Potrebbero piacerti anche
- How to prepare Welding Procedures for Oil & Gas PipelinesDa EverandHow to prepare Welding Procedures for Oil & Gas PipelinesValutazione: 5 su 5 stelle5/5 (1)
- Technical Specification - LPG HeaterDocumento94 pagineTechnical Specification - LPG Heaterhbsheen100% (1)
- FOAM TANK KEAMARI (14200 Litres) : 1.0 GeneralDocumento3 pagineFOAM TANK KEAMARI (14200 Litres) : 1.0 GeneralirfanlarikhotmailcomNessuna valutazione finora
- Inspection and Test ProcedureDocumento8 pagineInspection and Test Proceduregaehdd1100% (1)
- Pocket Guide to Preventing Process Plant Materials Mix-upsDa EverandPocket Guide to Preventing Process Plant Materials Mix-upsNessuna valutazione finora
- Material Requirements For Machine Parts: ProcurementstandardDocumento7 pagineMaterial Requirements For Machine Parts: ProcurementstandardtomognNessuna valutazione finora
- Spot Welding Interview Success: An Introduction to Spot WeldingDa EverandSpot Welding Interview Success: An Introduction to Spot WeldingNessuna valutazione finora
- T-MCE-STD-001 Rev 0 - Welding and Inspection of Process and Utility Pipework Vessels and EquipmentDocumento59 pagineT-MCE-STD-001 Rev 0 - Welding and Inspection of Process and Utility Pipework Vessels and EquipmentMichael CovillNessuna valutazione finora
- Approval Z-12.5-96Documento8 pagineApproval Z-12.5-96bmndevelopNessuna valutazione finora
- Post Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&ADa EverandPost Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&ANessuna valutazione finora
- AditotDocumento36 pagineAditotmuhammaddanishafandiNessuna valutazione finora
- Weld ProcedureDocumento5 pagineWeld Procedurelee.ramsell1Nessuna valutazione finora
- Thixoforming: Semi-solid Metal ProcessingDa EverandThixoforming: Semi-solid Metal ProcessingGerhard HirtNessuna valutazione finora
- General Requirements For Welding of PipingDocumento8 pagineGeneral Requirements For Welding of PipingMuhammedHafisNessuna valutazione finora
- Engineering Applications: A Project Resource BookDa EverandEngineering Applications: A Project Resource BookValutazione: 2.5 su 5 stelle2.5/5 (1)
- AMEC Specification For Titanium 01Documento9 pagineAMEC Specification For Titanium 01cenkturkerNessuna valutazione finora
- Anubar SpecDocumento8 pagineAnubar SpecSHIVAJI CHOUDHURYNessuna valutazione finora
- Commercial Steel Estimating: A Comprehensive Guide to Mastering the BasicsDa EverandCommercial Steel Estimating: A Comprehensive Guide to Mastering the BasicsNessuna valutazione finora
- CheckList Heat Exchangers PDFDocumento7 pagineCheckList Heat Exchangers PDFUnmesh Bagwe100% (2)
- Quality Control in FabricationDocumento7 pagineQuality Control in FabricationradhakrishnangNessuna valutazione finora
- 05 12 00 Structural Steel FramingDocumento15 pagine05 12 00 Structural Steel FramingAbdul RafiqueNessuna valutazione finora
- Welding Manual R01 Nov 2006Documento184 pagineWelding Manual R01 Nov 2006SHIVAJI CHOUDHURY100% (5)
- Welding CoordinationDocumento3 pagineWelding CoordinationIon PlesaNessuna valutazione finora
- Bes 1300-102Documento0 pagineBes 1300-102Jose GuerreiroNessuna valutazione finora
- 6a. Steel Ball Valve PDFDocumento16 pagine6a. Steel Ball Valve PDFAbhijit TumbreNessuna valutazione finora
