Documenti di Didattica
Documenti di Professioni
Documenti di Cultura
Vt3 Tecnologias de Envasado en Atmosfera Protectora
Caricato da
furtanCopyright
Formati disponibili
Condividi questo documento
Condividi o incorpora il documento
Hai trovato utile questo documento?
Questo contenuto è inappropriato?
Segnala questo documentoCopyright:
Formati disponibili
Vt3 Tecnologias de Envasado en Atmosfera Protectora
Caricato da
furtanCopyright:
Formati disponibili
2013
Diseo e inspeccin de un depsito a presin
conforme a la Directiva 97/23/CE
Proyecto final de carrera
Diciembre 2013
Autor: Ller Soler Marn
Director: Joan Antonio Moreno
Titulacin: ETNPSV
A dos de las personas que ms me
han influido en la vida y que no
podrn ver esto
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
NDICE
1. INTRODUCCIN Y MOTIVACIONES
2. INTRODUCCIN A LA DIRECTIVA EUROPEA 97/23/CE
10
3. DISEO Y CLCULO.
15
3.1.
Cdigo de diseo y normativa aplicable
15
3.2.
Condiciones de diseo
16
3.3.
Eleccin material
17
3.4.
Clculos de dimensionado del equipo
18
3.4.1. Clculo del espesor terico del cuerpo cilndrico sometido a presin
interna
18
3.4.2. Clculo del espesor terico del fondo sometido a presin y al vaco
19
3.4.3. Resultados obtenidos
21
3.5.
Plano de formas y placa de caractersticas
21
3.6.
Diseo uniones
22
3.7.
Eleccin procesos de soldadura
23
3.7.1. Proceso TIG
23
3.7.2. Proceso MIG
24
3.8.
Estimacin de costes
25
3.8.1. Materiales
26
3.8.2. Mano de obra
27
3.8.3. Procedimientos de soldadura
27
3.8.4. Ensayos no destructivos
27
3.8.5. Testigo de produccin
28
3.8.6. Evaluacin de la conformidad por un organismo notificado
28
3.8.7. Resumen de costes
29
4. MEMORIA TCNICA Y FABRICACIN
4.1.
Memoria tcnica
31
31
4.1.1. Identificacin y descripcin general del equipo
31
4.1.2. Caractersticas tcnicas
31
4.1.3. Mdulo de evaluacin y categora del equipo
32
Pgina 5 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
4.1.4. Requisitos esenciales de seguridad
32
4.1.5. Fabricacin y controles
33
4.1.6. Clculos y planos
33
4.1.7. Instrucciones de uso, conservacin y seguridad
34
4.1.8. Declaracin y certificados de materiales
36
4.1.9. Procedimientos de soldadura. Weld book
39
4.1.10.
40
4.2.
Plan de Puntos de Inspeccin, PPI
Fabricacin
44
4.2.1. Sistema de calidad del fabricante
44
4.2.2. Identificacin y control de materiales
45
4.2.3. Uniones permanentes
46
4.2.4. Ensayos no Destructivos
47
4.2.5. Control dimensional
48
4.2.6. Verificacin final
48
4.2.7. Prueba hidrosttica
48
5. EVALUACIN DE LA CONFORMIDAD
5.1.
Revisin documental
49
49
5.1.1. Weld book
50
5.1.2. Materiales
50
5.2.
Control de fabricacin
51
5.2.1. Trazabilidad
51
5.2.2. Control dimensional
52
5.3.
Inspeccin final
52
5.3.1. Revisin documental de los informes de ensayos no destructivos
53
5.3.2. Medicin de espesores
53
5.3.3. Control dimensional
53
5.3.4. Prueba de resistencia
53
5.4.
Obtencin del marcado <<CE>>
54
6. CONCLUSIONES
55
7. AGRADECIMIENTOS
57
8. BIBLIOGRAFA
58
9. NDICE DE ACRNIMOS
59
Pgina 6 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
Apndice A: DIRECTIVA EUROPEA 97/23/CE
62
Apndice B: HOJAS DE CLCULOS
90
Apndice C: PLANO
114
Pgina 7 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
INTRODUCCIN Y MOTIVACIONES
Recipientes a presin de todo tipo se hallan presentes en la mayora de industrias de
nuestra sociedad actual. Depsitos, calderas, reactores o intercambiadores son
ejemplos de equipos que contienen un fluido sometido a presin. Estos equipos
deben estar diseados para que puedan ser utilizados en unas condiciones de
trabajo durante toda su vida til con garantas que no se producirn un fallo o
accidente en servicio. En la importancia de asegurar que los recipientes a presin
se diseen y fabriquen para soportar sus condiciones de trabajo, radica la existencia
y la correcta aplicacin de la Directiva Europea 97/23/CE referida a los equipos a
presin.
Debido a los conocimientos adquiridos durante la realizacin de la carrera de
Ingeniera Tcnica Naval y a mi experiencia laboral en una entidad de inspeccin
cuyo sector principal de trabajo es el de la calderera pesada y recipientes a presin,
vi necesario profundizar en el tema del diseo, fabricacin e inspeccin de los
equipos a presin y concretamente de cmo se ven reguladas estas acciones. Para
ello eleg realizar este proyecto final de carrera, con el fin de adems de
cumplimentar mi expediente acadmico, adquirir unos conocimientos de utilidad para
mi desarrollo profesional.
El presente proyecto tiene por objetivo interpretar y aplicar la Directiva Europea
97/23/CE en el diseo de un depsito a presin de 375 litros destinado a contener
cido sulfrico al 5%. Este depsito no se fabricar en la realidad, no es nuestro
objetivo debido principalmente a los costes elevados,
pero se interpretaran las
acciones y sistemtica de trabajo en las fases de fabricacin y evaluacin de la
conformidad.
Referente al proceso de diseo tendremos por objetivos, hallar las formas y
dimensiones ptimas del depsito para cumplir con las condiciones de diseo
impuestas. Deberemos tambin, elegir y justificar el material ms adecuado el uso
del equipo, as como el tipo de uniones soldadas y los procesos de soldadura a
realizar. Se calcularn los espesores de todas las partes del depsito y se realizar
una estimacin de costes del proyecto del depsito.
Pgina 8 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
Cumplidos estos objetivos, se expondr y generar todos los contenidos de una
memoria tcnica para nuestro depsito diseado.
Finalmente, como ltimo objetivo se expondrn todas las tareas a realizar en la fase
de evaluacin de la conformidad, que como veremos, este es el nombre que recibe
el proceso de inspeccin y verificacin por parte de un Organismo Notificado para
que cualquier equipo a presin obtenga el marcado <<CE>>.
De aqu en adelante, cualquier referencia a la Directiva Europea 97/23/CE de
equipos a presin, se mencionar por mayor comodidad como la Directiva.
Este trabajo se estructura en 4 partes. En primer lugar se dedica un captulo a la
Directiva a modo de introduccin y de resumen de sta. A continuacin se pasar al
captulo referido al diseo y clculo del equipo a presin. El siguiente apartado hace
referencia a la realizacin de la memoria tcnica del depsito y a los procedimientos
de fabricacin y un ltimo captulo se dedica a la evaluacin de la conformidad.
Pgina 9 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
INTRODUCCIN
LA
DIRECTIVA
EUROPE A
97/23/CE
En este captulo veremos en primer lugar la definicin del concepto Directiva y lo
extenderemos a la Directiva Europea y ms concretamente a la 97/23/CE referida a
los equipos a presin, que es nuestro motivo de estudio.
Tambin expondremos algunos artculos de esta Directiva a modo de resumen y
como herramienta para la mejor comprensin de este trabajo.
A continuacin podemos ver la acepcin del trmino Directiva en el diccionario de la
Real Academia Espaola, referida a trminos legislativos:
En algunos organismos internacionales, disposicin de rango superior que han de
cumplir todos sus miembros.
Concretamente en el marco europeo podemos citar:
La Directiva es una disposicin normativa de Derecho comunitario que vincula a
los Estados de la Unin o, en su caso, al Estado destinatario en la consecucin de
resultados u objetivos concretos en un plazo determinado, dejando, sin embargo,
a las autoridades internas competentes la debida eleccin de la forma y los
medios adecuados a tal fin.
A este mecanismo de despliegue y aplicacin por las autoridades nacionales
competentes (nacional, regional o local) de una norma, la directiva, que adems
de comunitaria es, por virtud de los Tratados, interna y propia de los
ordenamientos jurdicos nacionales, pero que requiere de un complemento
normativo de los Estados para su efectiva implementacin, se le denomina
jurdicamente "transposicin" al Derecho interno o nacional.
Una vez definido el concepto terico general, nos centramos en la Directiva de
Equipos a Presin que es la que nos concierne en este trabajo.
Pgina 10 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
Encontramos su origen en el 1997, cuando el Parlamento Europeo y el Consejo
aprobaron, con fecha 29 de mayo, la Directiva 97/23/CE relativa a la aproximacin
de las legislaciones de los Estados miembros sobre equipos a presin.
En cumplimiento de las obligaciones derivadas del Tratado de adhesin de Espaa a
las Comunidades Europeas, as como lo indicado en el artculo 20 de dicha directiva,
es preciso dictar las disposiciones nacionales que contemplen y adapten las
previsiones contenidas en la mencionada directiva a la situacin espaola.
En Espaa, la transposicin de la Directiva del Parlamento Europeo y del Consejo,
97/23/CE, relativa a los equipos de presin, se dispone en el Real Decreto 769/1999
de 7 de Mayo.
En el Anexo de este trabajo se encuentra al completo el mencionado Real Decreto.
A continuacin se mencionan los artculos y puntos ms significativos de forma
resumida, como hemos comentado para una mejor comprensin posterior:
Artculo 1. mbito de aplicacin y definiciones
El presente Real Decreto se aplica al diseo, la fabricacin y la evaluacin de
la conformidad de los equipos a presin y de los conjuntos sometidos a una presin
mxima admisible PS superior a 0,5 bar.
A los efectos del presente Real Decreto se entiende por: Equipos a presin, los
recipientes, tuberas, accesorios de seguridad y accesorios a presin. En su caso, se
considerar que forman parte de los equipos a presin los elementos fijados a las
partes sometidas a presin, como bridas, tubuladuras, acoplamientos, abrazaderas,
soportes, orejetas para izar, etc.
Presin, la presin relativa a la presin atmosfrica, es decir, la presin
manomtrica. En consecuencia, el vaco se expresa mediante un valor negativo.
Presin mxima admisible PS, la presin mxima para la que est diseado el
equipo, especificada por el fabricante.
Artculo 2. Vigilancia del mercado.
Slo se podrn comercializar y poner en servicio los equipos a presin y los
conjuntos contemplados en el artculo 1, si no comprometen la seguridad ni la salud
Pgina 11 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
de las personas ni, en su caso, de los animales domsticos o de los bienes, cuando
estn instalados y mantenidos convenientemente y se utilicen conforme al fin a que
se destinan.
Artculo 3. Requisitos tcnicos
Los requisitos esenciales que deben cumplir los equipos a presin, entre ellos
de fabricacin, diseo, materiales, etc. se detallan en el anexo 1 del Real Decreto.
Artculo 4. Libre circulacin
No se podr prohibir, restringir u obstaculizar, a cusa de los riesgos debidos a
la presin, la comercializacin ni la puesta en servicio de los equipos que cumplan lo
dispuesto en el presente Real Decreto y que lleven el marcado <CE>, que indica que
han sido sometidos a una evaluacin de la conformidad.
Artculo 5. Presuncin de conformidad
Se presumir que los equipos a presin y los conjuntos provistos de marcado
<CE> y de la declaracin de conformidad <CE> cumplen todas las disposiciones del
presente Real Decreto.
Artculo 9. Clasificacin de los equipos a presin.
Los equipos a presin se clasifican por categoras en funcin del grado
creciente de peligrosidad, desde categora I a categora IV como la ms peligrosa.
En el anexo II del Real Decreto se muestran los cuadros para precisar la categora
del equipo. La clasificacin es funcin:
-
De su presin mxima admisible PS.
De su volumen propio V o de su Dimetro Nominal DN, segn los casos.
Del grupo de fluidos a que est destinado. Grupo 1 o grupo 2.
Como fluidos del grupo 1 se incluyen los fluidos peligrosos, definidos como:
-
Explosivos
Extremadamente inflamables
Fcilmente inflamables
Pgina 12 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
Inflamables (cuando la temperatura mxima admisible se sita a una
temperatura superior al punto de inflamacin)
Muy txicos
Txicos
Comburentes
Como fluidos del grupo 2 se incluyen todos los dems fluidos.
Cuando un recipiente est formado por varias cmaras, el recipiente se clasificar en
la categora ms alta de cada cmara individual. Cuando una cmara contenga
varios fluidos, la clasificacin se realizar en funcin del fluido que requiere la
categora de mayor riesgo.
Artculo 10. Evaluacin de la conformidad
Antes de comercializar un equipo a presin su fabricante deber someterlo a
uno de los procedimientos de evaluacin de la conformidad descritos en el anexo III
del Real Decreto.
Estos procedimientos de evaluacin de la conformidad se determinarn por la
categora del equipo y son los siguientes:
Categora I:
Mdulo A.
Categora II:
Mdulo A1.
Mdulo D1.
Mdulo E1.
Categora III:
Mdulo B1 + D.
Mdulo B1 + F.
Mdulo B + E.
Mdulo B + C1.
Mdulo H.
Categora IV:
Mdulo B + D.
Pgina 13 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
Mdulo B + F.
Mdulo G.
Mdulo H1.
El fabricante podr tambin si lo desea aplicar uno de los procedimientos previstos
para la categora superior, siempre que sta exista.
Artculo 12. Organismos notificados.
Los organismos notificados espaoles son los encargados de efectuar los
procedimientos de evaluacin de la conformidad. Deben cumplir unos requisitos
mnimos establecidos en el anexo IV del Real Decreto.
Pgina 14 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
DISEO Y CLCULO.
El tipo de equipo elegido para la realizacin de este proyecto es un depsito a
presin. Como se ha comentado, el objetivo principal es la aplicacin de la Directiva,
por eso no se quiere entrar en el diseo y clculo de algn equipo con mucha
complejidad, cuando ese no es nuestro objetivo. En este captulo entonces, vamos a
abordar el reto de disear y calcular un depsito a presin que cumpla con los
requisitos de la Directiva.
La Directiva expone los requisitos de diseo en su apartado 2 del Anexo I. All
encontramos las indicaciones y sistemtica de trabajo a utilizar para que el equipo
cumpla con los requisitos esenciales de seguridad que impone la Directiva.
A nivel general se establece que el diseo ser tal que permita prevenir al mximo
todo tipo de fallos en funcionamiento, estableciendo los coeficientes y mrgenes de
seguridad necesarios para evitar dichos fallos. El equipo debe disearse de forma
que resista las cargas a que ser sometido.
El diseo se puede realizar por mtodo de clculo o por un mtodo experimental de
diseo. En el caso del mtodo de clculo se debe realizar con un cdigo de diseo
de equipos a presin de reconocido prestigio.
En nuestro caso se realiza mediante mtodo de clculo.
3.1 C DIGO
DE DISEO Y NORMATIV A APLIC ABLE
Para el diseo y clculo del equipo utilizamos el cdigo de diseo alemn AD
Merkblatter en su edicin del ao 2011.
Las especificaciones de los materiales a utilizar en el diseo del equipo sern las
correspondientes a normativa europea. En este aspecto sern de aplicacin las
siguientes normas:
UNE-EN 10028-7: 2009 Productos planos para aplicaciones a presin.
Parte 7: Aceros inoxidables.
Pgina 15 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
UNE-EN 10216-5:2006 + AC 2008 Tubos de acero sin soldadura para
usos a presin. Condiciones tcnicas de suministro. Parte 5: Tubos de
acero inoxidable.
UNE-EN 10222-5:2000 Piezas de acero forjadas para aparatos a presin.
Parte 5: Aceros inoxidables martensticos, austenticos y austeno-ferrticos.
3.2 C ONDICIONES
DE DISEO
A continuacin se exponen las condiciones de diseo tericas. Suponemos que nos
piden disear un equipo a presin de acero inoxidable para contener cido sulfrico
al 5% y nos facilitan los datos siguientes:
Presin de diseo: 1 MPa
Temperatura de diseo: 50 C
Temperatura exterior: 20 C
Volumen: 375 litros
Material: Acero Inoxidable
Fluido: cido sulfrico al 5% (peligroso)
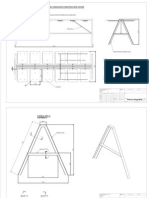
Croquis del equipo con sus conexiones:
Figura 1. Croquis depsito
Pgina 16 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
Geomtricamente el depsito consiste en un cuerpo cilndrico coronado por dos
fondos bombeados, en disposicin vertical y sustentado sobre 4 patas. Su ubicacin
final ser en un medio oxidante.
Las condiciones de diseo del equipo se establecen por encima de la presin
mxima de trabajo, con los coeficientes de seguridad y tensiones admisibles que
contemplan el cdigo de diseo utilizado.
3.3 E LECCIN
DEL MATER IAL
Antes de realizar los clculos debemos elegir el material con el que se disea el
equipo. Partiendo de la base que debe ser acero inoxidable por las condiciones
oxidantes del medio y por el fluido corrosivo que contendr, se ha elegido el material
1.4404 - X2CrNiMo17-12-2, conocido tambin como tipo 316L.
