Potrebbero piacerti anche
- Production Gas Carburising: The Pergamon Materials Engineering Practice SeriesDa EverandProduction Gas Carburising: The Pergamon Materials Engineering Practice SeriesNessuna valutazione finora
- GM Aw and GT Aw ConsumablesDocumento118 pagineGM Aw and GT Aw Consumablessepe00Nessuna valutazione finora
- American Welding Society (AWS) Standards: Code DescriptionDocumento7 pagineAmerican Welding Society (AWS) Standards: Code DescriptionZainudinNessuna valutazione finora
- Weight Optimization of Tie Rod Using FEMDocumento4 pagineWeight Optimization of Tie Rod Using FEMInternational Journal of Innovations in Engineering and ScienceNessuna valutazione finora
- Top Down Master ModelDocumento6 pagineTop Down Master Modelarturojimenez72Nessuna valutazione finora
- ASSEMBLY, Layers, Parameters PPSXDocumento27 pagineASSEMBLY, Layers, Parameters PPSXPrateek ChakrabortyNessuna valutazione finora
- Part Modeling Best PracticesDocumento3 paginePart Modeling Best PracticesBryan BritoNessuna valutazione finora
- 21 Tutorial Bielle enDocumento10 pagine21 Tutorial Bielle enguilhermeNessuna valutazione finora
- Siemens NX11 Tutorials The Angled PartDocumento16 pagineSiemens NX11 Tutorials The Angled PartGonzalo AnzaldoNessuna valutazione finora
- NX Assign Material PropertiesDocumento54 pagineNX Assign Material PropertiesbiondavNessuna valutazione finora
- Böhler Folder Strip Cladding EN WEB PDFDocumento0 pagineBöhler Folder Strip Cladding EN WEB PDFCarlos Bermejo AlvarezNessuna valutazione finora
- Step by Step NX Open C++ Introduction - Cad Cam Development PDFDocumento6 pagineStep by Step NX Open C++ Introduction - Cad Cam Development PDFLuu Duc HopNessuna valutazione finora
- NX Programming NetDocumento3 pagineNX Programming NetAlfombras Lloveras100% (1)
- OneSteel Steel Pipe Final LoResDocumento24 pagineOneSteel Steel Pipe Final LoResPhilip TeakleNessuna valutazione finora
- Finite Element Analysis of Butterfly Valve Disc IJERTV2IS70790Documento6 pagineFinite Element Analysis of Butterfly Valve Disc IJERTV2IS70790Aswaja313Nessuna valutazione finora
- Index AwsDocumento1 paginaIndex AwsRaul2307Nessuna valutazione finora
- 3D FEA Simulations in MachiningDocumento95 pagine3D FEA Simulations in MachiningAyman TamimNessuna valutazione finora
- Stress Intensifiyer in Tanks 01Documento22 pagineStress Intensifiyer in Tanks 01gechaves1Nessuna valutazione finora
- ANSYS17.0 NCode Standard Online Training L2Documento11 pagineANSYS17.0 NCode Standard Online Training L2sergiogigiaNessuna valutazione finora
- Stellite 21 DatasheetDocumento2 pagineStellite 21 Datasheetapply19842371100% (3)
- Adams 2020 Adams View Command User GuideDocumento2.184 pagineAdams 2020 Adams View Command User GuideManoj SinghNessuna valutazione finora
- Alform 700 MCDocumento9 pagineAlform 700 MCCarlos Nombela PalaciosNessuna valutazione finora
- Abaqus Adaptive MeshingDocumento13 pagineAbaqus Adaptive MeshingpaivensolidsnakeNessuna valutazione finora
- CFD-ACE+ CFD View TutorialDocumento17 pagineCFD-ACE+ CFD View TutorialTiffany RileyNessuna valutazione finora
- NX Tutorial Drafting enDocumento4 pagineNX Tutorial Drafting enJag VrNessuna valutazione finora
- Design and Analysis of Industrial Ball Valve Using Computational Fluid DynamicsDocumento7 pagineDesign and Analysis of Industrial Ball Valve Using Computational Fluid DynamicsPradeep AdsareNessuna valutazione finora
