Potrebbero piacerti anche
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- 1 03 1estimatinggasturbineperformance 121129034449 Phpapp02Documento15 pagine1 03 1estimatinggasturbineperformance 121129034449 Phpapp02Adolfo Perez MonteroNessuna valutazione finora
- Fluid Flow Through Real PipesDocumento52 pagineFluid Flow Through Real PipesVitthal KhandagaleNessuna valutazione finora
- Citgo Petroleum Corporation Orifice Specification SheetsDocumento25 pagineCitgo Petroleum Corporation Orifice Specification SheetseshraghianNessuna valutazione finora
- Temperature SensorsTransmittersDocumento4 pagineTemperature SensorsTransmittersAdolfo Perez MonteroNessuna valutazione finora
- API Bottom Loading Coupler J0451 - USADocumento2 pagineAPI Bottom Loading Coupler J0451 - USAJavierfox98Nessuna valutazione finora
- Aspen Compressor DynamicsDocumento16 pagineAspen Compressor DynamicsflashkickerazarNessuna valutazione finora
- General Specification Multi-Turn Electric ActuatorsDocumento6 pagineGeneral Specification Multi-Turn Electric ActuatorsAdolfo Perez MonteroNessuna valutazione finora
- Api 14C / Iso 10418Documento1 paginaApi 14C / Iso 10418Adolfo Perez MonteroNessuna valutazione finora
- Ekwonu 2013 JestrDocumento4 pagineEkwonu 2013 JestrLuiz Roberto JuniorNessuna valutazione finora
- E-03.0) General Static-Mixing Customer Specification QuestionnaireDocumento2 pagineE-03.0) General Static-Mixing Customer Specification QuestionnaireimyourscinNessuna valutazione finora
- E-03.0) General Static-Mixing Customer Specification QuestionnaireDocumento6 pagineE-03.0) General Static-Mixing Customer Specification QuestionnaireWladimir Antonio Egurrola RomeroNessuna valutazione finora
- E-03.0) General Static-Mixing Customer Specification QuestionnaireDocumento2 pagineE-03.0) General Static-Mixing Customer Specification QuestionnaireimyourscinNessuna valutazione finora
- E-03.0) General Static-Mixing Customer Specification QuestionnaireDocumento6 pagineE-03.0) General Static-Mixing Customer Specification QuestionnaireWladimir Antonio Egurrola RomeroNessuna valutazione finora
- Static Mixer Bulletin 13Documento12 pagineStatic Mixer Bulletin 13Adolfo Perez MonteroNessuna valutazione finora
- Kenics KM Bulletin 825Documento2 pagineKenics KM Bulletin 825Adolfo Perez MonteroNessuna valutazione finora
- Compressor CurveDocumento2 pagineCompressor CurveAdolfo Perez MonteroNessuna valutazione finora
- API Standard Storage Tank Data Sheet Rev 0Documento3 pagineAPI Standard Storage Tank Data Sheet Rev 0Adolfo Perez MonteroNessuna valutazione finora
- 8140 PETROLEUM 10 Self Priming Centrifugal PumpDocumento8 pagine8140 PETROLEUM 10 Self Priming Centrifugal PumpRavi TejaNessuna valutazione finora
- Master Document MRB Index Rev RDocumento10 pagineMaster Document MRB Index Rev RAdolfo Perez MonteroNessuna valutazione finora
- Cairo University Petrochemical Engineering Flow Sheets LectureDocumento23 pagineCairo University Petrochemical Engineering Flow Sheets LectureAdolfo Perez MonteroNessuna valutazione finora
- Master Document MRB Index Rev RDocumento10 pagineMaster Document MRB Index Rev RAdolfo Perez MonteroNessuna valutazione finora
- Y Strainer CatalogDocumento2 pagineY Strainer CatalogLandung GumilangNessuna valutazione finora
- 8123 CHEMFLO 4 End Suction Centrifugal PumpDocumento8 pagine8123 CHEMFLO 4 End Suction Centrifugal PumpAdolfo Perez MonteroNessuna valutazione finora
- Digital Set-Stop Valve - FMC PDFDocumento6 pagineDigital Set-Stop Valve - FMC PDFmanjunath8685Nessuna valutazione finora
- Master Document MRB Index Rev RDocumento10 pagineMaster Document MRB Index Rev RAdolfo Perez MonteroNessuna valutazione finora
- Cairo University Petrochemical Engineering Flow Sheets LectureDocumento23 pagineCairo University Petrochemical Engineering Flow Sheets LectureAdolfo Perez MonteroNessuna valutazione finora
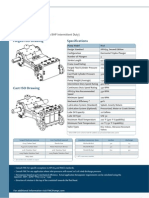
- Plunger Pump M18Documento4 paginePlunger Pump M18Pipe LopezNessuna valutazione finora
- VR23 10MDocumento6 pagineVR23 10MAdolfo Perez MonteroNessuna valutazione finora