Caractersticas principales S/ UNE-EN 10028-7:
Tabla 1. Composicin qumica 1.4404
Composicin
Cr
Mo
Ni
qumica (%)
0,030
16,5 a 18,5
2,0 a 2,5
11,0 a 14,0
Lmite elstico: 217 MPa
Resistencia a la traccin: 485 MPa
Se trata de un acero inoxidable austentico, con las propiedades que caracterizan a
ste tipo de inoxidables: no son magnticos en general, excelente resistencia a la
corrosin, excelente conformabilidad (gran ductilidad), excelente resistencia a muy
altas y muy bajas temperaturas y excelente soldabilidad. En general, los austenticos
tienen mejor resistencia que los ferrticos a las corrosiones por picado y en rendijas
(debido a la accin del nquel que favorece la repasivacin del material en las
regiones donde la pelcula pasiva se rompi por estas formas de corrosin).
Dentro de los austenticos los ms comunes y ms utilizados son el tipo 304L, n
1.4307 y el tipo 316L, n 1.4404. La diferencia bsica entre estos dos es la presencia
de molibdeno, Mo en el 1.4404. Este elemento hace que el 1.4404 (tipo 316L) sea
Pgina 17 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
mucho ms resistente a la corrosin por picaduras (pitting) y por rendijas, y un poco
mejor en corrosin bajo tensiones que el 1.4307 (tipo 304L).
Un factor crtico a tener en cuenta en los aceros inoxidables austenticos es el riesgo
de corrosin intergranular, conocida tambin como precipitacin de carburos de
cromo. Se produce principalmente cuando el material se encuentra en la franja de
450 a 845C. Para evitarlo se debe elegir el material con contenido de carbono
inferior a 0,04%. En nuestro caso el contenido en Carbono, C, es inferior a 0,030%.
Tambin se prestar especial atencin en los procesos de soldadura, se controlar
la temperatura entre pasadas limitndola a 150C y se controlar que el input
trmico sea el ms bajo posible.
A pesar de estas pequeas limitaciones, se considera que el material elegido es el
ms ptimo para la fabricacin del equipo, por sus caractersticas y propiedades
anticorrosivas.
3.4 C LCULOS
DE DIMENSIONADO DEL EQUIPO
Con los datos anteriores, se realizan las operaciones correspondientes con el
software de clculo y diseo de equipos a presin Microprotol Sketcher & Microprotol
Vessel Review. Con este software obtenemos las hojas de clculo con los espesores
y requisitos del equipo, as como los planos del mismo.
3.4.1 CLCULO
DEL ESPESOR TERICO DEL CUERPO CILNDRICO SOMETIDO A PRESIN
INTERNA
Segn las especificaciones AD MERKBLAT B.1, " Cylindrical and spherical shell subjet
to internal pressure ", apartado 5 Clculos, tenemos:
El espesor de pared necesario, para el caso de cuerpo cilndrico, viene dado por:
s=
Da p
+ c1 + c2
K
20 v + p
S
siendo:
s = Espesor de la pared cilndrica en mm.
Da = Dimetro exterior del cilindro en mm.
p = Presin de diseo en bar
Pgina 18 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
K = Factor de resistencia del material en N/mm.
v = coeficiente de junta
S = Coeficiente de seguridad
c1 = Sobreespesor para compensar las tolerancias y la disminucin de espesor de la
chapa en la fabricacin.
c2 = Sobreespesor de corrosin
De los datos anteriores necesarios para el clculo del espesor de pared del cuerpo,
tenemos por condicin de diseo, la presin de diseo y el dimetro exterior. El
dimetro exterior lo obtenemos a partir del volumen requerido para el depsito y
calculando la geometra ptima. As, tenemos que la presin de diseo es 10 bar, la
longitud del cuerpo cilndrico 1200 mm y el dimetro del cuerpo cilndrico 600 mm.
El factor de resistencia del material es el lmite elstico a la temperatura de diseo que
est tabulado en la normativa y que tiene el valor de 217 MPa o N/mm2.
El coeficiente de seguridad, S, se toma 1,5 en el clculo a la temperatura de diseo y
1,1 en el clculo a temperatura ambiente.
El coeficiente de junta, v, es un factor que puede adoptar tres valores: 0,70; 0,85 o
1,00. Este coeficiente representa la eficiencia de las uniones permanentes (uniones
soldadas). Al ser un factor que se encuentra en el denominador, como mayor sea ste,
menor ser el espesor resultante, pero este factor tambin determina el porcentaje de
ensayos no destructivos a realizar en las soldaduras, de forma que como mayor sea el
valor del factor mayor ser el porcentaje de ensayos a realizar. En nuestro caso se ha
tomado el valor 0,85 que nos permite obtener la mejor optimizacin de la cantidad de
material necesario y del coste de los ensayos. En el apartado 3.4 se puede observar la
estimacin de costes.
Con todos los parmetros mencionados podemos calcular el espesor de pared del
cuerpo.
3.4.2 CLCULO DEL ESPESOR TERICO DEL FONDO SOMETIDO A PRESIN Y AL VACO
Segn la especificacin AD - MERKBLATT B 3, Dished ends subject to internal or
external pressure", apartado 8 - Clculos, tenemos:
Pgina 19 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
El espesor de pared necesario, para la zona central del fondo se determina por la
expresin:
s=
Df p
+ c1 + c2
K
40 v + p
S
siendo:
Df = Dimetro esfrico del fondo
El espesor de pared necesario para la zona de la corona lateral se determina de
acuerdo con la frmula:
s=
Da p
+ c1 + c2
K
40 v
S
Se comprobar si el reborde que rodea el segmento esfrico est asegurado contra la
abolladura elstica hacia el interior, o sea si cumple la inecuacin:
p = 3,66
E s e c1 c2
Sk
R
siendo:
p = Presin de diseo en bar
D = 2R = Dimetro esfrico del fondo
Da = Dimetro del fondo en mm.
= Factor de fondo. Grfico AD B-3 figura 3.
K = Factor de resistencia del material en N/mm
v = Coeficiente de junta
S = Coeficiente de seguridad
R = Radio de embuticin
E = Mdulo de elasticidad
s = se = Espesor del fondo en mm.
C2= Sobreespesor para compensar las tolerancias de espesor de la chapa en mm.
Pgina 20 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
c1= Sobreespesor de corrosin en mm.
Sk = Coeficiente de seguridad segn la frmula:
Sk = 3 +
0,002
( s e c1 c2 ) / R
Como se puede comprobar los factores que intervienen son prcticamente los
mismos que en el clculo del espesor del cuerpo.
3.4.3 RESULTADOS OBTENIDOS
Del proceso de diseo y clculo del equipo se han obtenido mediante el software de
clculo las hojas de resultados que se encuentran en el anexo. A continuacin se
detallan de forma resumida dichos resultados:
Cuerpo:
Espesor del cuerpo:
3mm
Espesor fondo inferior:
3mm
Espesor fondo superior:
5mm
Conexiones:
N1:
DN25
e=2,3mm
N2:
DN50
e=2,9mm
N4:
DN65
e=3,05mm
N5:
DN50
e=2,77mm
N6:
DN150
e=4,5mm
3.5 P LANO
DE FORMAS Y
P LAC A
DE
C AR ACTERSTIC AS
Una vez obtenidos los clculos del equipo, generamos el plano general de formas
con las correspondientes cotas y enumeracin de los elementos del equipo. En el
Anexo se puede observar dicho plano.
A parte del plano, tambin debemos crear la placa de caractersticas del equipo. La
placa ir fijada al equipo y marcada de forma indeleble. Deber contener la
Pgina 21 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
identificacin del equipo, con las caractersticas principales de ste y con el
correspondiente marcado CE, que deber cumplir con lo expuesto en el anexo V de
la Directiva. Una vez que la evaluacin de la conformidad sea satisfactoria, el
Organismo Notificado marcar la placa con su nmero identificativo.
Este sera un ejemplo de placa de caractersticas para el equipo diseado:
Figura 2. Placa de caractersticas
3.6 D ISEO
UNIONES
Todas las uniones del equipo, ya sean las principales del cuerpo como las de las
conexiones, son uniones a tope, es decir, uniones soldadas a penetracin completa.
En el caso de las uniones principales del cuerpo se ha optado por un diseo en V
con un taln de aproximadamente 1mm. Para la unin del cuerpo con el fondo
superior, ste ltimo al tener un espesor de 5mm deber tener un rebaje hasta los
3mm para poder unir correctamente las dos partes.
Las soldaduras de las conexiones al equipo tambin sern a penetracin completa y
se harn biselando la apertura que se haga en el equipo. Sern de bisel tipo Y.
Finalmente las uniones de las conexiones con sus correspondientes bridas si es el
caso, tambin sern a penetracin completa con bisel en V.
Estos tipos de biseles permiten soldar desde un solo lado y conseguir una
penetracin completa, as no es necesario soldar desde el interior.
Pgina 22 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
En las siguientes figuras podemos ver los croquis de los tipos de biseles que se
utilizarn.
Figura 3. Bisel en "V
Figura 4. Bisel rebaje fondo superior
Figura 5. Bisel conexiones. "Y"
3.7 E LECCIN
PROCESOS DE SOLDADURA
Como acabamos de ver, las uniones soldadas del equipo debern ser a penetracin
total. Para poder cumplir este requisito, a parte del correcto diseo de la unin que
ya hemos descrito, se precisa que el proceso de soldeo nos garantice esta
penetracin completa.
3.7.1 PROCESO TIG (TUNGSTEN INERT GAS)
El proceso de soldadura que nos garantiza mejor esta condicin es el proceso TIG.
Es adems un proceso muy adecuado para soldar acero inoxidable y con l se
consiguen soldaduras de alta calidad y con una elevada pureza metalrgica, exentas
de defectos y con buen acabado superficial. En este proceso no hay escoria que
eliminar, lo cual minimiza las tareas de limpieza posterior.
Pgina 23 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
El proceso TIG, es un proceso de soldeo manual por arco bajo gas protector con
electrodo no consumible. Utiliza como fuente de energa el arco elctrico que se
establece entre un electrodo no consumible (Tungsteno) y la pieza a soldar, mientras
un gas inerte, generalmente argn puro, protege el bao de fusin. Es importante
tener en cuenta que en los aceros inoxidables el gas de proteccin debe encontrarse
tanto en el lado cara de la soldadura como en la raz, para evitar que sta se
contamine (oxide). En este proceso de soldadura tambin es posible la utilizacin de
varillas como material de aportacin.
Los inconvenientes principales de este proceso son su baja tasa de deposicin, lo
cual lo hace lento y en consecuencia poco rentable y por otro lado la dificultad de
ejecucin, lo que requiere de personal tcnico calificado para la realizacin de las
soldaduras.
Debido a su poca rentabilidad, se utilizar este proceso solamente en la pasada de
raz para garantizar la correcta penetracin de soldadura y el relleno se har con otro
proceso.
Figura 6. Esquema soldeo TIG
3.7.2 PROCESO MIG (METAL INERT GAS) O MAG (METAL ACTIVE GAS)
Una vez realizada la pasada de raz con TIG, el relleno de la soldadura se har con
MIG.
Pgina 24 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
Es un proceso de soldadura en el cual el calor necesario para la soldadura es
generado por un arco que se establece entre un electrodo consumible y el metal que
se va a soldar. El electrodo es un alambre solido desnudo que se alimenta de forma
continua automticamente, y se convierte en el metal depositado segn se consume.
El electrodo, arco, metal fundido y zonas adyacentes del metal base quedan
protegidas de la contaminacin de los gases atmosfricos mediante un flujo de gas
protector que se aporta por la boquilla de la pistola, concntricamente al electrodo.
Este gas puede ser inerte puro, proceso MIG, o con un porcentaje de gas activo,
proceso MAG. El proceso MAG permite obtener una mejor accin del arco y una
mejor mojabilidad en la soldadura.
Este proceso permite mayores velocidades de soldadura y de deposicin, no hay
escoria que eliminar y permite buena transferencia de elementos a travs del arco.
Figura 7. Esquema equipo soldadura MIG
As pues, todas las uniones soldadas del equipo diseado, debern ser soldadas
con los dos procesos, TIG en la raz y MIG en el relleno.
3.8 E STIMAC IN
DE COSTES
Una vez tenemos calculados los espesores necesarios de material para nuestro
depsito, podemos realizar una estimacin de costes.
Para dicha estimacin debemos contemplar varios factores, los referidos
estrictamente a los costes de fabricacin y los referidos a las acciones que se
deberan llevar a cabo para cumplir con la Directiva.
A continuacin se detallan todos estos costes:
Pgina 25 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
3.8.1 MATERIALES
El coste del material base para la posterior fabricacin del equipo es uno de los
factores ms importantes a tener en cuenta. Deberemos comprar chapa de nuestro
material del espesor adoptado para la fabricacin de la virola y de los fondos. Con
las dimensiones del equipo es fcil determinar la superficie de material que
precisaremos. El desarrollo del cuerpo del equipo es un rectngulo de
1200x1885mm, lo que equivale a un rea de 2,26m2. La densidad del acero es de
unos 7960 Kg/m3 y nuestra chapa para el cuerpo debe ser de 3mm, con lo cual
tenemos que para la construccin del equipo necesitaremos unos 54 Kg de acero en
chapa de 3mm.
Dada la dificultad de conformar los fondos Klopper, la opcin ms factible es
comprarlos hechos en vez de comprar la chapa para realizarlos. Entonces
deberamos comprar por un lado la chapa del cuerpo y por el otro los dos fondos
Klopper de 600mm de dimetro, uno de 3mm de espesor y el otro de 5mm.
Debemos contar tambin con el coste de las conexiones, que estn formadas por
tubo y por las bridas. En nuestro depsito tenemos 5 conexiones de 4 dimetros
nominales distintos, con lo cual debemos precisar de 4 tramos de tubo distinto.
Dentro de los materiales tambin debemos tener en cuenta el coste del material de
aporte en los procesos de soldadura. En este caso, debido al tamao reducido del
equipo diseado, este coste no ser relevante. El equipo tiene como soldaduras
principales la longitudinal que conforma el cuerpo y las dos circunferenciales para
unir los fondos al cuerpo. A parte tambin, las uniones de las tubuladuras y las
bridas. De las soldaduras principales tenemos aproximadamente un total de 4,97m
de longitud. Si tenemos en cuenta que el diseo de las uniones es con bisel en V,
podemos aproximar la seccin del cordn de soldadura a la de un tringulo
equiltero de 3mm de altura ms el sobreespesor de soldadura. El sobreespesor lo
aproximamos a un rectngulo de 1mm de altura y la anchura del cordn. Con el rea
de esta seccin obtenemos el volumen total de material de aporte necesario, que
ser de unos 53,7cm3, es decir unos 430gr. Esta cantidad de metal de aporte es
insignificante en comparacin con el coste del material base.
Pgina 26 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
Teniendo en cuenta los aspectos expuestos relativos al material, se ha contactado
con un proveedor para obtener un presupuesto de los materiales necesarios y el
coste ascendera a 1200.
3.8.2 MANO DE OBRA
Se ha solicitado presupuesto a un fabricante de equipos a presin del coste de la
mano de obra para la fabricacin de nuestro depsito. Nos han presupuestado 60
horas de trabajo a un precio unitario de 25/hora, con lo que el coste total de la
mano de obra asciende a 1500.
3.8.3 PROCEDIMIENTOS DE SOLDADURA
El coste de los procedimientos de soldadura puede representar una parte importante
a la hora de valorar el coste de fabricacin del equipo. Este es un coste que viene
impuesto por el cumplimiento de la Directiva, ya que sta exige que el fabricante de
equipos a presin disponga de los correspondientes procedimientos de soldadura
homologados. Para nuestro depsito veremos que con un solo procedimiento de
soldadura se podran realizar todas las uniones de ste.
Se ha pedido presupuesto a una entidad independiente y para este tipo de material y
de soldadura, homologar un procedimiento segn la normativa europea EN 15614-1
puede costar alrededor de unos 900. Este precio incluye todos los documentos
relativos a la homologacin del procedimiento y la homologacin del soldador que ha
realizado el procedimiento. En caso de precisar la homologacin de soldadores
adicionales nos han presupuestado 225 por soldador.
3.8.4 ENSAYOS NO DESTRUCTIVOS
En la tabla 1b de la seccin HP0 del cdigo AD 2000, se detallan los porcentajes de
ensayos no destructivos que se deben realizar segn el cdigo. Para nuestro
material, espesor y coeficiente de junta, tenemos que el porcentaje de ensayos no
destructivos volumtricos, es decir Ultrasonidos o Radiografa, debe ser del 2% en el
total de las uniones longitudinales y el 2% en el total de las uniones
circunferenciales. Para nuestro espesor y material, lo ms factible es realizar el
ensayo de radiografa. Se radiografan los dos cruces que tiene el equipo, entre la
soldadura longitudinal y la circunferencial superior y entre la soldadura longitudinal y
Pgina 27 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
la circunferencial inferior. De este modo se ensaya la zona ms crtica de las
soldaduras y se cumple sobradamente con el porcentaje exigido por cdigo.
Segn presupuesto solicitado a una entidad independiente, el coste del ensayo
radiogrfico en los cruces es aproximadamente de unos 200.
Se ha solicitado presupuesto tambin para el caso que hubisemos cogido como
coeficiente de junta para el clculo, el 100%, es decir 1. En este caso, los ensayos a
realizar seran del 100% en las soldaduras longitudinales, el 100% de los cruces y el
25% de las soldaduras circunferenciales. El coste de los ensayos ascendera a
350. Vemos que al tratarse de un equipo relativamente pequeo, la diferencia de
precio entre el porcentaje que exige un coeficiente o el otro es poca. Para nuestra
estimacin de costes optaremos por la primera opcin que es lo que el cdigo nos
exige.
