Potrebbero piacerti anche
- Weld Like a Pro: Beginning to Advanced TechniquesDa EverandWeld Like a Pro: Beginning to Advanced TechniquesValutazione: 4.5 su 5 stelle4.5/5 (6)
- Cmti 1228918957257618 1Documento32 pagineCmti 1228918957257618 1Nhan LeNessuna valutazione finora
- Hard Part Turning Fundamentals PDFDocumento26 pagineHard Part Turning Fundamentals PDFPrashant TalnikarNessuna valutazione finora
- Hard Turning of Hot Work Tool Steel (Dac10)Documento38 pagineHard Turning of Hot Work Tool Steel (Dac10)mohitkpatelNessuna valutazione finora
- Production Engineering: Jig and Tool DesignDa EverandProduction Engineering: Jig and Tool DesignValutazione: 4 su 5 stelle4/5 (9)
- Grinding: Delivered ToDocumento4 pagineGrinding: Delivered ToMohamedOmaraNessuna valutazione finora
- Spot Welding Interview Success: An Introduction to Spot WeldingDa EverandSpot Welding Interview Success: An Introduction to Spot WeldingNessuna valutazione finora
- Machined Components: S E C T I O N 4Documento10 pagineMachined Components: S E C T I O N 4solquihaNessuna valutazione finora
- Sitecollectiondocuments Downloads Global Brochures En-Gb C-2940-131Documento24 pagineSitecollectiondocuments Downloads Global Brochures En-Gb C-2940-131Rudra DasNessuna valutazione finora
- Investment Casting DataDocumento28 pagineInvestment Casting DataN.Palaniappan100% (1)
- Manufacturing Process Assignment 1Documento10 pagineManufacturing Process Assignment 1abhishek chibNessuna valutazione finora
- CBN Blade Tip AbradableDocumento8 pagineCBN Blade Tip Abradablebehtam2407Nessuna valutazione finora
- Chapter 1Documento45 pagineChapter 1idris_ali_7Nessuna valutazione finora
- Bearing Car Processing TechnologyDocumento31 pagineBearing Car Processing Technologyamiel cadelinaNessuna valutazione finora
- Amt NotesDocumento174 pagineAmt NotesAyush SinhaNessuna valutazione finora
- Case StudyDocumento49 pagineCase StudybachayadavNessuna valutazione finora
- Pneumatic Circit For Cylinder IiDocumento12 paginePneumatic Circit For Cylinder IiAjay NishadNessuna valutazione finora
- Sandvik Part - 1 PDFDocumento38 pagineSandvik Part - 1 PDFEliel AbadNessuna valutazione finora
- Design Guide For Forging SDocumento19 pagineDesign Guide For Forging Schidambaram kasiNessuna valutazione finora
- Materials For Rolling Bearing TechnologyDocumento29 pagineMaterials For Rolling Bearing TechnologyWayuNessuna valutazione finora
- Lecture 10Documento9 pagineLecture 10Ron JosephNessuna valutazione finora
- Casting Design: Cost Factors & ReductionDocumento7 pagineCasting Design: Cost Factors & ReductionSantosh DabholeNessuna valutazione finora
- 4 - Chapter 6 - 2-2 Cutting Tool Materials and Fluid - 22.6Documento27 pagine4 - Chapter 6 - 2-2 Cutting Tool Materials and Fluid - 22.6Fatin JoharNessuna valutazione finora
- Milling With Waterjet: Flow InternationalDocumento4 pagineMilling With Waterjet: Flow InternationalAadithiyanNessuna valutazione finora
- Hard Coating of Tool-Report PDFDocumento43 pagineHard Coating of Tool-Report PDFRam TejaNessuna valutazione finora
- Review On Machining Techniques: Dry Machining and Cryogenic MachiningDocumento7 pagineReview On Machining Techniques: Dry Machining and Cryogenic MachininghrishikeshNessuna valutazione finora
- MECH HIGH SPEED MACHINING HSM Report PDFDocumento16 pagineMECH HIGH SPEED MACHINING HSM Report PDFGRACY75% (4)
- Contents IMN June 08Documento3 pagineContents IMN June 08Dirgantara Noor InsandamudaNessuna valutazione finora
- Powder Met CH 1Documento28 paginePowder Met CH 1thomasvictor2005Nessuna valutazione finora
- Casting DefectDocumento5 pagineCasting DefectSaurabhNessuna valutazione finora
