Potrebbero piacerti anche
- Spray Dryer PerryDocumento5 pagineSpray Dryer PerryLucas LopesNessuna valutazione finora
- Advanced Distillation Technologies: Design, Control and ApplicationsDa EverandAdvanced Distillation Technologies: Design, Control and ApplicationsNessuna valutazione finora
- Spray Dryer DesignDocumento24 pagineSpray Dryer DesignJan Benner83% (12)
- Lecture Note SprayDryerDocumento25 pagineLecture Note SprayDryerRiki Biswas100% (3)
- Spray Dryer PDFDocumento12 pagineSpray Dryer PDFAhmad Zaidi100% (1)
- Modelling and Control of A Spray Drying ProcessDocumento225 pagineModelling and Control of A Spray Drying ProcessAdrian García MoyanoNessuna valutazione finora
- Mechanism of Spray DryingDocumento10 pagineMechanism of Spray DryingpersonakelabuNessuna valutazione finora
- Spray Dry Manual: ©2005 BETE Fog Nozzle, IncDocumento25 pagineSpray Dry Manual: ©2005 BETE Fog Nozzle, IncDarwin Barra TorresNessuna valutazione finora
- Spray Dryer DesignDocumento38 pagineSpray Dryer DesignKamal Deshapriya96% (48)
- Spray DryerDocumento30 pagineSpray Dryerrajesh kumar100% (1)
- Spray Dryer Design for Diphenolic Acid ProductionDocumento17 pagineSpray Dryer Design for Diphenolic Acid ProductionIsaiah Paul G. Sacramento100% (1)
- Spray Drying Thesis 2014Documento394 pagineSpray Drying Thesis 2014Emily PresswoodNessuna valutazione finora
- Spray Drying Design and Operation Guide Under 40 CharactersDocumento24 pagineSpray Drying Design and Operation Guide Under 40 CharactersHOMAYOUN KHADIVINessuna valutazione finora
- Optimisation of Spray Drying ProcessDocumento8 pagineOptimisation of Spray Drying ProcessKusal Kanushka SuraweeraNessuna valutazione finora
- 328916782-Spray-Dryer-Design-UPDATED3 جدا جداDocumento14 pagine328916782-Spray-Dryer-Design-UPDATED3 جدا جداeidNessuna valutazione finora
- Agglomeration During Spray Drying Physical and Rehydration Properties of Whole Milk PDFDocumento35 pagineAgglomeration During Spray Drying Physical and Rehydration Properties of Whole Milk PDFmarmaduke32Nessuna valutazione finora
- Spray DryerDocumento21 pagineSpray Dryersundhar100% (3)
- Tall Form Spray Dryer by RichiezDocumento34 pagineTall Form Spray Dryer by RichiezRichard Obinna100% (1)
- Modulated drug release from spray dried mupirocin calcium microparticlesDocumento14 pagineModulated drug release from spray dried mupirocin calcium microparticleskunalprabhu148Nessuna valutazione finora
- Guide to SSP's Industrial DryersDocumento4 pagineGuide to SSP's Industrial Dryerskumar100% (1)
- Spray DryerDocumento10 pagineSpray DryerRana MubasherNessuna valutazione finora
- Design of Spray Dryer Used in Milk Industries - Process Equipment and DesignDocumento27 pagineDesign of Spray Dryer Used in Milk Industries - Process Equipment and DesignKhalil KallangodanNessuna valutazione finora
- Evaporator HandbookDocumento68 pagineEvaporator Handbookche_abdo100% (3)
- Schematic Diagram of Flash Dryer ProcessDocumento20 pagineSchematic Diagram of Flash Dryer ProcessKai Faheem100% (1)
- Niro Analytical Methods Allv2Documento103 pagineNiro Analytical Methods Allv2Vishal Vasantrao Bhagwat100% (1)
- Dryer HB 2ndDocumento80 pagineDryer HB 2ndmmmtswNessuna valutazione finora
- Gea Niro M: MOBILE MINOR™ Spray DryerDocumento6 pagineGea Niro M: MOBILE MINOR™ Spray DryerCh Foo0% (1)
- Nano Spray Dryer B-90 - Literature Review and ApplicationsDocumento8 pagineNano Spray Dryer B-90 - Literature Review and ApplicationsprinceamitNessuna valutazione finora
