Potrebbero piacerti anche
- NTC396 SlumpDocumento6 pagineNTC396 SlumpLuis Molina100% (2)
- Agregados para Concreto HidráulicoDocumento5 pagineAgregados para Concreto HidráulicoGerardo Mendoza RicaudNessuna valutazione finora
- Método de Prueba Estándar para La Expansión Potencial de Agregados de Reacciones de Hidratación Astm D4792Documento4 pagineMétodo de Prueba Estándar para La Expansión Potencial de Agregados de Reacciones de Hidratación Astm D4792Alonso Dorian100% (1)
- Prueba de RevenimientoDocumento5 paginePrueba de RevenimientoDiiego VazquezNessuna valutazione finora
- Diseño de Mezclas - MTCDocumento6 pagineDiseño de Mezclas - MTCwilberNessuna valutazione finora
- INFORME 3 - CementoDocumento7 pagineINFORME 3 - CementoEstefany Soto100% (1)
- Concreto Especificaciones y Control de CalidadDocumento36 pagineConcreto Especificaciones y Control de CalidadanabellaNessuna valutazione finora
- Elaboracion de Probetas de ConcretoDocumento11 pagineElaboracion de Probetas de ConcretoOrlandoRequeRamirezNessuna valutazione finora
- Concurso, Rotura de ProbetasDocumento6 pagineConcurso, Rotura de ProbetasAnthony EspinoNessuna valutazione finora
- Ensayo de Pilas y Muretes de Albañileria)Documento5 pagineEnsayo de Pilas y Muretes de Albañileria)Rem Ramos LibandroNessuna valutazione finora
- Informe N 1 Muestreo de AgregadosDocumento12 pagineInforme N 1 Muestreo de AgregadosKarito Santos VizarretaNessuna valutazione finora
- Base de Concreto Asfáltico PorosoDocumento7 pagineBase de Concreto Asfáltico PorosoMaRicruz CornejoNessuna valutazione finora
- Enyaso de LadrilloDocumento7 pagineEnyaso de LadrilloHarry KnightNessuna valutazione finora
- Informe de Proctor ModificadoDocumento7 pagineInforme de Proctor ModificadoLuis ParraNessuna valutazione finora
- Análisis Granulométrico de Agregados Gruesos y Finos Astm C136Documento2 pagineAnálisis Granulométrico de Agregados Gruesos y Finos Astm C136Rodrigo AraujoNessuna valutazione finora
- Ensayo de valor equivalente de arenaDocumento5 pagineEnsayo de valor equivalente de arenaCristian Isaias Lora BenitesNessuna valutazione finora
- Exudacion InformeDocumento5 pagineExudacion Informeleyner iván rodriguez lozanoNessuna valutazione finora
- Diseño de Mezcla2Documento19 pagineDiseño de Mezcla2Franco Masciotti MartinezNessuna valutazione finora
- Pavimentos RigidosDocumento4 paginePavimentos Rigidoslenner saulNessuna valutazione finora
- Cáscara y ceniza de arroz en ladrillos de concretoDocumento200 pagineCáscara y ceniza de arroz en ladrillos de concretoAdela Emilia Lopez GomezNessuna valutazione finora
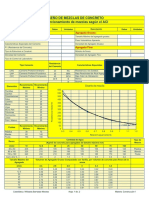
- 3.9 Formato Diseno de Mezclas de ConcretoDocumento2 pagine3.9 Formato Diseno de Mezclas de ConcretoLuupiSs QiintanA'Nessuna valutazione finora
- Determinacion de La Expansion en Autoclave Del Cemento PDFDocumento15 pagineDeterminacion de La Expansion en Autoclave Del Cemento PDFFlores ErickNessuna valutazione finora
- Diseño de morteros optimizadoDocumento37 pagineDiseño de morteros optimizadoTatiana Alvarez ParedesNessuna valutazione finora
- Ensayo FlexionDocumento15 pagineEnsayo FlexionVictor Manuel Cantor MexquititlaNessuna valutazione finora
- Monografía sobre las propiedades y tipos de concretoDocumento21 pagineMonografía sobre las propiedades y tipos de concretoNellys PiñaNessuna valutazione finora
- Laboratorio Asentamiento - Tecnologia de ConcretoDocumento4 pagineLaboratorio Asentamiento - Tecnologia de ConcretoAnonymous BaXeeEsNessuna valutazione finora
- Resistencia ladrillosDocumento19 pagineResistencia ladrillosJuan Abdon Torres CornejoNessuna valutazione finora
- pt171 EVALUACIÓN DE LA PÉRDIDA DE RESISTENCIA EN CONCRETOS ASFÁLTICOS POR CONTACTO DE SUSTANCIAS AGRESIVAS PDFDocumento197 paginept171 EVALUACIÓN DE LA PÉRDIDA DE RESISTENCIA EN CONCRETOS ASFÁLTICOS POR CONTACTO DE SUSTANCIAS AGRESIVAS PDFEdmundo RomeroNessuna valutazione finora