3.8.5 TESTIGO DE PRODUCCIN
El cdigo de diseo en su seccin HP 5/2, establece los criterios para la realizacin
de testigos de produccin. El testigo de produccin es un cupn soldado en las
mismas condiciones que la soldadura de produccin y realizado a continuacin de
sta. Ser de una longitud de al menos 300mm. Segn el cdigo, se deber realizar
un testigo de produccin del 2% de los cuerpos cilndricos que se fabriquen o al
menos uno al ao por grupo de ensayo y por procedimiento de soldadura.
En la tabla 1b de la seccin HP 0 se establecen los ensayos que se realizaran al
testigo de produccin. En nuestro caso, se sacarn dos muestras del testigo de
produccin para realizar el ensayo de doblado y una muestra para realizar un
ensayo Macrogrfico.
Hemos obtenido un presupuesto de parte de un laboratorio independiente de los
ensayos a realizar en el testigo de produccin de 300.
3.8.6 EVALUACIN DE LA CONFORMIDAD POR UN ORGANISMO NOTIFICADO
Un coste derivado directamente del cumplimiento con la Directiva es la contratacin
de un Organismo Notificado para la evaluacin de la conformidad del equipo.
Este coste depende del tipo de verificaciones y controles que deba realizar el
organismo notificado, es decir depende del mdulo con el que se tiene que evaluar
el equipo.
Pgina 28 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
Como hemos visto nuestro depsito es de categora IV y se debe evaluar con el
mdulo G. El precio que nos ha facilitado un organismo notificado para la verificacin
de nuestro equipo, incluyendo el examen del diseo, pruebas y verificaciones
durante la fabricacin y revisin final del dossier con pruebas finales, asciende a
675.
3.8.7 RESUMEN ESTIMACIN DE COSTES
Podemos clasificar los costes del proyecto de nuestro depsito en 2 grupos:
-
Costes estrictamente referidos al proceso de fabricacin
Costes derivados del cdigo de diseo y del cumplimiento de la Directiva
Tabla 2. Coste total
Costes de fabricacin
Materiales
Mano de obra
1200
1500
Costes derivados cdigo diseo y Directiva
END's
Testigo Produccin
Procedimiento Soldadura
Evaluacin conformidad
Coste total
200
300
900
675
4775
Estos costes son los que se tendran considerando que somos el propio fabricante y
que no tenemos procedimientos de soldadura y que debemos realizar el testigo de
produccin.
Si se tratara de un fabricante de equipos a presin que ya dispone de
procedimientos de soldadura y que el coste del testigo de produccin ya lo tiene
incluido en el presupuesto anual, el coste total ascendera a 3575.
En los 2 casos vemos que el coste estrictamente de fabricacin es el mismo pero
vara el coste derivado de las exigencias de la Directiva y del cdigo de diseo. En el
siguiente cuadro vemos la comparativa de costes y la influencia de la Directiva en el
coste final.
Pgina 29 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
Tabla 3. Comparacin costes
Fabricante nuevo
Fabricante "consolidado"
Coste total
4775
3575
Coste debido Directiva
2075
43,5%
875
24,5%
En el cuadro anterior vemos la influencia econmica de la Directiva sobre el proyecto
de un depsito como el nuestro. Si se tratara del primer depsito de este tipo que se
fabrica los costes derivados de la Directiva llegan casi al 45% del presupuesto total.
En caso contrario, vemos que el coste es de un 25% del total.
De la estimacin de costes anterior hay que tener en cuenta que todos los precios
son sin impuestos.
Pgina 30 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
MEMORIA TCNICA Y FABRICACIN
En este captulo se expone en primer lugar la parte documental que se debe realizar
en cualquier proyecto de equipo a presin que requiera cumplir con la Directiva. Esto
es la realizacin de una Memoria Tcnica. Citaremos los diferentes puntos que debe
cumplir este documento y lo aplicaremos a nuestro caso particular, es decir,
acabaremos teniendo nuestra memoria tcnica del equipo diseado.
En la segunda parte del captulo se har referencia al proceso de fabricacin y de
las acciones que se deben tomar para garantizar una buena calidad final segn lo
expuesto en la Directiva. Este apartado ser totalmente terico ya que el equipo que
hemos diseado no se va a fabricar.
4.1 M EMORIA
TCNIC A
La memoria tcnica es un documento que lo debe generar el fabricante para
entregar al Organismo Notificado en motivo de la evaluacin de conformidad del
equipo. Este documento se genera prcticamente al completo antes de empezar la
fabricacin. Cuando el Organismo Notificado realice y considere satisfactoria dicha
evaluacin de la memoria tcnica, el fabricante podr proceder a la fabricacin del
equipo.
La memoria tcnica debe contener como mnimo los puntos que se exponen a
continuacin:
4.1.1 IDENTIFICACIN Y DESCRIPCIN GENERAL DEL EQUIPO
Se trata de un depsito vertical de acero inoxidable 1.4404 para contener cido
sulfrico al 5%. Tiene un dimetro exterior de 600mm, y altura cilndrica 1200mm.
Los fondos superior e inferior son tipo Klpper.
4.1.2 CARACTERSTICAS TCNICAS
El depsito que hemos diseado tiene las siguientes caractersticas:
Pgina 31 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
Tabla 4. Caractersticas tcnicas
Presin de diseo (bar)
10
Temperatura de diseo (C)
50
Margen de corrosin (mm)
Coeficiente de soldadura
0,85
Volumen (litros)
375
Fluido
1 (H2SO4)
Presin de prueba
14,3
4.1.3 MDULO DE EVALUACIN Y CATEGORA DEL EQUIPO
Segn la directiva relativa a los equipos a presin 97/23/CE, nuestro equipo ser
evaluado segn:
Relacin P V = 3750 Barlitro
Siendo categora: IV
Mdulo para la evaluacin de la conformidad: G
Y por lo tanto deber ir marcado CE con evaluacin de la conformidad por parte de
un organismo notificado.
4.1.4 REQUISITOS ESENCIALES DE SEGURIDAD
Tabla 5. Requisitos de seguridad
Punto
del
Anexo
I
2
Requisito de seguridad (segn
especificacin anexo)
Anotaciones y observaciones
Diseo
Diseo ara una resistencia adecuada /
cdigo diseo
Carga de viento y sismo
Cdigo diseo AD-Merkblatt
Tensiones trmicas
No aplica
Cargas externas
Ver clculos
Ver clculos
2.4
Resistencias
Funcionamiento sin riesgos previsibles,
disposiciones para garantizar el uso con
seguridad
Medios de inspeccin
Ver apartado 4.1.7
2.5
Sistemas de purga y ventilacin
Ver apartado 4.1.7
2.6
Corrosin y otras acciones qumicas
Ver apartado 4.1.7
2.7
Desgaste
No se prev
2.2
2.3
Pgina 32 de 114
Ver clculos
Ver apartado 4.1.7
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
2.8
Conjuntos
No procede
2.9
Disposiciones de llenado y vaciado
No aplica
2.10
Proteccin contra el rebasamiento de los
lmites admisibles del equipo a presin
Ver clculos
2.11
Accesorios de seguridad
Ver apartado 4.1.7
2.12
Incendio exterior
Ver apartado 4.1.7
Fabricacin
3.1.
Procedimientos fabricacin, soldaduras
Ver apartado 4.2.
3.1.3
Ensayos No destructivos
Ver apartado 4.3
3.1.4
No aplica
3.2
Tratamiento trmico
Conocimiento de las caractersticas de los
materiales
Verificacin final
Ver apartado 4.2.6
3.2.2
Prueba hidrulica
Ver apartado 4.2.7
3.3
Marcado y etiquetado
3.4
Instrucciones de funcionamiento
Ver la posicin y detalle en planos
Ver apartado 4.1.7
Materiales
4.1
Eleccin de materiales
Ver clculos
4.2
Valores para los clculos, normas
Ver clculos
4.3
Certificados de materiales
Ver apartado 4.1.8
Requisitos cuantitativos particulares
7.1
Tensiones admisibles
Coeficientes de resistencias de juntas
(eficiencias soldaduras)
Presin prueba hidrosttica
3.1.5
7.2
7.4
Ver clculos
De acuerdo con cdigo (ver clculos)
Ver clculos
Ver clculos
4.1.5 FABRICACIN Y CONTROLES
En este apartado de la memoria tcnica se debe detallar todo lo referente al proceso
de fabricacin y los controles llevados a cabo durante este perodo. Se detallar ms
adelante en el punto 4.2 de este trabajo.
4.1.6 CLCULOS Y PLANOS
La memoria tcnica debe contener tambin los resultados de los clculos para la
fabricacin del equipo y los planos de formas obtenidos.
Pgina 33 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
En el anexo a este trabajo se encuentran estos documentos.
4.1.7 INSTRUCCIONES DE USO, CONSERVACIN Y SEGURIDAD PARA RECIPIENTES
En este apartado figuran las indicaciones necesarias para el usuario final del equipo
que son las siguientes:
4.1.7.1 Transporte, manipulacin y recepcin de equipos
Para la manipulacin e izado de los equipos se deber utilizar elementos certificados
y adecuados para la elevacin de los mismos (eslingas, cadenas,). Se deber
coger el equipo por las orejetas de elevacin y de tiro (si existieran), de la misma
forma que se har en la carga.
Para el transporte se deber fijar y soportar el equipo de forma adecuada para que
no puedan sufrir daos las partes del equipo, ya sea al apoyo o por los posibles
movimientos durante el traslado.
Antes de la descarga sera conveniente que a la recepcin se comprobara que no
hay desperfectos ocasionados por el transporte.
Para la descarga habrn de tener las mismas consideraciones que con la carga.
Es recomendable colocar el equipo en una zona segura, alejada de posibles golpes,
roces o elementos externos que lo puedan deteriorar. Se aconseja que se proteja del
ambiente externo con plsticos o lonas.
4.1.7.2 Instalacin
Al instalarse el equipo sobre la estructura o lugar de implantacin, es aconsejable
proteger el equipo para evitar posibles daos durante el montaje del mismo y del
resto de accesorio y tuberas.
Es importante realizar un buen posicionamiento y nivelacin del equipo, siempre
respecto al eje del equipo.
Al montar las tuberas y accesorios del equipo, tendremos especial atencin en no
daar los asientos de las juntas. El par de apriete de la tortillera debe estar de
acuerdo con la calidad y dimetro de la tornillera.
Pgina 34 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
4.1.7.3 Mantenimiento y revisin
De acuerdo con la reglamentacin vigente en cada instalacin, se realizarn las
pruebas peridicas que sean precisas.
Es aconsejable realizar revisiones peridicas del equipo en funcin del uso y trabajo
que realizado. Durante la revisin se pondr especial atencin a los siguientes
puntos:
- Verificar el buen estado de los sistemas de control y seguridad, comprando que los
valores no sobrepasan las condiciones mximas de servicio
- Comprobar que el estado de las superficies y soldaduras del equipo, especialmente
en el interior, verificando que no se ha producido corrosin.
- Inspeccin visual del interior del equipo, verificando que no hay cuerpos extraos
que puedan daar el interior, valvulera, accesorios, agitadores,
Tambin se aconseja despus largos periodos sin uso, se realice una limpieza del
equipo, y se verifiquen buen el estado de todos los accesorios de seguridad y
control.
4.1.7.4 Modificaciones
Una vez el equipo es entregado no debe sufrir ninguna modificacin en el mismo ni
en las condiciones de diseo del equipo. Cualquier modificacin habr de ser dentro
de la directiva y deber volverse a legalizar con la supervisin de la entidad
notificada s i fuera preciso.
4.1.7.5 Elementos de seguridad
Antes de la puesta en marcha del conjunto de la instalacin, se deber comprobar
que el equipo quede protegido por los elementos de seguridad, de acuerdo con los
requerimientos del equipo. Estos elementos como limitarn la presin, temperatura y
cuando sea necesario incendio exterior.
Dichos elementos de seguridad debern estar de acuerdo a la directiva.
4.1.7.6 Vida del equipo
Factores a valorar:
- Fluencia lenta (creep): Este fenmeno afecta al acero a temperaturas
determinadas, fuera del rgimen de trabajo de este equipo.
Pgina 35 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
- Fatiga: Teniendo en cuenta que este equipo no sufre variaciones frecuentes y
bruscas en la presin, este fenmeno no ha de afectar a la vida del equipo.
- Corrosin: Se aconseja hacer una inspeccin visual interna y un control de
espesores al menos anualmente para comprobar el estado de una posible corrosin
interior debida al producto. En caso de detectarse corrosin es aconsejable reparar o
sustituir las zonas afectadas.
4.1.8 DECLARACIN Y CERTIFICADOS DE MATERIALES
Los materiales a utilizar para la fabricacin del equipo debern ir listados en una
declaracin de materiales realizada por el fabricante del equipo y acompaada de
todos los certificados de fabricacin emitidos por los fabricantes del material base.
Como su nombre indica, se trata de una declaracin del fabricante donde asegura
los materiales que ha utilizado. sta declaracin deber permitir identificar a que
parte del equipo ir destinado cada material mediante una breve descripcin, as
como identificar cada material, norma aplicable, fabricante, nmero de certificado y
nmero de colada. La mejor forma de condensar esta informacin es realizar dicha
declaracin en formato de tabla. Para el equipo que hemos diseado, un ejemplo de
la declaracin de materiales sera la siguiente:
Tabla 6. Declaracin de materiales
Descripcin
Material
Norma
Fabricante
Certificado
Colada
1.4404 (316L)
EN 10028-7
OUTOKUMPU
65432
3456
TUBO DN25 1.4404 (316L)
EN 10216-5
FROCH
1234
23456
BRIDA 1.4404 (316L)
EN 10222-5
ECHJAY
7890
47844
TUBO DN50 1.4404 (316L)
EN 10216-5
FROCH
6578
54789
BRIDA 1.4404 (316L)
EN 10222-5
ECHJAY
1298
247990
EN 10216-5
FROCH
28161
43567
CHAPA
CONEXIN
N1
CONEXIN
N2
CONEXIN
N4
TUBO DN65 1.4404 (316L)
Pgina 36 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
BRIDA 1.4404 (316L)
EN 10222-5
ECHJAY
347328
2356
TUBO DN50 1.4404 (316L)
EN 10216-5
FROCH
12434
34657
BRIDA 1.4404 (316L)
EN 10222-5
ECHJAY
68766
76554
TUBO DN150 1.4404 (316L)
EN 10216-5
FROCH
28286
128911
BRIDA 1.4404 (316L)
EN 10222-5
ECHJAY
18199
7388
CONEXIN
N5
CONEXIN
N6
Los certificados de materiales debern cumplir el requisito de ser como mnimo de
tipo 3.1. segn la norma UNE-EN 10204:2006. Un certificado tipo 3.1 es un
documento en el que el fabricante declara que el producto que suministra es
conforme a los requisitos del pedido y que incluye resultados de ensayos
especficos. Este certificado est validado por un representante autorizado por el
fabricante para la inspeccin, siendo ste independiente del departamento de
fabricacin.
A continuacin se expone un ejemplo de certificado de inspeccin 3.1
correspondiente a una chapa de espesor 5mm. En l se pueden observar las
caractersticas de la chapa, tales como las dimensiones, anlisis qumico de la
colada a la que pertenece la chapa, propiedades mecnicas y normas que cumple
este material.
Pgina 37 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
Figura 8. Certificado chapa
Este archivo de materiales, declaracin y certificados, formar parte de la memoria
tcnica para la revisin por parte del Organismo Notificado.
Pgina 38 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
4.1.9 PROCEDIMIENTOS DE SOLDADURA. WELD BOOK
La Directiva impone que cualquier fabricante de equipos a presin debe disponer de
procedimientos de soldadura debidamente homologados para cada tipo de trabajo,
eso se sebe principalmente a que los procedimientos de soldadura son
imprescindibles para garantizar el buen desarrollo y calidad final de cualquier unin
soldada. La homologacin de los procedimientos debe ser llevada a cabo por una
entidad independiente al fabricante.
Los procedimientos de soldadura se componen de dos documentos, el WPS
(Welding Procedure Specification) y el PQR (Procedure Qualification Record). Es
decir, la especificacin del procedimiento de soldeo, WPS y el registro de
cualificacin del procedimiento, PQR.
El WPS es un documento parecido a una hoja de instrucciones donde figuran todos
los rangos y parmetros de cada una de las variables que lo componen y para los
que est cualificado el procedimiento. El WPS debe servir de gua para que el
soldador lo consulte cuando deba realizar uniones soldadas. Debe estar suportado
por uno o varios PQR.
El PQR es un documento donde se registran todas las variables de cualificacin de
un procedimiento. El proceso de cualificacin consiste en soldar uno o varios
cupones de soldadura con unos determinados parmetros y una vez soldados los
cupones se examinan con ensayos no destructivos y con ensayos destructivos. Si
los resultados son aceptables el procedimiento de soldadura queda calificado y se
confecciona el PQR con todos los valores reales de los parmetros de soldadura que
se utilizaron y con los resultados de los ensayos realizados.
La normativa aplicable ser la que nos determine todos los parmetros para realizar
la calificacin del procedimiento as como los rangos de cualificacin de ste.
En nuestro caso, al ser el cdigo de diseo del equipo AD-2000, las homologaciones
de procedimientos de soldadura y de soldadores debern cumplir con la normativa
europea y con el propio cdigo de diseo AD-2000.
Pgina 39 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
Concretamente para los procedimientos tenemos que a los WPS les aplica la norma
UNE-EN 15609 y para el PQR aplica la norma UNE-EN 15614-1.
Los procedimientos de soldadura son documentos que no caducan.
Por otro lado, la Directiva tambin exige que los soldadores estn debidamente
homologados conforme al procedimiento aplicable.
El proceso de cualificacin y homologacin del soldador es parecido al de
cualificacin del procedimiento, el soldador debe realizar uno o varios cupones
siguiendo los parmetros del procedimiento y que se ensayaran segn marque la
normativa.