- IRC5-Rapid Reference Part1B 3HAC16581-1 RevB en Part1b LibraryDocumento380 pagineIRC5-Rapid Reference Part1B 3HAC16581-1 RevB en Part1b Librarymauro_ricardo_sNessuna valutazione finora
- Superlite: Superlite Asbestos Free Gp-150Documento4 pagineSuperlite: Superlite Asbestos Free Gp-150blahblahNessuna valutazione finora
- Introduction To Abaqus Scripting (ABAQUS)Documento19 pagineIntroduction To Abaqus Scripting (ABAQUS)Mario AmellNessuna valutazione finora
- BoilerTubes - TechnitubeDocumento24 pagineBoilerTubes - TechnitubeMMPAPNessuna valutazione finora
- Analysis Methods For Fatigue of Welds: Jeff Mentley HBM - Ncode ProductsDocumento52 pagineAnalysis Methods For Fatigue of Welds: Jeff Mentley HBM - Ncode ProductsEvelin StefanovNessuna valutazione finora
- DM-Intro 15.0 WS-3.2 DesignModeler SketchingDocumento41 pagineDM-Intro 15.0 WS-3.2 DesignModeler SketchinghaziqNessuna valutazione finora
- NX Nastran Advanced Nonlinear - Solution 601-701Documento3 pagineNX Nastran Advanced Nonlinear - Solution 601-701Rubén GabrielNessuna valutazione finora
- Kitz Carbon and Stainless Steel Floating Ball ValvesDocumento160 pagineKitz Carbon and Stainless Steel Floating Ball ValvesAnonymous 1880JHcGNessuna valutazione finora
- Flexible Reporting: User'S Manual For Using The Protocoldesigner in Geopak and Cat1000SDocumento122 pagineFlexible Reporting: User'S Manual For Using The Protocoldesigner in Geopak and Cat1000Scmm5477Nessuna valutazione finora
- 3D FEM of Welding Process Using Element Birth & Element Movement TechniquesDocumento7 pagine3D FEM of Welding Process Using Element Birth & Element Movement TechniquesDebabrata PodderNessuna valutazione finora
- PADT Webinar Series: An Example of Moving Mesh Modeling of A ValveDocumento20 paginePADT Webinar Series: An Example of Moving Mesh Modeling of A ValvevahidssNessuna valutazione finora
- Plain Bearings Made From Engineering PlasticsDocumento44 paginePlain Bearings Made From Engineering PlasticsJani LahdelmaNessuna valutazione finora
- Canlin Castings - Cast Iron GradesDocumento2 pagineCanlin Castings - Cast Iron GradeshooijschuurNessuna valutazione finora
- IIW - International Institute of WeldingDocumento3 pagineIIW - International Institute of WeldingNilesh MistryNessuna valutazione finora
- Norme For WeldingDocumento3 pagineNorme For Weldingsirambo1Nessuna valutazione finora
- Air Flow Analysis For Defroster and Ventilation System of A Passanger CarDocumento4 pagineAir Flow Analysis For Defroster and Ventilation System of A Passanger CarSai PatilNessuna valutazione finora
- GS52Documento3 pagineGS52S.Hasan MirasadiNessuna valutazione finora
- Permas ContactDocumento14 paginePermas ContactvenkyNessuna valutazione finora
- 440C 1Documento4 pagine440C 1svk1234Nessuna valutazione finora
- FLOW 3D Cast Brochure PDFDocumento15 pagineFLOW 3D Cast Brochure PDFHamidAffandyNessuna valutazione finora
- Williamsons PluGDocumento3 pagineWilliamsons PluGSARATH KRISHNAKUMARNessuna valutazione finora
- Cost Reduction and Light Weighting (BIW)Documento25 pagineCost Reduction and Light Weighting (BIW)tran hungNessuna valutazione finora
- Numerical Analysis - I. Jacques and C. Judd PDFDocumento109 pagineNumerical Analysis - I. Jacques and C. Judd PDFMaria AquiseNessuna valutazione finora
- NX 10-Sheet Metal Design (Advanced) - Video TrainingTutorialsDocumento4 pagineNX 10-Sheet Metal Design (Advanced) - Video TrainingTutorialsSmartlearning TechnologyNessuna valutazione finora
