Potrebbero piacerti anche
- Value Of Work Done A Complete Guide - 2020 EditionDa EverandValue Of Work Done A Complete Guide - 2020 EditionNessuna valutazione finora
- INS-004, Hydro-Testing Procedure For Bondstrand GRE and GRV Pipe-R1Documento7 pagineINS-004, Hydro-Testing Procedure For Bondstrand GRE and GRV Pipe-R1jayhuacat7743100% (4)
- Pipe Hydrotest ProcedureDocumento3 paginePipe Hydrotest ProcedurejacquesmayolNessuna valutazione finora
- 4008-Pi-Pro-001 - 0 - Piping Hydrotest Procedure-1Documento8 pagine4008-Pi-Pro-001 - 0 - Piping Hydrotest Procedure-1Randu WatangNessuna valutazione finora
- Re-Welding, Expansion & HT ProcedureDocumento6 pagineRe-Welding, Expansion & HT Proceduresuria qaqcNessuna valutazione finora
- Pipeline TestingDocumento4 paginePipeline Testingveljko2008100% (1)
- 7560-Hydro Test - Sequence 1Documento9 pagine7560-Hydro Test - Sequence 1Bala MuruganNessuna valutazione finora
- TIMAS-PR-PI-001 - Hot Tapping ProcedureDocumento11 pagineTIMAS-PR-PI-001 - Hot Tapping ProcedureMechanical Static WRKNessuna valutazione finora
- S.O.P For Hydro-Test: Ipcl-Gandhar Complex WI/GC-C&I/6.3/001 GC Maintenance Manual Hydro Test OF5Documento7 pagineS.O.P For Hydro-Test: Ipcl-Gandhar Complex WI/GC-C&I/6.3/001 GC Maintenance Manual Hydro Test OF5கோகுல் இராNessuna valutazione finora
- Hydrostatic Shell TestDocumento5 pagineHydrostatic Shell TestsojeckNessuna valutazione finora
- MS of Hydrotest Procedure SSDP Rev CDocumento39 pagineMS of Hydrotest Procedure SSDP Rev CRachel FloresNessuna valutazione finora
- Tie in Procedure Rev. BDocumento8 pagineTie in Procedure Rev. BgenjiNessuna valutazione finora
- Hydrotest ProcedureDocumento6 pagineHydrotest Procedurebagusu_6Nessuna valutazione finora
- Disinfection Procedure For Water Distribution LinesDocumento3 pagineDisinfection Procedure For Water Distribution Linesfa forb100% (1)
- Method Statement For Hydro TestDocumento3 pagineMethod Statement For Hydro TestSandeep kumar100% (1)
- Submersible Pump InstallationDocumento3 pagineSubmersible Pump Installationgunawan refiadiNessuna valutazione finora
- Tank Erection Procedure GuideDocumento5 pagineTank Erection Procedure Guidegeorge israelNessuna valutazione finora
- The Pressure Testing of DI CI and PVC Pipe - Upload - 27!10!16Documento4 pagineThe Pressure Testing of DI CI and PVC Pipe - Upload - 27!10!16Rushan Lakdimuthu100% (1)
- Procedure For Test Header CertificationDocumento16 pagineProcedure For Test Header CertificationAdeoye OgunlamiNessuna valutazione finora
- Hydrostatic Pressure Test Safety ChecklistDocumento3 pagineHydrostatic Pressure Test Safety ChecklistKyaw Kyaw AungNessuna valutazione finora
- ONGC Effluent Plant Pipe Installation GuideDocumento14 pagineONGC Effluent Plant Pipe Installation GuideNithin Mathai100% (1)
- Process Tank Fabrication Work StepsDocumento4 pagineProcess Tank Fabrication Work StepsMuhammad ZubairNessuna valutazione finora
- FR 002 Pressure Testing Inspection ChecklistDocumento6 pagineFR 002 Pressure Testing Inspection Checklistum er100% (1)
- Method Statement For Insulation WorksDocumento16 pagineMethod Statement For Insulation WorksAhmed Farman AlqaysiNessuna valutazione finora
- Fabrication Erection and Installation Procedure For PipingDocumento36 pagineFabrication Erection and Installation Procedure For PipingThiên Khánh67% (3)
- Qcs 2010 Part 10 Pipeline Cleaning and Inspection SurveyDocumento18 pagineQcs 2010 Part 10 Pipeline Cleaning and Inspection SurveyRotsapNayrbNessuna valutazione finora
