Potrebbero piacerti anche
- Leaded Nickel SilverDocumento1 paginaLeaded Nickel Silvermp87_ingNessuna valutazione finora
- Competing in The Gray ZoneDocumento83 pagineCompeting in The Gray Zonemp87_ingNessuna valutazione finora
- Writing Big Script For Success AbroadDocumento1 paginaWriting Big Script For Success Abroadmp87_ingNessuna valutazione finora
- Usefulness of Ambulatory Glucose Profile (AGP) in Diabetes CareDocumento6 pagineUsefulness of Ambulatory Glucose Profile (AGP) in Diabetes Caremp87_ingNessuna valutazione finora
- Cox MerzDocumento4 pagineCox MerzJohnNessuna valutazione finora
- Burst Strength of PaperDocumento10 pagineBurst Strength of PaperHariHaran RajendranNessuna valutazione finora
- Ball Pen in 4 Colours With Medium Point: Main FeaturesDocumento1 paginaBall Pen in 4 Colours With Medium Point: Main Featuresmp87_ingNessuna valutazione finora
- LDM CuNi7Zn39Pb3Mn2 MSDSDocumento4 pagineLDM CuNi7Zn39Pb3Mn2 MSDSmp87_ingNessuna valutazione finora
- Alloy CarbidesDocumento2 pagineAlloy Carbidesmp87_ing100% (1)
- Overview of Factors Contributing To Steel Spring Performance and FailureDocumento48 pagineOverview of Factors Contributing To Steel Spring Performance and Failuremp87_ingNessuna valutazione finora
- I018e PDFDocumento68 pagineI018e PDFasjdkfjskaldjf;klasdfNessuna valutazione finora
- The First Four Things I Check When A Project Is in TroubleDocumento12 pagineThe First Four Things I Check When A Project Is in Troublemp87_ingNessuna valutazione finora
- Using The Power Law Model To Quantify Shear Thinning Behavior On A Rotational RheometerDocumento7 pagineUsing The Power Law Model To Quantify Shear Thinning Behavior On A Rotational Rheometermp87_ingNessuna valutazione finora
- Nestle Low-Sulfur Marine FuelsDocumento5 pagineNestle Low-Sulfur Marine Fuelsmp87_ingNessuna valutazione finora
- Pub 94 Equilibrium Diagrams PDFDocumento36 paginePub 94 Equilibrium Diagrams PDFmariaNessuna valutazione finora
- Intro To Basic UTDocumento41 pagineIntro To Basic UTgirish310100% (1)
- CDA Benzotriazole Corrosion Inhibitor For Copper Alloys PDFDocumento10 pagineCDA Benzotriazole Corrosion Inhibitor For Copper Alloys PDFmp87_ingNessuna valutazione finora
- WearResistantBearings PDFDocumento18 pagineWearResistantBearings PDFmp87_ing100% (1)
- SANDVIK Understanding Cemented Carbide PDFDocumento20 pagineSANDVIK Understanding Cemented Carbide PDFmp87_ingNessuna valutazione finora
- Abrasion ResistanceDocumento1 paginaAbrasion ResistanceWahyu VidyoNessuna valutazione finora
- An Inside Look at The Chinese Forging IndustryDocumento5 pagineAn Inside Look at The Chinese Forging Industrymp87_ingNessuna valutazione finora
- JIS G4805:1999 High Carbon Chromium Bearing SteelsDocumento34 pagineJIS G4805:1999 High Carbon Chromium Bearing Steelsmp87_ingNessuna valutazione finora
- Strategies For Eliminating DecarburizationDocumento3 pagineStrategies For Eliminating Decarburizationmp87_ingNessuna valutazione finora
- Understanding Magnesium Heat TreatmentDocumento2 pagineUnderstanding Magnesium Heat Treatmentmp87_ingNessuna valutazione finora
- Heat-Resistant Materials: Alloy SystemsDocumento2 pagineHeat-Resistant Materials: Alloy Systemsmp87_ingNessuna valutazione finora
- Corrosion Por Acidos NaftenicosDocumento19 pagineCorrosion Por Acidos NaftenicosUlisesNessuna valutazione finora
- Fatigue, Static Tensile Strength and Stress Corrosion of Aircraft Materials and StructuresDocumento232 pagineFatigue, Static Tensile Strength and Stress Corrosion of Aircraft Materials and Structuresmp87_ing100% (1)
- NagoyaDocumento16 pagineNagoyasoheila225Nessuna valutazione finora
- Offshore Structures Surface TreatmentDocumento11 pagineOffshore Structures Surface Treatmentmp87_ingNessuna valutazione finora
- Revealing Prior-Austenite Grain Boundaries in Heat-Treated SteelsDocumento5 pagineRevealing Prior-Austenite Grain Boundaries in Heat-Treated Steelsmp87_ingNessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Depth Profiling in Auger Electron Spectroscopy: Standard Guide ForDocumento5 pagineDepth Profiling in Auger Electron Spectroscopy: Standard Guide ForpechugonisNessuna valutazione finora
- BS en 1593-1999 NDT - Leak Testing - Bubble EmissionDocumento14 pagineBS en 1593-1999 NDT - Leak Testing - Bubble Emissionrinshad100% (1)