- Code - Aster Application in The Oil&gas FieldDocumento17 pagineCode - Aster Application in The Oil&gas FieldSergio PluchinskyNessuna valutazione finora
- 2020 R1 Mechanical Overview PresentationDocumento60 pagine2020 R1 Mechanical Overview PresentationEmre ATAYNessuna valutazione finora
- Fluid Codes Training CatalogueDocumento44 pagineFluid Codes Training CatalogueMohamedJaberKutkutMjkNessuna valutazione finora
- 09MME020 Design and Analysis of 500 MT Wagon CarDocumento79 pagine09MME020 Design and Analysis of 500 MT Wagon CarJitendra PatelNessuna valutazione finora
- Packing Gasket Catalog enDocumento72 paginePacking Gasket Catalog enChristopherGunawanNessuna valutazione finora
- Example 02 (Linstatic Angle-Ply)Documento7 pagineExample 02 (Linstatic Angle-Ply)Luis HuayaneyNessuna valutazione finora
- Demonstration of SpringbackDocumento7 pagineDemonstration of SpringbackDan Wolf100% (1)
- Adiabatic Shear Localization: Frontiers and AdvancesDa EverandAdiabatic Shear Localization: Frontiers and AdvancesBradley DoddNessuna valutazione finora
- Proceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987Da EverandProceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987W. R. TysonNessuna valutazione finora
- Upgrading Skills For Pipe Fitters FabricatorsDocumento4 pagineUpgrading Skills For Pipe Fitters FabricatorsKentDemeterio0% (1)
- Weld DefectsDocumento38 pagineWeld DefectsJerry Man UtdNessuna valutazione finora
- Types WeldingDocumento66 pagineTypes WeldingRathnakraja50% (2)
- Weld Design SymbolsDocumento63 pagineWeld Design Symbolspriyoc6100% (15)
- Weld Defects TWIDocumento96 pagineWeld Defects TWISabir Shabbir100% (7)
- Weld-Consumable-Calculator Butt & Fillet WeldDocumento7 pagineWeld-Consumable-Calculator Butt & Fillet WeldKentDemeterioNessuna valutazione finora
- Weld Defects 2Documento78 pagineWeld Defects 2HskumarReddy KarriNessuna valutazione finora
- Welding PositionDocumento20 pagineWelding PositionKentDemeterioNessuna valutazione finora
- Welder Fitters Program NewDocumento9 pagineWelder Fitters Program NewKentDemeterioNessuna valutazione finora
- Welding Lecture Guide NewDocumento31 pagineWelding Lecture Guide NewKentDemeterioNessuna valutazione finora
- Weld Design SymbolsDocumento63 pagineWeld Design Symbolspriyoc6100% (15)
- Welding Competation GuideDocumento5 pagineWelding Competation GuideKentDemeterioNessuna valutazione finora
- Welding XXXXXDocumento25 pagineWelding XXXXXKentDemeterioNessuna valutazione finora
- Welding DefectsDocumento77 pagineWelding DefectsBalakumar100% (1)
- Welding Processes PresentationDocumento101 pagineWelding Processes PresentationKentDemeterio100% (1)
- Welding Metallurgy and Weldability of MetalsDocumento133 pagineWelding Metallurgy and Weldability of MetalsEfren Ibanez100% (2)
- Welding Super Duplex SSDocumento11 pagineWelding Super Duplex SSmuarabadak100% (1)
- Welding Inspection in ShipbuildingDocumento40 pagineWelding Inspection in ShipbuildingKentDemeterio0% (1)
- Welding-Training & InspectionDocumento46 pagineWelding-Training & InspectionKentDemeterio100% (3)
- Non Destructive TestingDocumento62 pagineNon Destructive Testingjoescribd55Nessuna valutazione finora
- Determination of The Solubility Product Constant of Silver AcetateDocumento8 pagineDetermination of The Solubility Product Constant of Silver AcetateSara Al AzemNessuna valutazione finora
- Curriculum Vitae: Augusto Javier Puican ZarpanDocumento4 pagineCurriculum Vitae: Augusto Javier Puican Zarpanfrank_d_1Nessuna valutazione finora