- Spray Drying TechnologyDocumento213 pagineSpray Drying Technologyjoelfloresanchez100% (3)
- Spray Dryer & Freeze DryerDocumento20 pagineSpray Dryer & Freeze DryerHaroon RahimNessuna valutazione finora
- Code of Practice FOR Sales and Engineering Process Plants and EquipmentDocumento3 pagineCode of Practice FOR Sales and Engineering Process Plants and EquipmentparapencarituhanNessuna valutazione finora
- Spray Drying TheoryDocumento36 pagineSpray Drying TheorySunday PaulNessuna valutazione finora
- 2010-Lecture 20-Spray Drying - Part I - Introduction and ComponentsDocumento30 pagine2010-Lecture 20-Spray Drying - Part I - Introduction and ComponentsHeartwin Amaladhas PushpadassNessuna valutazione finora
- The Benefits of Two-Stage DryingDocumento3 pagineThe Benefits of Two-Stage DryingAlexNessuna valutazione finora
- Nitincalculation Spray Dryer & HagDocumento5 pagineNitincalculation Spray Dryer & HagNITIN P SHAH100% (2)
- The Ins and Outs Indirect OrvinuDocumento8 pagineThe Ins and Outs Indirect OrvinusatishNessuna valutazione finora
- Application Guide - Spray DryingDocumento4 pagineApplication Guide - Spray DryingHassan FarazNessuna valutazione finora
- Spray DryingDocumento23 pagineSpray DryingclenglimNessuna valutazione finora
- Dryer Handbook - Second EditionDocumento60 pagineDryer Handbook - Second EditionyoquieroopinarNessuna valutazione finora
- DryersDocumento16 pagineDryersMohamed MaherNessuna valutazione finora
- Energy calculation and analysis tool for industrial dryersDocumento9 pagineEnergy calculation and analysis tool for industrial dryersAvijit Shaw100% (2)
- Sly Venturi ScrubberDocumento2 pagineSly Venturi Scrubberzguy360Nessuna valutazione finora
- Spray Dryer Modeling in Theory and Practice PDFDocumento34 pagineSpray Dryer Modeling in Theory and Practice PDFmarmaduke32Nessuna valutazione finora
- Introduction To Spray DryingDocumento20 pagineIntroduction To Spray DryingArkady DavidenkoNessuna valutazione finora
- DryerDocumento80 pagineDryerAaron Paulo Bernardo100% (2)
- Niro Sanitary Code For Components DesignDocumento10 pagineNiro Sanitary Code For Components DesignJignesh PandyaNessuna valutazione finora
- Fluidized Bed Dryer, Mass TransferDocumento12 pagineFluidized Bed Dryer, Mass TransferSaswiny RitchieNessuna valutazione finora
- A Simple Procedure For Design Spray DryerDocumento7 pagineA Simple Procedure For Design Spray DryerArielNessuna valutazione finora
- Small Scale Spray DryingDocumento16 pagineSmall Scale Spray DryingPanda Fozol100% (1)
- Dryer DesignDocumento39 pagineDryer DesignPrashanth Chidambaram75% (4)
- Gomez Mesias Alvarez 2016Documento12 pagineGomez Mesias Alvarez 2016jvchiqueNessuna valutazione finora
- Design of Gas Induction Reactors PDFDocumento32 pagineDesign of Gas Induction Reactors PDFRavindra V. LakhapatiNessuna valutazione finora
- Minerals Engineering: J. Yianatos, F. Contreras, P. Morales, F. Coddou, H. Elgueta, J. OrtízDocumento8 pagineMinerals Engineering: J. Yianatos, F. Contreras, P. Morales, F. Coddou, H. Elgueta, J. OrtízCristian Eduardo Ortega MoragaNessuna valutazione finora
- Effects of Superficial Gas Velocity and Fluid Property On The Hydrodynamic Performance of An Airlift Column With Alcohol SolutionDocumento9 pagineEffects of Superficial Gas Velocity and Fluid Property On The Hydrodynamic Performance of An Airlift Column With Alcohol SolutionhypermekoolNessuna valutazione finora