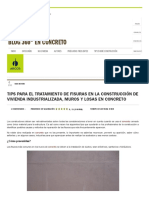
- Tratamiento de FisurasDocumento10 pagineTratamiento de FisurasJavier LeonNessuna valutazione finora
- Granulometria Tamizado ATQDocumento43 pagineGranulometria Tamizado ATQDrawde Jhunior Zapata CNessuna valutazione finora
- Historia Del Concreto y Su Llegada Al PerúDocumento4 pagineHistoria Del Concreto y Su Llegada Al PerúBrayan Taboada PachecoNessuna valutazione finora
- Impurezas OrganicasDocumento4 pagineImpurezas OrganicasHumberto Silvio Alegre Achacollo100% (1)
- 3293 Diseño MorteroDocumento7 pagine3293 Diseño MorteroCAROL ESTEFANI LIENDO LUQUENessuna valutazione finora
- Chatas y Alargadas-Qda. SecaDocumento2 pagineChatas y Alargadas-Qda. SecaJesus RosasNessuna valutazione finora
- Impacto de CleggDocumento16 pagineImpacto de CleggJose Rene Figueroa Gonzalez100% (1)
- Rev 01-Inf. Diseño Concreto 280 KG-CM2, X DurabilidadDocumento25 pagineRev 01-Inf. Diseño Concreto 280 KG-CM2, X DurabilidadrolandNessuna valutazione finora
- Astm C 31Documento45 pagineAstm C 31BryanSilvaNessuna valutazione finora
- Densidad de campo cono arenaDocumento17 pagineDensidad de campo cono arenaDenisRiojaMontalvoNessuna valutazione finora
- 01.-Memoria Descriptiva Estructura VinzosDocumento5 pagine01.-Memoria Descriptiva Estructura VinzosAyrton Torres BarretoNessuna valutazione finora
- Bandas Sismicas y RefuerzosDocumento1 paginaBandas Sismicas y RefuerzosLENIN JEAN CARLO RODRIGUEZ DEL MAR MUCHANessuna valutazione finora
- Informe Tecnico de Suelos EspecialesDocumento34 pagineInforme Tecnico de Suelos EspecialesKatyNm100% (2)
- Equivalente de arena 94.2% para material de construcciónDocumento8 pagineEquivalente de arena 94.2% para material de construcciónFrancine Crespo TercerosNessuna valutazione finora
- Ntc4483-Permeabilidad Del ConcretoDocumento9 pagineNtc4483-Permeabilidad Del ConcretoBayron Medina OspinaNessuna valutazione finora
- Compresion de PilaDocumento7 pagineCompresion de PilaJuanchi WanchiNessuna valutazione finora
- E - Desgaste Con La Maquina de Los AngelesDocumento3 pagineE - Desgaste Con La Maquina de Los AngelesfelixoconNessuna valutazione finora
- Ensayo de fluidez del concreto frescoDocumento10 pagineEnsayo de fluidez del concreto frescoCristian HermitañoNessuna valutazione finora
- Ensayo de Compresión de Unidades de AlbañileriaDocumento6 pagineEnsayo de Compresión de Unidades de AlbañileriaMax KazumaNessuna valutazione finora
- Norma Resistencia A La Abrasion NTG 4108Documento18 pagineNorma Resistencia A La Abrasion NTG 410839629425Nessuna valutazione finora
- Dosificación de concretoDocumento30 pagineDosificación de concretoMario ZambranoNessuna valutazione finora
- Guía de Asentamiento Del Concreto (Slump)Documento1 paginaGuía de Asentamiento Del Concreto (Slump)Shiomara Rojas ChunqueNessuna valutazione finora
- Guia de Ensayos Laboratorio ConstruccionesDocumento35 pagineGuia de Ensayos Laboratorio ConstruccionesBenji Lenin GUTIERREZ QUISPENessuna valutazione finora
- Control de Calidad Del ConcretoDocumento14 pagineControl de Calidad Del ConcretoEsdrian TilleroNessuna valutazione finora
- Diseño de pavimento vía acceso playa Punta de BombonDocumento20 pagineDiseño de pavimento vía acceso playa Punta de Bombondeivy_ingenieroNessuna valutazione finora
- Ensayo de aptitud de laboratorios de hormigónDocumento24 pagineEnsayo de aptitud de laboratorios de hormigónPablo MendozaNessuna valutazione finora
- Informe Metodo Dosificacion Aci 2Documento17 pagineInforme Metodo Dosificacion Aci 2JorgeBravoG.Nessuna valutazione finora
- Partes de ChancadoraDocumento70 paginePartes de ChancadoraMarc Anto Flor VasNessuna valutazione finora
- Informe 2 HormigónDocumento18 pagineInforme 2 HormigónJOSEFA RODRÍGUEZNessuna valutazione finora