- Controller Valve Model SS1 PO03026Documento4 pagineController Valve Model SS1 PO03026Adolfo Perez MonteroNessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (894)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Managing Change Leading TransitionsDocumento42 pagineManaging Change Leading TransitionsSecrets26Nessuna valutazione finora
- Background and Introduction of The ProblemDocumento48 pagineBackground and Introduction of The ProblemElizebethNessuna valutazione finora
- AufEx4 02 02Documento28 pagineAufEx4 02 02BSED SCIENCE 1ANessuna valutazione finora
- Solution To Information TheoryDocumento164 pagineSolution To Information Theorynbj_133% (3)
- Alignment To Content Standards Texas Ela Oct 2019Documento83 pagineAlignment To Content Standards Texas Ela Oct 2019mvm100% (1)
- Read Me Slave 2.1Documento7 pagineRead Me Slave 2.1Prasad VylaleNessuna valutazione finora
- 3rd Year-Industrial Training Letter SampleDocumento3 pagine3rd Year-Industrial Training Letter SampleSai GowthamNessuna valutazione finora
- Soal Biokim IDocumento9 pagineSoal Biokim INuraMalahayatiNessuna valutazione finora
- Welcome To Word GAN: Write Eloquently, With A Little HelpDocumento8 pagineWelcome To Word GAN: Write Eloquently, With A Little HelpAkbar MaulanaNessuna valutazione finora
- Standard Calibration Procedure Thermocouple Doc. No. Call/SCP/024 Rev. 00 May 01, 2015Documento4 pagineStandard Calibration Procedure Thermocouple Doc. No. Call/SCP/024 Rev. 00 May 01, 2015Ajlan KhanNessuna valutazione finora
- Handbook Fof Social MobilizationDocumento32 pagineHandbook Fof Social MobilizationAnith BaylisNessuna valutazione finora
- IEEE TRANSACTIONS ON COMMUNICATIONS, VOL. COM-34, NO. 5 , MAY 1986A BPSK/QPSK Timing-Error DetectorDocumento7 pagineIEEE TRANSACTIONS ON COMMUNICATIONS, VOL. COM-34, NO. 5 , MAY 1986A BPSK/QPSK Timing-Error DetectorFahmi MuradNessuna valutazione finora
- Lighthouse Case Study Solution GuideDocumento17 pagineLighthouse Case Study Solution Guidescon driumNessuna valutazione finora
- Chapter 1Documento9 pagineChapter 1Ibrahim A. MistrahNessuna valutazione finora
- 2 Reason Why I Like DoraemonDocumento2 pagine2 Reason Why I Like Doraemonpriyanka shafiraNessuna valutazione finora
- EssayDocumento2 pagineEssaySantoshKumarPatraNessuna valutazione finora
- Understanding PerformanceDocumento65 pagineUnderstanding PerformanceClaudia AfinekNessuna valutazione finora
- Eps-07 Eng PDFDocumento54 pagineEps-07 Eng PDFPrashant PatilNessuna valutazione finora
- AbDocumento13 pagineAbSk.Abdul NaveedNessuna valutazione finora
- Equipment BrochureDocumento60 pagineEquipment BrochureAmar BeheraNessuna valutazione finora
- Work From Home Policy LeadsquaredDocumento5 pagineWork From Home Policy LeadsquaredAnthonyNessuna valutazione finora
- Introduction To Literary TheoryDocumento3 pagineIntroduction To Literary TheoryAnil Pinto100% (4)
- Moon Phases 2023Documento2 pagineMoon Phases 2023Maira RodaNessuna valutazione finora
- Chrome FlagsDocumento12 pagineChrome Flagsmeraj1210% (1)
- Space Systems and Space Subsystems Fundamentals Course Sampler 140211082630 Phpapp02Documento42 pagineSpace Systems and Space Subsystems Fundamentals Course Sampler 140211082630 Phpapp02danielNessuna valutazione finora
- Amity International Business School Mba Ib: Production & Operations ManagementDocumento12 pagineAmity International Business School Mba Ib: Production & Operations ManagementSHIVAM JAINNessuna valutazione finora
- Fox Hunting - The Art of Dating and SeductionDocumento93 pagineFox Hunting - The Art of Dating and SeductionEdward Ashley Latimore100% (1)
- University of Leicester - Involving Your AudienceDocumento4 pagineUniversity of Leicester - Involving Your Audiencevalentina zabalaNessuna valutazione finora
- Leader 2Documento13 pagineLeader 2Abid100% (1)
- U.S. Copyright Renewals, 1962 January - June by U.S. Copyright OfficeDocumento471 pagineU.S. Copyright Renewals, 1962 January - June by U.S. Copyright OfficeGutenberg.orgNessuna valutazione finora