Potrebbero piacerti anche
- Ashland Chemicals - Guide To Fabricating CompositesDocumento57 pagineAshland Chemicals - Guide To Fabricating CompositescadinthaiNessuna valutazione finora
- Development of Ketonic Resin by Polymeri PDFDocumento9 pagineDevelopment of Ketonic Resin by Polymeri PDFkhizer iqbalNessuna valutazione finora
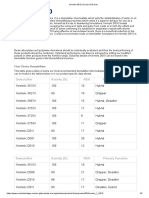
- Polyglycol P-4000: Property (Unit) Typical Value Test MethodDocumento2 paginePolyglycol P-4000: Property (Unit) Typical Value Test MethodSalsabilaAzisNessuna valutazione finora
- DesmosealDocumento48 pagineDesmosealPranshu JainNessuna valutazione finora
- PV 1425 (2008) Lubricating Oil Corrosivity TestDocumento4 paginePV 1425 (2008) Lubricating Oil Corrosivity TestMatthew TaylorNessuna valutazione finora
- Tube Repair and Protection For DamageDocumento112 pagineTube Repair and Protection For Damagesandipwarbhe1234100% (1)
- VinnapasDocumento5 pagineVinnapasJOSEANTONIO2001Nessuna valutazione finora
- EODocumento26 pagineEOdieego001100% (1)
- SNF Emulsion Handbook EDocumento25 pagineSNF Emulsion Handbook EArpita DeyNessuna valutazione finora
- Datasheet Exodrill 5000Documento1 paginaDatasheet Exodrill 5000Federico ArqueroNessuna valutazione finora
- AcceleratorsDocumento25 pagineAcceleratorsDaniel MartinsNessuna valutazione finora
- Shell SolDocumento2 pagineShell Solpetrofacumar100% (1)
- Organo ClayDocumento4 pagineOrgano ClayRaoni Batista Dos AnjosNessuna valutazione finora
- 8 AdsorptionDocumento85 pagine8 AdsorptionRush WahabNessuna valutazione finora
- 2016S7 TocDocumento9 pagine2016S7 TocAhmedNessuna valutazione finora
- Oil and Gas Brochure - US - InddDocumento8 pagineOil and Gas Brochure - US - InddRomán M Martín del CNessuna valutazione finora
- Handbook of Water TreatmentDocumento501 pagineHandbook of Water Treatmenthenryzyg100% (1)
- Science: Entrance Exam For Grade 6Documento2 pagineScience: Entrance Exam For Grade 6FritzCabahugLagarizaNessuna valutazione finora
- Lubrizol Engineered Polymers Injection Molding GuideDocumento12 pagineLubrizol Engineered Polymers Injection Molding GuideOmer SenNessuna valutazione finora
- Prospect Product Portfolio EN PDFDocumento12 pagineProspect Product Portfolio EN PDFChoice OrganoNessuna valutazione finora
- Tech Manual Timing BeltsDocumento124 pagineTech Manual Timing BeltsyildyusufNessuna valutazione finora
- Kemelix D510 - Croda Oil & Gas PDFDocumento2 pagineKemelix D510 - Croda Oil & Gas PDFVilas DhakappaNessuna valutazione finora
- Procast ManualDocumento471 pagineProcast Manualtudorima100% (4)
- LANXESS Chem LiterDocumento20 pagineLANXESS Chem Litermohimran2002Nessuna valutazione finora
- 12-Piller-Energy Savings Via Steam RegenerationDocumento16 pagine12-Piller-Energy Savings Via Steam RegenerationAndrew Xuguoming100% (1)
- New Piping Flexibility Rules in ASME B31.3 AppendixP - Becht & Diehl - ASME - 2006Documento5 pagineNew Piping Flexibility Rules in ASME B31.3 AppendixP - Becht & Diehl - ASME - 2006Alvin SmithNessuna valutazione finora
- Sylobloc Silica Anti-Blocking Additives: Product Portfolio & Selection GuideDocumento4 pagineSylobloc Silica Anti-Blocking Additives: Product Portfolio & Selection Guide360907219Nessuna valutazione finora
- Cornel Hagiopol, James W Johnston-Chemistry of Modern Papermaking-CRC Press (2012)Documento426 pagineCornel Hagiopol, James W Johnston-Chemistry of Modern Papermaking-CRC Press (2012)japerezle23100% (1)
- EscravosDocumento2 pagineEscravosJorge Rodriguez HerreraNessuna valutazione finora
- Dispercoll C84: CharacterizationDocumento3 pagineDispercoll C84: Characterizationmufid_ainunNessuna valutazione finora