- Concreto FinalDocumento29 pagineConcreto FinalFlorde zevallos calleNessuna valutazione finora
- Diseño AciDocumento37 pagineDiseño AciEdwinsiñho Cruz100% (3)
- Montaña Canizales Sergio David 2017Documento81 pagineMontaña Canizales Sergio David 2017Jose Maria Arroyo OrtizNessuna valutazione finora
- Encuesta Cancha SinteticaDocumento2 pagineEncuesta Cancha SinteticaLuCa S. C. B.Nessuna valutazione finora
- Hoja de ObservacionesDocumento1 paginaHoja de ObservacionesLuCa S. C. B.Nessuna valutazione finora
- Cancha Sintetica eNCUESTADocumento6 pagineCancha Sintetica eNCUESTALuCa S. C. B.Nessuna valutazione finora
- Examen Armado 2017Documento5 pagineExamen Armado 2017LuCa S. C. B.Nessuna valutazione finora
- Desplazamientos DesconocidosDocumento1 paginaDesplazamientos DesconocidosLuCa S. C. B.Nessuna valutazione finora
- Memoria Descriptiva y Especificaciones Tecnicas AsdfasdfsadfasdfDocumento32 pagineMemoria Descriptiva y Especificaciones Tecnicas AsdfasdfsadfasdfLuCa S. C. B.Nessuna valutazione finora
- 1234 12 2134 1234 212 41234 1 234Documento8 pagine1234 12 2134 1234 212 41234 1 234LuCa S. C. B.100% (1)
- Descripción física zona CuscoDocumento6 pagineDescripción física zona CuscoLuCa S. C. B.Nessuna valutazione finora
- Hoja de Calculo Diagrama MasaDocumento3 pagineHoja de Calculo Diagrama MasaLuCa S. C. B.Nessuna valutazione finora
- Loremarylugt - Modos Pt.1Documento2 pagineLoremarylugt - Modos Pt.1Cuauhtémoc HernándezNessuna valutazione finora
- 12.3.2 Método Del Periodo de Desfase: Ca: Costo Anual N Numero de Dias de DesfaseDocumento8 pagine12.3.2 Método Del Periodo de Desfase: Ca: Costo Anual N Numero de Dias de DesfaseLuCa S. C. B.Nessuna valutazione finora
- DemocomputoypresupuestoDocumento14 pagineDemocomputoypresupuestoLuCa S. C. B.Nessuna valutazione finora
- PERRASDocumento1 paginaPERRASLuCa S. C. B.Nessuna valutazione finora
- Mateo (Astronomia y Geodecia) 1Documento4 pagineMateo (Astronomia y Geodecia) 1LuCa S. C. B.Nessuna valutazione finora
- Azotea Final 2 DRYWALLDocumento1 paginaAzotea Final 2 DRYWALLLuCa S. C. B.Nessuna valutazione finora
- Cuadro Propiedades de MurosDocumento12 pagineCuadro Propiedades de MurosLuCa S. C. B.Nessuna valutazione finora
- Espectro de RespuetaDocumento2 pagineEspectro de RespuetaLuCa S. C. B.Nessuna valutazione finora
- PERRASDocumento1 paginaPERRASLuCa S. C. B.Nessuna valutazione finora
- Marco Teorico Contenido de HumedadDocumento10 pagineMarco Teorico Contenido de HumedadLuCa S. C. B.Nessuna valutazione finora
- Sellado de juntas de dilatación en acueductos mediante banda elastomérica y masilla de poliuretanoDocumento4 pagineSellado de juntas de dilatación en acueductos mediante banda elastomérica y masilla de poliuretanoLuCa S. C. B.100% (1)
- 01 Conceptos BasicosDocumento23 pagine01 Conceptos BasicosYsaac CutipaNessuna valutazione finora
- Sol AstromomiaDocumento5 pagineSol AstromomiaLuCa S. C. B.Nessuna valutazione finora
- AchoragesDocumento27 pagineAchoragesLuCa S. C. B.Nessuna valutazione finora
- Serie de Ejercicios Resueltos #22: Ejercicio 5.1Documento5 pagineSerie de Ejercicios Resueltos #22: Ejercicio 5.1Miguel NuñezNessuna valutazione finora
- Caminos II 09 IiaDocumento3 pagineCaminos II 09 IiaLuCa S. C. B.Nessuna valutazione finora
- Concreto RodilladoDocumento8 pagineConcreto RodilladoLuCa S. C. B.Nessuna valutazione finora
- CAMINOS II (II-I) BDocumento2 pagineCAMINOS II (II-I) BDith GutierrezNessuna valutazione finora
- Plano de Ubicacion Google EarthDocumento1 paginaPlano de Ubicacion Google EarthLuCa S. C. B.Nessuna valutazione finora
- Caminos II 09 IiaDocumento3 pagineCaminos II 09 IiaLuCa S. C. B.Nessuna valutazione finora
- Visita de Obra Colegio Real GarcilasoDocumento11 pagineVisita de Obra Colegio Real GarcilasoLuCa S. C. B.Nessuna valutazione finora