- (D-121) Pressure Vessels of Low Alloy Steel - Rev.1 PDFDocumento8 pagine(D-121) Pressure Vessels of Low Alloy Steel - Rev.1 PDFmihir_jha2Nessuna valutazione finora
- Rules For Classification and Construction VI Additional Rules and GuidelinesDocumento20 pagineRules For Classification and Construction VI Additional Rules and Guidelinesrahulchitrakoot123Nessuna valutazione finora
- Din 18800Documento8 pagineDin 18800Batuhan TatarNessuna valutazione finora
- QCP For Control of Welding ConsumablesDocumento9 pagineQCP For Control of Welding ConsumablesUmair Awan100% (1)
- Specification For Manufacture of Heat Exchangers For Sodium SystemDocumento39 pagineSpecification For Manufacture of Heat Exchangers For Sodium SystemZaneta ZhafirahNessuna valutazione finora
- Unfired Pressure VesselDocumento30 pagineUnfired Pressure VesselSrinivasan RajenderanNessuna valutazione finora
- PP WP28Documento15 paginePP WP28mohd as shahiddin jafriNessuna valutazione finora
- Specification For Hollow Metal Pressed Steel Doors PDFDocumento7 pagineSpecification For Hollow Metal Pressed Steel Doors PDFChetan ToliaNessuna valutazione finora
- 19-5601 Unfired Pressure VesselDocumento30 pagine19-5601 Unfired Pressure VesselANRSrinivasan0% (1)
- CON 311 V00 (Method Statement For Structural Steel and Pipe Support Fabrication)Documento22 pagineCON 311 V00 (Method Statement For Structural Steel and Pipe Support Fabrication)mnmsingam100% (1)
- Ni 2301Documento26 pagineNi 2301marguepaNessuna valutazione finora
- Guideline For Unfired Pressure Vessel (Upv) Design Approval (Imported)Documento2 pagineGuideline For Unfired Pressure Vessel (Upv) Design Approval (Imported)mandster1978100% (1)
- ITP Structural SteelDocumento14 pagineITP Structural SteelNavneet SinghNessuna valutazione finora
- v4 Structural Steelwork Fabrication and Erection Ts 2Documento21 paginev4 Structural Steelwork Fabrication and Erection Ts 2Farid RezaeianNessuna valutazione finora
- Project Standards and Specifications Piping Construction Standards Rev01Documento10 pagineProject Standards and Specifications Piping Construction Standards Rev01hiyeonNessuna valutazione finora
- ThermocouplesDocumento8 pagineThermocouplesRakesh NayakNessuna valutazione finora
- PROJECT STANDARDS and SPECIFICATIONS Pipeline Functional Specification For Piping Special Items Rev01Documento8 paginePROJECT STANDARDS and SPECIFICATIONS Pipeline Functional Specification For Piping Special Items Rev01hiyeonNessuna valutazione finora
- N.pip - GSP.001 - 3B Piping General SpecificationDocumento145 pagineN.pip - GSP.001 - 3B Piping General SpecificationAiskel PazNessuna valutazione finora
- 0-WD380-EP200-00004 - Rev.A Steel Flanges Tech. Spec.Documento34 pagine0-WD380-EP200-00004 - Rev.A Steel Flanges Tech. Spec.carlos tapia bozzoNessuna valutazione finora
- Welding Manual Nov 2010Documento187 pagineWelding Manual Nov 2010Sumit Chaurasia100% (4)
- Method Statement For Fabrication and Installation of Pipe SupportsDocumento21 pagineMethod Statement For Fabrication and Installation of Pipe SupportsĐinh Văn KiênNessuna valutazione finora
- Paint Inspection Services - Specifications RXDocumento28 paginePaint Inspection Services - Specifications RXTony NellickenNessuna valutazione finora
- Method Statement For Structural Fabrication & ErectionDocumento11 pagineMethod Statement For Structural Fabrication & ErectionBinay94% (16)