- VazoT 64 PDS PDFDocumento1 paginaVazoT 64 PDS PDFJAVIER BRONCANONessuna valutazione finora
- New Stabilizer Solutions For Polyolefin Film GradesDocumento52 pagineNew Stabilizer Solutions For Polyolefin Film GradesZirve Polimer100% (1)
- Antifoam Silicone Fluids For Oil & Gas Industry PageDocumento2 pagineAntifoam Silicone Fluids For Oil & Gas Industry PageLuisAlbertoVazquezNessuna valutazione finora
- Safety Data Sheet: Polytrol FL 32Documento9 pagineSafety Data Sheet: Polytrol FL 32melvinkuriNessuna valutazione finora
- Raghucarbolinepresentations22122011 PDFDocumento101 pagineRaghucarbolinepresentations22122011 PDFTanmay GorNessuna valutazione finora
- MetallizingDocumento26 pagineMetallizingShubham KumarNessuna valutazione finora
- Product Information Sheet CE-1618, Methyl Palmitate/ OleateDocumento2 pagineProduct Information Sheet CE-1618, Methyl Palmitate/ OleateYassine LemsyehNessuna valutazione finora
- Rust Preventative GuideDocumento11 pagineRust Preventative GuideEduardo Fuentes Renner100% (1)
- Inakyd 3234 B-X-70Documento1 paginaInakyd 3234 B-X-70roybombomNessuna valutazione finora
- Is.1448 P96 PDFDocumento15 pagineIs.1448 P96 PDFSiddharth GuptaNessuna valutazione finora
- The Chemistry of Tackifying Resins-DonkerDocumento16 pagineThe Chemistry of Tackifying Resins-DonkerMurielle EtienneNessuna valutazione finora
- Technical Article Polyurea OEM Perfect MatchDocumento3 pagineTechnical Article Polyurea OEM Perfect MatchAhmed TahaNessuna valutazione finora
- Climax Lubricants & Equipment Co.: Climax Spec Sheet-#800-Xh Stick Grade Lubricant/Sealant (FMC Part # 3256666)Documento1 paginaClimax Lubricants & Equipment Co.: Climax Spec Sheet-#800-Xh Stick Grade Lubricant/Sealant (FMC Part # 3256666)Ralph SanchesNessuna valutazione finora
- Antifoam AgentsDocumento37 pagineAntifoam AgentsEleonoraNessuna valutazione finora
- Byk-066 N enDocumento2 pagineByk-066 N enΒασίληςΜουρατίδηςNessuna valutazione finora
- CEH Linear Alpha Olefins Sample Report 2010Documento78 pagineCEH Linear Alpha Olefins Sample Report 2010Mohammed Babatin0% (1)
- TDS KH-8011S en 21Documento2 pagineTDS KH-8011S en 21Carlos Lizarraga FloresNessuna valutazione finora
- Resin Solubility ChartDocumento7 pagineResin Solubility ChartLaboratorio InkctechNessuna valutazione finora
- Cryol 912 60 - TDSDocumento2 pagineCryol 912 60 - TDSShafiq LatifNessuna valutazione finora
- AFCONA Additives For Floor CoatingDocumento21 pagineAFCONA Additives For Floor CoatingRatih AriyaniNessuna valutazione finora
- Extraction of Soluble Sodium Silicate Using Corn Cob Ash As A Silica SourceDocumento3 pagineExtraction of Soluble Sodium Silicate Using Corn Cob Ash As A Silica SourceAJER JOURNALNessuna valutazione finora
- Denka Evolmer Bro 1Documento5 pagineDenka Evolmer Bro 1mouds22100% (1)
- ESBO NanyaDocumento12 pagineESBO NanyaHuỳnh Thanh HảiNessuna valutazione finora
- BC Luwax PVC Evd409eDocumento20 pagineBC Luwax PVC Evd409eHikmet İŞLERNessuna valutazione finora
- 14 - Chapter 5 PDFDocumento9 pagine14 - Chapter 5 PDFFREDY CORREANessuna valutazione finora
- Safety Data Sheet Vitrified Bonded Abrasive Products: Page 1 of 5Documento5 pagineSafety Data Sheet Vitrified Bonded Abrasive Products: Page 1 of 5eadriesNessuna valutazione finora
- NitrocelluloseDocumento2 pagineNitrocelluloseRomel LeoNessuna valutazione finora
- Hydropalat WE 3650Documento28 pagineHydropalat WE 3650APEX SONNessuna valutazione finora
- Protectosil Building Protection enDocumento40 pagineProtectosil Building Protection enRoDo AlfaroNessuna valutazione finora
- NYLON 6,6 (Nylon 6) : OverviewDocumento4 pagineNYLON 6,6 (Nylon 6) : OverviewKaruppiah VigneshNessuna valutazione finora
