Potrebbero piacerti anche
- ESD Basics: From Semiconductor Manufacturing to Product UseDa EverandESD Basics: From Semiconductor Manufacturing to Product UseNessuna valutazione finora
- ESD Flooring Solutions for Textile IndustryDocumento6 pagineESD Flooring Solutions for Textile Industrybheemannadora sappaNessuna valutazione finora
- EsdDocumento44 pagineEsdAbhishek MatNessuna valutazione finora
- Esd Book: Protection From Electrostatic Discharges in The Electronic EnvironmentsDocumento32 pagineEsd Book: Protection From Electrostatic Discharges in The Electronic Environmentsokstorebor100% (5)
- Esd EmcDocumento44 pagineEsd EmccoaxinNessuna valutazione finora
- ESD-Electrostatic Discharge พื้นฐานและการป้องกันDocumento7 pagineESD-Electrostatic Discharge พื้นฐานและการป้องกันbigdick2547Nessuna valutazione finora
- 9.ESD SuppressionDocumento62 pagine9.ESD Suppressionmuvin236100% (1)
- ANSI ESD S11.4-2012 Static Control BagsDocumento16 pagineANSI ESD S11.4-2012 Static Control BagsHermanRomanNessuna valutazione finora
- Esd AwarenessDocumento46 pagineEsd AwarenessFernando Rodrigues BarcellosNessuna valutazione finora
- ESDDocumento19 pagineESDDhanush DCNessuna valutazione finora
- ESD User Handbook Rev2Documento12 pagineESD User Handbook Rev2Amit B Kolekar100% (1)
- On Electrostatic DischargeDocumento11 pagineOn Electrostatic DischargeSHIVANI PHADTARENessuna valutazione finora
- EOS ESD KnowledgeDocumento1 paginaEOS ESD KnowledgeLee ChengNessuna valutazione finora
- ESD Protection Guide for ElectronicsDocumento12 pagineESD Protection Guide for ElectronicsGoran Micajkov100% (1)
- 3M ESD Handbook - English (v1)Documento20 pagine3M ESD Handbook - English (v1)Edwin Osogo100% (1)
- ESD Protection While Handling LEDsDocumento21 pagineESD Protection While Handling LEDsAndrei Orzechowski100% (1)
- Iteco Esdbook 2004 EngDocumento32 pagineIteco Esdbook 2004 EngPedro Gama Reis50% (2)
- ESD Course OverviewDocumento168 pagineESD Course OverviewCruise_IceNessuna valutazione finora
- Esd BookDocumento17 pagineEsd BookAnnisa Puspa Mustika100% (1)
- ESD Basics PresentationDocumento20 pagineESD Basics PresentationDarby Morgan100% (3)
- Bekaert Solutions For Esd ClothingDocumento38 pagineBekaert Solutions For Esd ClothingRazvan ScarlatNessuna valutazione finora
- Esd NotionsDocumento1 paginaEsd NotionsAnonymous FZs3yBHh7Nessuna valutazione finora
- Iteco Esdbook - 2004 - Eng PDFDocumento32 pagineIteco Esdbook - 2004 - Eng PDFAnonymous FZs3yBHh7Nessuna valutazione finora
- Electrostatic DischargeDocumento23 pagineElectrostatic DischargeHoucine AkkalNessuna valutazione finora
- Static Control Book. ESD BasicDocumento18 pagineStatic Control Book. ESD Basicflyinzesky100% (1)
- SCS Final S20.20 2015Documento37 pagineSCS Final S20.20 2015loncoihaynguNessuna valutazione finora
- ESD Vs AntiDocumento25 pagineESD Vs Antihyde2520015754Nessuna valutazione finora
- Esds TutorialDocumento51 pagineEsds TutorialpontooNessuna valutazione finora
- ESD Basics: Basic Concepts in Electrostatic Discharge (Esd)Documento27 pagineESD Basics: Basic Concepts in Electrostatic Discharge (Esd)Zahid ShahNessuna valutazione finora
- Esd PreventDocumento46 pagineEsd PreventPaulo PereiraNessuna valutazione finora
- Safety and Health Division, Zetro Centre of Excellence (Zcoe)Documento52 pagineSafety and Health Division, Zetro Centre of Excellence (Zcoe)ZulKhaliliNessuna valutazione finora
- Esd StandardDocumento15 pagineEsd StandardsmalnifNessuna valutazione finora
- EMC Part 1a PDFDocumento3 pagineEMC Part 1a PDFAlexander OngNessuna valutazione finora
- OPS-EnG-3-005-00 Electrostatic Discharge (ESD) Control Procedure Rev DDocumento42 pagineOPS-EnG-3-005-00 Electrostatic Discharge (ESD) Control Procedure Rev DmanuelNessuna valutazione finora