- Membrane Purification System (MPS) Project Chemical Cleaning ReportDocumento8 pagineMembrane Purification System (MPS) Project Chemical Cleaning ReportEdy Iswanto0% (1)
- QIPDocumento9 pagineQIPzahid_497Nessuna valutazione finora
- Piping Hydrostatic Test Procedure Rev0Documento8 paginePiping Hydrostatic Test Procedure Rev0smsunil12345Nessuna valutazione finora
- A1.2.3 Method Statement 4a Redacted Version2Documento98 pagineA1.2.3 Method Statement 4a Redacted Version2ChanelNessuna valutazione finora
- Factory Acceptance Test & Inspection Test Report Pneumatic Ball Valve KSB Document No: PMT-INS-FIPBV-001 Rev: DDocumento6 pagineFactory Acceptance Test & Inspection Test Report Pneumatic Ball Valve KSB Document No: PMT-INS-FIPBV-001 Rev: Dbayu dewantoNessuna valutazione finora
- Hydrotest Method Statement 12th Mar 2012 1Documento21 pagineHydrotest Method Statement 12th Mar 2012 1Saut Maruli Tua Samosir100% (1)
- 1 - Underground Piping InstallationDocumento6 pagine1 - Underground Piping InstallationYusufNessuna valutazione finora
- Oil and Gas Quality Control Plan SampleDocumento20 pagineOil and Gas Quality Control Plan Samplezhangj5100% (1)
- Fire Hose Rack & Reel Testing ProcedureDocumento2 pagineFire Hose Rack & Reel Testing ProcedureDong VanraNessuna valutazione finora
- 62-P-90Rev A Method Statement For Oxygen Line FabricationDocumento13 pagine62-P-90Rev A Method Statement For Oxygen Line FabricationAsadAliAliNessuna valutazione finora
- Pipe Support As Per Asme 31.1Documento1 paginaPipe Support As Per Asme 31.1udaysaichand kollipara100% (1)
- BRT-PAU-T01-SP-007 Fabrication Procedure For Storage Tank (R2 AS FINAL)Documento10 pagineBRT-PAU-T01-SP-007 Fabrication Procedure For Storage Tank (R2 AS FINAL)Ponaryo AnggaraNessuna valutazione finora
- To Commissioning Manual: Appendix No. 1Documento7 pagineTo Commissioning Manual: Appendix No. 1Bassem BalghouthiNessuna valutazione finora
- Method Statement Risk Assessment For Pump Installation 2 - Pipe (Fluid Conveyance) - PumpDocumento1 paginaMethod Statement Risk Assessment For Pump Installation 2 - Pipe (Fluid Conveyance) - PumptunlinooNessuna valutazione finora
- Recommended Testing Procedures For HDPE PipeDocumento1 paginaRecommended Testing Procedures For HDPE Pipeosto72Nessuna valutazione finora
- Cat Loading by Sock Method in Inert AtmosphereDocumento5 pagineCat Loading by Sock Method in Inert Atmospherevishal bailurNessuna valutazione finora
- PPR Pipe Method Statement For Pipe and Fitting Installation and Testing Commissioning PDFDocumento14 paginePPR Pipe Method Statement For Pipe and Fitting Installation and Testing Commissioning PDFBuraq Aircondition Cont & Gen Maint LLC BuraqNessuna valutazione finora
- Oman-India Fertilizer Project OIFDocumento24 pagineOman-India Fertilizer Project OIFBassam Dahham83% (6)
- Pipeline Construction Procedure-1Documento10 paginePipeline Construction Procedure-1ABC Any Body Can Relax100% (1)
- CSBP Underground PipingDocumento27 pagineCSBP Underground PipingKatamaneni KoteswararaoNessuna valutazione finora
- Material Receiving ProcedureDocumento10 pagineMaterial Receiving ProcedureRaziKhanNessuna valutazione finora
- 1.sanitary Wastewater MOSDocumento13 pagine1.sanitary Wastewater MOSarshad iqbal0% (1)
- Rotating Equipment Installation Procedure Method StatementDocumento28 pagineRotating Equipment Installation Procedure Method Statementmanoj thakkarNessuna valutazione finora
