Potrebbero piacerti anche
- Roof Plan Roof Framing Plan: C A D B C A D BDocumento1 paginaRoof Plan Roof Framing Plan: C A D B C A D BmjfprgcNessuna valutazione finora
- Megawide Precast PlantDocumento21 pagineMegawide Precast PlantPaolo ManansalaNessuna valutazione finora
- GBDDocumento17 pagineGBDCristian CameroNessuna valutazione finora
- Building Laws Study GuideDocumento5 pagineBuilding Laws Study GuideNikki Angela Lirio BercillaNessuna valutazione finora
- Mainit Servantes P Construction ProjectDocumento9 pagineMainit Servantes P Construction ProjectServantes MainitNessuna valutazione finora
- Proposed Two Specification WritingDocumento4 pagineProposed Two Specification WritingKelly Santiago100% (1)
- General and Technical Specification Section 1.0-GeneralDocumento3 pagineGeneral and Technical Specification Section 1.0-GeneralTarhata KalimNessuna valutazione finora
- Design of TerminalDocumento77 pagineDesign of TerminalJohn Cedric SatojetoNessuna valutazione finora
- NSCP 2015: NSCP: Free Download, Borrow, and Streaming ..Documento3 pagineNSCP 2015: NSCP: Free Download, Borrow, and Streaming ..godofredo dumaliNessuna valutazione finora
- Rehabilitation of Masalasa Creek CommunityDocumento15 pagineRehabilitation of Masalasa Creek CommunityJohn ManalangNessuna valutazione finora
- Type BOQ For Construction of 1 Unit Toilet Drawing No.05Documento7 pagineType BOQ For Construction of 1 Unit Toilet Drawing No.05Yashika Bhathiya JayasingheNessuna valutazione finora
- BOQ - Covered Court (Rev.005)Documento208 pagineBOQ - Covered Court (Rev.005)Kevin Marc BabateNessuna valutazione finora
- Topographic Map Makati AreaDocumento2 pagineTopographic Map Makati Areamary joelle moralesNessuna valutazione finora
- AFSUDocumento5 pagineAFSUanon_419292298Nessuna valutazione finora
- Two-Storey Residential Building Bill of QuantitiesDocumento20 pagineTwo-Storey Residential Building Bill of Quantitiespat cruzNessuna valutazione finora
- Product Presentation2018Documento57 pagineProduct Presentation2018Roger Anjao100% (1)
- Parking and Loading Space RequirementsDocumento2 pagineParking and Loading Space Requirementsnanobots37Nessuna valutazione finora
- 4-Massing & Orientation For CoolingDocumento3 pagine4-Massing & Orientation For CoolingaomareltayebNessuna valutazione finora
- Spot Detail Section: (Roofing Sheets and Corbel Conn.)Documento1 paginaSpot Detail Section: (Roofing Sheets and Corbel Conn.)Robert Christopher NiebresNessuna valutazione finora
- BOQ Thrmal Protection 3.6Documento4 pagineBOQ Thrmal Protection 3.6Moath AlhajiriNessuna valutazione finora
- Grouted RiprapDocumento5 pagineGrouted Riprapgenelyn aseoNessuna valutazione finora
- Specifying Constr ProductsDocumento3 pagineSpecifying Constr Productsaluttt0% (1)
- The Thesis BodyDocumento4 pagineThe Thesis BodyMark'jheii MarianoNessuna valutazione finora
- Tile Works Reyes EstimatesDocumento4 pagineTile Works Reyes EstimatesVicent John ParedesNessuna valutazione finora
- 2019 Price List: Cement & AggregatesDocumento14 pagine2019 Price List: Cement & AggregatesKaye Kathlene Basubas100% (1)
- Proposed Interior Fit-Out for Department of Tourism ShowroomDocumento4 pagineProposed Interior Fit-Out for Department of Tourism ShowroomJo BompatNessuna valutazione finora
