calidad ObraDocumento14 paginePlan de Calidad ObrajoseNessuna valutazione finora
- P-CAL-01 Control de Documentos Rev 07 PDFDocumento11 pagineP-CAL-01 Control de Documentos Rev 07 PDFjordan roco100% (1)
- Plan Aseguramiento CalidadDocumento19 paginePlan Aseguramiento CalidadEdgar Mauricio Martinez VelandiaNessuna valutazione finora
- Ejemplo de Plan de CalidadDocumento21 pagineEjemplo de Plan de CalidadJimy Moran100% (1)
- Plan de Control de Calidad SHPDocumento79 paginePlan de Control de Calidad SHPflavmedhotmailcomNessuna valutazione finora
- GTA Plan de Gestion CalidadDocumento9 pagineGTA Plan de Gestion Calidadcarlos sollerNessuna valutazione finora
- DS 081 2007 EM Ductos PDFDocumento115 pagineDS 081 2007 EM Ductos PDFMauricio FachinNessuna valutazione finora
- Bitacora de Mantenimiento de Maquinaria PesadaDocumento403 pagineBitacora de Mantenimiento de Maquinaria PesadaMauricio FachinNessuna valutazione finora
- Accidente Fatal en Practica Con ExtintoresDocumento11 pagineAccidente Fatal en Practica Con ExtintoresingencalidadNessuna valutazione finora
- Formato Verticalidad TanqueDocumento36 pagineFormato Verticalidad TanqueMauricio Fachin100% (1)
- Puente Independencia Del Rio OstutaDocumento15 paginePuente Independencia Del Rio OstutaErick Orozco FigueroaNessuna valutazione finora
- Sghh-Hse-005-2016 Politicas Hse y de CalidadDocumento6 pagineSghh-Hse-005-2016 Politicas Hse y de CalidadMauricio FachinNessuna valutazione finora
- HTIC XXX AD CO XXX Rev.5 Solicitud de CambioDocumento3 pagineHTIC XXX AD CO XXX Rev.5 Solicitud de CambioMauricio FachinNessuna valutazione finora
- DS 081 2007 EM Ductos PDFDocumento115 pagineDS 081 2007 EM Ductos PDFMauricio FachinNessuna valutazione finora
- Acta Liberacion Planchas de Fondo TanqueDocumento2 pagineActa Liberacion Planchas de Fondo TanqueMauricio FachinNessuna valutazione finora
- VisorDocs Ok 2Documento36 pagineVisorDocs Ok 2Mauricio FachinNessuna valutazione finora
- Copia de PE241Gv2 Funcionara Este NegocioDocumento9 pagineCopia de PE241Gv2 Funcionara Este NegocioMauricio FachinNessuna valutazione finora
- Lista MaestraDocumento6 pagineLista MaestraMauricio FachinNessuna valutazione finora
- Cómo Se Crea Una Sucursal de Empresa Extranjera en El PerúDocumento4 pagineCómo Se Crea Una Sucursal de Empresa Extranjera en El PerúMauricio FachinNessuna valutazione finora
- Liquidos PenetrantesDocumento100 pagineLiquidos PenetrantesLlv MaxNessuna valutazione finora
- Plan de ProyectoDocumento22 paginePlan de ProyectoMauricio FachinNessuna valutazione finora
- Edt Plan de Trabajo Manifold 10 SalidasDocumento3 pagineEdt Plan de Trabajo Manifold 10 SalidasMauricio FachinNessuna valutazione finora
- Scada ParaguayDocumento7 pagineScada ParaguayMauricio FachinNessuna valutazione finora
- 1A6004-7-AWC-6-IT-001Instructivo Trabajos de Replanteo Sistema de Válvulas de AlivioDocumento5 pagine1A6004-7-AWC-6-IT-001Instructivo Trabajos de Replanteo Sistema de Válvulas de AlivioMauricio FachinNessuna valutazione finora
- Acta Entrega Tina VictoryDocumento3 pagineActa Entrega Tina VictoryMauricio FachinNessuna valutazione finora
- Diseño de TanquesDocumento53 pagineDiseño de TanquesAndres RivadeneiraNessuna valutazione finora
- Formato PresupuestoDocumento8 pagineFormato PresupuestojopacameNessuna valutazione finora
- Guia - Expediente - Tecnico Eleboracion Infraestrucutra Deportiva PDFDocumento47 pagineGuia - Expediente - Tecnico Eleboracion Infraestrucutra Deportiva PDFMauricio FachinNessuna valutazione finora
- Cierre de ProyectoDocumento3 pagineCierre de ProyectoMauricio FachinNessuna valutazione finora
- Plan de Gestion de Calidad para Obra CivilDocumento8 paginePlan de Gestion de Calidad para Obra CivilMauricio FachinNessuna valutazione finora
- Acta Inicio ObraDocumento1 paginaActa Inicio ObraMauricio FachinNessuna valutazione finora
- Equipos de Termofusionr RhotmelsDocumento18 pagineEquipos de Termofusionr RhotmelsMauricio FachinNessuna valutazione finora
- Trabajo de PesticidasDocumento30 pagineTrabajo de PesticidasMauricio FachinNessuna valutazione finora