- Training at CaparoDocumento36 pagineTraining at Caparopilaniabhupesh_81404Nessuna valutazione finora
- Mapal News 2013 enDocumento20 pagineMapal News 2013 ensivanesanmailNessuna valutazione finora
- Chapter 2Documento11 pagineChapter 2surjitNessuna valutazione finora
- Mold Machining Methods, Part 1Documento22 pagineMold Machining Methods, Part 1Edenilson FadekNessuna valutazione finora
- The Possibilities and Limitations of Dry Machining by Dr. Neil CanterDocumento6 pagineThe Possibilities and Limitations of Dry Machining by Dr. Neil CanterpptmnltNessuna valutazione finora
- Reconfigurable Machine Tool: CNC Machine For Milling, Grinding and PolishingDocumento7 pagineReconfigurable Machine Tool: CNC Machine For Milling, Grinding and PolishingArif NurhasanNessuna valutazione finora
- Parts Cut To Length: Ted SlezakDocumento8 pagineParts Cut To Length: Ted SlezaksolquihaNessuna valutazione finora
- DryijftjvDocumento35 pagineDryijftjv047 Karunakaran MNessuna valutazione finora
- Mickelson, Dale - Guide To Hard Milling and High Speed Machining (2007, Industrial Press)Documento251 pagineMickelson, Dale - Guide To Hard Milling and High Speed Machining (2007, Industrial Press)ResearchAssocNessuna valutazione finora
- 20119101surendra bareth-TERM PROJECT MFSCDocumento8 pagine20119101surendra bareth-TERM PROJECT MFSC9101 surendra BarethNessuna valutazione finora
- Mae 1652Documento25 pagineMae 1652Kaustubh JoshiNessuna valutazione finora
- Hobbing 0406Documento6 pagineHobbing 0406feni4kaNessuna valutazione finora
- Modern Machining Process: Chapter Written by Luis Norberto LOPEZ DE LACALLE, Joaquim DE CIURANA and Tugrul ÖZELDocumento16 pagineModern Machining Process: Chapter Written by Luis Norberto LOPEZ DE LACALLE, Joaquim DE CIURANA and Tugrul ÖZELKlinsmann MatthewNessuna valutazione finora
- Gravity Die CastingDocumento30 pagineGravity Die Castingwebmash100% (2)
- 19FTM14. 4D High Pressure Gas Quenching - A Leap in Performance vs. Press QuenchingDocumento1 pagina19FTM14. 4D High Pressure Gas Quenching - A Leap in Performance vs. Press QuenchinggioNessuna valutazione finora
- Metallurgy in The Automotive IndustryDocumento29 pagineMetallurgy in The Automotive IndustryOlivier BaertNessuna valutazione finora
- Welding, Soldering, and Brazing WorkersDocumento10 pagineWelding, Soldering, and Brazing WorkersversleNessuna valutazione finora
- Falk Coupling SGDocumento16 pagineFalk Coupling SGJorge Ernesto PinzonNessuna valutazione finora
- Duratomic TP Brochure GT15-214 PDFDocumento24 pagineDuratomic TP Brochure GT15-214 PDFDeysi CardenasNessuna valutazione finora
- Industrial Internship ReportDocumento37 pagineIndustrial Internship ReportShubham AaskeNessuna valutazione finora
- A-12-03005 KMT KBH20 MetricDocumento18 pagineA-12-03005 KMT KBH20 Metriclopesinho2010Nessuna valutazione finora
- Aluminum MIC-6 PDFDocumento8 pagineAluminum MIC-6 PDFanon_987801401Nessuna valutazione finora
- Class Notes ManufacturingDocumento13 pagineClass Notes ManufacturingRajangam VeeruchinnanNessuna valutazione finora
- Hardinge Super Precision Turning EbookDocumento13 pagineHardinge Super Precision Turning EbookAli KhubbakhtNessuna valutazione finora
- DR KAISER Grinding WheelsDocumento20 pagineDR KAISER Grinding Wheelsnestor333Nessuna valutazione finora
- Manufacturing Machines and ToolsDocumento5 pagineManufacturing Machines and Tools2K18/ME/237 UJJWAL BHARTINessuna valutazione finora
- Mee4001-Tool Design Latest Developments On Cutting Tools and Coatings Name:Shrey S Jain REGNO:18BME1225 Faculty:Dr. Umasankar Slot:F1Documento13 pagineMee4001-Tool Design Latest Developments On Cutting Tools and Coatings Name:Shrey S Jain REGNO:18BME1225 Faculty:Dr. Umasankar Slot:F1Shrey JainNessuna valutazione finora