- PlumbingDocumento2 paginePlumbingelmerbayhon100% (3)
- Residential BOM and SpecsDocumento4 pagineResidential BOM and SpecsMary Ann LictaoaNessuna valutazione finora
- List of Construction Supplies (Materials) Prices in PhilippinesDocumento19 pagineList of Construction Supplies (Materials) Prices in Philippinessherwin fuleNessuna valutazione finora
- Adhesive Brochure PDFDocumento21 pagineAdhesive Brochure PDFArijit ChakrabortyNessuna valutazione finora
- Layouting StakingDocumento2 pagineLayouting StakingMarsheil BawaanNessuna valutazione finora
- Figure 1 3.2 Assign 1Documento2 pagineFigure 1 3.2 Assign 1piNessuna valutazione finora
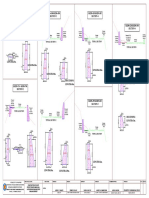
- Structural plans for building right wing roofDocumento1 paginaStructural plans for building right wing roofArjelyNessuna valutazione finora
- Quotation For LapulapuDocumento3 pagineQuotation For LapulapuPAPELLERO MARIANIE WNessuna valutazione finora
- 10 28 13 - Toilet Accessories PDFDocumento6 pagine10 28 13 - Toilet Accessories PDFmasoodaeNessuna valutazione finora
- Bill of Quantities: Project: Two Storey High Residential Building (Single-Attached) QUANTITY: 118.7 Unit: SQ.MDocumento7 pagineBill of Quantities: Project: Two Storey High Residential Building (Single-Attached) QUANTITY: 118.7 Unit: SQ.MChristian Castle SpiritNessuna valutazione finora
- Item 1009Documento3 pagineItem 1009Ester MarianNessuna valutazione finora
- Philippines establishes disaster risk reduction lawDocumento5 paginePhilippines establishes disaster risk reduction lawCaryll Soliven Buenaluz100% (1)
- PBoA Architectural Computation & Sample QuestionDocumento31 paginePBoA Architectural Computation & Sample QuestionRose Ann LimboNessuna valutazione finora
- Problem StatementDocumento2 pagineProblem StatementSouradeep Paul0% (1)
- CE 60 Project: 3-Storey Commercial Building DesignDocumento123 pagineCE 60 Project: 3-Storey Commercial Building DesignAlex Joshua MaglasangNessuna valutazione finora
- Table 5-4 Quantity of Lumber For Scaffolding and StagingDocumento1 paginaTable 5-4 Quantity of Lumber For Scaffolding and Stagingmark dominicNessuna valutazione finora
- Technical Specifications: A. General ConditionsDocumento4 pagineTechnical Specifications: A. General ConditionsKurein ReotutarNessuna valutazione finora
- Construction of Dormitory Building Ii: Philippine Science High School - Mimaropa Region CampusDocumento23 pagineConstruction of Dormitory Building Ii: Philippine Science High School - Mimaropa Region CampusKristina ReyesNessuna valutazione finora
- Bungalow House - BoqDocumento4 pagineBungalow House - Boqfrancis sebastian lagamayoNessuna valutazione finora
- Cost Estimate - Demolition of Waiting Shed at Gate 2 and Construction of New ShedDocumento4 pagineCost Estimate - Demolition of Waiting Shed at Gate 2 and Construction of New ShedNico TorresNessuna valutazione finora
- AR1Documento1 paginaAR1erwin sarmientoNessuna valutazione finora
- NSCP Design StandardsDocumento9 pagineNSCP Design StandardsDenise Ann CuencaNessuna valutazione finora
- Vol2 Zoning OrdinanceDocumento118 pagineVol2 Zoning OrdinanceJake BenliroNessuna valutazione finora