- TESTINGDocumento7 pagineTESTINGSoner Kulte100% (1)
- Hdep - Welding of Hdpe Pipes and FitingsDocumento9 pagineHdep - Welding of Hdpe Pipes and Fitingsakashdruva892100% (1)
- Start Up and Commissioning of Pipelines: D. S. Nanaware, Chief Project Manager, IOCL, NoidaDocumento33 pagineStart Up and Commissioning of Pipelines: D. S. Nanaware, Chief Project Manager, IOCL, NoidaAndi SungNessuna valutazione finora
- Inspection, Flushing & Testing of Piping-21Documento6 pagineInspection, Flushing & Testing of Piping-21Saurabh Kumar VermaNessuna valutazione finora
- UPVC High Pressure Water Supply Piping System Installation ProcedureDocumento3 pagineUPVC High Pressure Water Supply Piping System Installation ProcedureAl Mumeen Construction ServicesNessuna valutazione finora
- Method Statement For LPG DismantlingDocumento8 pagineMethod Statement For LPG DismantlingHusain abidiNessuna valutazione finora
- Piping Hydrotest Procedure GuideDocumento3 paginePiping Hydrotest Procedure GuideFrank100% (6)
- Method of Statement Testing of PipeDocumento5 pagineMethod of Statement Testing of PipevpamatyaNessuna valutazione finora
- E11 - 22 - 5007-Specifications For Hydrostatic TestingDocumento11 pagineE11 - 22 - 5007-Specifications For Hydrostatic TestingAlienshowNessuna valutazione finora
- Piping Hydrotest ProcedureDocumento9 paginePiping Hydrotest Procedurewendypost73100% (1)
- Hydrostatic Test Procedure (HTPDocumento3 pagineHydrostatic Test Procedure (HTPdep_vin100% (4)
- LNG Unloading Jetty General LayoutDocumento1 paginaLNG Unloading Jetty General LayoutEddie TaiNessuna valutazione finora
- Status Indicators: YOGA 900-13ISK For BIZ Hardware Maintenance ManualDocumento1 paginaStatus Indicators: YOGA 900-13ISK For BIZ Hardware Maintenance ManualEddie TaiNessuna valutazione finora
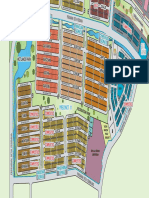
- Setia Alam P11 Plot PlanDocumento1 paginaSetia Alam P11 Plot PlanEddie TaiNessuna valutazione finora
- Vessel CNGDocumento1 paginaVessel CNGEddie TaiNessuna valutazione finora
- Acoustic Research TSW Speaker BrochureDocumento6 pagineAcoustic Research TSW Speaker BrochureEddie TaiNessuna valutazione finora
- Gas Composition - East Malaysia AG FieldDocumento1 paginaGas Composition - East Malaysia AG FieldEddie TaiNessuna valutazione finora
- Energy Data and Report Malaysia (2016) PDFDocumento20 pagineEnergy Data and Report Malaysia (2016) PDFEddie TaiNessuna valutazione finora
- Authrisation Letter - RFID - TemplateDocumento1 paginaAuthrisation Letter - RFID - TemplateEddie TaiNessuna valutazione finora
- Pulp and Paper Production From EFBDocumento9 paginePulp and Paper Production From EFBEddie TaiNessuna valutazione finora
- Energy Commission Report 2016Documento2 pagineEnergy Commission Report 2016Eddie TaiNessuna valutazione finora
- Liquid Fuel & Energy ConversionDocumento4 pagineLiquid Fuel & Energy ConversionEddie TaiNessuna valutazione finora
- Pages From Masterplan-2018Documento1 paginaPages From Masterplan-2018Eddie TaiNessuna valutazione finora
- Process Data Sheet for CompressorsDocumento2 pagineProcess Data Sheet for CompressorsEddie TaiNessuna valutazione finora
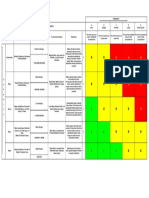
- RISK ASSESSMENT MATRIXDocumento1 paginaRISK ASSESSMENT MATRIXEddie TaiNessuna valutazione finora
- Preliminary Due Diligence: Item Key Evaluation A Technology & ProductsDocumento4 paginePreliminary Due Diligence: Item Key Evaluation A Technology & ProductsEddie TaiNessuna valutazione finora