- Diseño de Un Sensor de Gas para ColumnasDocumento151 pagineDiseño de Un Sensor de Gas para ColumnasiznekcamNessuna valutazione finora
- Of Combustor Aerothermal Models: Assessment, Development, and ApplicationDocumento21 pagineOf Combustor Aerothermal Models: Assessment, Development, and Applicationmoresh85Nessuna valutazione finora
- A Generic Microstructure-Explicit Model of Creep IDocumento11 pagineA Generic Microstructure-Explicit Model of Creep IVenkatesh PandianNessuna valutazione finora
- Processes 07 00654 PDFDocumento21 pagineProcesses 07 00654 PDFRonak PanchalNessuna valutazione finora
- Critical ReviewDocumento3 pagineCritical Reviewashish24294Nessuna valutazione finora
- Prices Minerals IbmDocumento5 paginePrices Minerals Ibmashish24294Nessuna valutazione finora
- Phosphorus Pentachloride MSDSDocumento6 paginePhosphorus Pentachloride MSDSashish24294Nessuna valutazione finora
- Chemical Engineering MCQs SolvedDocumento20 pagineChemical Engineering MCQs Solvedashish24294100% (1)
- Chemicals & Petrochemicals Statistics at A Glance 2013Documento116 pagineChemicals & Petrochemicals Statistics at A Glance 2013ashish24294Nessuna valutazione finora
- Mass Transfer With KineticsDocumento89 pagineMass Transfer With Kineticsashish24294Nessuna valutazione finora
- Concepts of Experimental Design - SASDocumento34 pagineConcepts of Experimental Design - SASJustus K GatheruNessuna valutazione finora
- Directory of Chemicals Units (2012-13)Documento24 pagineDirectory of Chemicals Units (2012-13)rashidnyouNessuna valutazione finora
- IMYB 2011 QuartzDocumento31 pagineIMYB 2011 Quartzashish24294100% (1)
- Multistage Amplifiers NotesDocumento3 pagineMultistage Amplifiers Notesashish24294Nessuna valutazione finora
- Perancangan Dan Analisis Belt Conveyor Kapasitas 150 Ton/Jam Berdasarkan Standar CEMA Dan DIN 22101Documento9 paginePerancangan Dan Analisis Belt Conveyor Kapasitas 150 Ton/Jam Berdasarkan Standar CEMA Dan DIN 22101eko nurmawanNessuna valutazione finora
- Non-Reciprocal Phase TransitionsDocumento23 pagineNon-Reciprocal Phase TransitionsYongzheng SunNessuna valutazione finora
- Model Question: Third Semester M.Sc. (Physics)Documento1 paginaModel Question: Third Semester M.Sc. (Physics)Sagar RawalNessuna valutazione finora
- Vijay Gupta - Elements of Heat and Mass Transfer-New Age International Pub (2020)Documento565 pagineVijay Gupta - Elements of Heat and Mass Transfer-New Age International Pub (2020)Mustapha MellalNessuna valutazione finora
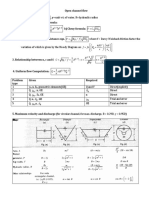
- Variation of Which Is Given by The Moody Diagram As:: V RS NDocumento3 pagineVariation of Which Is Given by The Moody Diagram As:: V RS NSathyamoorthy VenkateshNessuna valutazione finora
- Tutorial 11Documento3 pagineTutorial 11GouthamSolletiNessuna valutazione finora
- 15.1 Dispersion of LightDocumento16 pagine15.1 Dispersion of LightRecky LasutNessuna valutazione finora
- Physics of Fusion Power: Lecture 2: Lawson Criterion / Approaches To FusionDocumento35 paginePhysics of Fusion Power: Lecture 2: Lawson Criterion / Approaches To Fusionanasgi100% (1)
- Energy BalanceDocumento23 pagineEnergy BalanceElzubair EljaaliNessuna valutazione finora
- Balanced and Unbalanced Forces PDFDocumento3 pagineBalanced and Unbalanced Forces PDFCharo Nudo Pongasi100% (1)