- Journal - Sumith Cool 3ma19srDocumento8 pagineJournal - Sumith Cool 3ma19srprasanth kumarNessuna valutazione finora
- Optimizing Vehicle NVH Characteristics For Driveline Integration PDFDocumento15 pagineOptimizing Vehicle NVH Characteristics For Driveline Integration PDFCosmin ConstantinescuNessuna valutazione finora
- Thoi Chai PDFDocumento6 pagineThoi Chai PDFNhan LeNessuna valutazione finora
- 4 Sheet Metal Forming Simulations For HeavyDocumento8 pagine4 Sheet Metal Forming Simulations For HeavyNhan LeNessuna valutazione finora
- Dynamic Stability of Shaft Inerconnected Through Joint PDFDocumento9 pagineDynamic Stability of Shaft Inerconnected Through Joint PDFNhan LeNessuna valutazione finora
- Thoi ChaiDocumento6 pagineThoi ChaiNhan LeNessuna valutazione finora
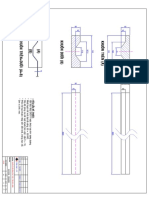
- Ban Ve Khuon Chan Thep Day 4mmDocumento1 paginaBan Ve Khuon Chan Thep Day 4mmNhan LeNessuna valutazione finora
- Injection Moulding BasicsDocumento27 pagineInjection Moulding Basicsmrriassaty100% (1)
- Using Limiting DrawDocumento2 pagineUsing Limiting DrawNhan LeNessuna valutazione finora
- Stamping Fea Model Input ReviewDocumento20 pagineStamping Fea Model Input ReviewNhan LeNessuna valutazione finora
- Optimization of Process Parameters of Stamping FormingDocumento10 pagineOptimization of Process Parameters of Stamping FormingNhan LeNessuna valutazione finora
- Motor StatorDocumento6 pagineMotor StatorNhan LeNessuna valutazione finora
- MFG Tooling - 10 Prog Tools-2 PDFDocumento11 pagineMFG Tooling - 10 Prog Tools-2 PDFFlo FlorinNessuna valutazione finora
- The Influence of Sheet ThicknessDocumento53 pagineThe Influence of Sheet ThicknessNhan LeNessuna valutazione finora
- PAMSTAMP2G Examplesmanual USDocumento20 paginePAMSTAMP2G Examplesmanual USNhan LeNessuna valutazione finora
- Analysis of Springback in Flanging ProcessDocumento8 pagineAnalysis of Springback in Flanging ProcessNhan LeNessuna valutazione finora
- AAM Manufacturing 3 FormingDocumento96 pagineAAM Manufacturing 3 FormingNhan LeNessuna valutazione finora
- 17 TiszaM.2013 RecentDevelopmentTrendsDocumento16 pagine17 TiszaM.2013 RecentDevelopmentTrendsNhan LeNessuna valutazione finora
- Ảnh Hưởng Lòng Khuôn Đến Sp Dập VuốtDocumento12 pagineẢnh Hưởng Lòng Khuôn Đến Sp Dập VuốtNhan LeNessuna valutazione finora
- Stamping Parts and ComponentsDocumento24 pagineStamping Parts and ComponentsNhan LeNessuna valutazione finora
- Autoform Analysis in Sheet Metal FormingDocumento15 pagineAutoform Analysis in Sheet Metal FormingNhan LeNessuna valutazione finora
- Luận Văn Dập Vuốt - 2015Documento9 pagineLuận Văn Dập Vuốt - 2015Nhan LeNessuna valutazione finora
- Automotive Applications StampingDocumento93 pagineAutomotive Applications StampingNhan LeNessuna valutazione finora
- KaongaDocumento97 pagineKaongaNhan LeNessuna valutazione finora
- Materials ProcessesDocumento31 pagineMaterials ProcessesNhan LeNessuna valutazione finora
- Production of Pulley Used in AutomobileDocumento15 pagineProduction of Pulley Used in AutomobileNhan LeNessuna valutazione finora
- Material Properties That Affect Sheet Metal FormabilityDocumento24 pagineMaterial Properties That Affect Sheet Metal FormabilityNhan LeNessuna valutazione finora
- Friction CoefficientDocumento4 pagineFriction CoefficientNhan LeNessuna valutazione finora
- Generative Shape Design PDFDocumento173 pagineGenerative Shape Design PDFNhan LeNessuna valutazione finora
- Boiling Point Pure SubstanceDocumento20 pagineBoiling Point Pure SubstanceJay AlbaytarNessuna valutazione finora
- EPRI Cycle Chemistry Upsets During OperationDocumento42 pagineEPRI Cycle Chemistry Upsets During OperationTrầnĐạtNessuna valutazione finora
