Potrebbero piacerti anche
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Marine Vapour ControlDocumento3 pagineMarine Vapour Controlgatzbu81100% (1)
- Electromagnetic SpectrumDocumento74 pagineElectromagnetic SpectrumGuiller Lanuza100% (1)
- ABB Solar Solutions Brochure Dec14 (Web)Documento12 pagineABB Solar Solutions Brochure Dec14 (Web)Muhamad Nur HusenNessuna valutazione finora
- Woven Orchard Protection Crop Cover SpecificationDocumento18 pagineWoven Orchard Protection Crop Cover SpecificationVinay Tripathi100% (1)
- Defence: The Las Tlineo FDocumento5 pagineDefence: The Las Tlineo FMuhamad Nur HusenNessuna valutazione finora
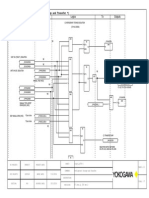
- Logic-074 SCS0124Documento17 pagineLogic-074 SCS0124Muhamad Nur HusenNessuna valutazione finora
- Reconyx HyperFire - MMMDocumento32 pagineReconyx HyperFire - MMMCarlos ZaniniNessuna valutazione finora
- Post Test 2ND QDocumento2 paginePost Test 2ND QPhoebe Sudweste QuitanegNessuna valutazione finora
- BX53MDocumento28 pagineBX53MQA LAB ISMNessuna valutazione finora
- Ir Phototransistor Detail QSC112Documento4 pagineIr Phototransistor Detail QSC112alexNessuna valutazione finora
- Physics Investigatory On Infrared SensorsDocumento18 paginePhysics Investigatory On Infrared SensorsshahazeerNessuna valutazione finora
- Building Facade Failures: Ice ProceedingsDocumento7 pagineBuilding Facade Failures: Ice ProceedingsmguzzojrNessuna valutazione finora
- High Fleet ManualDocumento48 pagineHigh Fleet ManualFred BrandNessuna valutazione finora
- Electromagnetic WavesDocumento28 pagineElectromagnetic Wavesncl12142Nessuna valutazione finora
- Sample Research Plan Applied ScienceDocumento14 pagineSample Research Plan Applied ScienceTemprosa Jovelyn .DNessuna valutazione finora
- Role of Passing Leg Raising On Cerebral Oxygenation Assessed With Near-Infrared Spectroscopy (NIRS) in Sepsis Patients in The Intensive Care Unit (ICU) RSUP H. Adam Malik MedanDocumento5 pagineRole of Passing Leg Raising On Cerebral Oxygenation Assessed With Near-Infrared Spectroscopy (NIRS) in Sepsis Patients in The Intensive Care Unit (ICU) RSUP H. Adam Malik MedanInternational Journal of Innovative Science and Research TechnologyNessuna valutazione finora
- Journal of Materials Processing Technology: Mohammad H. Farshidianfar, Amir Khajepour, Adrian P. GerlichDocumento11 pagineJournal of Materials Processing Technology: Mohammad H. Farshidianfar, Amir Khajepour, Adrian P. GerlichkishoreNessuna valutazione finora
- DH-HAC-HDBW1200R-Z: 2MP HDCVI IR Dome CameraDocumento3 pagineDH-HAC-HDBW1200R-Z: 2MP HDCVI IR Dome CameraCctech TipsNessuna valutazione finora
- FRS 561 Ex 2Documento11 pagineFRS 561 Ex 2Nurul Haziqah0% (1)
- IR of Concrete Masonry Walls-StocktonDocumento7 pagineIR of Concrete Masonry Walls-StocktonalexanderNessuna valutazione finora
- Smart Street Lighting SystemDocumento43 pagineSmart Street Lighting SystemPacific PremNessuna valutazione finora
- Tech Musings: Don Lancaster'sDocumento6 pagineTech Musings: Don Lancaster'schaulin08Nessuna valutazione finora
- Curs TermografiereDocumento11 pagineCurs TermografiereAura AlexandraNessuna valutazione finora
- Bi-Directional Visitor CounterDocumento21 pagineBi-Directional Visitor CounterSiri talasalaNessuna valutazione finora
- Infrared Remote Control CarDocumento13 pagineInfrared Remote Control CarFunnypoumNessuna valutazione finora
- Temperature Variations and The Histological Impact of Diode Laser Irradiation On Oral Soft Tissue at Two Different AppliDocumento5 pagineTemperature Variations and The Histological Impact of Diode Laser Irradiation On Oral Soft Tissue at Two Different Applisupiah spdNessuna valutazione finora
- P25 Datasheet PDFDocumento2 pagineP25 Datasheet PDFHoang Diep PhanNessuna valutazione finora
- TYPEWRITING IdentificationDocumento4 pagineTYPEWRITING IdentificationMark Angelo Soriano BauiNessuna valutazione finora
- SMI Formula - Using Remote Sensing DataDocumento14 pagineSMI Formula - Using Remote Sensing DataTeddy Arfaansyah PutraNessuna valutazione finora
- High Sensitivity NIR Moisture Analyzer: Mining, Minerals & ChemicalsDocumento4 pagineHigh Sensitivity NIR Moisture Analyzer: Mining, Minerals & ChemicalstonyNessuna valutazione finora
- SRS Eye MouseDocumento11 pagineSRS Eye MouseDisha Manocha0% (1)
- LeamanDocumento33 pagineLeamanJojo HohoNessuna valutazione finora
- EXPLORE196 September2022Documento33 pagineEXPLORE196 September2022RICARDO CESAR PACHAS RIOSNessuna valutazione finora
- Infrared Modules For Industrial Process TechnologyDocumento16 pagineInfrared Modules For Industrial Process TechnologyAlbertoNessuna valutazione finora