- EDTDocumento13 pagineEDTMauricio FachinNessuna valutazione finora
- Expo de Micro AmbientalDocumento32 pagineExpo de Micro AmbientalMauricio FachinNessuna valutazione finora
- Resultado de La Investigación y Recomendaciones - Bibiana BecerraDocumento9 pagineResultado de La Investigación y Recomendaciones - Bibiana Becerrasandra becerraNessuna valutazione finora
- RP Cta5 k14 FichaDocumento20 pagineRP Cta5 k14 Ficharosa luz100% (1)
- Plantas Nativas Del Perú MamaDocumento3 paginePlantas Nativas Del Perú MamaMarxzius100% (2)
- Estándares de Apoyo en Seguridad EléctricaDocumento42 pagineEstándares de Apoyo en Seguridad Eléctricajoseonofre26Nessuna valutazione finora
- To en Control Ambiental Actualizado 1Documento6 pagineTo en Control Ambiental Actualizado 1Juan ReyesNessuna valutazione finora
- Taller Convertidores CCaCCDocumento6 pagineTaller Convertidores CCaCCDavidAcevedoTrejosNessuna valutazione finora
- Comunicación para El Trabajo en EquipoDocumento9 pagineComunicación para El Trabajo en EquipoANDRES FELIPE SORIANO GUERRERONessuna valutazione finora
- Acto CarnalDocumento4 pagineActo CarnalAndres J. SanchezNessuna valutazione finora
- Algunas Propiedades Fisicas y Quimicas de Los Elementos de La TablaDocumento2 pagineAlgunas Propiedades Fisicas y Quimicas de Los Elementos de La TablaSuSanMartinezNessuna valutazione finora
- Un Poema Cristiano - Francisco GaramonaDocumento3 pagineUn Poema Cristiano - Francisco GaramonamartinlegonNessuna valutazione finora
- Informe de Laboratorio Farmacia MagistralDocumento12 pagineInforme de Laboratorio Farmacia MagistralJulian Rojas100% (1)
- Investigacion DocumentalDocumento6 pagineInvestigacion DocumentalkarinaNessuna valutazione finora
- ¿ Qué Es La Salud Mental ARREGLADODocumento2 pagine¿ Qué Es La Salud Mental ARREGLADOangel gracianiNessuna valutazione finora
- Cuadernillo Nivel Fonologico NT1Documento21 pagineCuadernillo Nivel Fonologico NT1paulinaburgosvasquezNessuna valutazione finora
- ConjugaciónDocumento56 pagineConjugaciónOmar PopocaNessuna valutazione finora
- Farmacologia de Los AntiparasitariosDocumento111 pagineFarmacologia de Los AntiparasitariosDEIVY FABIAN VARON MARTINEZ100% (1)
- Manual de Practicas de Laboratorio Del Sistema Nervioso Q1-2015Documento65 pagineManual de Practicas de Laboratorio Del Sistema Nervioso Q1-2015RogelioEucedaNessuna valutazione finora
- Luz en Las PlantasDocumento6 pagineLuz en Las Plantasjorge orozcoNessuna valutazione finora
- Informe 1 Determinacion de Hierro en Una Tableta VitaminicaDocumento12 pagineInforme 1 Determinacion de Hierro en Una Tableta VitaminicaAiled CrespoNessuna valutazione finora
- Guía N°1 - Introducción A La Transferencia de Calor PDFDocumento2 pagineGuía N°1 - Introducción A La Transferencia de Calor PDFDanny GomezNessuna valutazione finora
- Resumen PsicopatologiaDocumento11 pagineResumen PsicopatologiaVent OnlnNessuna valutazione finora
- INTERVENCIÓN Y PSICOTERAPIA EN CRISIS - Claudio Martínez - Abrio2020Documento18 pagineINTERVENCIÓN Y PSICOTERAPIA EN CRISIS - Claudio Martínez - Abrio2020maria emaNessuna valutazione finora
- Inmunopatología de Infecciones Virales.Documento17 pagineInmunopatología de Infecciones Virales.Kennya Mileidy Aquino YagualNessuna valutazione finora
- LS024Documento31 pagineLS024CARLOS EDUARDONessuna valutazione finora
- Apelacion Fallo Colpensiones Delia de PradaDocumento29 pagineApelacion Fallo Colpensiones Delia de PradaAlfredo CastanoNessuna valutazione finora
- 1455-2018 - FORMALIZACIÓN - VIOLENCIA FÍSICA y ARCHIVO PSICOLOGICODocumento9 pagine1455-2018 - FORMALIZACIÓN - VIOLENCIA FÍSICA y ARCHIVO PSICOLOGICOLuz :VNessuna valutazione finora
- Tarea 8 Ser Humano y Desarollo IsostenibleDocumento6 pagineTarea 8 Ser Humano y Desarollo IsostenibleChimbala100% (1)
- AntibióticosDocumento28 pagineAntibióticoslalore07Nessuna valutazione finora
- Propiedades Psicometricas Del Cuestionario de Agresividad Premeditada e Impulsiva en Adolescentes de Secundaria de MocheDocumento55 paginePropiedades Psicometricas Del Cuestionario de Agresividad Premeditada e Impulsiva en Adolescentes de Secundaria de MocheMartínng100% (1)