Potrebbero piacerti anche
- Libro de Protecciones Electricas..Documento234 pagineLibro de Protecciones Electricas..wuilcalixNessuna valutazione finora
- Mantenimiento de sistemas auxiliares del motor de ciclo Otto. TMVG0409Da EverandMantenimiento de sistemas auxiliares del motor de ciclo Otto. TMVG0409Nessuna valutazione finora
- UF1255 - Planificación y desarrollo de carrozados y reformas de importanciaDa EverandUF1255 - Planificación y desarrollo de carrozados y reformas de importanciaNessuna valutazione finora
- Guía Análisis Modo Efecto Falla (PFMEADocumento8 pagineGuía Análisis Modo Efecto Falla (PFMEADanielNessuna valutazione finora
- Laboratorio Dido Auto - Avanzada - 201960 PDFDocumento3 pagineLaboratorio Dido Auto - Avanzada - 201960 PDFBRAYAN ALFONSO JEREZ MEZANessuna valutazione finora
- Automatización industrial: Pirámide y estructura básicaDocumento4 pagineAutomatización industrial: Pirámide y estructura básicaKeyla100% (2)
- Guia GemmaDocumento20 pagineGuia Gemmaskrap08Nessuna valutazione finora
- 02 Cinem+íticaDocumento35 pagine02 Cinem+íticaLeonardo Goicochea Camargo100% (1)
- Automatización (GEMMA)Documento26 pagineAutomatización (GEMMA)Alexandra CostaNessuna valutazione finora
- Guía GEMMA automatización industrialDocumento21 pagineGuía GEMMA automatización industrialwyrkoNessuna valutazione finora
- Presentación de La Guía GEMMADocumento5 paginePresentación de La Guía GEMMAgermanNessuna valutazione finora
- Mantenimiento Basado en Confiabilidad RCM para Una Fabrica de JabónDocumento17 pagineMantenimiento Basado en Confiabilidad RCM para Una Fabrica de JabónYohan Andrés Pineda MartinezNessuna valutazione finora
- Automatización de una isla de prensado y una planta embotelladoraDocumento30 pagineAutomatización de una isla de prensado y una planta embotelladoraJorge González GómezNessuna valutazione finora
- Procesos Automáticos Utilizando Guía GemmaDocumento24 pagineProcesos Automáticos Utilizando Guía GemmaEdwin PerezNessuna valutazione finora
- Grafcet y GemmaDocumento29 pagineGrafcet y GemmaAray EdwinNessuna valutazione finora
- Monografía de Movimiento Rectilíneo Aplicado en La Ingeniería CivilDocumento28 pagineMonografía de Movimiento Rectilíneo Aplicado en La Ingeniería CivilAlex Salvador Oscco AstoNessuna valutazione finora
- Tubacero Catalogo GeneralDocumento342 pagineTubacero Catalogo GeneralFrancisco Javier Villegas AndersonNessuna valutazione finora
- Ensayo de PsicoanalisisDocumento4 pagineEnsayo de PsicoanalisisFederico RolandiNessuna valutazione finora
- Guía GEMMADocumento69 pagineGuía GEMMAGuillermo EsquivelNessuna valutazione finora
- Introducción a la guía GEMMA para el diseño de sistemas de controlDocumento68 pagineIntroducción a la guía GEMMA para el diseño de sistemas de controlNicolas RodriguezNessuna valutazione finora
- Gemma TelemecaniqueDocumento20 pagineGemma TelemecaniqueEfrain MejiaNessuna valutazione finora
- Máster AUT02 GEMMADocumento5 pagineMáster AUT02 GEMMAjmolero82Nessuna valutazione finora
- Exposicion - Gemma - Grupo 5Documento22 pagineExposicion - Gemma - Grupo 5Alexander TelloNessuna valutazione finora
- GEMMA guía automatizaciónDocumento8 pagineGEMMA guía automatizaciónFabricio CrespoNessuna valutazione finora
- GemmaDocumento4 pagineGemmaSandra ReyesNessuna valutazione finora
- Guia GemmaDocumento5 pagineGuia GemmaSergio Garcia LopezNessuna valutazione finora
- EssayDocumento5 pagineEssaykathy.cc96Nessuna valutazione finora
- Parada de Emergencia Samuel Adolfo Blanco Rospigliozzi A18711-9 4921502Documento5 pagineParada de Emergencia Samuel Adolfo Blanco Rospigliozzi A18711-9 4921502Manuel Fit Wachalla RamirezNessuna valutazione finora