En el caso de los soldadores la normativa aplicable es la UNE-EN 287-1:2011.
Las homologaciones de soldadores deben renovarse cada 6 meses por parte del
departamento de calidad de la empresa, que garantiza que el soldador ha estado
durante
ese
periodo
soldando
ininterrumpidamente
con
el
procedimiento
correspondiente. A los 2 aos de la homologacin del soldador se debe realizar una
re-cualificacin por parte de una entidad independiente.
Finalmente, la Directiva tambin expone que toda la documentacin relativa a
homologaciones de soldadura, aparte de estar realizada por una entidad
independiente debe ser validada por un Organismo Notificado.
La memoria tcnica deber contener todos los procedimientos de soldadura que
aplican y las correspondientes homologaciones de soldadores.
Tambin contendr el mapa de soldadura o Weld Book. Es decir, la identificacin en
un croquis y/o plano del equipo de las uniones soldadas presentes con la referencia
del procedimiento de soldadura utilizado.
4.1.10 PLAN DE PUNTOS DE INSPECCIN, PPI
El Programa o plan de Puntos de Inspeccin, PPI, es un documento en el cual se
encuentran reflejadas todas las tareas que se realizan en cualquier proyecto y que
Pgina 40 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
precisan de revisin o inspeccin para garantizar la calidad global del proyecto, es
decir, como su nombre indica, se listan los puntos de inspeccin. Este documento
tiene forma de tabla de manera que en la primera columna se listan las tareas que
se van a realizar. En otras columnas se pueden referenciar en funcin del proyecto
documentos de referencia, criterios de aceptacin, etc. Y en las siguientes columnas
figuran siempre las partes implicadas en el proyecto, como son el fabricante, el
departamento de calidad del fabricante, el cliente y el Organismo Notificado en caso
que sea un proyecto de Directiva. Cada una de estas partes se relaciona con las
tareas o actividades del proyecto mediante unas siglas que implican un tipo de
inspeccin u otra. Las siglas y su significado son las siguientes:
HP: Hold Point o Punto de Espera. Este tipo de punto de inspeccin significa que no
se puede realizar la actividad del punto correspondiente del PPI sin la presencia de
la parte implicada.
WP: Witness Point o Punto de presencia. En este caso se avisar a la parte
implicada en la inspeccin sobre la fecha en que se realizar la actividad. En caso
de no presenciarla no se esperar y se continua con la produccin.
RD: Revisin documental. Se trata de revisin de documentos que puede ser no
presencial.
RI: Random Inspection o inspeccin no programada. El inspector puede acudir a
presenciar la actividad correspondiente sin previo aviso.
El PPI se elaborar y se aprobar antes del inicio del proyecto. En la aprobacin del
PPI deben fijarse tambin los plazos de tiempo necesarios para que el fabricante
avise de cada punto del PPI a las partes implicadas.
Una vez realizado cada uno de los puntos del PPI las partes implicadas firmaran y
fecharan su casilla correspondiente.
A continuacin se expone el que podra ser el Plan de Puntos de Inspeccin del
presente proyecto.
Pgina 41 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
PLAN PUNTOS INSPECCIN
FABRICANTE
EQUIPO:
DEPSITO FNB
FECHA:
Fabricante
2013
Control Calidad
Cliente
O.N.
Paso
Actividad
Procedimiento /
Cdigo
Comprobacin de clculos
AD 2000 Merkblatt
Aprobacin prog. Fabricacin
HP
HP
RD
Aprobacin PPI
HP
HP
RD
Aprobacin de planos
HP
HP
RD
Aprobacin homologaciones
procedimientos y soldadores
EN 15614-1, EN 287-1,
AD-2000
HP
RD
RD
Aprobacin pedidos
Planos
HP
RD
Pedidos materiales
Planos
HP
RD
Recepcin materiales
Pedidos y planos
HP
RD
Recepcin fondos
Pedidos y planos
HP
HP
10
Trazado, corte y biselado
chapas
Planos
HP
11
Inspeccin visual biseles virola
Planos
HP
RI
12
Trazado y apertura
tubuladuras
Planos
HP
RI
13
Construccin tubuladuras
Planos
HP
14
Soldar cuerpo / virola / fondo
Tipo
Firma
Fecha
Tipo
Firma
Fecha
Tipo
HP
Firma
Fecha
Tipo
Firma
Fecha
Observaciones
RD
Control dimensional y
espesores
HP
Pgina 42documental
de 114
HP= Punto espera / Hold Point WP= Pto. Presencia / w itness point RD= Revision
/ Documental Review
RI= Inspeccin no programada / Random Inspection
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
PLAN PUNTOS INSPECCIN
FABRICANTE
EQUIPO:
DEPSITO FNB
FECHA:
Fabricante
2013
Control Calidad
Cliente
O.N.
Paso
Actividad
Procedimiento /
Cdigo
Tipo
15
Insp. Visual soldaduras cuerpo
AD 2000
HP
HP
RI
16
Insp. Visual soldaduras
tubuladuras
AD 2000
HP
HP
RI
17
Ensayo radiogrfico
NDT map
HP
HP
RD
RD
18
Liquidos penetrantes
NDT map
HP
HP
WP
RD
19
Prueba Hidrulica
Planos
HP
HP
HP
HP
20
Inspeccin dimensional
Planos
HP
HP
RD
RD
21
Decapado y pasivado
HP
WP
22
Revisin dosier
HP
RD
RD
RD
HP
RD
RD
HP
WP
23
24
Declaracin / certificado
conformidad
Inspeccin final y autorizacin
envio
HP
Firma
Fecha
Tipo
25
26
27
28
Pgina 43 de 114
Firma
Fecha
Tipo
Firma
Fecha
Tipo
Firma
Fecha
Observaciones
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
4.2 F ABR IC AC IN
Como ya se ha comentado, el presente proyecto pretende aplicar la directiva de equipos a
presin en el proceso de diseo de un depsito a presin y en la fase de evaluacin de la
conformidad. Es por esto que el depsito diseado anteriormente no se fabricar en la
realidad. Esto no impide que en este apartado se comente la sistemtica de trabajo en esta
fase as como los requisitos de la Directiva para el fabricante y para estos trabajos.
4.2.1 SISTEMA DE CALIDAD DEL FABRICANTE
El fabricante del equipo deber disponer de un sistema de calidad debidamente certificado
y de procedimientos de trabajo para las tareas que sean necesarias que sern acorde al
cdigo de fabricacin.
Es habitual que el sistema de calidad sea conforme la norma ISO: 9001 y certificado por
entidad independiente. Este sistema de calidad est formado bsicamente por el manual
de calidad, que tiene por objeto establecer un sistema de Gestin de la calidad que
garantice en todos momentos unos niveles de calidad acordes con la norma ISO 9001. El
manual de calidad es un documento propio del fabricante y es aplicable en todas las
actividades de la empresa, tanto a nivel interno como a nivel industrial. Complementando el
manual de calidad, el sistema de calidad tambin debe ser formado por procedimientos,
generales y especficos, y por instrucciones tcnicas.
Los procedimientos generales son aplicables por lo general a todos los trabajos que realice
la empresa. Su funcin es garantizar unos valores de calidad en determinados aspectos del
funcionamiento habitual de la empresa y no a un proyecto en particular.
Para trabajos concretos o especficos a un determinado proyecto el fabricante crear
procedimientos especficos o dispondr de instrucciones tcnicas para la realizacin de
stos.
Es importante que en el sistema de calidad del fabricante se especifique la sistemtica de
trabajo para el aprovisionamiento de los materiales, eleccin de proveedores y
subcontrataciones en caso que sean necesarias.
La forma de realizar la evaluacin del comportamiento de los proveedores se puede
desarrollar en una instruccin tcnica o procedimiento de homologacin de proveedores.
Pgina 44 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
Se realizarn auditorias a aquellos suministradores a los que es la primera vez que se le
encomienda un trabajo, siendo ste de importancia para la Calidad del componente. Las
auditorias, sern realizadas de acuerdo con la instruccin tcnica que servir para
determinar el sistema de Calidad establecido y su implantacin, as como la capacidad para
suministrar el producto o servicio con la suficiente garanta de calidad exigida.
En el resto de los casos, la evaluacin de los suministradores se realizar por demostracin
histrica, en base a certificados, informes de recepcin y/o facturas, experiencia
satisfactoria en la realizacin de otros trabajos con similar o superior grado de dificultad y
exigencias de calidad.
Adems, todos los proveedores sern evaluados en el tiempo, es decir, podrn ser
revaluados y modificada su homologacin, en funcin de los resultados que se obtengan
por evaluacin histrica y continuada.
Por otra parte, para conseguir un aseguramiento de la calidad, es importante realizar una
buena gestin de compras. Sobre esto, el manual de calidad o un procedimiento general
debe detallar las pautas a seguir para ello.
En primer lugar, se realizarn los documentos de compra y pedidos de modo que
contendrn claramente especificados, todos los datos necesarios para suministrar los
materiales, equipos o servicios de acuerdo con las especificaciones del contrato tales
como: el tipo, clase, modelo, grado o cualquier otra identificacin precisa para el producto,
como el ttulo, numero y edicin de la norma a aplicar.
Para que esto sea cumplido y garantizado, el Servicio de Compras confeccionar las
condiciones comerciales de los pedidos y adjuntar las especificaciones tcnicas o
requisitos de Calidad que le suministrarn los departamentos de Ingeniera, Calidad, el
Director de proyecto.
Adems, durante el proceso de fabricacin el equipo se someter como mnimo a los
siguientes controles y ensayos:
4.2.2 IDENTIFICACIN Y CONTROL DE MATERIALES
Se controlar la entrada de materiales en el momento de la recepcin de estos a las
instalaciones. Se seguirn dichos materiales hasta su instalacin final en el equipo. Es
Pgina 45 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
decir se asegurar la trazabilidad de los materiales que forman el equipo. Esto se realizar
siguiendo el correspondiente procedimiento de recepcin e identificacin de materiales.
El primer paso en la recepcin de materiales es la comprobacin de que el material recibido
corresponde a la orden de compra y al correspondiente certificado de calidad, ya sea en
cantidad, dimensiones, caractersticas mecnicas, propiedades, etc. Una vez hecha la
comprobacin se debe hacer el correspondiente registro de la entrada del material y
marcacin de este con el nmero de orden de trabajo correspondiente, nmero de colada y
de entrada, todo ello de forma indeleble y en una zona determinada del material. En el caso
en que los materiales deban ser cortados para utilizar tramos con dimensiones diferentes a
las recibidas, cada tramo ser marcado de la misma forma que el primero y con las
dimensiones correspondientes. Se llevar un control y registro de los tramos disponibles en
el almacen.
Ilustracin 1. Control recepcin de materiales
4.2.3 UNIONES PERMANENTES
Se entiende por uniones permanentes a las uniones soldadas que conforman el equipo. En
primer lugar el responsable de calidad del fabricante deber constatar que se llevan a cabo
las tareas de soldadura siguiendo el correspondiente procedimiento de soldadura y
respetando los parmetros que en l se indican.
Durante y despus del soldeo, el responsable de calidad del fabricante deber hacer una
inspeccin visual para comprobar que estn exentas de deficiencias de superficie tales
Pgina 46 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
como grietas, faltas de fusin, porosidades u otros, perjudiciales para la seguridad y
funcionamiento del equipo.
Los niveles de calidad para las imperfecciones de las uniones soldadas se detallan en la
norma UNE-EN ISO 5817:2009.
Una vez realizadas las verificaciones correspondientes se podr proceder a la realizacin
de los ensayos no destructivos.
4.2.4 ENSAYOS NO DESTRUCTIVOS
El fabricante es el responsable de la ejecucin de los ensayos no destructivos
correspondientes, debiendo contratar a una entidad independiente y certificada para la
realizacin de stos.
Como hemos visto anteriormente, en nuestro depsito se debe realizar segn el cdigo de
diseo, un radiografiado en los cruces.
La radiografa industrial es un mtodo de ensayo no destructivo de tipo volumtrico, es
decir, nos permite evaluar el 100% del volumen o espesor del material de ensayo. Se
considera ensayo no destructivo porque no afecta a las condiciones del material de ensayo,
as pues, despus del ensayo no cambian sus propiedades mecnicas, caractersticas
fsicas ni qumicas, etc.
El mtodo de radiografa se basa en la utilizacin de la radiacin ionizante de alta energa,
que al pasar a travs de un material slido, parte de su energa es atenuada debido a
diferencias de espesores, densidad o presencia de discontinuidades. Las variaciones de
atenuacin o absorcin son detectadas y registradas en una pelcula radiogrfica que
posteriormente ser interpretada y evaluada por el tcnico correspondiente.
Este mtodo tiene como ventajas principales que, se obtiene registro permanente de la
zona o unin ensayada y que es de utilidad en gran variedad de materiales, ya sean
metlicos o no metlicos, ferrosos o no ferrosos, etc.
Como inconveniente tenemos que se debe acceder a ambos lados de la parte o unin de
ensayo para colocar a un lado la fuente radioactiva y en el otro la pelcula. Otro
inconveniente es a nivel de seguridad, ya que la zona donde se realiza el ensayo debe
estar aislada y despejada de gente exceptuando los tcnicos del ensayo.
La Directiva expone que las radiografas realizadas en las uniones permanentes debern
ser realizadas y evaluadas por personal cualificado y certificado con el nivel adecuado para
Pgina 47 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
realizar y evaluar el ensayo. La norma de cualificacin y certificacin del personal que
realiza ensayos no destructivos es la EN 473:2009. Segn sta norma el personal que
realiza el ensayo debe ser mnimo de Nivel 1 y el personal para la evaluacin de los
resultados del ensayo debe ser mnimo Nivel 2 en el mtodo y sector correspondientes.
4.2.5 CONTROL DIMENSIONAL
Se ir realizando un control dimensional del equipo y de sus partes durante el proceso de
fabricacin y al finalizar el equipo, de modo que las cotas principales del equipo se
encuentren dentro de tolerancias.
Una vez terminado el equipo, se realizar el control dimensional final que servir para
realizar el plano as built. Se trata de un plano que contiene las cotas reales del equipo.
4.2.6 VERIFICACIN FINAL
Se realizar una inspeccin final del equipo, comprobando visualmente todas las partes del
equipo, tanto por el interior como en el exterior.
Se comprobar que disponga de todos los accesorios que precise el equipo.
Tambin se revisar la documentacin generada en la fabricacin y ensayos, para
completar la memoria tcnica en caso necesario.
4.2.7 PRUEBA HIDROSTTICA
Despus de la verificacin final, se deber realizar una prueba de resistencia del equipo a
como mnimo a la presin establecida por la directiva. En nuestro caso es la presin de
trabajo multiplicada por 1,43.
En el momento de evaluacin de la conformidad por parte del Organismo Notificado
tambin se debe realizar una prueba hidrosttica. Es recomendable hacer previamente una
prueba interna por parte del fabricante para solventar posibles fallos y posteriormente
repetir la prueba en presencia del ON.
Pgina 48 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
EVALUACIN DE LA CONFORMIDAD
Todos los equipos a presin que deban llevar marcado <CE>, debern pasar una
evaluacin de conformidad antes de instalarse y ponerse en funcionamiento. Para ello se
clasificarn en categoras segn el artculo 9 y conforme al Anexo II de la Directiva, en
funcin del grado creciente de peligrosidad. En el mencionado anexo, se disponen los
cuadros de evaluacin de la conformidad que nos permiten determinar la categora del
equipo a partir de la presin mxima admisible y del volumen de ste. Para clasificar el
equipo tambin se considera el tipo de fluido y su estado.
Como hemos visto en la fase de diseo, nuestro equipo es de categora IV y se evaluar
con el mdulo G. En el Anexo III de la Directiva se establecen las disposiciones para la
evaluacin de la conformidad de cada mdulo.
El mdulo G corresponde a la verificacin CE por unidad. Esta verificacin ser llevada a
cabo por un Organismo Notificado que al final del proceso de verificacin, en caso de ser
sta positiva, emitir un certificado de conformidad correspondiente al equipo de estudio.
El primer paso para la evaluacin de la conformidad conforme a este mdulo es que el
fabricante presente una solicitud de verificacin a un organismo notificado de su eleccin.
Esta solicitud es un documento donde consta el nombre del fabricante y el nombre y
referencia del equipo motivo de evaluacin. Tambin debe constar en la solicitud una
declaracin del fabricante en la que se especifique que no se ha presentado una solicitud
del mismo equipo a presin a otro organismo notificado. Junto a la solicitud, el fabricante
adjuntar documentacin tcnica para el estudio por parte del organismo notificado.
5.1 R EVISIN
DOCUMENTAL
El Organismo Notificado revisar la memoria tcnica del equipo, comprobando en primer
lugar el diseo, resultado de los clculos y planos del equipo.
En este sentido, el primer paso es verificar la categora del equipo en funcin de su
volumen y presin de diseo, y su nivel de peligrosidad segn el fluido que contendr. Se
comprobar tambin que se han tenido en cuenta todas las cargas externas posibles a que
puede ser sometido el equipo y que el espesor resultante es suficiente para resistir dichas
Pgina 49 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
cargas y la presin interior. Se verificar que se cumplen todos los requisitos que impone el
cdigo de diseo relativo a la realizacin de los clculos.
5.1.1 WELD BOOK
La tarea del organismo notificado es examinar que los procedimientos de soldadura
cumplen con las necesidades para realizar las uniones del equipo y verificar que estn de
acuerdo con lo expuesto en la Directiva. En este sentido en el Anexo I se expone que los
procedimientos de soldadura deben ser validados por Organismo Notificado y ste revisar
que todos los ensayos realizados para cualificar el procedimiento hayan sido realizados por
una entidad independiente, debidamente acreditada y con personal cualificado y
certificado. Es decir, los ensayos no destructivos y los destructivos realizados para la
cualificacin de un procedimiento de soldadura deben ser realizados por laboratorios
acreditados por ENAC en la normativa aplicable.