- MERGED Ecological Profile of AmulongDocumento224 pagineMERGED Ecological Profile of Amulongjecyle ludaNessuna valutazione finora
- Residential Building Project Gantt ChartDocumento3 pagineResidential Building Project Gantt ChartJoe Mark AvilaNessuna valutazione finora
- Tondo Residence Plumbing EstimateDocumento2 pagineTondo Residence Plumbing EstimateEvans CorpNessuna valutazione finora
- CONCRETE HOLLOW BLOCKSDocumento4 pagineCONCRETE HOLLOW BLOCKSCharlyn FloresNessuna valutazione finora
- Municipality of Bacoor, Cavite: 1. PropertyDocumento9 pagineMunicipality of Bacoor, Cavite: 1. PropertyJoaquin Isaac NgNessuna valutazione finora
- 1) 8% Professional Fee of The Probable Construction Cost (Design Only)Documento2 pagine1) 8% Professional Fee of The Probable Construction Cost (Design Only)Khay Acosta-TanchocoNessuna valutazione finora
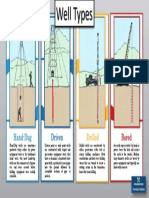
- Types of Wells: Hand-Dug, Driven, Drilled, BoredDocumento1 paginaTypes of Wells: Hand-Dug, Driven, Drilled, BoredJames Ray MagdadaroNessuna valutazione finora
- Division 2 Sitework Excavation Backfilling GradingDocumento3 pagineDivision 2 Sitework Excavation Backfilling GradingMa Monica M. MuncadaNessuna valutazione finora
- United Oil Gasoline StationDocumento10 pagineUnited Oil Gasoline StationAmit Kumar YadavNessuna valutazione finora
- Ugalde Technological Issues in Mass HousingDocumento12 pagineUgalde Technological Issues in Mass Housinglyle ugalde100% (1)
- Spiral RampDocumento15 pagineSpiral RampDexter ZDNessuna valutazione finora
- Bridge External Development Master Plan For Marketing-December 2012-A3Documento1 paginaBridge External Development Master Plan For Marketing-December 2012-A3gouharNessuna valutazione finora
- Bridge External Development Master Plan For Marketing-December 2012-A3Documento1 paginaBridge External Development Master Plan For Marketing-December 2012-A3gouharNessuna valutazione finora
- AIA Layer StandardsDocumento100 pagineAIA Layer StandardsZaldy Corpuz100% (1)
- Arabic-Grammar-for-Quran-Fehmi.pdf عربی گرامر برائے قران فہمیDocumento66 pagineArabic-Grammar-for-Quran-Fehmi.pdf عربی گرامر برائے قران فہمیMP2013Nessuna valutazione finora
- Parking Lot PresentDocumento22 pagineParking Lot PresentGouhar NayabNessuna valutazione finora
- Arabic-Grammar-for-Quran-Fehmi.pdf عربی گرامر برائے قران فہمیDocumento66 pagineArabic-Grammar-for-Quran-Fehmi.pdf عربی گرامر برائے قران فہمیMP2013Nessuna valutazione finora
- Bidat Aik Ghumrah PDFDocumento35 pagineBidat Aik Ghumrah PDFFahad RiazNessuna valutazione finora
- Qaseedah Naimatullah Shah Wali (Rehmatullah Alehe) (Farsi/Urdu)Documento88 pagineQaseedah Naimatullah Shah Wali (Rehmatullah Alehe) (Farsi/Urdu)Dar Haqq (Ahl'al-Sunnah Wa'l-Jama'ah)100% (2)
- Tadao Ando's Gate of Creation Architecture SchoolDocumento55 pagineTadao Ando's Gate of Creation Architecture SchoolJohn Anand KNessuna valutazione finora
- Philips Outdoor Lighting BrochureDocumento84 paginePhilips Outdoor Lighting BrochureGovindasamy VaithiyanathanNessuna valutazione finora
- Concrete Building Scheme Design ManualDocumento141 pagineConcrete Building Scheme Design ManualEddie Chan100% (2)