- Guía GEMMA (Presentación) ApuntesDocumento19 pagineGuía GEMMA (Presentación) ApuntesmilenaNessuna valutazione finora
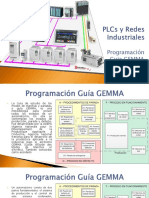
- 4.PLCs y Redes IndustrialesDocumento10 pagine4.PLCs y Redes IndustrialesAndrés GarcíaNessuna valutazione finora
- Guía GEMMADocumento3 pagineGuía GEMMARaquel Álvarez EncinosoNessuna valutazione finora
- Planta EmbotelladoraDocumento12 paginePlanta EmbotelladoraMiguel Enrique Dosman ColoradoNessuna valutazione finora
- Introducción AguasDocumento17 pagineIntroducción AguasSonia Liset Mamani HuamaniNessuna valutazione finora
- Guía GemmaDocumento5 pagineGuía GemmaSegundo MacasNessuna valutazione finora
- Tema 2 Automatismes Elèctrics (GEMMA) MillorDocumento43 pagineTema 2 Automatismes Elèctrics (GEMMA) MillorfatimaNessuna valutazione finora
- Metodología Gemma - Grupo 5Documento17 pagineMetodología Gemma - Grupo 5Fanny GuachoNessuna valutazione finora
- Diseño de proceso de lavado industrial con GRAFCET jerarquizado siguiendo GEMMADocumento3 pagineDiseño de proceso de lavado industrial con GRAFCET jerarquizado siguiendo GEMMADario Pantoja BenavidesNessuna valutazione finora
- Planta EmbotelladoraDocumento11 paginePlanta EmbotelladoraEmilio BonnetNessuna valutazione finora
- Control de 3 motores secuencia FIFODocumento21 pagineControl de 3 motores secuencia FIFORonald Cano CaladNessuna valutazione finora
- Clase APR111-La Guia GEMMA-parte1Documento28 pagineClase APR111-La Guia GEMMA-parte1Francisco RamosNessuna valutazione finora
- Lab Auomatizacion Practica 9 UtpDocumento3 pagineLab Auomatizacion Practica 9 Utpjulitri21Nessuna valutazione finora
- Tesis Azucar CaramelizadoDocumento88 pagineTesis Azucar CaramelizadoAlbertoNessuna valutazione finora
- Actividad 5 - Comandos Intermedios - Tareas Repetitivas y CiclosDocumento4 pagineActividad 5 - Comandos Intermedios - Tareas Repetitivas y Ciclosfelipe berrioNessuna valutazione finora
- Guía GemmaDocumento8 pagineGuía GemmaAlex EduNessuna valutazione finora
- GemmaDocumento28 pagineGemmacarlosleonardiniNessuna valutazione finora
- Graphe Fonctionnel de Commande Etape TransitionDocumento16 pagineGraphe Fonctionnel de Commande Etape TransitionFernandoMadridGuevaraNessuna valutazione finora
- Red de Petri y Niveles de GrafcetDocumento4 pagineRed de Petri y Niveles de GrafcetFer TepichínNessuna valutazione finora
- Emerg GrafEstrDocumento2 pagineEmerg GrafEstrpacoferez2000Nessuna valutazione finora
- 3 GrafcetDocumento5 pagine3 GrafcetPepe LocoNessuna valutazione finora
- Laboratorio de PLCDocumento10 pagineLaboratorio de PLCRenzo Huamanyauri HuamánNessuna valutazione finora
- M209 A1 GrafcetDocumento32 pagineM209 A1 GrafcetBenjamín Muñoz Mariscal100% (1)
- GRAFSET Automatizacion de Procesos Mediante La Guia GEMMADocumento20 pagineGRAFSET Automatizacion de Procesos Mediante La Guia GEMMASergio aldoNessuna valutazione finora
- Sistema Monitor MaquinariaDocumento3 pagineSistema Monitor MaquinariaMax DvhNessuna valutazione finora
- Unidad 5 SCS PDFDocumento28 pagineUnidad 5 SCS PDFallan_bergelNessuna valutazione finora
- Fresadora AutomáticaDocumento8 pagineFresadora Automáticaluis felipe cobo canalNessuna valutazione finora
- Tema 3-GRAFCETDocumento43 pagineTema 3-GRAFCETBrayan Verduguez AlcalaNessuna valutazione finora
- GUIAnLOGOnAI 54629de43916a76Documento6 pagineGUIAnLOGOnAI 54629de43916a76lagranpmNessuna valutazione finora
- Monitor Caterpillar CMS Asesor AMSDocumento3 pagineMonitor Caterpillar CMS Asesor AMSJavier100% (2)
- Manual FIATECUSCAN Obd SpecialistDocumento40 pagineManual FIATECUSCAN Obd SpecialistJose Ladina100% (2)