- Infield Flowlines Riser Coating DetailsDocumento4 pagineInfield Flowlines Riser Coating DetailsEddie TaiNessuna valutazione finora
- Pages From Plasma Water TreatmentDocumento2 paginePages From Plasma Water TreatmentEddie TaiNessuna valutazione finora
- Flare Gas Recovery & Zero Flare SolutionsDocumento16 pagineFlare Gas Recovery & Zero Flare SolutionsEddie TaiNessuna valutazione finora
- Pages From Investment in Catalyst and MaerogelDocumento1 paginaPages From Investment in Catalyst and MaerogelEddie TaiNessuna valutazione finora
- Corrosion - by DR - Kallol Mondal, Department of Metallurgy and Material Science, IIT KanpurDocumento3 pagineCorrosion - by DR - Kallol Mondal, Department of Metallurgy and Material Science, IIT KanpurEddie TaiNessuna valutazione finora
- Gas Facilities Audit ChecklistDocumento2 pagineGas Facilities Audit ChecklistEddie TaiNessuna valutazione finora
- MGP-i For Jetties (Final)Documento2 pagineMGP-i For Jetties (Final)Eddie TaiNessuna valutazione finora
- NIT - Tender For Land in PortDocumento1 paginaNIT - Tender For Land in PortEddie TaiNessuna valutazione finora
- Development of Resonant Magnetic Field MicrosensorsDocumento22 pagineDevelopment of Resonant Magnetic Field MicrosensorsEddie TaiNessuna valutazione finora
- TH - English PDFDocumento87 pagineTH - English PDFEddie TaiNessuna valutazione finora
- LS1 PDFDocumento1 paginaLS1 PDFEddie TaiNessuna valutazione finora
- Gas Facilities Audit ChecklistDocumento4 pagineGas Facilities Audit ChecklistEddie TaiNessuna valutazione finora
- Concrete Slab Load Calculation PDFDocumento54 pagineConcrete Slab Load Calculation PDFEddie TaiNessuna valutazione finora
- UTM Wifi Guide Complete4Documento10 pagineUTM Wifi Guide Complete4Eddie TaiNessuna valutazione finora
- EW1-Temporary Site LayoutDocumento1 paginaEW1-Temporary Site LayoutEddie TaiNessuna valutazione finora
- Experiment On Friction in PipesDocumento15 pagineExperiment On Friction in PipesVijay ShetNessuna valutazione finora
- 02-FusionCol8000-C210H-MEX 5Documento2 pagine02-FusionCol8000-C210H-MEX 5samiramixNessuna valutazione finora
- Calisto - Brochure and Technical SpecificationsDocumento12 pagineCalisto - Brochure and Technical SpecificationsSlobodan PetrovicNessuna valutazione finora
- Air Cooled Chiller ChecklistDocumento3 pagineAir Cooled Chiller ChecklistDevendra DhumalNessuna valutazione finora
- Space Shuttle Main Engine DrawingsDocumento2 pagineSpace Shuttle Main Engine DrawingsMade in the wombNessuna valutazione finora
- Vapour Absorption Refrigeration SystemsDocumento9 pagineVapour Absorption Refrigeration SystemsHajiasifAliNessuna valutazione finora
- Physics DPP PDFDocumento12 paginePhysics DPP PDFAmit RoutNessuna valutazione finora
- Diesel Fuel Injection Nozzle Operation & TestingDocumento25 pagineDiesel Fuel Injection Nozzle Operation & TestingMoaed KanbarNessuna valutazione finora
- (Ihs) PEL - PL - CAL - 003 Pipeline Stability and Bouyancy Calculation Benoa - Pesanggaran (Rev 0)Documento11 pagine(Ihs) PEL - PL - CAL - 003 Pipeline Stability and Bouyancy Calculation Benoa - Pesanggaran (Rev 0)Indra HarapanNessuna valutazione finora
- Worksheet LiquidsandSolidsDocumento4 pagineWorksheet LiquidsandSolidsangielica delizoNessuna valutazione finora
- Positive Displacement PumpsDocumento39 paginePositive Displacement PumpsÃmit ŘajgadkarNessuna valutazione finora
- Major Components and Types of Compressed Air SystemsDocumento4 pagineMajor Components and Types of Compressed Air SystemsMuhammad Shahir100% (1)