Del mismo modo, las calificaciones de los soldadores deben ser vigentes y los ensayos
realizados para dichas homologaciones debern haber sido realizadas por un laboratorio
acreditado por ENAC, tanto para los ensayos no destructivos como para las pruebas
destructivas.
5.1.2 MATERIALES
En primer lugar el Organismo Notificado verificar que se declaran los materiales de todas
las partes a presin y que se adjunta su correspondiente certificado de inspeccin.
Como se ha comentado anteriormente, uno de los requisitos de los certificados de
materiales es que deben ser de tipo 3.1. Eso es lo que comprobar el Organismo
Notificado.
A continuacin se comprobar que cada certificado cumple con la especificacin normativa
del material. Es decir, se comprobar que los valores de caractersticas mecnicas y
anlisis qumicos reflejados en cada certificado estn dentro de los valores especificados
por norma.
Esta parte del proceso de revisin debe realizarse antes de empezar la fabricacin del
equipo. Una vez se consideran satisfactorios los controles documentales realizados, se
comunica al fabricante que puede llevar a cabo la fabricacin del equipo.
Pgina 50 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
5.2 C ONTROL
DE LA FABR IC AC IN
A parte de los controles internos de fabricacin a realizar por el propio fabricante descritos
en el apartado 4.2 de este trabajo, el Organismo Notificado realizar sus propios controles.
Durante la fabricacin del equipo el Organismo Notificado puede realizar tantas visitas
como crea conveniente para garantizar la correcta fabricacin y el cumplimiento con la
Directiva.
El Organismo Notificado prestar especial atencin en los siguientes controles:
5.2.1 TRAZABILIDAD
Se comprobar que existe trazabilidad entre el material empleado para la fabricacin y se
verificar que existe un correcto traspaso de marcas en los procesos de corte. As mismo,
tambin se comprobar que el material utilizado corresponde a la declaracin y a los
certificados de materiales, teniendo especial cuidado en la correspondencia del n de
colada y en las dimensiones del material.
El material de aporte utilizado en los procesos de soldadura tambin deber llevar un
control de trazabilidad. Se comprobar que la colada y lote de los productos de aportacin
corresponden con el certificado expedido por su fabricante.
En la figura siguiente se observa el traslado de marcas realizado para la chapa de la virola,
donde figura el n de colada y el de material, as como un n de entrada correspondiente al
fabricante del equipo.
Pgina 51 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
Ilustracin 2. Marcas de trazabilidad
5.2.2 CONTROL DIMENSIONAL
Durante las visitas que se realicen en el proceso de fabricacin se realizar un control
dimensional de los materiales y piezas, as como de los subconjuntos que estn fabricados.
A parte de estos controles durante la fabricacin, el Organismo Notificado puede realizar
las pruebas suplementarias que considere oportunas para asegurar la conformidad con la
Directiva.
5.3 I NSPECCIN
FIN AL
El Organismo Notificado realizar una inspeccin final cuando el equipo est totalmente
fabricado. Esta inspeccin deber contener como mnimo las siguientes acciones para
comprobar el estado del equipo:
1. Revisin documental de los informes de ensayos no destructivos
2. Medicin de espesores
3. Inspeccin visual
4. Control dimensional
5. Prueba de resistencia
Pgina 52 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
5.3.1 REVISIN DOCUMENTAL DE LOS INFORMES DE ENSAYOS NO DESTRUCTIVOS
Se comprobar que se han realizado los ensayos no destructivos correspondientes, con el
alcance necesario y que sus resultados son correctos, segn la normativa aplicable.
Se verificar que el laboratorio encargado de realizar los ensayos no destructivos est
debidamente acreditado por ENAC para aplicar el mtodo de ensayo correspondiente
segn la normativa aplicable.
Se comprobar tambin que el personal que ha realizado y cualificado los ensayos no
destructivos tiene el nivel adecuado segn la normativa EN 473 Cualificacin y certificacin
del personal que realiza ensayos no destructivos. El operador debe tener como mnimo el
Nivel 1 en el mtodo de ensayo a aplicar y el responsable de evaluar los resultados del
ensayo deber tener como mnimo el nivel 2 en el mtodo segn la norma citada.
5.3.2 MEDICIN DE ESPESORES
El personal que realice la inspeccin final del equipo, har un control de los espesores del
equipo con un medidor de espesores por ultrasonidos. Se verificar que el espesor del
cuerpo, del fondo superior y del fondo inferior en al menos tres puntos, as como el espesor
de las conexiones, son los especificados en el plano.
5.3.3 CONTROL DIMENSIONAL
Adems de la medicin de espesores, el Organismo notificado tambin realizar un control
dimensional del equipo terminado. Verificar que las cotas principales del equipo como son
altura total, altura entre uniones, dimetro exterior o distancia entre tubuladuras,
corresponden con las indicadas en el plano principal del equipo teniendo en cuenta la
desviacin especificada o en el plano as built realizado por el fabricante.
5.3.4 PRUEBA DE RESISTENCIA
Durante la inspeccin final, el Organismo Notificado supervisar la ejecucin de una prueba
de resistencia realizada por parte del fabricante. Esta prueba ser habitualmente una
prueba hidrulica, realizada a la presin indicada en el punto 7.4 del Anexo I de la Directiva
y que ser la mayor de las siguientes:
La presin correspondiente a la carga mxima que pueda soportar el equipo en
funcionamiento, habida cuenta de su presin mxima admisible y de su temperatura
Pgina 53 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
mxima admisible, multiplicada por el coeficiente 1,25, o la presin mxima admisible
multiplicada por el coeficiente 1,43. En nuestro caso particular la presin de prueba es la
segunda opcin, la presin mxima admisible multiplicada por 1,43. Es decir, 14,3 bar de
presin de prueba.
La presin a la que se realiza la prueba deber mantenerse constante al menos una hora
desde el inicio de la prueba. Durante este tiempo el inspector del Organismo Notificado
examinar las partes sometidas a presin verificando que no existe ningn tipo de fuga del
fluido de prueba. Tambin se observar que ninguna de las partes del equipo sufre
deformaciones durante la prueba de presin.
5.4 O BTENCIN
DEL
M ARC ADO <<CE>>
Una vez finalizadas todas las inspecciones y revisiones por parte del Organismo Notificado
y siendo stas consideradas satisfactorias, se considera que el equipo es apto de acuerdo
a la Directiva. As pues, se realizarn las siguientes acciones:
-
El fabricante podr poner en la placa de caractersticas del equipo el
correspondiente marcado <<CE>>, cuyas caractersticas se definen en el Anexo V
del RD 769, acompaado del nmero de Organismo Notificado. El marcado <<CE>>
ir fijado de forma visible, legible e indeleble. En el punto 3.5 de este proyecto
hemos visto un ejemplo de placa de caractersticas.
El fabricante emitir una Declaracin de Conformidad segn lo establecido en el
Anexo VI. Este documento contendr la identificacin y las caractersticas
principales del equipo, y la identificacin del Organismo Notificado correspondiente.
El Organismo Notificado emitir un certificado de conformidad del equipo donde se
indica que la evaluacin de la conformidad del equipo descrito ha resultado
favorable. Dicho documento contendr una enumeracin de las pruebas y
verificaciones realizadas por el Organismo Notificado e ir acompaado del
certificado de realizacin de la prueba hidrulica del equipo.
Estos documentos se aaden al dossier de calidad del equipo para completar el manual
que acompaar al equipo para su entrega al cliente final con la garanta que se ha
diseado, fabricado y evaluado cumpliendo con la Directiva de equipos a presin.
Pgina 54 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
CONCLUSIONES
Este proyecto ha girado en torno a la Directiva 97/23/CE, lo que ha supuesto un trabajo
considerable de interpretacin y comprensin de sus especificaciones. Se puede afirmar
que la Directiva es un documento complicado cuya interpretacin no es sencilla e incluso
puede llevar a confusiones.
Con la realizacin de este proyecto se ha confirmado la certeza que la Directiva es una
herramienta indispensable, adems de obligatoria, para el diseo, fabricacin y evaluacin
de la conformidad de los equipos a presin. Actualmente la presencia de recipientes a
presin es muy extensa en cualquier tipo de industria y se debe garantizar la mxima
seguridad en las condiciones de trabajo en todo momento. Un fallo o accidente de un
recipiente a presin puede suponer consecuencias muy graves, ya sea a nivel humano
como en prdidas materiales y/o econmicas. Por este motivo es necesario cumplir con las
directrices de la Directiva.
Podemos afirmar tambin que una vez terminado el proyecto se han cumplido los objetivos
que nos habamos propuesto.
En primer lugar, se ha diseado un depsito a partir de unas condiciones de diseo dadas.
Para ello hemos justificado el mejor material para el uso al que ser destinado, eligiendo el
acero inoxidable 1.4404. Hemos elegido las formas ptimas del depsito, siendo stas las
comprendidas por un cuerpo cilndrico y dos fondos esfricos. Se ha justificado el diseo de
las uniones a penetracin completa con biseles en V y en Y, siendo los ms adecuados
para soldar el depsito. Tambin se ha justificado la eleccin de los procesos de soldadura
TIG y MIG, considerados idneos para el soldeo del equipo. A continuacin se ha realizado
el clculo de dimensionado del equipo con el software de clculo Microprotol Sketcher &
Microprotol Vessel Review para obtener unos resultados que garanticen las condiciones de
trabajo con seguridad y respetando las indicaciones del cdigo de diseo y de la Directiva.
Hemos realizado tambin una estimacin de costes con la que podemos concluir que la
Directiva influye sustancialmente en el coste de fabricacin de un recipiente a presin,
aunque evidentemente son costes necesarios para garantizar la calidad y seguridad del
Pgina 55 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
equipo. Concretamente, en el depsito diseado, el coste de las acciones derivadas de la
Directiva puede llegar a suponer un 45% del coste total si lo realiza un fabricante nuevo y
de un 25% si el fabricante ya ha realizado trabajos similares y ya dispone de
procedimientos de soldadura.
Esta estimacin de costes nos ha servido tambin para confirmar lo que ya sabamos de
antemano, que aunque hubiramos tenido como objetivo de este proyecto fabricar el
depsito, nos hubiera resultado imposible por cuestiones econmicas.
En el siguiente bloque del proyecto, hemos cumplido el objetivo de generar la
documentacin relativa a la memoria tcnica de nuestro depsito y hemos desarrollado
todos los requisitos necesarios en el proceso de fabricacin para garantizar el cumplimiento
con la Directiva.
Finalmente, en un ltimo bloque referido a la evaluacin de la conformidad, hemos visto
todas las acciones que componen este proceso.
Podemos concluir tambin que el depsito diseado cumple con todo lo indicado en la
Directiva y que en caso de poder asumir el coste de fabricacin y con un fabricante que
cumpla con los requisitos expuestos, su evaluacin de la conformidad sera considerada
aceptable y obtendra el correspondiente marcado <<CE>>.
Por ltimo, a nivel personal, la realizacin de este proyecto me ha aportado nuevos
conocimientos relativos al clculo de equipos a presin y me ha permitido ampliar mi
conocimiento de la Directiva, siendo de mucha utilidad para m debido a la relacin directa
con el sector laboral en el que me encuentro actualmente.
Pgina 56 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
AGRADECIMIENTOS
A todas las personas que me he encontrado en este camino de aprendizaje que es la vida,
quiero agradecerles su granito de arena para contribuir en mi formacin tanto acadmica,
laboral como personal. En mayor o menor medida todos me han aportado alguna cosa
positiva para llegar donde estoy.
Por otro lado, quiero agradecer el apoyo, comprensin y sobretodo paciencia de mi entorno
ms prximo, que han tenido que esperar aos para verme terminar esta etapa de mi vida.
Mare. Pare. Amics. Familiars. Grcies per la pacincia!
Steffi. Grcies per ser-hi tot aquest temps i pel teu suport.
Quiero agradecer tambin la colaboracin del Profesor Joan Antonio Moreno, director del
proyecto y parte implicada en este largo proceso.
Por ltimo, y para nada menos importante, quiero dar las gracias a mi amigo y principal
culpable de que esta etapa haya llegado a su fin. Gracias vecino, gracias Juan Hector!
Pgina 57 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
BIBLIOGRAFIA
-
Ministerio de Industria y energa. Real Decreto 769/1999: Disposiciones de
aplicacin de la Directiva del Parlamento Europeo y del Consejo, 97/23/CE, relativa
a los equipos a presin. Mayo 1999.
Verband der TV e.V. AD-2000 Merkblatt Code, 2011 Edition
UNE-EN 10028-7: 2009 Productos planos para aplicaciones a presin. Parte 7:
Aceros inoxidables.
UNE-EN 10216-5:2006 + AC 2008 Tubos de acero sin soldadura para usos a
presin. Condiciones tcnicas de suministro. Parte 5: Tubos de acero inoxidable.
UNE-EN 10222-5:2000 Piezas de acero forjadas para aparatos a presin. Parte 5:
Aceros inoxidables martensticos, austenticos y austeno-ferrticos.
Pr. Vicente Senz Marn. Apuntes curso Inspeccin de construcciones soldadas s/
EN 14018.
Atlas Steels Technical Department. The Atlas Steels technical handbook of stainless
steel, July 2010
Pgina 58 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
NDICE DE ACRNIMOS
-
2 Introduccin a la Directiva Europea 97/23/CE
PS: presin mxima admisible, bar
V: volumen, litros
DN: dimetro nominal, mm
-
3.3 Eleccin del material
C: Carbono
Cr: Cromo
Mo: Molibdeno
Ni: Nquel
-
3.4 Clculos de dimensionado del equipo
3.4.1. Clculo del espesor terico del cuerpo cilndrico sometido a presin
interna
S: Espesor de la pared cilndrica en mm.
Da: Dimetro exterior del cilindro en mm.
P: Presin de diseo en bar
K: Factor de resistencia del material en N/mm.
V: coeficiente de junta
S: Coeficiente de seguridad
c1: Sobreespesor para compensar las tolerancias y la disminucin de espesor de la chapa en
la fabricacin.
c2: Sobreespesor de corrosin
3.4.2. Clculo del espesor terico del fondo sometido a presin y al vaco
Df: Dimetro esfrico del fondo
Pgina 59 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
P: Presin de diseo en bar
D: 2R = Dimetro esfrico del fondo
Da: Dimetro del fondo en mm.
: Factor de fondo. Grfico AD B-3 figura 3.
K: Factor de resistencia del material en N/mm
V: Coeficiente de junta
S: Coeficiente de seguridad
R: Radio de embuticin
E: Mdulo de elasticidad
S: se = Espesor del fondo en mm.
C2: Sobreespesor para compensar las tolerancias de espesor de la chapa en mm.
c1= Sobreespesor de corrosin en mm.
Sk = Coeficiente de seguridad segn la frmula:
Sk = 3 +
0,002
( s e c1 c2 ) / R
3.4.3. Resultados obtenidos
N: conexin (nozzle)
-
3.6. Diseo uniones
t: espesor
a: taln
g: separacin (gap)
y : ngulo bisel
e: espesor fondo superior
x: espesor rebajado del fondo superior
De: dimetro exterior del fondo
Pgina 60 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
3.7. Eleccin procesos de soldadura
TIG: Tungsten Inert Gas
MIG: Metal Inert Gas
MAG: Metal Active Gas
-
4.1.9. Procedimientos de soldadura. Weld Book
WPS: Welding Procedure Specification
PQR: Procedure Qualification Record
-
4.1.10. Plan de Puntos de Inspeccin
PPI: Plan de Puntos de Inspeccin
HP: Hold Point o Punto de espera
WP: Witness Point o punto de presencia
RD: Revisin documental
RI: Random Inspection o inspeccin no programada
Pgina 61 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
APNDICE A: DIRECTIVA EUROPEA 97/23/CE
Pgina 62 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
Pgina 63 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
Pgina 64 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
Pgina 65 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
Pgina 66 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
Pgina 67 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
Pgina 68 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
Pgina 69 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
Pgina 70 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
Pgina 71 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
Pgina 72 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
Pgina 73 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
Pgina 74 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
Pgina 75 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
Pgina 76 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
Pgina 77 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
Pgina 78 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
Pgina 79 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
Pgina 80 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
Pgina 81 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
Pgina 82 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
Pgina 83 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
Pgina 84 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
Pgina 85 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
Pgina 86 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
Pgina 87 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
Pgina 88 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
Pgina 89 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
APNDICE B: HOJAS DE CLCULOS
Table of Contents
Update this field to get the table of contents.
Codes, Guidelines and Standards Implemented.
Pressure vessel design code :
AD 2000-Merkbltter (05-2007)
B 0, 05.2007
B 1, 10.2000
B 2, 10.2000
B 3, 10.2000
B 5, 05.2004
B 6, 10.2006
B 7, 10.2004
B 8, 05.2007
B 9, 10.2000
Local load design method:
PD 5500:2009 G.2.8 - (09-2011)
PD 5500:2009 G2 - (09-2011)
Standard of flange ratings :
ASME B16.5-2003
Standard of pipes:
ASME B36.10M-2004/B36.19M-2004
Standard of material :
EN10028-7 December 2007
X2CrNiMo17-12-2
Plate
EN10216-5 March 2005
X2CrNiMo17-12-2
Seamless pipe
Units :
SI
2
g = 9,80665 m/s [ Weight (N) = Mass (kg) g ]
Pgina 90 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
Design Conditions.