- Propeller DesignDocumento1 paginaPropeller DesignKeerthana MaheswarlaNessuna valutazione finora
- Receiving Material Procedure (Done) (Sudah Direvisi)Documento8 pagineReceiving Material Procedure (Done) (Sudah Direvisi)Hardika SambilangNessuna valutazione finora
- Module002 LaboratoryExercise002Documento2 pagineModule002 LaboratoryExercise002Joaquin SmithNessuna valutazione finora
- Teradata Installation: Installation Steps For WindowsDocumento4 pagineTeradata Installation: Installation Steps For WindowsjupudiguptaNessuna valutazione finora
- Mauser 98K - Model 48 Rifle ManualDocumento20 pagineMauser 98K - Model 48 Rifle ManualMeor Amri96% (28)
- Chapter 7 Notes Computer OrganizationDocumento20 pagineChapter 7 Notes Computer OrganizationsriNessuna valutazione finora
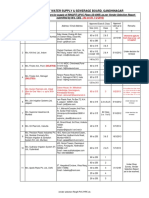
- GWSSB Vendor List 19.11.2013Documento18 pagineGWSSB Vendor List 19.11.2013sivesh_rathiNessuna valutazione finora
- 01 GeoStrucAnal Cylinder Elastic PDFDocumento12 pagine01 GeoStrucAnal Cylinder Elastic PDFSiddhant KaushikNessuna valutazione finora
- Sec VlanaclsDocumento10 pagineSec VlanaclsTry FajarmanNessuna valutazione finora
- J.M. Hurst Cyclic AnalysisDocumento45 pagineJ.M. Hurst Cyclic AnalysisChristian Robinson80% (10)
- Quality Assurance Plan (1) ..Documento5 pagineQuality Assurance Plan (1) ..ARUNKUMARANNANBHEDANessuna valutazione finora
- High Integrity Aluminum (GENERAL)Documento140 pagineHigh Integrity Aluminum (GENERAL)Kmilo Giraldo100% (3)
- 1 Xpower Safirus Owners Manual enDocumento8 pagine1 Xpower Safirus Owners Manual enMarianela MasyRubiNessuna valutazione finora
- Antikythera MechanismDocumento25 pagineAntikythera MechanismchetansergiurazvanNessuna valutazione finora
- PBLauncherDocumento50 paginePBLauncherborreveroNessuna valutazione finora
- Geotechnical Engineering 1 (RMIT) Course RevisionDocumento53 pagineGeotechnical Engineering 1 (RMIT) Course RevisionSaint123Nessuna valutazione finora
- V.K Jain-Advanced Machining Processes-Allied Publications PDFDocumento370 pagineV.K Jain-Advanced Machining Processes-Allied Publications PDFMayank Vyas100% (1)
- PG 511 B 1 B 1: Ordering Code Series PGP/PGM511Documento7 paginePG 511 B 1 B 1: Ordering Code Series PGP/PGM511Four SticksNessuna valutazione finora
- Compact 40/25Documento58 pagineCompact 40/25znim04Nessuna valutazione finora
- PIONEER AUTORADIO Deh-X4850bt Deh-X6850bt Operating Manual Ing - Esp - PorDocumento72 paginePIONEER AUTORADIO Deh-X4850bt Deh-X6850bt Operating Manual Ing - Esp - PorJesus NinalayaNessuna valutazione finora
- Comparative Study of Nylon and PVC Fluidized Bed Coating On Mild SteelDocumento12 pagineComparative Study of Nylon and PVC Fluidized Bed Coating On Mild SteelWaqqas ChaudhryNessuna valutazione finora
- D6489 PDFDocumento3 pagineD6489 PDFKalindaMadusankaDasanayakaNessuna valutazione finora
- Problems PDFDocumento9 pagineProblems PDFEduarGelvezNessuna valutazione finora
- Car DeerDocumento2 pagineCar DeerNEGameandParksNessuna valutazione finora
- BurnerDocumento4 pagineBurnerAhmed Mohamed KhalilNessuna valutazione finora
- Optimasi Blending Pertalite Dengan Komponen Reformate Di PT. XYZ BalikpapanDocumento7 pagineOptimasi Blending Pertalite Dengan Komponen Reformate Di PT. XYZ BalikpapanFrizki AkbarNessuna valutazione finora
- ITP InstrumentationDocumento9 pagineITP InstrumentationzhangyiliNessuna valutazione finora