- Cam Follower: Is A Rotating Machine ElementDocumento8 pagineCam Follower: Is A Rotating Machine Elementjagadeesh babu vadapalliNessuna valutazione finora
- Advances in Vertical Drains and Vacuum PreloadingDocumento53 pagineAdvances in Vertical Drains and Vacuum PreloadingNicole CarrilloNessuna valutazione finora
- January 2006 QP M1 EdexcelDocumento13 pagineJanuary 2006 QP M1 EdexcelOmar HashemNessuna valutazione finora
- Presentacion Star Seismic 2016Documento68 paginePresentacion Star Seismic 2016Rodrigo SilvaNessuna valutazione finora
- Kcet - Physics - 2014 Version Code: C-2: Wrong QuestionDocumento7 pagineKcet - Physics - 2014 Version Code: C-2: Wrong QuestionB GirishNessuna valutazione finora
- TWI Ultrasonic Inspection Coursework 2Documento4 pagineTWI Ultrasonic Inspection Coursework 2HassanSobohNessuna valutazione finora
- Second LawDocumento14 pagineSecond LawMetalAnand ChelliahNessuna valutazione finora
- Controlling an Inverted Pendulum on a CartDocumento14 pagineControlling an Inverted Pendulum on a CartRitesh YadavNessuna valutazione finora
- Comparing seismic codes of Japan, USA and IranDocumento11 pagineComparing seismic codes of Japan, USA and IranhazelfidNessuna valutazione finora
- D y N A M I C S C: Instruction Manual and Experiment Guide For The PASCO Scientific Model ME-9430Documento383 pagineD y N A M I C S C: Instruction Manual and Experiment Guide For The PASCO Scientific Model ME-9430Elzer Toro'Nessuna valutazione finora
- Ioana Presentation PDFDocumento10 pagineIoana Presentation PDFazairapolaNessuna valutazione finora
- C3 Trig Crib SheetDocumento2 pagineC3 Trig Crib Sheetsimirocks52Nessuna valutazione finora
- Damping Hibrid Stepper MotorDocumento8 pagineDamping Hibrid Stepper MotorMake_PicNessuna valutazione finora
- Module 1 - Introduction To FoundationDocumento73 pagineModule 1 - Introduction To FoundationKerwin BadmanNessuna valutazione finora
- TOS GRADE 7 3rd GRADINGDocumento1 paginaTOS GRADE 7 3rd GRADINGMELISSA MORENONessuna valutazione finora
- Flow Measurement: Standards Certification Education & Training Publishing Conferences & ExhibitsDocumento62 pagineFlow Measurement: Standards Certification Education & Training Publishing Conferences & ExhibitsNadim Ahmad Siddique100% (2)
- Rating of Cables On Riser Poles, in Trays, in Tunnels and Shafts-A Review PDFDocumento9 pagineRating of Cables On Riser Poles, in Trays, in Tunnels and Shafts-A Review PDFStefanos DiamantisNessuna valutazione finora
- Fluid Mechanics and Machinery Two Marks Questions & AnswersDocumento21 pagineFluid Mechanics and Machinery Two Marks Questions & AnswersmaivizhiNessuna valutazione finora
- Art of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionDa EverandArt of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionValutazione: 3 su 5 stelle3/5 (1)
- Land Divided by Law: The Yakama Indian Nation as Environmental History, 1840-1933Da EverandLand Divided by Law: The Yakama Indian Nation as Environmental History, 1840-1933Nessuna valutazione finora
- The Cyanide Canary: A True Story of InjusticeDa EverandThe Cyanide Canary: A True Story of InjusticeValutazione: 4 su 5 stelle4/5 (51)
- The Rights of Nature: A Legal Revolution That Could Save the WorldDa EverandThe Rights of Nature: A Legal Revolution That Could Save the WorldValutazione: 5 su 5 stelle5/5 (1)
- Environmental Education in Practice: Concepts and ApplicationsDa EverandEnvironmental Education in Practice: Concepts and ApplicationsNessuna valutazione finora