- OxF125 SignedDocumento6 pagineOxF125 SignedJOSE ABADNessuna valutazione finora
- 1.1 Expansive SoilDocumento9 pagine1.1 Expansive SoilYatin JethiNessuna valutazione finora
- Laine Tall 2013Documento11 pagineLaine Tall 2013Fadel Muhammad Arraiza FarhanNessuna valutazione finora
- Motion in A Straight Line PDFDocumento32 pagineMotion in A Straight Line PDFRohit SharmaNessuna valutazione finora
- Concrete Mathematics: A Foundation For Computer Science: Articles You May Be Interested inDocumento3 pagineConcrete Mathematics: A Foundation For Computer Science: Articles You May Be Interested inmaruns004Nessuna valutazione finora
- Study On Mechanical Properties of Concrete On Partial Replacement of Fine Aggregate With Copper Slag and Granite PowderDocumento4 pagineStudy On Mechanical Properties of Concrete On Partial Replacement of Fine Aggregate With Copper Slag and Granite PowderIJIRST100% (1)
- Price Schedule Wapcos Limited Quoting Sheet For The Bidder: Description of Work Unit QuantityDocumento2 paginePrice Schedule Wapcos Limited Quoting Sheet For The Bidder: Description of Work Unit QuantityBidyut Senapati - WAPCOSNessuna valutazione finora
- At N.p.c.i.l., RawatbhataDocumento30 pagineAt N.p.c.i.l., RawatbhataDevendra SharmaNessuna valutazione finora
- Bearing Basics For Gas-Industry Screw CompressorsDocumento5 pagineBearing Basics For Gas-Industry Screw CompressorsDayo IdowuNessuna valutazione finora
- Tos 2ND and 3RD Periodical Test Science 8 Tom DS 1Documento5 pagineTos 2ND and 3RD Periodical Test Science 8 Tom DS 1Aileen TorioNessuna valutazione finora
- Physico-Thermal Properties of Cashew Nut Shells: A. P. Chaudhari and N. J. ThakorDocumento11 paginePhysico-Thermal Properties of Cashew Nut Shells: A. P. Chaudhari and N. J. ThakorMahendra KumarNessuna valutazione finora
- Mankenberg Float ValvesDocumento28 pagineMankenberg Float ValvescartarNessuna valutazione finora
- Calculating The System HeadDocumento9 pagineCalculating The System HeadSam Wing HongNessuna valutazione finora
- Laboratory Report - EvaporationDocumento14 pagineLaboratory Report - EvaporationWayne Tandingan0% (1)
- Institute of Seismological Research, Gandhinagar: "SAR Measurements For Earthquake Studies in India"Documento16 pagineInstitute of Seismological Research, Gandhinagar: "SAR Measurements For Earthquake Studies in India"Santhosh Kumar BaswaNessuna valutazione finora
- 1 - Hand Tool Ergonomics - Tool DesignDocumento51 pagine1 - Hand Tool Ergonomics - Tool Designwandira_121Nessuna valutazione finora
- Lighting ModuleDocumento133 pagineLighting ModulePrashanth KochuveetilNessuna valutazione finora
- Applied SciencesDocumento25 pagineApplied SciencesMario BarbarossaNessuna valutazione finora
- Heatcraft BN PDFDocumento44 pagineHeatcraft BN PDFDavid GironNessuna valutazione finora
- F5 KSSM Tutorial 1.1 (Force and Motion Ii)Documento13 pagineF5 KSSM Tutorial 1.1 (Force and Motion Ii)Alia Qistina Mara KasmedeeNessuna valutazione finora
- Firewater Hydraulic Study Report Detailed Engineering Design Oml-24 Crude Storage Tanks and De-Watering ProjectDocumento22 pagineFirewater Hydraulic Study Report Detailed Engineering Design Oml-24 Crude Storage Tanks and De-Watering ProjectPatrick AyanNessuna valutazione finora
- An Improved Calculation of The Mass For The Resonant Spring PendulumDocumento11 pagineAn Improved Calculation of The Mass For The Resonant Spring PendulumJuanCruzFortunattiNessuna valutazione finora
- Per g26 Pub 32704 Touchstone AssessmentQPHTMLMode1 32704O236 32704O236S10D1795 17060852160988057 JC1601372310008 32704O236S10D1795E1.html#Documento37 paginePer g26 Pub 32704 Touchstone AssessmentQPHTMLMode1 32704O236 32704O236S10D1795 17060852160988057 JC1601372310008 32704O236S10D1795E1.html#Sandip pawarNessuna valutazione finora