- Steel Fabrication Method StatementDocumento12 pagineSteel Fabrication Method Statementvolcanox1288% (59)
- Method Statement For Pipe Support Fabrication and Installation 6423dp420!00!0030000 - Rev01Documento21 pagineMethod Statement For Pipe Support Fabrication and Installation 6423dp420!00!0030000 - Rev01mister pogi80% (41)
- Pulley 1Documento4 paginePulley 1Vijayakumar SamyNessuna valutazione finora
- Cable Tray & AccessoriesDocumento11 pagineCable Tray & AccessoriesVikas TanejaNessuna valutazione finora
- 8a. Insulating Joint - PDF 2 PDFDocumento9 pagine8a. Insulating Joint - PDF 2 PDFBalasubramanian AnanthNessuna valutazione finora
- 0-WD380-EP200-00005 - Rev - A) Bolt and Nuts Tech. Spec.Documento24 pagine0-WD380-EP200-00005 - Rev - A) Bolt and Nuts Tech. Spec.carlos tapia bozzoNessuna valutazione finora
- Fabrication Procedure For SteelDocumento8 pagineFabrication Procedure For SteelNguyễn MinhNessuna valutazione finora
- List BesiDocumento3 pagineList BesiaansewuNessuna valutazione finora
- A0543 Bayah: Production Grate Speed Parameters Fan FlowsDocumento1 paginaA0543 Bayah: Production Grate Speed Parameters Fan FlowsaansewuNessuna valutazione finora
- A0543 Bayah: Production Grate Speed Parameters Fan FlowsDocumento1 paginaA0543 Bayah: Production Grate Speed Parameters Fan FlowsaansewuNessuna valutazione finora
- ITP Easdf 001Documento4 pagineITP Easdf 001aansewuNessuna valutazione finora
- 267497-1-H Ga Drawing Olbc PDFDocumento10 pagine267497-1-H Ga Drawing Olbc PDFaansewuNessuna valutazione finora
- Ultrasonic Test (UT) Inspection Checklist For Pressure Frame On Coal MillDocumento2 pagineUltrasonic Test (UT) Inspection Checklist For Pressure Frame On Coal MillaansewuNessuna valutazione finora
- Ultrasonic Test of Kiln ShellDocumento5 pagineUltrasonic Test of Kiln ShellaansewuNessuna valutazione finora
- Form Perjalanan Dinas JermanDocumento2 pagineForm Perjalanan Dinas JermanaansewuNessuna valutazione finora
- Comparison 1Documento1 paginaComparison 1aansewuNessuna valutazione finora
- Fhotograph Inspection (Ep Structure) : Date: May 18 2015Documento3 pagineFhotograph Inspection (Ep Structure) : Date: May 18 2015aansewuNessuna valutazione finora
- Form Permintaan Tiket DinasDocumento1 paginaForm Permintaan Tiket DinasaansewuNessuna valutazione finora
- Weekly Report 14-11-04Documento15 pagineWeekly Report 14-11-04aansewuNessuna valutazione finora
- AlseriDocumento1 paginaAlseriaansewuNessuna valutazione finora
- Form Cash AdvanceDocumento1 paginaForm Cash Advanceaansewu67% (3)
- A7XN-RC-85-SP-0022-R3 External PaintingDocumento46 pagineA7XN-RC-85-SP-0022-R3 External PaintingAriel InsaurraldeNessuna valutazione finora
- Section 12 - Welding Consumables - Cast Iron ElectrodesDocumento19 pagineSection 12 - Welding Consumables - Cast Iron ElectrodesFriedrich SchwimNessuna valutazione finora
- 1 - IPP - API 1104 Handout - Jun 10 PDFDocumento43 pagine1 - IPP - API 1104 Handout - Jun 10 PDFMuhammad Yunus NurdinNessuna valutazione finora
- Ur w32Documento14 pagineUr w32Rohit KambleNessuna valutazione finora
- Pipe FittingsDocumento7 paginePipe FittingsLucky JaswalNessuna valutazione finora
- Landscape Installation and Maintenance NC II CGDocumento43 pagineLandscape Installation and Maintenance NC II CGJeh UbaldoNessuna valutazione finora