- Dokumen - Tips - Iron Iron Carbide Phase Diagram 58ac3a092bd8dDocumento16 pagineDokumen - Tips - Iron Iron Carbide Phase Diagram 58ac3a092bd8dAfrizal Adithya PNessuna valutazione finora
- WDS Series: Air/Steam Moisture Separator Cast Iron or Carbon SteelDocumento2 pagineWDS Series: Air/Steam Moisture Separator Cast Iron or Carbon SteelDiego HernandezNessuna valutazione finora
- Spe 100063 MS P PDFDocumento22 pagineSpe 100063 MS P PDFNathalia WhiteNessuna valutazione finora
- Acids Bases and Salt Preparations 2 MSDocumento8 pagineAcids Bases and Salt Preparations 2 MSal katerjiNessuna valutazione finora
- Universal Testing Machine Median - Up To 600 KNDocumento32 pagineUniversal Testing Machine Median - Up To 600 KNSupriya ManojNessuna valutazione finora
- 11 Repair KitsDocumento2 pagine11 Repair KitsbuddhansamratNessuna valutazione finora
- Pro Rakemax enDocumento6 paginePro Rakemax enDanilo MiranovicNessuna valutazione finora
- 2-Tool Wear, Tool Life, and Economics of Metal CuttingDocumento13 pagine2-Tool Wear, Tool Life, and Economics of Metal CuttingOKELLO JOB LAZARUSNessuna valutazione finora
- D6391-11 Standard Test Method For Field Measurement of Hydraulic Conductivity UsingDocumento16 pagineD6391-11 Standard Test Method For Field Measurement of Hydraulic Conductivity UsingFaten Abou ShakraNessuna valutazione finora
- Answer: Q1: What Is Plasma?Documento7 pagineAnswer: Q1: What Is Plasma?حنين حسن شعبانNessuna valutazione finora
- Periodic Test-I (2021-22) : XII/ Chemistry/1 of 2Documento2 paginePeriodic Test-I (2021-22) : XII/ Chemistry/1 of 2Aryan BhardwajNessuna valutazione finora
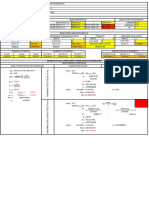
- Design Calculations (Singly-Reinforced Beam Design)Documento4 pagineDesign Calculations (Singly-Reinforced Beam Design)John Kevin CruzNessuna valutazione finora
- ENV - DAO - 2000-81 Ra 8749Documento39 pagineENV - DAO - 2000-81 Ra 8749Йонас РуэлNessuna valutazione finora
- Fermi Surface: Notes By: Shahzaib ShahidDocumento7 pagineFermi Surface: Notes By: Shahzaib ShahidShazaib MirzaNessuna valutazione finora
- 21 CFR 174 189 Food Contact SubstancesDocumento447 pagine21 CFR 174 189 Food Contact SubstancesOscar GómezNessuna valutazione finora
- Solid State Physics - 04 GrapheneDocumento45 pagineSolid State Physics - 04 GrapheneMassimo GiordanoNessuna valutazione finora
- Awareness Poster of Pesticides Waste Management (AlZaShaNi)Documento1 paginaAwareness Poster of Pesticides Waste Management (AlZaShaNi)Mohammad Bin OthmanNessuna valutazione finora
- Additives Used in The Production of PET: Antimony Tri-Acetate, CatalystDocumento4 pagineAdditives Used in The Production of PET: Antimony Tri-Acetate, CatalystHAmza RiAzNessuna valutazione finora
- IRC-SP-100-2014 Cold MixDocumento7 pagineIRC-SP-100-2014 Cold MixVikas ThakarNessuna valutazione finora
- Chemistry 962 / 3 - Marking Scheme Section A (15 Marks)Documento6 pagineChemistry 962 / 3 - Marking Scheme Section A (15 Marks)Khang Ni 康妮 FooNessuna valutazione finora
- 2024-Nature Chem Eng-Directing CO2 Electroreduction Pathways For Selective C2 Product Formation Using Single-Site Doped Copper CatalystsDocumento11 pagine2024-Nature Chem Eng-Directing CO2 Electroreduction Pathways For Selective C2 Product Formation Using Single-Site Doped Copper Catalystsrhl1945Nessuna valutazione finora
- MSDS Maptrons Organic Acidfree Toilet Bowl Cleaner PDFDocumento4 pagineMSDS Maptrons Organic Acidfree Toilet Bowl Cleaner PDFanandNessuna valutazione finora
- Quizlet FinalSDocumento26 pagineQuizlet FinalSCrisna Rivera PundanoNessuna valutazione finora
- Cicli Corsa - Racing Bikes: Listino Prezzi - Price ListDocumento6 pagineCicli Corsa - Racing Bikes: Listino Prezzi - Price ListcarbonabikesNessuna valutazione finora
- Spreading Dynamics of Polymer Nanodroplets: Sandia National Laboratories, Albuquerque, New Mexico 87185, USADocumento10 pagineSpreading Dynamics of Polymer Nanodroplets: Sandia National Laboratories, Albuquerque, New Mexico 87185, USAmh123456789Nessuna valutazione finora
- Answers To End-Of-Chapter Questions: Chapter 9 Industrial Inorganic ChemistryDocumento2 pagineAnswers To End-Of-Chapter Questions: Chapter 9 Industrial Inorganic ChemistryMP3 MusicNessuna valutazione finora
- Livro - Molybdenum in Agriculture - Umesh C. Gupta PDFDocumento286 pagineLivro - Molybdenum in Agriculture - Umesh C. Gupta PDFchagasidiarnNessuna valutazione finora