- Visible Emission of Hydrogen FlamesDocumento8 pagineVisible Emission of Hydrogen FlamesgajodharlauduNessuna valutazione finora
- AdventureDocumento2 pagineAdventureAanya NarayanNessuna valutazione finora
- Hardness Test BlocksDocumento2 pagineHardness Test BlocksAvijit DebnathNessuna valutazione finora
- MS9483CDocumento6 pagineMS9483CBryan MartinezNessuna valutazione finora
- Directions Sense Quiz 12Documento16 pagineDirections Sense Quiz 12Arijit GhoshNessuna valutazione finora
- Transformed: Moving to the Product Operating ModelDa EverandTransformed: Moving to the Product Operating ModelValutazione: 4 su 5 stelle4/5 (1)
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tDa EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tValutazione: 4.5 su 5 stelle4.5/5 (27)
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureDa EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureValutazione: 4.5 su 5 stelle4.5/5 (2)
- Design for How People Think: Using Brain Science to Build Better ProductsDa EverandDesign for How People Think: Using Brain Science to Build Better ProductsValutazione: 4 su 5 stelle4/5 (8)
- Analog Design and Simulation Using OrCAD Capture and PSpiceDa EverandAnalog Design and Simulation Using OrCAD Capture and PSpiceNessuna valutazione finora
- Articulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceDa EverandArticulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceValutazione: 4 su 5 stelle4/5 (19)
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsDa EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsNessuna valutazione finora
- The Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneDa EverandThe Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneValutazione: 4.5 su 5 stelle4.5/5 (5)
- 507 Mechanical Movements: Mechanisms and DevicesDa Everand507 Mechanical Movements: Mechanisms and DevicesValutazione: 4 su 5 stelle4/5 (28)
- The Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsDa EverandThe Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsValutazione: 5 su 5 stelle5/5 (1)
- Heat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersDa EverandHeat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersValutazione: 4 su 5 stelle4/5 (13)
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchDa EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchValutazione: 4 su 5 stelle4/5 (10)
- UX: Simple and Effective Methods for Designing UX Great Products Using UX Programming TheoriesDa EverandUX: Simple and Effective Methods for Designing UX Great Products Using UX Programming TheoriesNessuna valutazione finora
- Laws of UX: Using Psychology to Design Better Products & ServicesDa EverandLaws of UX: Using Psychology to Design Better Products & ServicesValutazione: 5 su 5 stelle5/5 (9)
- Interfacing PIC Microcontrollers: Embedded Design by Interactive SimulationDa EverandInterfacing PIC Microcontrollers: Embedded Design by Interactive SimulationNessuna valutazione finora
- The Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsDa EverandThe Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsNessuna valutazione finora
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableDa EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginableNessuna valutazione finora
- Dynamic Aquaria: Building Living EcosystemsDa EverandDynamic Aquaria: Building Living EcosystemsValutazione: 4 su 5 stelle4/5 (4)
- Understanding Automotive Electronics: An Engineering PerspectiveDa EverandUnderstanding Automotive Electronics: An Engineering PerspectiveValutazione: 3.5 su 5 stelle3.5/5 (16)