- CHECK in Erection DrawingDocumento34 pagineCHECK in Erection DrawingAMIT TIWARINessuna valutazione finora
- Logicroof V-RP enDocumento1 paginaLogicroof V-RP enCristina DogariNessuna valutazione finora
- JSA Piling WorksDocumento13 pagineJSA Piling WorksMon Trang Nguyễn100% (1)
- LSS Catalogue enDocumento68 pagineLSS Catalogue enArzu AliyevaNessuna valutazione finora
- BS 1722-2-2006Documento54 pagineBS 1722-2-2006sujeesh_sankar570780% (5)
- Strain Based Design of PipelineDocumento137 pagineStrain Based Design of PipelinejangdiniNessuna valutazione finora
- 27341-Article Text-49889-1-10-20141003Documento9 pagine27341-Article Text-49889-1-10-20141003Reza MohebbiNessuna valutazione finora
- 2020 Ferrea Racing CatalogDocumento140 pagine2020 Ferrea Racing CatalogColdbloodedbikerNessuna valutazione finora
- 11th EASN Virtual Conference-Book of AbstractsDocumento246 pagine11th EASN Virtual Conference-Book of Abstractsthomasconan17Nessuna valutazione finora
- FM5-490 (92) (3) Engineer Diving OperationsDocumento38 pagineFM5-490 (92) (3) Engineer Diving OperationsJune Carlo Sumile100% (1)
- Procedure, QCP, Ms & WpsDocumento11 pagineProcedure, QCP, Ms & WpsaakashNessuna valutazione finora
- Hướng Dẫn Sử Dụng Máy in Phun HitachiDocumento45 pagineHướng Dẫn Sử Dụng Máy in Phun HitachiPhạm MiềuNessuna valutazione finora
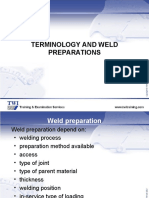
- Terminology and Weld PreparationsDocumento26 pagineTerminology and Weld PreparationsAd Man GeTigNessuna valutazione finora
- WMS Installation of PanelsDocumento23 pagineWMS Installation of Panelsahmed08839494Nessuna valutazione finora
- Deep DryingDocumento83 pagineDeep DryingYasir HussainNessuna valutazione finora
- Manual Hyundai r220lc-9shDocumento611 pagineManual Hyundai r220lc-9shAhmad S100% (4)
- Of The Nuclear Safety Standards Commission (KTA)Documento123 pagineOf The Nuclear Safety Standards Commission (KTA)smallik3Nessuna valutazione finora
- Auto Body Collision Dam Repr Br. 1 310B Auto Body Repr Br.2 310Q Auto Painter 410N en TS 3Documento99 pagineAuto Body Collision Dam Repr Br. 1 310B Auto Body Repr Br.2 310Q Auto Painter 410N en TS 3RevownSadaNessuna valutazione finora
- Steel Quiz: Manual (Documento2 pagineSteel Quiz: Manual (Seismotec EngineersNessuna valutazione finora
- Heat Exchanger GasketDocumento3 pagineHeat Exchanger GasketGurinder SinghNessuna valutazione finora
- Abbreviation#1Documento8 pagineAbbreviation#1Omer KhanNessuna valutazione finora
- Overall - Design Basis (Digboi) - ProcessDocumento62 pagineOverall - Design Basis (Digboi) - ProcessAlex Lee100% (5)
- Sampler, Hot Meal Sampler PHP-ADocumento31 pagineSampler, Hot Meal Sampler PHP-AAndy Rahardian Akbar100% (1)
- Exposure: Poisoned Water, Corporate Greed, and One Lawyer's Twenty-Year Battle Against DuPontDa EverandExposure: Poisoned Water, Corporate Greed, and One Lawyer's Twenty-Year Battle Against DuPontValutazione: 4.5 su 5 stelle4.5/5 (18)
- Waste: One Woman’s Fight Against America’s Dirty SecretDa EverandWaste: One Woman’s Fight Against America’s Dirty SecretValutazione: 5 su 5 stelle5/5 (1)
- The Cyanide Canary: A True Story of InjusticeDa EverandThe Cyanide Canary: A True Story of InjusticeValutazione: 4 su 5 stelle4/5 (52)
- Art of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionDa EverandArt of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionValutazione: 3 su 5 stelle3/5 (1)