- FF0 Agitation Mixing (Compatibility Mode)Documento62 pagineFF0 Agitation Mixing (Compatibility Mode)abhi4923Nessuna valutazione finora
- Flowserve CV PDFDocumento36 pagineFlowserve CV PDFAlvin SmithNessuna valutazione finora
- PP Lab ReportDocumento5 paginePP Lab ReportHaseeb KhawajaNessuna valutazione finora
- Datasheet For Pressure Gauge - Process DataDocumento8 pagineDatasheet For Pressure Gauge - Process DataLai HuynhNessuna valutazione finora
- Manual Bomba SheppardDocumento10 pagineManual Bomba SheppardJuan Jose PerdomoNessuna valutazione finora
- Paavai Engineering College - Namakkal: B.Tech. - Chemical Engineering CM16701 - Transport PhenomenaDocumento1 paginaPaavai Engineering College - Namakkal: B.Tech. - Chemical Engineering CM16701 - Transport PhenomenasreenivasMtechdisNessuna valutazione finora
- BS6891 Pipework InstallationDocumento102 pagineBS6891 Pipework Installationrichard drury100% (2)
- Fluid Engineering - Flow in PipesDocumento6 pagineFluid Engineering - Flow in PipesSherif Abdel Hamid FakhryNessuna valutazione finora
- 50 Year History of The Aiche Ammonia Safety Symposium: Gerald P. WilliamsDocumento9 pagine50 Year History of The Aiche Ammonia Safety Symposium: Gerald P. Williamsvaratharajan g rNessuna valutazione finora
- Cargo Operations For Gas CarrierDocumento45 pagineCargo Operations For Gas CarrierRISHIKESH KUMAR100% (1)
- About ValvesDocumento20 pagineAbout Valvesfirojaga13Nessuna valutazione finora
- 1B8 RCM Maintenance Strategy Selection Exercizes Day1 2nd HaDocumento7 pagine1B8 RCM Maintenance Strategy Selection Exercizes Day1 2nd HaKalpeshkumar PatelNessuna valutazione finora
- Ahlm PhET Gas Laws StudentDocumento3 pagineAhlm PhET Gas Laws StudentMIKHAEL ANGELO CAPITONNessuna valutazione finora
- PVT ModellingDocumento6 paginePVT ModellingFan JackNessuna valutazione finora
- Throttling DevicesDocumento13 pagineThrottling DevicesEsskindirNessuna valutazione finora
- Automatic Dry Powder: PD Matic ModelsDocumento1 paginaAutomatic Dry Powder: PD Matic Modelsyamen-691904Nessuna valutazione finora
- Jurnal Tambahan TdsDocumento7 pagineJurnal Tambahan TdsAulia Nur AnisaNessuna valutazione finora
- TE 4th Module - Air CompressorDocumento58 pagineTE 4th Module - Air Compressoralbin thomasNessuna valutazione finora
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsDa EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNessuna valutazione finora
- Introduction to Petroleum Process SafetyDa EverandIntroduction to Petroleum Process SafetyValutazione: 3 su 5 stelle3/5 (2)
- Guidelines for Initiating Events and Independent Protection Layers in Layer of Protection AnalysisDa EverandGuidelines for Initiating Events and Independent Protection Layers in Layer of Protection AnalysisValutazione: 5 su 5 stelle5/5 (1)
- A Complete Guide to Safety Officer Interview Questions and AnswersDa EverandA Complete Guide to Safety Officer Interview Questions and AnswersValutazione: 4 su 5 stelle4/5 (1)
- Trevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationDa EverandTrevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationNessuna valutazione finora
- Guidelines for Auditing Process Safety Management SystemsDa EverandGuidelines for Auditing Process Safety Management SystemsNessuna valutazione finora
- Chemical Process Safety: Learning from Case HistoriesDa EverandChemical Process Safety: Learning from Case HistoriesValutazione: 4 su 5 stelle4/5 (14)