Compartment 1
Internal pressure :
1 MPa
Requested MAWP :
1 MPa
Design Temperature :
50 C
Height of liquid :
0 mm
Operating fluid spec. gravity :
Corrosion :
External pressure :
0 MPa
Design temp., external :
50 C
Test Pressure :
Test fluid spec. gravity :
Insulation Thickness :
Weight/density of insulation :
1
0 mm
3
35 kg/m
Construction Category :
Nominal stress :
Pgina 91 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
Allowable stresses and safety factors
AD B0 / AD B6
f
Allowable stress at design temperature.
Rm
tensile strength.
Rp0.2
yield strength 0,2 %.
Rp1
yield strength 1 %.
Average stress to cause rupture at the end of 100000 hours at design temperature.
Flanges
in operation
f = f 1
In test and gasket seating
f = f 1
Allowable stress at design temperature f
Compartment 1
Materials
Excluding bolting
Normal Conditions
Exceptional and test conditions
Creep
B0
B6
B0
B6
B0
B6
Carbon steel
Rp0.2 / 1,5
Rp0.2 / 1,6
Rp0.2 / 1,05
Rp0.2 / 1,1
R / 1,5
R / 1,6
Stainless steel
Rp1 / 1,5
Rp1 / 1,6
Rp1 / 1,05
Rp1 / 1,1
R / 1,5
R / 1,6
Copper alloy
Rm / 3,5
Rm / 4
Rm / 2,5
Rm / 2,5
R / 3,5
R / 4
Aluminum Alloy
Rp1 / 1,5
Rp1 / 1,6
Rp1 / 1,05
Rp1 / 1,1
R / 1,5
R / 1,6
Nickel alloy
Rp0.2 / 1,5
Rp0.2 / 1,6
Rp0.2 / 1,05
Rp0.2 / 1,1
R / 1,5
R / 1,6
Titanium and Zirconium
Rp0.2 / 1,5
Rp0.2 / 1,6
Rp0.2 / 1,05
Rp0.2 / 1,1
R / 1,5
R / 1,6
Rp0.2 / 2
Rp0.2 / 2
Rp0.2 / 1,4
Rp0.2 / 1,5
R / 2
R / 2
Standard
Neckdown
Standard
Neckdown
Standard
Neckdown
Carbon steel
Rp0.2 / 1,8
Rp0.2 / 1,5
Rp0.2 / 1,3
Rp0.2 / 1,1
R / 1,8
R / 1,5
Stainless steel
Rp1 / 1,8
Rp1 / 1,5
Rp1 / 1,3
Rp1 / 1,1
R / 1,8
R / 1,5
Cast Iron
Bolting
Pgina 92 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
Test Pressure
AD HP 30
pp = Fp . p
Fp = max [ 1,43 ; 1,25 (K20 / K)min ]
p = Design Pressure
K20 = design strength value at test temperature
K = design strength value at design temperature
For each component
p
(MPa)
K20
(MPa)
K
(MPa)
c
(mm)
se
(mm)
pp
(MPa)
Kloepper Type Head (01) 30.10
260
260
1,43
Shell (02) 31.05
260
260
1,43
Kloepper Type Head (03) 30.11
260
260
1,43
Compartment 1
1,43 MPa
Test Pressure at the Top Pe :
Use PED : Pt = MAX [ 1,43 Ps ; 1,25 Ps ( fa / ft ) min ]
Ps = maximum allowable pressure
P = Design Pressure
fa = allowable stress at room temperature, normal condition
ft = allowable stress at design temperature
For each component
fa
(MPa)
P
(MPa)
ft
(MPa)
e
(mm)
c
(mm)
Pt
(MPa)
Kloepper Type Head (01) 30.10
260
260
1,43
Shell (02) 31.05
260
260
1,43
Kloepper Type Head (03) 30.11
260
260
1,43
maximum allowable pressure :
Test Pressure at the Top :
Compartment 1
1 MPa
1,43 MPa
AD HP 30 4.10 : for vertical vessel : p p = pp + pp
AD HP 30 4.10.1 : Test in vertical position, pressure measured at the top of the vessel in vertical position
pp = 0.1 ( F HF P H) 0
AD HP 30 4.10.2 : Test in horizontal position before a test in vertical position, pressure measured at the top
of the vessel in horizontal position :pp = 0
AD HP 30 4.10.3 : Test in horizontal position alone, pressure measured at the top of the vessel in horizontal position
pp = max [ 0.1 P H ; 0.1 F HF ]
HF = liquid level in operation
H = liquid level in test
F = Specific gravity of the liquid in operation
= Specific gravity of the liquid in test
Compartment 1
1 MPa
1,43 MPa
pp AD HP 30 4.10.1
pp AD HP 30 4.10.3
0,014 MPa
Design Pressure p :
Test Pressure at the Top pp :
Pgina 93 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
Hydrostatic Pressure
Test
Operating
Horizontal
Type of
component
s
Specifi
liquid level
c
Gravity
(mm)
hydrostatic Hydrostatic
height
pressure
(mm)
(MPa)
Specifi
c
liquid level
Gravity
(mm)
Vertical
hydrostatic Hydrostati
height
c pressure
(mm)
(MPa)
liquid level
(mm)
hydrostatic Hydrostati
height
c pressure
(mm)
(MPa)
Shell(s)
0
30.10
0,00
0,00
0,0000
594,00
594,00
0,0058
114,79
1.428,60
0,0000
31.05
0,00
0,00
0,0000
594,00
594,00
0,0058
1.200,00
1.313,82
0,0000
30.11
0,00
0,00
0,0000
590,00
594,00
0,0058
113,82
113,82
0,0000
1 N1
0,00
0,0000
594,00
0,0058
0,00
0,0000
2 N2
0,00
0,0000
594,00
0,0058
1.428,60
0,0000
3 N4
0,00
0,0000
594,00
0,0058
413,82
0,0000
4 N5
0,00
0,0000
594,00
0,0058
1.063,82
0,0000
5 N6
0,00
0,0000
594,00
0,0058
13,89
0,0000
1
0
2
0
3
Opening(s)
Pgina 94 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
Element(s) of geometry in internal pressure
Kloepper Type Head (30.10), Internal pressure
AD 2000-Merkbltter (05-2007) B3
Da = External Diameter = 600 mm
p = internal pressure
Di = Internal Diameter = 594 mm
K/S = Nominal stress
h2
se = nominal thickness = 3 mm
= circular stress
r
L.T
R
T = temperature in operation = 50 C
v = Joint efficiency
h1
.
c1+c2 = corrosion + tolerance = 0 mm
E = Modulus of Elasticity
h2 = outside height = 117,79 mm
R = Spherical Radius = 600 mm
D
h1 = Knuckle Length = 10,5 mm
r = Knuckle Radius = 60 mm
D
Material : X2CrNiMo17-12-2
Radiography : Full
PWHT : No
No opening taken into account di : 0 mm
Connected shell thickness : 3 mm
p (MPa)
1
1,45
in operation
Horizontal test
K/S (MPa)
173,33
247,62
E (MPa)
197.000
200.000
Thickness required to withstand to design pressure
opening factor : di/Da
Head thickness : s 2 =
Da p
+ c1 + c 2
2K Sv + p
di/Da
0,00
in operation
(se-c1-c2)/Da
-3
5,0010
v
1
1
design factor : (AD B3 fig 7 ((se-c1-c2)/Da))
Da p
Knuckle thickness : s1 =
+ c1 + c 2
4K S v
Cyl. Part thickness : s 3 =
Di+2(c1+c2) (mm)
594
594
( R + se ) p + c + c
1
2
2K S v + p
smin = max(s1,s2,s3)
s1 (mm)
2,83
3,275
s2 (mm)
1,74
s3 (mm)
1,73
smin (mm)
2,83
Stresses verification (test) :
Stress [8.1.3] = 1 =
Da p
4v(s e c1 c 2 )
Stress (Straight Flange) = 3 =
Horizontal test
K/S shall be max
(Da se + c ) p
2v(s e c1 c 2 )
1 (MPa)
237,41
Stress [8.1.1] = 2 =
2(R + s e ) p
4v (se c1 c 2 )
Maximum stress = max = max(1, 2, 3)
2 (MPa)
145,35
Pgina 95 de 114
3 (MPa)
144,26
max (MPa)
237,41
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
Kloepper Type Head (30.11), Internal pressure
AD 2000-Merkbltter (05-2007) B3
p = internal pressure
Da = External Diameter = 600 mm
Di = Internal Diameter = 590 mm
K/S = Nominal stress
h2
s
=
nominal
thickness
=
5
mm
= circular stress
e
r
L.T
R
T = temperature in operation = 50 C
v = Joint efficiency
h1
c1+c2 = corrosion + tolerance = 0 mm
E = Modulus of Elasticity
h2 = outside height = 118,82 mm
R = Spherical Radius = 600 mm
D
h1 = Knuckle Length = 17,5 mm
r = Knuckle Radius = 60 mm
D
Material : X2CrNiMo17-12-2
Radiography : Full
PWHT : No
LARGEST INTERNAL DIAMETER di : 164,63 mm
Connected shell thickness : 3 mm
NOZZLE TAKEN INTO ACCOUNT : N6
p (MPa)
1
1,45
in operation
Horizontal test
K/S (MPa)
173,33
247,62
E (MPa)
197.000
200.000
Thickness required to withstand to design pressure
opening factor : di/Da
in operation
Head thickness : s 2 =
Da p
+ c1 + c 2
2K Sv + p
di/Da
-1
2,7410
(se-c1-c2)/Da
-3
8,3310
v
1
1
design factor : (AD B3 fig 7 ((se-c1-c2)/Da))
Da p
Knuckle thickness : s1 =
+ c1 + c 2
4K S v
Cyl. Part thickness : s 3 =
Di+2(c1+c2) (mm)
590
590
( R + se ) p
2K S v + p
+ c1 + c2
smin = max(s1,s2,s3)
s1 (mm)
4,1
4,734
s2 (mm)
1,74
s3 (mm)
1,73
smin (mm)
4,1
Stresses verification (test) :
Stress [8.1.3] = 1 =
Da p
4v(s e c1 c 2 )
Stress (Straight Flange) = 3 =
Horizontal test
K/S shall be max
(Da se + c ) p
2v(s e c1 c 2 )
1 (MPa)
205,92
Stress [8.1.1] = 2 =
2(R + s e ) p
4v (se c1 c 2 )
Maximum stress = max = max(1, 2, 3)
2 (MPa)
87,35
Pgina 96 de 114
3 (MPa)
86,27
max (MPa)
205,92
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
Cylindrical shell under internal pressure.
AD-Merkblatt B1 et B 10
p = internal pressure
K/S = Nominal stress
T = temperature in operation
Da = External Diameter
Di = Internal Diameter
v = Joint efficiency
se = nominal thickness
c = corrosion + tolerance
tol = tolerance for pipes
= circular stress
va
= stress on the outer surface
vi
= stress on the inner surface
s = required wall thickness including allowances
se shall be s
s = (e c) tol
e = minimum required thickness to withstand to pressure
K/S shall be
eu = (se tol) c
e = Da.p / (2K/S.vp)
If Da/Di 1,2 or If Pipe (with Da 200mm) And Da/Di1,7
If Da/Di1,5
e = Da.p / (2,3K/Sp)
vi
= p (Da+ eu) / (2,3 eu)
va
= (Da.p / eu p) / (2 v)
= p (Da-3.eu) / (2,3 eu)
= max(
vi
va)
Shell (02) : 31.05 (Shell barrel)
X2CrNiMo17-12-2
Plate
se = 3,000 mm
Operation
Horizontal test
N
X
Schedule : /
Di = 594,00 mm
Tol% = /
Da = 600,00 mm
Cor. = 0 mm
PWHT : No Radiography : Spot
Tol. = 0 mm
p (MPa)
ph (MPa)
T (C)
K/S
(MPa)
eu (mm)
1
1,4498
0
0,0058
50
20
173,33
247,62
0,85
0,85
3,000
3,000
MAWP (to 50 C, corroded) = 1,48 MPa
NPS : /
(MPa)
pa (MPa)
e (mm)
s (mm)
1,48
2,12
2,029
2,059
2,029
2,059
117,06
169,72
PMA (to 20 C, new) = 1,48 MPa
Pgina 97 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
Maximum Allowable Working Pressure
Maximum Allowable Working Pressure(Geometry).
Type / Mark
Diameter
Max. allowable
pressure
Thickness
Operating
01[04]
02[01]
03[04]
30.10
31.05
30.11
(mm)
600,0
600,0
600,0
(mm)
3,0
3,0
5,0
(MPa)
1,0585
1,4807
1,2204
Max. All. Ext. Pressure
Test
Operating
Test
(MPa)
(MPa)
(MPa)
1,5122
2,1153
1,7434
/
/
/
Hydrostatic pressure
Operating
/
/
/
(MPa)
0,0000
0,0000
0,0000
Test
(MPa)
0,0198
0,0198
0,0198
/
/
/
Maximum Allowable Working Pressure (Nozzles).
Neck
Tag
Operating
(MPa)
Flange
Test
(MPa)
Operating
(MPa)
Test
(MPa)
Operating
(MPa)
Hydrostatic pressure
Test
(MPa)
N1
19,0533
27,2190
0,0000
0,0198
N2
13,1790
18,8271
0,0000
0,0198
N4
11,3804
16,2577
0,0000
0,0198
N5
12,5591
17,9416
0,0000
0,0198
N6
7,1869
10,2670
0,0000
0,0198
Pgina 98 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
Isolated Opening(s)
Isolated opening N1 [ in operation Int.P. ]
(Process)
AD 2000-Merkbltter (05-2007) B9
Nozzle without pad on Kloepper Type Head (No. 3)
Set In
Pressure : p = 1 MPa
Temperature : 50 C
Shell
Material :X2CrNiMo17-12-2
Allowable stress : K/S = 173,33 MPa
Corrosion + tolerance :
Joint efficiency : v = 1
Tolerance for seamless pipe : /
c1A + c2A = 0 mm
Ext. Diameter : Da = 600 mm
Nominal thickness : se = 5 mm
Nozzle Neck
Material : X2CrNiMo17-12-2
Allowable stress : K1/S = 150 MPa
Corrosion : c1S + c2S = 0 mm
Tolerance for seamless pipe : 7/8 (12.5%)
Ext. Diameter : da = 33,7 mm
Nominal thickness : sS = 2,3 mm
DN 25
External Projection : 30 mm
Internal Projection : 0 mm
Inclination : 0
Eccentricity : 0 mm
Flange
Material : /
Rating : /
Height : /
Type : /
Pad
Material : /
Allowable stress : K2/S = /
Height : /
Width : /
Ext. Diameter : /
Required thickness of the nozzle neck under internal pressure : s = da p / (2 K1/S v + p) = 0,11 mm
sA = se + h = 5 mm
h=/
Di = 2 ( D + c1 + c2 ) = 1.200 mm
di = da - 2 (sS - c1S - c2S) = 29,68 mm
( sS c1S c2S ) / ( sA c1A c2A ) 2
bs = b = max
( (D + s
i
c1A c2 A )(s A c1A c2 A ) ; 3s A = 77,62 mm
Theoretical reinforcement area
lS = 0.5 lS = /
lS = (d i + sS c1S c2S )( sS c1S c2S ) = 7,99 mm
Available reinforcement area
br = 77,62 mm
lSr = 7,99 mm
lSr = /
Factor f1 = 1
Reinforcement checking
AP
A0
2
Area I
Area II
Cross Section
(mm )
28.416
/
/
(mm )
388
/
/
A1
2
(mm )
26
/
/
A2
2
(mm )
0
/
/
Pgina 99 de 114
p
p
K
K
K p
F = A 0 + 1 A1 + 2 f 1 A 2
2
2
S 2
S
S
= 70.984 N p Ap = 28.416 N
/
/
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
Isolated opening N1 [ in test Int.P. ]
(Process)
AD 2000-Merkbltter (05-2007) B9
Nozzle without pad on Kloepper Type Head (No. 3)
Set In
Pressure : p = 1,4498 MPa
Temperature : 20 C
Shell
Material :X2CrNiMo17-12-2
Allowable stress : K/S = 247,62 MPa
Corrosion + tolerance :
Joint efficiency : v = 1
Tolerance for seamless pipe : /
c1A + c2A = 0 mm
Ext. Diameter : Da = 600 mm
Nominal thickness : se = 5 mm
Nozzle Neck
Material : X2CrNiMo17-12-2
Allowable stress : K1/S = 214,29 MPa
Corrosion : c1S + c2S = 0 mm
Tolerance for seamless pipe : 7/8 (12.5%)
Ext. Diameter : da = 33,7 mm
Nominal thickness : sS = 2,3 mm
DN 25
External Projection : 30 mm
Internal Projection : 0 mm
Inclination : 0
Eccentricity : 0 mm
Flange
Material : /
Rating : /
Height : /
Pad
Material : /
Allowable stress : K2/S = /
Height : /
Width : /
Ext. Diameter : /
Type : /
Required thickness of the nozzle neck under internal pressure : s = da p / (2 K1/S v + p) = 0,11 mm
sA = se + h = 5 mm
h=/
Di = 2 ( D + c1 + c2 ) = 1.200 mm
di = da - 2 (sS - c1S - c2S) = 29,68 mm
( sS c1S c2S ) / ( sA c1A c2A ) 2
bs = b = max
( (D + s
i
c1A c2 A )(s A c1A c2 A ) ; 3s A = 77,62 mm
Theoretical reinforcement area
lS = 0.5 lS = /
lS = (d i + sS c1S c2S )( sS c1S c2S ) = 7,99 mm
Available reinforcement area
br = 77,62 mm
lSr = 7,99 mm
lSr = /
Factor f1 = 1
Reinforcement checking
AP
A0
2
Area I
Area II
Cross Section
(mm )
28.416
/
/
(mm )
388
/
/
A1
2
(mm )
26
/
/
A2
2
(mm )
0
/
/
Pgina 100 de 114
p
p
K
K
K p
F = A 0 + 1 A1 + 2 f 1 A 2
S
2
S
2
S
2
= 101.402 N p Ap = 41.199 N
/
/
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
Local loads on nozzle N1.