- Ejercicio de Automatización Con TIA PortalDocumento14 pagineEjercicio de Automatización Con TIA PortalBRYAN FERNANDO CARVAJAL TORRESNessuna valutazione finora
- V-MACIII Service ManualDocumento507 pagineV-MACIII Service Manualtallerleo551Nessuna valutazione finora
- Documentacion de AutomatizacionDocumento4 pagineDocumentacion de AutomatizacionLouis DanteNessuna valutazione finora
- 1 Unidad 1 Generalidades de Automatismos PDFDocumento28 pagine1 Unidad 1 Generalidades de Automatismos PDFfrank900121Nessuna valutazione finora
- Tema: Programación Con Grafcet en TIA PORTAL.: Objetivo GeneralDocumento23 pagineTema: Programación Con Grafcet en TIA PORTAL.: Objetivo GeneralAlan RomeroNessuna valutazione finora
- Manual de Operaciones Del HMI de Axiom IIDocumento121 pagineManual de Operaciones Del HMI de Axiom IIcarlos andres perez rodriguezNessuna valutazione finora
- AutoconsumoDocumento44 pagineAutoconsumoEduardoNessuna valutazione finora
- RaicesDocumento0 pagineRaicesOscar Dario Santa ZuluagaNessuna valutazione finora
- 15832presentacion General ImpelDocumento39 pagine15832presentacion General ImpelJavier CastroNessuna valutazione finora
- Memoria y ApéndicesDocumento126 pagineMemoria y ApéndicesDavid MuñozNessuna valutazione finora
- 1 SMDocumento16 pagine1 SMDavid MuñozNessuna valutazione finora
- Potencias y Raíces. 100 Ejercicios para Practicar Con SolucionesDocumento42 paginePotencias y Raíces. 100 Ejercicios para Practicar Con SolucionesOscar MoratoNessuna valutazione finora
- Su Ministro Electrico Equi Lib RioDocumento16 pagineSu Ministro Electrico Equi Lib RioComunicarEsLoMioNessuna valutazione finora
- 014 PDFDocumento16 pagine014 PDFDavid MuñozNessuna valutazione finora
- ProgresionesDocumento8 pagineProgresionesAndy Garcia100% (1)
- Estática PDFDocumento93 pagineEstática PDFIgnacio Alvarez Mendoza100% (1)
- Valencia SDocumento1 paginaValencia SDavid MuñozNessuna valutazione finora
- Antecedentes, Aparición Ejercicio Profesional de La Ingeniería Química en ColombiaDocumento11 pagineAntecedentes, Aparición Ejercicio Profesional de La Ingeniería Química en ColombiaDavid MuñozNessuna valutazione finora
- Como Instalar PDFDocumento3 pagineComo Instalar PDFDavid MuñozNessuna valutazione finora
- Despachos Profesionales PDFDocumento79 pagineDespachos Profesionales PDFDavid MuñozNessuna valutazione finora
- Arquitectura de Los Sistemas de Control y Comunicaciones en Microrredes Eléctricas InteligentesDocumento16 pagineArquitectura de Los Sistemas de Control y Comunicaciones en Microrredes Eléctricas InteligentesDavid MuñozNessuna valutazione finora
- Indicadores de Seguimiento de TendenciaDocumento13 pagineIndicadores de Seguimiento de TendenciaDavid MuñozNessuna valutazione finora
- Grado en Ingeniería Eléctrica: CURSO 2015/2016Documento6 pagineGrado en Ingeniería Eléctrica: CURSO 2015/2016David MuñozNessuna valutazione finora
- 3283 Dyna IndexDocumento5 pagine3283 Dyna IndexDavid MuñozNessuna valutazione finora
- Ecuaciones DiferencialesDocumento12 pagineEcuaciones DiferencialesDavid MuñozNessuna valutazione finora
- Dilatacion de TuberiasDocumento21 pagineDilatacion de TuberiasHector GA100% (1)
- Manual CE3 edificiosDocumento327 pagineManual CE3 edificiosToniHospitalerNessuna valutazione finora
- Planos de FaseDocumento28 paginePlanos de FaseDavid MuñozNessuna valutazione finora
- Registro Andaluz de Certificados Energeticos Oct 2013Documento24 pagineRegistro Andaluz de Certificados Energeticos Oct 2013David MuñozNessuna valutazione finora
- GP 5Documento47 pagineGP 5David MuñozNessuna valutazione finora
- ED Sistemas Homogeneos y No HomegeneosDocumento28 pagineED Sistemas Homogeneos y No HomegeneosDavid MuñozNessuna valutazione finora