- ESD Best PracticesDocumento23 pagineESD Best PracticesJohn Thomas RoganNessuna valutazione finora
- ESD 02- Grounding, TR53 and compliance plan (相容模式)Documento13 pagineESD 02- Grounding, TR53 and compliance plan (相容模式)SL0100% (1)
- Electrostatic Discharge (ESD) Protection in CMOSDocumento113 pagineElectrostatic Discharge (ESD) Protection in CMOSreader_188Nessuna valutazione finora
- ESD Awareness BookletDocumento20 pagineESD Awareness BookletMilindNessuna valutazione finora
- ESD StandardsDocumento2 pagineESD StandardsAtif JaveadNessuna valutazione finora
- ESD Awareness Program - Subcon v1 0 (Read-Only)Documento24 pagineESD Awareness Program - Subcon v1 0 (Read-Only)Neeraj Kumar SharmaNessuna valutazione finora
- ANSI-ESD S8.1-2012 Symbols - ESD AwarenessDocumento14 pagineANSI-ESD S8.1-2012 Symbols - ESD AwarenessDavino MartinezNessuna valutazione finora
- ESD Audit September 2014Documento1 paginaESD Audit September 2014Júlio Abraão100% (1)
- Simple Understanding of Static ElectricityDocumento6 pagineSimple Understanding of Static ElectricityBRLSwamyNessuna valutazione finora
- ICs and ESDDocumento25 pagineICs and ESDekvblsa vksvlijierigbNessuna valutazione finora
- IEC 62368-1 IEC 60950-1: SGS Taiwan Ltd. 台灣檢驗科技 (股) 公司 Safety Lab 安規實驗室Documento41 pagineIEC 62368-1 IEC 60950-1: SGS Taiwan Ltd. 台灣檢驗科技 (股) 公司 Safety Lab 安規實驗室Vincent Ching100% (1)
- Understanding Power Cable Characteristics and ApplicationsDocumento3 pagineUnderstanding Power Cable Characteristics and ApplicationsMehdi RabbaniNessuna valutazione finora
- JEDEC 22A122 - Power Cycling Test - PCTDocumento18 pagineJEDEC 22A122 - Power Cycling Test - PCTDaus Villa Jr.Nessuna valutazione finora
- ESD Training Test - ProProfs QuizDocumento7 pagineESD Training Test - ProProfs QuizBeverly GarciaNessuna valutazione finora
- ESD Basics: Basic Concepts in Electrostatic Discharge (Esd)Documento27 pagineESD Basics: Basic Concepts in Electrostatic Discharge (Esd)Ravi K NNessuna valutazione finora
- NASA Handbook Provides ESD Control GuidelinesDocumento60 pagineNASA Handbook Provides ESD Control GuidelinesFernandoAdriánNessuna valutazione finora
- ISO7637-2 Electrical Transient Conduction Along Supply of Road VehiclesDocumento5 pagineISO7637-2 Electrical Transient Conduction Along Supply of Road Vehiclesvaldesf79Nessuna valutazione finora
- Ssds ESD Control Training: Jamil Fares (Jef283), 09/03/2017Documento24 pagineSsds ESD Control Training: Jamil Fares (Jef283), 09/03/2017huynh thi y viNessuna valutazione finora
- Summary of EN55011 - IsM Radio Frequency EquipmentDocumento3 pagineSummary of EN55011 - IsM Radio Frequency EquipmentCharles HoNessuna valutazione finora
- S1 P1 Kiar Ai AngDocumento27 pagineS1 P1 Kiar Ai AngDarren TanNessuna valutazione finora
- International Standard: Norme InternationaleDocumento10 pagineInternational Standard: Norme InternationaleCông QuýNessuna valutazione finora
- Applic ISO 14000Documento79 pagineApplic ISO 14000danni1Nessuna valutazione finora
- Fundamental of Electrostatic DischargeDocumento9 pagineFundamental of Electrostatic DischargeNasirudin NasirNessuna valutazione finora
- Earth Leakage ProtectionDocumento52 pagineEarth Leakage ProtectionZekai YurtmanNessuna valutazione finora
- ESD Protection for ElectronicsDocumento7 pagineESD Protection for ElectronicsDivijNessuna valutazione finora
- Static SeminarDocumento51 pagineStatic SeminarRavi K NNessuna valutazione finora
- 13007Documento7 pagine13007Javier CanaviriNessuna valutazione finora
- 5.introduction To JFETDocumento22 pagine5.introduction To JFETGowshalya PerinbanayakamNessuna valutazione finora
