Potrebbero piacerti anche
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Proba-C NCDocumento3 pagineProba-C NCKiMi FeNessuna valutazione finora
- Solid Works CrackDocumento2 pagineSolid Works CrackKiMi FeNessuna valutazione finora
- Product Key For Windows 10Documento1 paginaProduct Key For Windows 10KiMi FeNessuna valutazione finora
- Product Key For Windows 10Documento1 paginaProduct Key For Windows 10KiMi FeNessuna valutazione finora
- SWActivateRequest 0001000107360361JK3QHDJ3 34HH8D4HB95C4747Documento2 pagineSWActivateRequest 0001000107360361JK3QHDJ3 34HH8D4HB95C4747KiMi FeNessuna valutazione finora
- Solid Works CrackDocumento2 pagineSolid Works CrackKiMi FeNessuna valutazione finora
- DownloadDocumento1 paginaDownloadKiMi FeNessuna valutazione finora
- Beta WarningDocumento1 paginaBeta WarningRHinaa MoundCasforeNessuna valutazione finora
- Corel Draw - UputstvoDocumento19 pagineCorel Draw - UputstvovladishaNessuna valutazione finora
- CNC RP PresentationDocumento71 pagineCNC RP PresentationKiMi FeNessuna valutazione finora
- 53 Himmer7714Documento8 pagine53 Himmer7714KiMi FeNessuna valutazione finora
- Masinstvo-RASPORED ISPITA-JUN-JULDocumento1 paginaMasinstvo-RASPORED ISPITA-JUN-JULKiMi FeNessuna valutazione finora
- Raspored Ispita Jun JulDocumento1 paginaRaspored Ispita Jun JulKiMi FeNessuna valutazione finora
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (120)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- General Description: Dual Retriggerable Precision Monostable MultivibratorDocumento17 pagineGeneral Description: Dual Retriggerable Precision Monostable Multivibratorsajad hejaziNessuna valutazione finora
- Marking and Ordering Code System (Capacitors)Documento6 pagineMarking and Ordering Code System (Capacitors)José TurinNessuna valutazione finora
- SR en 10025-04Documento8 pagineSR en 10025-04pukla100% (2)
- PetroMod 1NEWDocumento20 paginePetroMod 1NEWAbdalrhman MuhammadNessuna valutazione finora
- JSA Basket TransferDocumento3 pagineJSA Basket TransferCristina Rican100% (1)
- Automatic Irrigation SystemDocumento3 pagineAutomatic Irrigation SystemVijay MNessuna valutazione finora
- Manual COMPRESOR DEWALT PDFDocumento56 pagineManual COMPRESOR DEWALT PDFJorgeBrambilaNessuna valutazione finora
- TemperaturaDocumento2 pagineTemperaturakamalNessuna valutazione finora
- Parking BrakeDocumento16 pagineParking BrakeDat100% (1)
- 4.0L EngineDocumento347 pagine4.0L EngineCapssa Oscar100% (2)
- Bowmar MX55 Electronic Calculator ManualDocumento22 pagineBowmar MX55 Electronic Calculator ManualDjango RodNessuna valutazione finora
- 008 Cat-6060 Attachment Functions FSDocumento37 pagine008 Cat-6060 Attachment Functions FSenrico100% (3)
- OGC-FIC-004-I-Cable Insulation Resistance-Field Installation ChecklistDocumento2 pagineOGC-FIC-004-I-Cable Insulation Resistance-Field Installation ChecklistTaylorNessuna valutazione finora
- South Asia On ShortwaveDocumento15 pagineSouth Asia On ShortwaveKasi XswlNessuna valutazione finora
- Legend: Add Subject Remove Subject: Student Number Name of StudentDocumento32 pagineLegend: Add Subject Remove Subject: Student Number Name of StudentJake ChesterphilNessuna valutazione finora
- Microgels As Model Colloids Adv. Colloid. Interface Sci. 1999 SaundersDocumento25 pagineMicrogels As Model Colloids Adv. Colloid. Interface Sci. 1999 SaundersKevin PascualNessuna valutazione finora
- Google Gender Pay LawsuitDocumento31 pagineGoogle Gender Pay LawsuitUSA TODAYNessuna valutazione finora
- MANSAVER Catalog PDFDocumento155 pagineMANSAVER Catalog PDFDejanNessuna valutazione finora
- Is 2571-1970Documento27 pagineIs 2571-1970Deboline MitraNessuna valutazione finora
- Brushbond Ultraflex BFLDocumento2 pagineBrushbond Ultraflex BFLpeashNessuna valutazione finora
- Command Configure v41 Install Guide en UsDocumento26 pagineCommand Configure v41 Install Guide en Us733Nessuna valutazione finora
- Bridge Inspection ManualDocumento539 pagineBridge Inspection ManualماقوريNessuna valutazione finora
- CrcwikiDocumento8 pagineCrcwikiPratik MahajanNessuna valutazione finora
- Fletcher Expanding Tables 2013 v7Documento59 pagineFletcher Expanding Tables 2013 v7Silviu Prise100% (1)
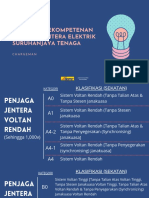
- Kategori Kompeten Penjaga Jentera Elektrik STDocumento9 pagineKategori Kompeten Penjaga Jentera Elektrik STAbun ParadoxsNessuna valutazione finora
- Cs6212 Programming and Data Structures Laboratory I Laboratory ManualDocumento28 pagineCs6212 Programming and Data Structures Laboratory I Laboratory Manualprasath_676303Nessuna valutazione finora
- Activity3 3 1utilitesDocumento2 pagineActivity3 3 1utilitesapi-302096056Nessuna valutazione finora
- Cat Fines Presentation SlidesDocumento48 pagineCat Fines Presentation SlidescaptkcNessuna valutazione finora
- Calculating The Volume of A Stainless Steel WeldDocumento6 pagineCalculating The Volume of A Stainless Steel WeldOkayNessuna valutazione finora
- Avx 10k Data Sheet Data Sheets enDocumento6 pagineAvx 10k Data Sheet Data Sheets enAerotia InternationalNessuna valutazione finora