- Environmental Justice: Issues, Policies, and SolutionsDa EverandEnvironmental Justice: Issues, Policies, and SolutionsNessuna valutazione finora
- Introduction to Ecology and Environmental Laws in IndiaDa EverandIntroduction to Ecology and Environmental Laws in IndiaNessuna valutazione finora
- Slow Violence and the Environmentalism of the PoorDa EverandSlow Violence and the Environmentalism of the PoorValutazione: 4 su 5 stelle4/5 (5)
- Environmental Justice in New Mexico: Counting CoupDa EverandEnvironmental Justice in New Mexico: Counting CoupNessuna valutazione finora
- Principles of direct and superior responsibility in international humanitarian lawDa EverandPrinciples of direct and superior responsibility in international humanitarian lawNessuna valutazione finora
- Obstacles to Environmental Progress: A U.S. perspectiveDa EverandObstacles to Environmental Progress: A U.S. perspectiveNessuna valutazione finora
- Desperate: An Epic Battle for Clean Water and Justice in AppalachiaDa EverandDesperate: An Epic Battle for Clean Water and Justice in AppalachiaValutazione: 4 su 5 stelle4/5 (1)
- Reduce, Reuse and Recycle : The Secret to Environmental Sustainability : Environment Textbooks | Children's Environment BooksDa EverandReduce, Reuse and Recycle : The Secret to Environmental Sustainability : Environment Textbooks | Children's Environment BooksNessuna valutazione finora
- Debunking Creation Myths about America's Public LandsDa EverandDebunking Creation Myths about America's Public LandsNessuna valutazione finora
- The Rights of Nature: A Legal Revolution That Could Save the WorldDa EverandThe Rights of Nature: A Legal Revolution That Could Save the WorldValutazione: 5 su 5 stelle5/5 (1)
- 3rd Grade Science: Life Sciences in Eco Systems | Textbook EditionDa Everand3rd Grade Science: Life Sciences in Eco Systems | Textbook EditionNessuna valutazione finora
- Busted!: Drug War Survival Skills and True Dope DDa EverandBusted!: Drug War Survival Skills and True Dope DValutazione: 3.5 su 5 stelle3.5/5 (7)
- Introduction to Ecology and Environmental Laws in IndiaDa EverandIntroduction to Ecology and Environmental Laws in IndiaNessuna valutazione finora
- The People's Agents and the Battle to Protect the American Public: Special Interests, Government, and Threats to Health, Safety, and the EnvironmentDa EverandThe People's Agents and the Battle to Protect the American Public: Special Interests, Government, and Threats to Health, Safety, and the EnvironmentNessuna valutazione finora
- Environmental Education in Practice: Concepts and ApplicationsDa EverandEnvironmental Education in Practice: Concepts and ApplicationsNessuna valutazione finora
- All About The Ozone Layer : Effects on Human, Animal and Plant Health - Environment Books | Children's Environment BooksDa EverandAll About The Ozone Layer : Effects on Human, Animal and Plant Health - Environment Books | Children's Environment BooksNessuna valutazione finora
- Climate Action Challenge: A Proven Plan for Launching Your Eco-Initiative in 90 DaysDa EverandClimate Action Challenge: A Proven Plan for Launching Your Eco-Initiative in 90 DaysNessuna valutazione finora
- Down to the Wire: Confronting Climate CollapseDa EverandDown to the Wire: Confronting Climate CollapseValutazione: 4.5 su 5 stelle4.5/5 (8)