- Guidelines for Implementing Process Safety ManagementDa EverandGuidelines for Implementing Process Safety ManagementNessuna valutazione finora
- A Poison Like No Other: How Microplastics Corrupted Our Planet and Our BodiesDa EverandA Poison Like No Other: How Microplastics Corrupted Our Planet and Our BodiesValutazione: 5 su 5 stelle5/5 (1)
- Incidents That Define Process SafetyDa EverandIncidents That Define Process SafetyNessuna valutazione finora
- Inherently Safer Chemical Processes: A Life Cycle ApproachDa EverandInherently Safer Chemical Processes: A Life Cycle ApproachValutazione: 5 su 5 stelle5/5 (1)
- Rules of Thumb for Maintenance and Reliability EngineersDa EverandRules of Thumb for Maintenance and Reliability EngineersValutazione: 4.5 su 5 stelle4.5/5 (12)
- LNG Risk Based Safety: Modeling and Consequence AnalysisDa EverandLNG Risk Based Safety: Modeling and Consequence AnalysisNessuna valutazione finora
- Safety Fundamentals and Best Practices in Construction IndustryDa EverandSafety Fundamentals and Best Practices in Construction IndustryNessuna valutazione finora
- Radium Girls: Women and Industrial Health Reform, 1910-1935Da EverandRadium Girls: Women and Industrial Health Reform, 1910-1935Valutazione: 4.5 su 5 stelle4.5/5 (4)
- Practical Industrial Safety, Risk Assessment and Shutdown SystemsDa EverandPractical Industrial Safety, Risk Assessment and Shutdown SystemsValutazione: 4 su 5 stelle4/5 (11)
- Nobody Cares: The Story of the World from SafetymanDa EverandNobody Cares: The Story of the World from SafetymanNessuna valutazione finora
- The Invisible Rainbow: A History of Electricity and LifeDa EverandThe Invisible Rainbow: A History of Electricity and LifeValutazione: 4.5 su 5 stelle4.5/5 (21)
- 3D Printing of Concrete: State of the Art and Challenges of the Digital Construction RevolutionDa Everand3D Printing of Concrete: State of the Art and Challenges of the Digital Construction RevolutionArnaud PerrotNessuna valutazione finora
- Nutritional and Therapeutic Interventions for Diabetes and Metabolic SyndromeDa EverandNutritional and Therapeutic Interventions for Diabetes and Metabolic SyndromeNessuna valutazione finora
- Exercise, Sport, and Bioanalytical Chemistry: Principles and PracticeDa EverandExercise, Sport, and Bioanalytical Chemistry: Principles and PracticeNessuna valutazione finora
- Fire Fighting Pumping Systems at Industrial FacilitiesDa EverandFire Fighting Pumping Systems at Industrial FacilitiesValutazione: 4.5 su 5 stelle4.5/5 (3)
- Safety and Intelligent Transport Systems Development in the People’s Republic of ChinaDa EverandSafety and Intelligent Transport Systems Development in the People’s Republic of ChinaNessuna valutazione finora
- Safety Critical Systems Handbook: A Straight forward Guide to Functional Safety, IEC 61508 (2010 EDITION) and Related Standards, Including Process IEC 61511 and Machinery IEC 62061 and ISO 13849Da EverandSafety Critical Systems Handbook: A Straight forward Guide to Functional Safety, IEC 61508 (2010 EDITION) and Related Standards, Including Process IEC 61511 and Machinery IEC 62061 and ISO 13849Valutazione: 4 su 5 stelle4/5 (5)
- The Single Cure: Human Life Extension to 300+ YearsDa EverandThe Single Cure: Human Life Extension to 300+ YearsNessuna valutazione finora
- Fire Protection Engineering in Building DesignDa EverandFire Protection Engineering in Building DesignValutazione: 4.5 su 5 stelle4.5/5 (5)