PD5500 G.2.8 - nozzle on spherical shell (P=1 MPa)
FZ
MB
eab
Af
Af
E = 197.000 MPa
fn = 150 MPa
fs = 173,33 MPa
fp = /
eab = 2,01 mm
R = 602,5 mm
eas = 5 mm
r = 15,84 mm
eap = 0
Lp = 0
2
Ap = 28.533,9 mm
3.5.4.9 :
Lp
Afp = 0
Afs = 388,1 mm
Afb = 26,1 mm
eas/R = 0,0083 shall be : 0.001 eas/R 0.1
Afs
eap
Ap
ea
Distances to any other local load shall be not less than
Reac
=54,89 mm
The nozzle thickness shall be maintained over a distance not less
than
deab
=7,99 mm
At the nozzle outer diameter
d = 31,69 mm
C1 = 1,1
D = 2R
2 f n eab
= min
eac = eas + eap min( fp/fs ; 1.0 ) = 5 mm
f s eac
eab
;1.0 = 0,1756
s =
= 0,5773
Reac
Maximum allowable loads in nozzle (A.3.5.1)
z,allow =
s fn = 99 MPa
Pyss = 2 s fn eab / r = 41,92 MPa
= 0,6 (Figure A.2)
K = pe/pyss = 91,75201
s = 1,1
pe = 1.21 E
2
eab
Fmax = d eab z,allow
/ r = 3.845,98 MPa
Mmax = 0.25 d eab z,allow
Maximum allowable individual loads
Nozzle outer :
Pmax =
f s Afs + f p Afp + f n Afb
Ap + 0.5 Afs + Afb + Afp
Plate outer : Pmax = 2fseas/R
FZ ,max = f s eac2 1.82 + 2.4 1 + s + 0.912s
2
M B ,max = f s eac
d 4 4.9 + 2.0 1 + s + 0.912s
Maximum allowable loads at the nozzle / pad outer diameter
Pmax (MPa)
FZ,max (daN)
MB,max (daNmm)
5
2,48 / 1.462,7 / 0,213010 / Allowable bounded area.
|M | (daNmm)
F
M
1.000
F (daN)
100
Pgina 101 de 114
Maximum allowable nozzle loads
Fmax (daN)
Mmax (daNmm)
5
1.983,4
0,157110
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
Isolated opening N2 [ in operation Int.P. ]
(Process)
AD 2000-Merkbltter (05-2007) B9
Nozzle without pad on Kloepper Type Head (No. 1)
Set In
Pressure : p = 1 MPa
Temperature : 50 C
Shell
Material :X2CrNiMo17-12-2
Allowable stress : K/S = 173,33 MPa
Corrosion + tolerance :
Joint efficiency : v = 1
Tolerance for seamless pipe : /
c1A + c2A = 0 mm
Ext. Diameter : Da = 600 mm
Nominal thickness : se = 3 mm
Nozzle Neck
Material : X2CrNiMo17-12-2
Allowable stress : K1/S = 150 MPa
Corrosion : c1S + c2S = 0 mm
Tolerance for seamless pipe : 7/8 (12.5%)
Ext. Diameter : da = 60,3 mm
Nominal thickness : sS = 2,9 mm
DN 50
External Projection : 30 mm
Internal Projection : 0 mm
Inclination : 0
Eccentricity : 0 mm
Flange
Material : /
Rating : /
Height : /
Pad
Material : /
Allowable stress : K2/S = /
Height : /
Width : /
Ext. Diameter : /
Type : /
Required thickness of the nozzle neck under internal pressure : s = da p / (2 K1/S v + p) = 0,2 mm
sA = se + h = 3 mm
h=/
Di = 2 ( D + c1 + c2 ) = 1.200 mm
di = da - 2 (sS - c1S - c2S) = 55,22 mm
( sS c1S c2S ) / ( sA c1A c2A ) 2
bs = b = max
( (D + s
i
c1A c2 A )(s A c1A c2 A ) ; 3s A = 60,07 mm
Theoretical reinforcement area
lS = 0.5 lS = /
lS = (d i + sS c1S c2S )( sS c1S c2S ) = 12,11 mm
Available reinforcement area
br = 60,07 mm
lSr = 12,11 mm
Factor f1 = 1
Reinforcement checking
AP
A0
2
Area I
Area II
Cross Section
lSr = /
(mm )
27.417
/
/
(mm )
180
/
/
A1
2
(mm )
38
/
/
A2
2
(mm )
0
/
/
Pgina 102 de 114
p
p
K
K
K p
F = A 0 + 1 A1 + 2 f 1 A 2
S
2
S
2
S
2
= 36.880 N p Ap = 27.417 N
/
/
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
Isolated opening N2 [ in test Int.P. ]
(Process)
AD 2000-Merkbltter (05-2007) B9
Nozzle without pad on Kloepper Type Head (No. 1)
Set In
Pressure : p = 1,4498 MPa
Temperature : 20 C
Shell
Material :X2CrNiMo17-12-2
Allowable stress : K/S = 247,62 MPa
Corrosion + tolerance :
Joint efficiency : v = 1
Tolerance for seamless pipe : /
c1A + c2A = 0 mm
Ext. Diameter : Da = 600 mm
Nominal thickness : se = 3 mm
Nozzle Neck
Material : X2CrNiMo17-12-2
Allowable stress : K1/S = 214,29 MPa
Corrosion : c1S + c2S = 0 mm
Tolerance for seamless pipe : 7/8 (12.5%)
Ext. Diameter : da = 60,3 mm
Nominal thickness : sS = 2,9 mm
DN 50
External Projection : 30 mm
Internal Projection : 0 mm
Inclination : 0
Eccentricity : 0 mm
Flange
Material : /
Rating : /
Height : /
Pad
Material : /
Allowable stress : K2/S = /
Height : /
Width : /
Ext. Diameter : /
Type : /
Required thickness of the nozzle neck under internal pressure : s = da p / (2 K1/S v + p) = 0,2 mm
sA = se + h = 3 mm
h=/
Di = 2 ( D + c1 + c2 ) = 1.200 mm
di = da - 2 (sS - c1S - c2S) = 55,22 mm
( sS c1S c2S ) / ( sA c1A c2A ) 2
bs = b = max
( (D + s
i
c1A c2 A )(s A c1A c2 A ) ; 3s A = 60,07 mm
Theoretical reinforcement area
lS = 0.5 lS = /
lS = (d i + sS c1S c2S )( sS c1S c2S ) = 12,11 mm
Available reinforcement area
br = 60,07 mm
lSr = 12,11 mm
Factor f1 = 1
Reinforcement checking
AP
A0
2
Area I
Area II
Cross Section
lSr = /
(mm )
27.417
/
/
(mm )
180
/
/
A1
2
(mm )
38
/
/
A2
2
(mm )
0
/
/
Pgina 103 de 114
p
p
K
K
K p
F = A 0 + 1 A1 + 2 f 1 A 2
S
2
S
2
S
2
= 52.683 N p Ap = 39.750 N
/
/
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
Local loads on nozzle N2.
PD5500 G.2.8 - nozzle on spherical shell (P=1 MPa)
FZ
MB
eab
Af
Af
E = 197.000 MPa
fn = 150 MPa
fs = 173,33 MPa
fp = /
eab = 2,54 mm
R = 601,5 mm
eas = 3 mm
r = 28,88 mm
eap = 0
Lp = 0
2
Ap = 27.484,6 mm
3.5.4.9 :
Lp
Afp = 0
Afs = 180,2 mm
Afb = 38,3 mm
eas/R = 0,005 shall be : 0.001 eas/R 0.1
Afs
eap
Ap
ea
Distances to any other local load shall be not less than
Reac
=42,48 mm
The nozzle thickness shall be maintained over a distance not less
than
deab
=12,11 mm
At the nozzle outer diameter
d = 57,76 mm
C1 = 1,1
D = 2R
2 f n eab
= min
eac = eas + eap min( fp/fs ; 1.0 ) = 3 mm
f s eac
eab
;1.0 = 0,3068
s =
= 1,3598
Reac
Maximum allowable loads in nozzle (A.3.5.1)
z,allow =
s fn = 99 MPa
Pyss = 2 s fn eab / r = 28,99 MPa
= 0,6 (Figure A.2)
K = pe/pyss = 63,46404
s = 1,1
pe = 1.21 E
2
eab
Fmax = d eab z,allow
/ r = 1.840,06 MPa
Mmax = 0.25 d eab z,allow
Maximum allowable individual loads
Nozzle outer :
Pmax =
f s Afs + f p Afp + f n Afb
Ap + 0.5 Afs + Afb + Afp
Plate outer : Pmax = 2fseas/R
Allowable bounded area.
|M |
F
M
10
2
M B ,max = f s eac
d 4 4.9 + 2.0 1 + s + 0.912s
Maximum allowable loads at the nozzle / pad outer diameter
Pmax (MPa)
FZ,max (daN)
MB,max (daNmm)
5
1,34 / 946,4 / 0,192010 / -
1.000
FZ ,max = f s eac2 1.82 + 2.4 1 + s + 0.912s
F (daN)
Pgina 104 de 114
Maximum allowable nozzle loads
Fmax (daN)
Mmax (daNmm)
5
4.558,7
0,658310
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
Isolated opening N4 [ in operation Int.P. ]
(Process)
AD 2000-Merkbltter (05-2007) B9
Nozzle without pad on Shell (No. 2)
Set In
Pressure : p = 1 MPa
Temperature : 50 C
Shell
Material :X2CrNiMo17-12-2
Allowable stress : K/S = 173,33 MPa
Corrosion + tolerance :
Joint efficiency : v = 0,85
Tolerance for seamless pipe : /
c1A + c2A = 0 mm
Ext. Diameter : Da = 600 mm
Nominal thickness : se = 3 mm
Nozzle Neck
Material : X2CrNiMo17-12-2
Allowable stress : K1/S = 150 MPa
Corrosion : c1S + c2S = 0 mm
Tolerance for seamless pipe : 7/8 (12.5%)
Ext. Diameter : da = 73,02 mm
Nominal thickness : sS = 3,05 mm
External Projection : 30 mm
Internal Projection : 0 mm
Inclination : 0
Eccentricity : 118 mm
Flange
Material : /
Rating : /
Height : /
Pad
Material : /
Allowable stress : K2/S = /
Height : /
Width : /
Ext. Diameter : /
Type : /
Required thickness of the nozzle neck under internal pressure : s = da p / (2 K1/S v + p) = 0,24 mm
sA = se + h = 3 mm
h=/
Di = Da - 2 (se - c1A - c2A) = 594 mm
di = da - 2 (sS - c1S - c2S) = 67,68 mm
( sS c1S c2S ) / ( sA c1A c2A ) 2
bs = b = max
( (D + s
i
c1A c2 A )(s A c1A c2 A ) ; 3s A = 42,32 mm
Angle
Longitudinal Section : Theoretical reinforcement area
= 66,84
lS = 1 + 0.25 A ( d i + sS c1S c 2S )( sS c1S c 2S ) = 16,25 mm
90
lS = 0.5 lS = /
Available reinforcement area
br = 42,32 mm
lSr = 14,95 mm
Factor f1 = 1
Reinforcement checking
AP
A0
2
Area I
Area II
Cross Section
lSr = /
(mm )
25.435
/
/
(mm )
127
/
/
A1
2
(mm )
49
/
/
A2
2
(mm )
0
/
/
Pgina 105 de 114
p
p
K
K
K p
F = A 0 + 1 A1 + 2 f 1 A 2
2
2
S 2
S
S
= 29.210 N p Ap = 25.435 N
/
/
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
Isolated opening N4 [ in test Int.P. ]
(Process)
AD 2000-Merkbltter (05-2007) B9
Nozzle without pad on Shell (No. 2)
Set In
Pressure : p = 1,4498 MPa
Temperature : 20 C
Shell
Material :X2CrNiMo17-12-2
Allowable stress : K/S = 247,62 MPa
Corrosion + tolerance :
Joint efficiency : v = 0,85
Tolerance for seamless pipe : /
c1A + c2A = 0 mm
Ext. Diameter : Da = 600 mm
Nominal thickness : se = 3 mm
Nozzle Neck
Material : X2CrNiMo17-12-2
Allowable stress : K1/S = 214,29 MPa
Corrosion : c1S + c2S = 0 mm
Tolerance for seamless pipe : 7/8 (12.5%)
Ext. Diameter : da = 73,02 mm
Nominal thickness : sS = 3,05 mm
External Projection : 30 mm
Internal Projection : 0 mm
Inclination : 0
Eccentricity : 118 mm
Flange
Material : /
Rating : /
Height : /
Pad
Material : /
Allowable stress : K2/S = /
Height : /
Width : /
Ext. Diameter : /
Type : /
Required thickness of the nozzle neck under internal pressure : s = da p / (2 K1/S v + p) = 0,25 mm
sA = se + h = 3 mm
h=/
Di = Da - 2 (se - c1A - c2A) = 594 mm
di = da - 2 (sS - c1S - c2S) = 67,68 mm
( sS c1S c2S ) / ( sA c1A c2A ) 2
bs = b = max
( (D + s
i
c1A c2 A )(s A c1A c2 A ) ; 3s A = 42,32 mm
Angle
Longitudinal Section : Theoretical reinforcement area
= 66,84
lS = 1 + 0.25 A ( d i + sS c1S c 2S )( sS c1S c 2S ) = 16,25 mm
90
lS = 0.5 lS = /
Available reinforcement area
br = 42,32 mm
lSr = 14,95 mm
Factor f1 = 1
Reinforcement checking
AP
A0
2
Area I
Area II
Cross Section
lSr = /
(mm )
25.435
/
/
(mm )
127
/
/
A1
2
(mm )
49
/
/
A2
2
(mm )
0
/
/
Pgina 106 de 114
p
p
K
K
K p
F = A 0 + 1 A1 + 2 f 1 A 2
2
2
S 2
S
S
= 41.727 N p Ap = 36.876 N
/
/
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
Local loads on nozzle N4.
PD5500 G.2.8 - nozzle on cylindrical shell (P = 1 MPa)
FZ
FZ
MX
Afb
Afb
Afs Afp2
Afp1
MY
ea e
a
Lp
fs = 173,33 MPa
fn = 150 MPa
E = 197.000 MPa
fp = /
eab = 2,67 mm
R = 298,5 mm
eas = 3 mm
r = 35,18 mm
eap = 0
Lp = 0
3.5.4.9 :
Ap1 = 12.706 mm
Afp1 = 0
Afs1 = 127 mm
Afb1 = 45,3 mm
2
Ap2 = 24.882,1 mm
Ap
Afs2 = 127 mm
ea
Ap
Afp2 = 0
Afb2 = 45,3 mm
eas / 2R = 0,005 shall be : 0.001 eas / 2R 0.1
Afs
Distances to any other local load shall be not less than
Reac
=42,32 mm
The nozzle thickness shall be maintained over a distance not less
than
deab
= 13,7 mm
At the nozzle outer diameter
d = 70,35 mm
D = 2R
eac = eas + eap min( fp/fs ; 1.0) = 3 mm
d/D = 0,1178 shall be 0.5
C1 = 1,1
c = d
Deac
C2 = 2,1911
If c 10 : the effects of a
twisting moment shall be
considered
= 1,6624
C3 = 4,9813
C4 = 9,2761
Maximum allowable loads in nozzle (A.3.5.1)
z,allow =
s fn = 99 MPa
Pyss = 2 s fn eab / r = 25,04 MPa
= 0,6 (Figure A.2)
K = pe/pyss = 54,80293
s = 1,1
Fmax = d eab z,allow
pe = 1.21 E eab / r = 1.372,09 MPa
Mmax = 0.25 d eab z,allow
Maximum allowable individual loads
Nozzle outer : Pmax=
(f A
s
fs
+ f p Afp + f n Afb
) [A
+ 0.5 Afs + Afb + Afp
)]
Pmax = min( Pmax1 ; Pmax2 )
Plate outer : Pmax= 2fseas/D
2
FZ,max = fseac max(C2 ; 1.81)
MX,max = fseac d/4 max(C3 ; 4.90)
Maximum allowable loads at the nozzle / pad outer diameter
Pmax (MPa)
FZ,max (daN)
MX,max (daNmm)
MY,max (daNmm)
5
5
1,15 / 341,8 / 0,136710 / 0,254510 / |M |
MY,max = fseac d/4 max(C4 ; 4.90)
Maximum allowable nozzle loads
Fmax (daN)
Mmax (daNmm)
6
5.839,4
0,102710
Allowable
bounded
area.
