Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- APCO Air Valve 613Documento4 pagineAPCO Air Valve 613jones0055Nessuna valutazione finora
- Gioi Thieu MS-projectDocumento19 pagineGioi Thieu MS-projectViktor DươngNessuna valutazione finora
- 8 - 10 Nguyen Ly Ma PM Can BietDocumento13 pagine8 - 10 Nguyen Ly Ma PM Can BietViktor DươngNessuna valutazione finora
- Phan Tich EV 12 March 2007Documento14 paginePhan Tich EV 12 March 2007Viktor DươngNessuna valutazione finora
- Dam PhanDocumento16 pagineDam PhanViktor DươngNessuna valutazione finora
- Final QuizDocumento8 pagineFinal QuizViktor DươngNessuna valutazione finora
- 15A10 - Superstructures I (Topside)Documento23 pagine15A10 - Superstructures I (Topside)Viktor DươngNessuna valutazione finora
- SerialDocumento1 paginaSerialViktor DươngNessuna valutazione finora
- Dieu Hanh Cuoc Hop March 2004Documento15 pagineDieu Hanh Cuoc Hop March 2004Viktor DươngNessuna valutazione finora
- TBDP-A-S-RPT-1020 - Substructure Inplace AnalysisDocumento45 pagineTBDP-A-S-RPT-1020 - Substructure Inplace AnalysisViktor DươngNessuna valutazione finora
- TBDP-A-S-RPT-1020 - Substructure Inplace AnalysisDocumento45 pagineTBDP-A-S-RPT-1020 - Substructure Inplace AnalysisViktor DươngNessuna valutazione finora
- Risk Allocation - LTVanDocumento1 paginaRisk Allocation - LTVanViktor DươngNessuna valutazione finora
- Phu Luc B09-Trinh Don AnalyzeDocumento8 paginePhu Luc B09-Trinh Don AnalyzeViktor DươngNessuna valutazione finora
- TB DK TTTN-LVTN Bs Hk132Documento1 paginaTB DK TTTN-LVTN Bs Hk132Viktor DươngNessuna valutazione finora
- Unit 7: Brittel Coating MethodsDocumento12 pagineUnit 7: Brittel Coating Methodsmaya singhNessuna valutazione finora
- VSF2 ND EdDocumento345 pagineVSF2 ND EdRyanNessuna valutazione finora
- Experimental Study of Estimating The Subgrade Reaction ModulusDocumento6 pagineExperimental Study of Estimating The Subgrade Reaction ModulusIngeniero EstructuralNessuna valutazione finora
- Assignment 1 - Spring2006: SolutionDocumento31 pagineAssignment 1 - Spring2006: SolutionMuhammad UmairNessuna valutazione finora
- Syllabus 3210 Fall 2012 PDFDocumento4 pagineSyllabus 3210 Fall 2012 PDFRahul KarnaNessuna valutazione finora
- Weebly ReportDocumento15 pagineWeebly Reportapi-316004735Nessuna valutazione finora
- BM2 24H+Installation+InstructionsDocumento7 pagineBM2 24H+Installation+InstructionsremediospereiraNessuna valutazione finora
- Contoh Pembentangan Poster Di ConferenceDocumento1 paginaContoh Pembentangan Poster Di ConferenceIka 1521Nessuna valutazione finora
- Alkyl Halides and Amines Mcqs KeyDocumento3 pagineAlkyl Halides and Amines Mcqs KeySameer HussainNessuna valutazione finora
- Standarization of Volumetric SolutionsDocumento9 pagineStandarization of Volumetric SolutionsZahid IqbalNessuna valutazione finora
- Datasheet Cpu 416-2Documento13 pagineDatasheet Cpu 416-2Danu MaldinoNessuna valutazione finora
- Oxe Um ALE SoftPhone 8AL90653ENAA 1 enDocumento36 pagineOxe Um ALE SoftPhone 8AL90653ENAA 1 enlocuras34Nessuna valutazione finora
- State-Of-The-Art of Battery State-Of-Charge DeterminationDocumento19 pagineState-Of-The-Art of Battery State-Of-Charge Determinationyasvanthkumar sNessuna valutazione finora
- T60 Transformer Management Relay: UR Series Instruction ManualDocumento404 pagineT60 Transformer Management Relay: UR Series Instruction Manualeng amadaNessuna valutazione finora
- Cooling Unit SpecDocumento4 pagineCooling Unit Specmirali74Nessuna valutazione finora
- ASM Lab Record BookDocumento36 pagineASM Lab Record BookNandan HegdeNessuna valutazione finora
- Normal Motor and Sensory Nerve Conduction VelocityDocumento3 pagineNormal Motor and Sensory Nerve Conduction Velocitycemm_11Nessuna valutazione finora
- Stars and Galaxies 9th Edition Seeds Test BankDocumento20 pagineStars and Galaxies 9th Edition Seeds Test Bankngocalmai0236h100% (32)
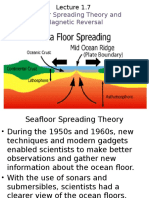
- Seafloor Spreading TheoryDocumento16 pagineSeafloor Spreading TheoryMark Anthony Evangelista Cabrieto100% (1)
- Name: Class Number: - Date: - Section: - ScheduleDocumento11 pagineName: Class Number: - Date: - Section: - ScheduleErica AguirreNessuna valutazione finora
- Chapter 3.1 - Igneous RockDocumento64 pagineChapter 3.1 - Igneous Rockalvinllp83Nessuna valutazione finora
- 5 6075614737821859916Documento10 pagine5 6075614737821859916Siston MakafuNessuna valutazione finora
- Nilfisk 2016Documento12 pagineNilfisk 2016Ilham HamidNessuna valutazione finora
- Ruminant Digestive SystemDocumento12 pagineRuminant Digestive SystemMacharia JosephNessuna valutazione finora
- Potassium in Water by Atomic Absorption Spectrophotometry: Standard Test Method ForDocumento4 paginePotassium in Water by Atomic Absorption Spectrophotometry: Standard Test Method ForhydrogenperoksideNessuna valutazione finora
- Stack008 V2Documento1 paginaStack008 V2Kryštof PaličkaNessuna valutazione finora
- Rationalizing The Seismic Coefficient Method PDFDocumento41 pagineRationalizing The Seismic Coefficient Method PDFandremr15100% (1)
- Automotive Solutions: Setting The Pace For InnovationDocumento36 pagineAutomotive Solutions: Setting The Pace For InnovationAda TopanNessuna valutazione finora
- Ball BearingsDocumento31 pagineBall Bearingsnike_y2kNessuna valutazione finora