- 1 Electrical SystemsDocumento102 pagine1 Electrical SystemsJhecca Cabillo100% (1)
- Benjamin Sawyer PortfolioDocumento20 pagineBenjamin Sawyer PortfolioBen SawyerNessuna valutazione finora
- Sundance Supply®, LLC Framing GuideDocumento15 pagineSundance Supply®, LLC Framing GuideHouariKouadriNessuna valutazione finora
- Graco TipDocumento6 pagineGraco TipRk SabarinathanNessuna valutazione finora
- Form 6 (Daily Accomplishment)Documento4 pagineForm 6 (Daily Accomplishment)Bendaña KHayeNessuna valutazione finora
- Example Bills of QuantitesDocumento66 pagineExample Bills of Quantiteshakim2020Nessuna valutazione finora
- 05-28P Parkside Block J Final ReportDocumento12 pagine05-28P Parkside Block J Final Reportnguyen ngoc linhNessuna valutazione finora
- Specification of Civil WorksDocumento208 pagineSpecification of Civil WorksPrantik Adhar SamantaNessuna valutazione finora
- The Development of The Residential Steel Framing Industry in Australia - SC - v41 - n1 - J PDFDocumento16 pagineThe Development of The Residential Steel Framing Industry in Australia - SC - v41 - n1 - J PDFDenise2512100% (1)
- Ace5 Unit3 TestDocumento4 pagineAce5 Unit3 Testnatacha85% (13)
- Standards VNA WarehouseDocumento1 paginaStandards VNA WarehouseAnonymous FZs3yBHh7Nessuna valutazione finora
- Astaire Gardens BPTP BY BPTP +91 999 999 38877Documento24 pagineAstaire Gardens BPTP BY BPTP +91 999 999 38877Ayaan Khan Deal SquareNessuna valutazione finora
- Brevetto US2912244 - Amusement Device - Google BrevettiDocumento5 pagineBrevetto US2912244 - Amusement Device - Google BrevettiKevinSantiNessuna valutazione finora
- DUNHAM CASTLE: The Dunham Legacy in The Fox River ValleyDocumento12 pagineDUNHAM CASTLE: The Dunham Legacy in The Fox River ValleyEd Chops FitzGerald100% (1)
- Lightning Protection For Offshore Oil RigsDocumento0 pagineLightning Protection For Offshore Oil RigsNoli OtebaNessuna valutazione finora
- Analysis of Thermal BridgesDocumento64 pagineAnalysis of Thermal BridgesGuillermo Durán Moro100% (2)
- Essar Steel Galvanised BrochureDocumento9 pagineEssar Steel Galvanised BrochureSukanya Sen DuttaNessuna valutazione finora
- Journey Exam Study GuideDocumento25 pagineJourney Exam Study Guidementong100% (2)
- Birla Vishvakarma Mahavidhyalaya: Study of Bundled Tube: A Lateral Load Resisting SystemDocumento34 pagineBirla Vishvakarma Mahavidhyalaya: Study of Bundled Tube: A Lateral Load Resisting SystemJinisha24Nessuna valutazione finora
- Labour Output ConstantDocumento14 pagineLabour Output ConstantJanesha100% (1)
- Sos VillageDocumento70 pagineSos VillageRidhima Sharma100% (2)
- English Essay Week 3 Westbury CourtDocumento7 pagineEnglish Essay Week 3 Westbury Courtykamalj2552Nessuna valutazione finora
- Bahrain Marina HVAC Drawing Register & TransmittalDocumento13 pagineBahrain Marina HVAC Drawing Register & Transmittalsachin231979Nessuna valutazione finora
- LHE Historic District W Public CommentDocumento217 pagineLHE Historic District W Public CommentWedgeLIVENessuna valutazione finora
- Histoy 3 Lecture 005 - Architecture of Post IndependenceDocumento63 pagineHistoy 3 Lecture 005 - Architecture of Post IndependenceEdmund ChuiNessuna valutazione finora