|M |
F
M =
F
M =
(M =0
M =M
(M =0
M =M
1.00
10
F (daN)
1.00
Pgina 107 de 114
10
F (daN)
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
Isolated opening N5 [ in operation Int.P. ]
(Process)
AD 2000-Merkbltter (05-2007) B9
Nozzle without pad on Shell (No. 2)
Set In
Pressure : p = 1 MPa
Temperature : 50 C
Shell
Material :X2CrNiMo17-12-2
Allowable stress : K/S = 173,33 MPa
Corrosion + tolerance :
Joint efficiency : v = 0,85
Tolerance for seamless pipe : /
c1A + c2A = 0 mm
Ext. Diameter : Da = 600 mm
Nominal thickness : se = 3 mm
Nozzle Neck
Material : X2CrNiMo17-12-2
Allowable stress : K1/S = 150 MPa
Corrosion : c1S + c2S = 0 mm
Tolerance for seamless pipe : 7/8 (12.5%)
Ext. Diameter : da = 60,32 mm
Nominal thickness : sS = 2,77 mm
External Projection : 30 mm
Internal Projection : 0 mm
Inclination : 0
Eccentricity : 0 mm
Flange
Material : /
Rating : /
Height : /
Pad
Material : /
Allowable stress : K2/S = /
Height : /
Width : /
Ext. Diameter : /
Type : /
Required thickness of the nozzle neck under internal pressure : s = da p / (2 K1/S v + p) = 0,2 mm
sA = se + h = 3 mm
h=/
Di = Da - 2 (se - c1A - c2A) = 594 mm
di = da - 2 (sS - c1S - c2S) = 55,47 mm
( sS c1S c2S ) / ( sA c1A c2A ) 2
bs = b = max
( (D + s
i
c1A c2 A )(s A c1A c2 A ) ; 3s A = 42,32 mm
Angle
Longitudinal Section : Theoretical reinforcement area
= 90
lS = 1 + 0.25 A ( d i + sS c1S c 2S )( sS c1S c 2S ) = 14,81 mm
90
lS = 0.5 lS = /
Available reinforcement area
br = 42,32 mm
lSr = 14,81 mm
Factor f1 = 1
Reinforcement checking
AP
A0
2
Area I
Area II
Cross Section
lSr = /
(mm )
22.021
/
/
(mm )
127
/
/
A1
2
(mm )
43
/
/
A2
2
(mm )
0
/
/
Pgina 108 de 114
p
p
K
K
K p
F = A 0 + 1 A1 + 2 f 1 A 2
2
2
S 2
S
S
= 28.396 N p Ap = 22.021 N
/
/
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
Isolated opening N5 [ in test Int.P. ]
(Process)
AD 2000-Merkbltter (05-2007) B9
Nozzle without pad on Shell (No. 2)
Set In
Pressure : p = 1,4498 MPa
Temperature : 20 C
Shell
Material :X2CrNiMo17-12-2
Allowable stress : K/S = 247,62 MPa
Corrosion + tolerance :
Joint efficiency : v = 0,85
Tolerance for seamless pipe : /
c1A + c2A = 0 mm
Ext. Diameter : Da = 600 mm
Nominal thickness : se = 3 mm
Nozzle Neck
Material : X2CrNiMo17-12-2
Allowable stress : K1/S = 214,29 MPa
Corrosion : c1S + c2S = 0 mm
Tolerance for seamless pipe : 7/8 (12.5%)
Ext. Diameter : da = 60,32 mm
Nominal thickness : sS = 2,77 mm
External Projection : 30 mm
Internal Projection : 0 mm
Inclination : 0
Eccentricity : 0 mm
Flange
Material : /
Rating : /
Height : /
Pad
Material : /
Allowable stress : K2/S = /
Height : /
Width : /
Ext. Diameter : /
Type : /
Required thickness of the nozzle neck under internal pressure : s = da p / (2 K1/S v + p) = 0,2 mm
sA = se + h = 3 mm
h=/
Di = Da - 2 (se - c1A - c2A) = 594 mm
di = da - 2 (sS - c1S - c2S) = 55,47 mm
( sS c1S c2S ) / ( sA c1A c2A ) 2
bs = b = max
( (D + s
i
c1A c2 A )(s A c1A c2 A ) ; 3s A = 42,32 mm
Angle
Longitudinal Section : Theoretical reinforcement area
= 90
lS = 1 + 0.25 A ( d i + sS c1S c 2S )( sS c1S c 2S ) = 14,81 mm
90
lS = 0.5 lS = /
Available reinforcement area
br = 42,32 mm
lSr = 14,81 mm
Factor f1 = 1
Reinforcement checking
AP
A0
2
Area I
Area II
Cross Section
lSr = /
(mm )
22.021
/
/
(mm )
127
/
/
A1
2
(mm )
43
/
/
A2
2
(mm )
0
/
/
Pgina 109 de 114
p
p
K
K
K p
F = A 0 + 1 A1 + 2 f 1 A 2
2
2
S 2
S
S
= 40.563 N p Ap = 31.926 N
/
/
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
Local loads on nozzle N5.
PD5500 G.2.8 - nozzle on cylindrical shell (P = 1 MPa)
FZ
FZ
MX
Afb
Afb
Afs Afp2
Afp1
MY
ea e
a
Lp
fs = 173,33 MPa
fn = 150 MPa
E = 197.000 MPa
fp = /
eab = 2,42 mm
R = 298,5 mm
eas = 3 mm
r = 28,95 mm
eap = 0
Lp = 0
2
Ap1 = 11.175,1 mm
3.5.4.9 :
Afp1 = 0
Afs1 = 127 mm
Afb1 = 36 mm
2
Ap2 = 21.938,4 mm
Ap
Afs2 = 127 mm
ea
Ap
Afp2 = 0
Afb2 = 36 mm
eas / 2R = 0,005 shall be : 0.001 eas / 2R 0.1
Afs
Distances to any other local load shall be not less than
Reac
=42,32 mm
The nozzle thickness shall be maintained over a distance not less
than
= 11,85 mm
deab
At the nozzle outer diameter
d = 57,9 mm
D = 2R
eac = eas + eap min( fp/fs ; 1.0) = 3 mm
C1 = 1,1
d/D = 0,097 shall be 0.5
c = d
Deac
C2 = 1,9092
If c 10 : the effects of a
twisting moment shall be
considered
= 1,3681
C3 = 4,8601
C4 = 7,8075
Maximum allowable loads in nozzle (A.3.5.1)
z,allow =
s fn = 99 MPa
Pyss = 2 s fn eab / r = 27,63 MPa
= 0,6 (Figure A.2)
K = pe/pyss = 60,47906
s = 1,1
Fmax = d eab z,allow
pe = 1.21 E eab / r = 1.671,04 MPa
Mmax = 0.25 d eab z,allow
Maximum allowable individual loads
Nozzle outer : Pmax=
(f A
s
fs
+ f p Afp + f n Afb
) [A
+ 0.5 Afs + Afb + Afp
)]
Pmax = min( Pmax1 ; Pmax2 )
Plate outer : Pmax= 2fseas/D
2
FZ,max = fseac max(C2 ; 1.81)
MX,max = fseac d/4 max(C3 ; 4.90)
Maximum allowable loads at the nozzle / pad outer diameter
Pmax (MPa)
FZ,max (daN)
MX,max (daNmm)
MY,max (daNmm)
5
5
1,24 / 297,8 / 0,110610 / 0,176310 / Allowable bounded area.
|M |
MY,max = fseac d/4 max(C4 ; 4.90)
Maximum allowable nozzle loads
Fmax (daN)
Mmax (daNmm)
5
4.364,4
0,631710
|M |
F
M =
F
M =
(M =0
M =M
(M =0
M =M
1.00
10
F (daN)
Pgina 110 de 114
1.00
10
F (daN)
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
Isolated opening N6 [ in operation Int.P. ]
(Process)
AD 2000-Merkbltter (05-2007) B9
Nozzle without pad on Kloepper Type Head (No. 3)
Set In
Pressure : p = 1 MPa
Temperature : 50 C
Shell
Material :X2CrNiMo17-12-2
Joint efficiency : v = 1
Corrosion + tolerance :
c1A + c2A = 0 mm
Allowable stress : K/S = 173,33 MPa
Tolerance for seamless pipe : /
Ext. Diameter : Da = 600 mm
Nominal thickness : se = 5 mm
Nozzle Neck
Material : X2CrNiMo17-12-2
Allowable stress : K1/S = 150 MPa
Corrosion : c1S + c2S = 0 mm
Tolerance for seamless pipe : 7/8 (12.5%)
Ext. Diameter : da = 168,3 mm
Nominal thickness : sS = 4,5 mm
DN 150
External Projection : 50 mm
Internal Projection : 0 mm
Inclination : 0
Eccentricity : 150 mm
Pgina 111 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
Isolated opening N6 [ in test Int.P. ]
(Process)
AD 2000-Merkbltter (05-2007) B9
Nozzle without pad on Kloepper Type Head (No. 3)
Set In
Pressure : p = 1,4498 MPa
Temperature : 20 C
Shell
Material :X2CrNiMo17-12-2
Joint efficiency : v = 1
Corrosion + tolerance :
c1A + c2A = 0 mm
Allowable stress : K/S = 247,62 MPa
Tolerance for seamless pipe : /
Ext. Diameter : Da = 600 mm
Nominal thickness : se = 5 mm
Nozzle Neck
Material : X2CrNiMo17-12-2
Allowable stress : K1/S = 214,29 MPa
Corrosion : c1S + c2S = 0 mm
Tolerance for seamless pipe : 7/8 (12.5%)
Ext. Diameter : da = 168,3 mm
Nominal thickness : sS = 4,5 mm
DN 150
External Projection : 50 mm
Internal Projection : 0 mm
Inclination : 0
Eccentricity : 150 mm
Pgina 112 de 114
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
Local loads on nozzle N6.
PD5500 G.2.8 - nozzle on spherical shell (P=1 MPa)
FZ
MB
eab
Af
Af
E = 197.000 MPa
fn = 150 MPa
fs = 173,33 MPa
fp = /
eab = 3,94 mm
R = 602,5 mm
eas = 5 mm
r = 82,18 mm
eap = 0
Lp = 0
2
Ap = 51.806,7 mm
3.5.4.9 :
Lp
Afp = 0
Afs = 388,1 mm
Afb = 120,5 mm
eas/R = 0,0083 shall be : 0.001 eas/R 0.1
Afs
eap
Ap
ea
Distances to any other local load shall be not less than
Reac
=54,89 mm
The nozzle thickness shall be maintained over a distance not less
than
deab
=25,44 mm
At the nozzle outer diameter
d = 164,36 mm
C1 = 1,1
D = 2R
2 f n eab
= min
eac = eas + eap min( fp/fs ; 1.0 ) = 5 mm
f s eac
eab
;1.0 = 0,211
s =
= 2,9946
Reac
Maximum allowable loads in nozzle (A.3.5.1)
z,allow =
s fn = 99 MPa
Pyss = 2 s fn eab / r = 15,81 MPa
= 0,6 (Figure A.2)
K = pe/pyss = 34,60872
s = 1,1
pe = 1.21 E
2
eab
Fmax = d eab z,allow
/ r = 547,2 MPa
Mmax = 0.25 d eab z,allow
Maximum allowable individual loads
Nozzle outer :
Pmax =
f s Afs + f p Afp + f n Afb
Ap + 0.5 Afs + Afb + Afp
2
M B ,max = f s eac
d 4 4.9 + 2.0 1 + s + 0.912s
Plate outer : Pmax = 2fseas/R
Maximum allowable loads at the nozzle / pad outer diameter
Pmax (MPa)
FZ,max (daN)
MB,max (daNmm)
6
1,64 / 4.961,8 / 0,235310 / Allowable bounded area.
|M | (daNmm)
F
100.000
1.000
FZ ,max = f s eac2 1.82 + 2.4 1 + s + 0.912s
F (daN)
Pgina 113 de 114
Maximum allowable nozzle loads
Fmax (daN)
Mmax (daNmm)
6
20.128,4
0,827110
Diseo e inspeccin de un depsito a presin conforme a la Directiva 97/23/CE
APNDICE C: PLANO
Pgina 114 de 114
Potrebbero piacerti anche
- Mesa SerigrafiaDocumento5 pagineMesa Serigrafiafurtan70% (10)
- Accesorios forjados para tuberíasDocumento5 pagineAccesorios forjados para tuberíasfurtanNessuna valutazione finora
- Buckling of Thin Walled Truncated Cones NASADocumento30 pagineBuckling of Thin Walled Truncated Cones NASAlauro330Nessuna valutazione finora
- VW - Audi 223 Motores Tdi 1.2l y 1.4lDocumento88 pagineVW - Audi 223 Motores Tdi 1.2l y 1.4lmaxaub82100% (1)
- Ensamblaje ReactorDocumento1 paginaEnsamblaje ReactorfurtanNessuna valutazione finora
- Articulo Sistemas de Transporte NeumaticoDocumento15 pagineArticulo Sistemas de Transporte NeumaticoAztete Alvarez Fredy100% (1)
- Manual de Mantenimiento EjesDocumento27 pagineManual de Mantenimiento EjesfurtanNessuna valutazione finora
- PresentacionISO9001 4Documento38 paginePresentacionISO9001 4furtanNessuna valutazione finora
- VW - Audi 223 Motores Tdi 1.2l y 1.4lDocumento88 pagineVW - Audi 223 Motores Tdi 1.2l y 1.4lmaxaub82100% (1)
- Manual de CaneriasDocumento37 pagineManual de Caneriasprefabmaya3100% (1)
- Directiva 94-20-CE de La UEDocumento67 pagineDirectiva 94-20-CE de La UEfurtanNessuna valutazione finora
- Tanques AbulonadosDocumento6 pagineTanques AbulonadosfurtanNessuna valutazione finora
- 3.9 Sociedad Economía y Cultura en El Siglo XVIIIDocumento1 pagina3.9 Sociedad Economía y Cultura en El Siglo XVIIIdonca6969Nessuna valutazione finora
- Seguros y coberturas ESSALUDDocumento5 pagineSeguros y coberturas ESSALUDFernando SilvaNessuna valutazione finora
- Selección de personal en LAP DistribuidoraDocumento3 pagineSelección de personal en LAP DistribuidoraMARINessuna valutazione finora
- Manual Procesos Sumariales ChileDocumento20 pagineManual Procesos Sumariales ChileRicardo Nelson Reyes Saavedra100% (1)
- Contrato de Sociedad CivilDocumento6 pagineContrato de Sociedad CivilAlejandro Vasquez100% (1)
- CSJN - F.a.L. - Medida Autosatisfactiva (13!03!12)Documento147 pagineCSJN - F.a.L. - Medida Autosatisfactiva (13!03!12)Eric AlessandriniNessuna valutazione finora
- Unidad IV Etiqueta Social y EmpresarialDocumento85 pagineUnidad IV Etiqueta Social y EmpresarialBasilisa Baez BaezNessuna valutazione finora
- Florentino GonzálezDocumento3 pagineFlorentino Gonzálezefracol60Nessuna valutazione finora
- Necesidades Totales de Riego LocalizadoDocumento7 pagineNecesidades Totales de Riego LocalizadoGinoRondinelMoraNessuna valutazione finora
- Carta Poder de Persona Moral en Juicio LaboralDocumento2 pagineCarta Poder de Persona Moral en Juicio LaboralLindaCruzNessuna valutazione finora
- TDR Servicio de Instalacion de Mayolica A Todo Costo Chan ChanDocumento7 pagineTDR Servicio de Instalacion de Mayolica A Todo Costo Chan ChanPedro Elías Velayarce GonzalesNessuna valutazione finora
- Laberintos 22Documento76 pagineLaberintos 22sanbenito2014Nessuna valutazione finora
- CoeducacionDocumento124 pagineCoeducacioncarmenpalma100% (2)
- Concepto C - 352 de 2022Documento15 pagineConcepto C - 352 de 2022Jose JerezNessuna valutazione finora
- Secretaria GerenciaDocumento2 pagineSecretaria Gerenciabelkis RomeroNessuna valutazione finora
- Taller C. Sociales. 10°.Documento4 pagineTaller C. Sociales. 10°.Diana Herrera LaraNessuna valutazione finora
- Segunda Parte Del TrabajoDocumento12 pagineSegunda Parte Del Trabajojaime paezNessuna valutazione finora
- Farrington Benjamin La Rebelion de Epicuro PDFDocumento197 pagineFarrington Benjamin La Rebelion de Epicuro PDFErnesto Guadarrama Navarro100% (2)
- Orden de Los ComisariosDocumento5 pagineOrden de Los ComisariosJosé Ángel Pérez TapiasNessuna valutazione finora
- Denuncia por Feminicidio en Grado de TentativaDocumento6 pagineDenuncia por Feminicidio en Grado de TentativaWilliam Cáceres100% (1)
- "Orígenes y Expansión Imperial Incaica"Documento3 pagine"Orígenes y Expansión Imperial Incaica"Junnior Smith Torres CamposNessuna valutazione finora
- Código Penal 2015Documento578 pagineCódigo Penal 2015luiggioudinNessuna valutazione finora
- Influencia, Poder y ControlDocumento6 pagineInfluencia, Poder y ControlChristian V�zquez Gonz�lez100% (1)
- Power Point Unidad IDocumento49 paginePower Point Unidad IPacolandia Hernan Cortez100% (1)
- Alicia Del Aguila Voto Indigena y Ciudadania Corporativa en El Peru Siglo XixDocumento27 pagineAlicia Del Aguila Voto Indigena y Ciudadania Corporativa en El Peru Siglo XixjorgezarNessuna valutazione finora
- El Dron - MonografíasDocumento16 pagineEl Dron - MonografíasBlanca Espinoza OlivosNessuna valutazione finora
- Ideas Republicanas y Liberales Durante El Siglo XIXDocumento3 pagineIdeas Republicanas y Liberales Durante El Siglo XIXfran100% (1)
- Dia 36187 Doc 2129914201Documento407 pagineDia 36187 Doc 2129914201pancho_geoNessuna valutazione finora
- Análisis PEST y DOFA de Legal Services ComissionDocumento7 pagineAnálisis PEST y DOFA de Legal Services ComissionPedro Mahecha100% (1)
- Acta de Reunion 7 Abril 2020 Brigadas Contra IncendiosDocumento3 pagineActa de Reunion 7 Abril 2020 Brigadas Contra IncendiosRicardo FlorezNessuna valutazione finora