- CH 1 Rev1 - Bipolar Junction Transistors (BJTS) - Syed PDFDocumento53 pagineCH 1 Rev1 - Bipolar Junction Transistors (BJTS) - Syed PDFMuhammad Anaz'sNessuna valutazione finora
- Invt B5 064Documento1 paginaInvt B5 064Diep HoangNessuna valutazione finora
- 24v CFL BallastDocumento8 pagine24v CFL BallastAkshaya SVNessuna valutazione finora
- N-Channel Power MOSFETs Spec SheetDocumento3 pagineN-Channel Power MOSFETs Spec SheetPușcă MartinNessuna valutazione finora
- Scaling of MOSFETs and Short Channel EffectsDocumento35 pagineScaling of MOSFETs and Short Channel EffectsAnonymous zn5X2z0% (1)
- DiodesDocumento87 pagineDiodesazas asdNessuna valutazione finora
- Solutions2CMOS CircuitDesign AllenDocumento509 pagineSolutions2CMOS CircuitDesign AllenAnil KumarNessuna valutazione finora
- Opamp Vos and Ib - SlidesDocumento18 pagineOpamp Vos and Ib - SlidessridharNessuna valutazione finora
- Low Power SRAM PresentationDocumento15 pagineLow Power SRAM PresentationRekha KumariNessuna valutazione finora
- United States Patent: Wang Et Al. Patent No.: Date of Patent: US 8,671,381 B1 Mar.11, 2014Documento26 pagineUnited States Patent: Wang Et Al. Patent No.: Date of Patent: US 8,671,381 B1 Mar.11, 2014David PetersNessuna valutazione finora
- Irf510 PDFDocumento7 pagineIrf510 PDFandri SyahputraNessuna valutazione finora
- PCBDocumento2 paginePCBMoises Gil100% (1)
- Emerging Domain in Electronics Engineering MCQsDocumento26 pagineEmerging Domain in Electronics Engineering MCQsLove SainiNessuna valutazione finora
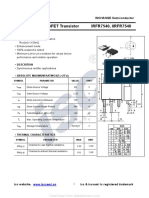
- Isc N-Channel MOSFET Transistor IRFR7540, IIRFR7540: INCHANGE SemiconductorDocumento2 pagineIsc N-Channel MOSFET Transistor IRFR7540, IIRFR7540: INCHANGE SemiconductorkalanghoNessuna valutazione finora
- Summary of Knowledge About Integrated CircuitsDocumento6 pagineSummary of Knowledge About Integrated CircuitsmengxiangNessuna valutazione finora
- 2 N 3054Documento4 pagine2 N 3054yogendra.shethNessuna valutazione finora
- Theory of The Magnetoresistive Effect in Semiconductors : Department of Physics, Purdue University, Lafayette, IndianaDocumento7 pagineTheory of The Magnetoresistive Effect in Semiconductors : Department of Physics, Purdue University, Lafayette, IndianaGeorge AcostaNessuna valutazione finora
- Power Transistors 2SD1264 2SD1264A GuideDocumento2 paginePower Transistors 2SD1264 2SD1264A GuideRoni SocompiNessuna valutazione finora
- EEE41 HW9 1S1718 Solutions PDFDocumento5 pagineEEE41 HW9 1S1718 Solutions PDFJoichiro NishiNessuna valutazione finora
- DC Transfer Characteristics of InverterDocumento5 pagineDC Transfer Characteristics of InverterKeerthan .R.VarmaNessuna valutazione finora
- MSFET DatasheetDocumento4 pagineMSFET DatasheetSuresh HakunamatataNessuna valutazione finora
- Higher Efficiency UltraFast IGBT with Integrated DiodeDocumento10 pagineHigher Efficiency UltraFast IGBT with Integrated DiodeAdilson CesarNessuna valutazione finora
- DiodeDocumento41 pagineDiodeshravyamalik21Nessuna valutazione finora
- VLSI Full SyllabusDocumento2.645 pagineVLSI Full SyllabusVISHAL BHARTI100% (1)
- Lecture 1 Semiconductor TheoryDocumento31 pagineLecture 1 Semiconductor TheorySibisi SinethembaNessuna valutazione finora
- Question Bank BEEE FinalDocumento183 pagineQuestion Bank BEEE Finalgadepranjali04Nessuna valutazione finora
- EDC-Unit Wise Revision Test QPDocumento4 pagineEDC-Unit Wise Revision Test QPDr G Hari KrishnanNessuna valutazione finora
- High Efficiency and Thermal Stability A Downright Response To The Commercialization of Perovskite Solar CellsDocumento13 pagineHigh Efficiency and Thermal Stability A Downright Response To The Commercialization of Perovskite Solar CellsResearch ParkNessuna valutazione finora