- Registro Andaluz de Certificados Energeticos Oct 2013Documento24 pagineRegistro Andaluz de Certificados Energeticos Oct 2013David MuñozNessuna valutazione finora
- Catalogo Ofertas Comercializadorasagostocon Alta TensionDocumento9 pagineCatalogo Ofertas Comercializadorasagostocon Alta TensionDavid MuñozNessuna valutazione finora
- Cartilla Tecnica ExcavacionesDocumento2 pagineCartilla Tecnica ExcavacionesVane OliveraNessuna valutazione finora
- CromatinaDocumento17 pagineCromatinaAnthony TenezacaNessuna valutazione finora
- IASB: La Junta de Normas Internacionales de ContabilidadDocumento7 pagineIASB: La Junta de Normas Internacionales de ContabilidadLUZ MERCEDES CONDORI RAMOSNessuna valutazione finora
- Capacitacion Hughes-2019Documento116 pagineCapacitacion Hughes-2019ovc_etnNessuna valutazione finora
- Cultivo Orgánico de CacaoDocumento2 pagineCultivo Orgánico de CacaocpkakopeNessuna valutazione finora
- Acordes para El Himnario 2010 V 2.1Documento79 pagineAcordes para El Himnario 2010 V 2.1Belén AndreaNessuna valutazione finora
- El Viaje ImposibleDocumento52 pagineEl Viaje ImposibleJosé Gregorio González MárquezNessuna valutazione finora
- La Biblia en América LatinaDocumento9 pagineLa Biblia en América LatinaJuanita CarrascoNessuna valutazione finora
- Edgar Morin Complejidad Restringida y Complejidad GeneralizadaDocumento18 pagineEdgar Morin Complejidad Restringida y Complejidad GeneralizadaNini PoNessuna valutazione finora
- Pan de Tuna PDFDocumento125 paginePan de Tuna PDFMary Trini Coari CoilaNessuna valutazione finora
- Investigacion de HistoriaDocumento28 pagineInvestigacion de HistoriaJulian N Loeza ManzanillaNessuna valutazione finora
- Clínica Geriátrica para El Adulto Mayor en GuadalajaraDocumento12 pagineClínica Geriátrica para El Adulto Mayor en GuadalajaraLuis Roberto Ruiz BautistaNessuna valutazione finora
- Clase 1 - Lunes - Construcciones RuralesDocumento74 pagineClase 1 - Lunes - Construcciones RuralesRocio BenítezNessuna valutazione finora
- Programa de Tecnicas y Edad MinimaDocumento13 paginePrograma de Tecnicas y Edad Minimajuanma.prados1543Nessuna valutazione finora
- Clasificacion y Cartografia de SuelosDocumento10 pagineClasificacion y Cartografia de SuelosMileidy VargasNessuna valutazione finora
- Curso ArchiCAD 15 AvanzadoDocumento1 paginaCurso ArchiCAD 15 Avanzadoportatil31164Nessuna valutazione finora
- INTRODUCCIÓNDocumento22 pagineINTRODUCCIÓNdanielaNessuna valutazione finora
- ObjetivoDocumento5 pagineObjetivoKarla Dayana AriasNessuna valutazione finora
- Nutricion Microbiana77Documento33 pagineNutricion Microbiana77Gustavo SDNessuna valutazione finora
- Letras de FolkloreDocumento8 pagineLetras de FolklorenataliaNessuna valutazione finora
- Condiciones y Elementos de Las MuestrasDocumento11 pagineCondiciones y Elementos de Las MuestrasMercy Escobar50% (6)
- Lenguaje Ensamblador - Semana 3 y 4 - PDocumento3 pagineLenguaje Ensamblador - Semana 3 y 4 - PManuel Ventura OlánNessuna valutazione finora
- Copia de CONTROL DE LECTURADocumento2 pagineCopia de CONTROL DE LECTURAJavier Alejandro Lara CorreaNessuna valutazione finora
- Formación de Cristales de Azúcar en El Proceso de Licores EscarchadosDocumento2 pagineFormación de Cristales de Azúcar en El Proceso de Licores EscarchadosMartin TowersNessuna valutazione finora
- Carta para Una QuinceañeraDocumento3 pagineCarta para Una QuinceañeraAdonisedec GonzalezNessuna valutazione finora
- TLR 12020 21 IMM FinalDocumento113 pagineTLR 12020 21 IMM FinalAndrea BonillaNessuna valutazione finora
- Muros de ContencionDocumento15 pagineMuros de ContencionLuis Manuel BaltodanoNessuna valutazione finora