- 3rd Grade Science: Life Sciences in Eco Systems | Textbook EditionDa Everand3rd Grade Science: Life Sciences in Eco Systems | Textbook EditionNessuna valutazione finora
- Introduction to Ecology and Environmental Laws in IndiaDa EverandIntroduction to Ecology and Environmental Laws in IndiaNessuna valutazione finora
- Debunking Creation Myths about America's Public LandsDa EverandDebunking Creation Myths about America's Public LandsNessuna valutazione finora
- Ecosystem Facts That You Should Know - The Forests Edition - Nature Picture Books | Children's Nature BooksDa EverandEcosystem Facts That You Should Know - The Forests Edition - Nature Picture Books | Children's Nature BooksNessuna valutazione finora
- Introduction to Ecology and Environmental Laws in IndiaDa EverandIntroduction to Ecology and Environmental Laws in IndiaNessuna valutazione finora
- Principles of direct and superior responsibility in international humanitarian lawDa EverandPrinciples of direct and superior responsibility in international humanitarian lawNessuna valutazione finora
- Exposure: Poisoned Water, Corporate Greed, and One Lawyer's Twenty-Year Battle against DuPontDa EverandExposure: Poisoned Water, Corporate Greed, and One Lawyer's Twenty-Year Battle against DuPontValutazione: 4.5 su 5 stelle4.5/5 (9)
- Obstacles to Environmental Progress: A U.S. perspectiveDa EverandObstacles to Environmental Progress: A U.S. perspectiveNessuna valutazione finora
- Down to the Wire: Confronting Climate CollapseDa EverandDown to the Wire: Confronting Climate CollapseValutazione: 4.5 su 5 stelle4.5/5 (8)
- Reduce, Reuse and Recycle : The Secret to Environmental Sustainability : Environment Textbooks | Children's Environment BooksDa EverandReduce, Reuse and Recycle : The Secret to Environmental Sustainability : Environment Textbooks | Children's Environment BooksNessuna valutazione finora
- New Paradigms in Environmental Biomonitoring Using PlantsDa EverandNew Paradigms in Environmental Biomonitoring Using PlantsSupriya TiwariNessuna valutazione finora
- Stand Up That Mountain: The Battle to Save One Small Community in the Wilderness Along the Appalachian TrailDa EverandStand Up That Mountain: The Battle to Save One Small Community in the Wilderness Along the Appalachian TrailValutazione: 3 su 5 stelle3/5 (3)
- The Intersection of Intellectual Property Law and the “Green” Movement: RIPL’s Green Issue 2010Da EverandThe Intersection of Intellectual Property Law and the “Green” Movement: RIPL’s Green Issue 2010Valutazione: 5 su 5 stelle5/5 (2)
- Desperate: An Epic Battle for Clean Water and Justice in AppalachiaDa EverandDesperate: An Epic Battle for Clean Water and Justice in AppalachiaValutazione: 4 su 5 stelle4/5 (1)
- Climate Action Challenge: A Proven Plan for Launching Your Eco-Initiative in 90 DaysDa EverandClimate Action Challenge: A Proven Plan for Launching Your Eco-Initiative in 90 DaysNessuna valutazione finora
- Dawn at Mineral King Valley: The Sierra Club, the Disney Company, and the Rise of Environmental LawDa EverandDawn at Mineral King Valley: The Sierra Club, the Disney Company, and the Rise of Environmental LawValutazione: 4 su 5 stelle4/5 (334)
- The Monsanto Papers: Corruption of Science and Grievous Harm to Public HealthDa EverandThe Monsanto Papers: Corruption of Science and Grievous Harm to Public HealthValutazione: 5 su 5 stelle5/5 (1)