- SurfaceDocumento26 pagineSurfacejmet2008Nessuna valutazione finora
- USP Glycerin 99 5% PDSDocumento2 pagineUSP Glycerin 99 5% PDStomassuquilloNessuna valutazione finora
- Bindzil PDFDocumento1 paginaBindzil PDFmaheshNessuna valutazione finora
- Technological Result of Decomposition Sodium Aluminate SolutionDocumento10 pagineTechnological Result of Decomposition Sodium Aluminate SolutionDragana Dragojlović SmiljanicNessuna valutazione finora
- 730AL 221 Allnex Crosslinkers Amino SpreadsDocumento13 pagine730AL 221 Allnex Crosslinkers Amino SpreadssidneidecarvalhoNessuna valutazione finora
- Production of Ethanolamines Via Reactiom of Ethylene Oxide and Ammonia SolutionDocumento1 paginaProduction of Ethanolamines Via Reactiom of Ethylene Oxide and Ammonia SolutionMustaf MohamedNessuna valutazione finora
- Polymer Syntheses: Organic Chemistry: A Series of Monographs, Vol. 3Da EverandPolymer Syntheses: Organic Chemistry: A Series of Monographs, Vol. 3Nessuna valutazione finora
- Research, Design, Calculations, and Operating Experience Processes and Equipment For Chemical and Oil-Gas ProductionDocumento9 pagineResearch, Design, Calculations, and Operating Experience Processes and Equipment For Chemical and Oil-Gas Productionjaperezle23Nessuna valutazione finora
- Synthesis of Cationic Hydrolyzed Starch With High DS by Dry Process and Use in Salt-Free DyeingDocumento7 pagineSynthesis of Cationic Hydrolyzed Starch With High DS by Dry Process and Use in Salt-Free Dyeingjaperezle23Nessuna valutazione finora
- 1-1 Introduction To The Focused and Diffuse ModesDocumento6 pagine1-1 Introduction To The Focused and Diffuse ModesJohn W HollandNessuna valutazione finora
- Cationic Starch Synthesis Development and Evaluation For HarvesDocumento269 pagineCationic Starch Synthesis Development and Evaluation For Harvesjaperezle23Nessuna valutazione finora
- Dissolvine Product Guide 2017Documento13 pagineDissolvine Product Guide 2017japerezle23Nessuna valutazione finora
- Calculo Constantes CondicionalesDocumento17 pagineCalculo Constantes Condicionalesjaperezle23Nessuna valutazione finora
- Us5622926 PDFDocumento8 pagineUs5622926 PDFjaperezle23Nessuna valutazione finora
- Us 8623804Documento11 pagineUs 8623804japerezle23Nessuna valutazione finora
- Us 20130000370Documento9 pagineUs 20130000370japerezle23Nessuna valutazione finora
- 0046 0053 PDFDocumento8 pagine0046 0053 PDFjaperezle23Nessuna valutazione finora
- Wood Chemistry and Wood BiotechnologyDocumento320 pagineWood Chemistry and Wood BiotechnologyBlink SupadreNessuna valutazione finora
- Bilberry PosterDocumento1 paginaBilberry PosterIrma Puspita DewiNessuna valutazione finora
- Structural Design of Sump WallDocumento9 pagineStructural Design of Sump WallOjeleke OluwadareNessuna valutazione finora
- Cem Tec White PuDocumento2 pagineCem Tec White Pupravi3434Nessuna valutazione finora
- Lab 2 - Turbidity and Solids UpdatedDocumento14 pagineLab 2 - Turbidity and Solids UpdatedMuStafaAbbasNessuna valutazione finora
- Corrosion RingsDocumento1 paginaCorrosion RingsAnonymous JMuM0E5YONessuna valutazione finora
- Visual Flow Test ProcedureDocumento11 pagineVisual Flow Test ProceduresandeshNessuna valutazione finora
- Ultrasonic Imaging SystemDocumento20 pagineUltrasonic Imaging SystemSai SridharNessuna valutazione finora
- +M - MDocumento6 pagine+M - MRitesh SonawaneNessuna valutazione finora
- How To Make Liquid DetergentDocumento2 pagineHow To Make Liquid DetergentiamdaphyNessuna valutazione finora
- Removal of Methyl Orange Dye From Textile Effluent Using Adsorption On Chitosan Hydrogel BeadsDocumento8 pagineRemoval of Methyl Orange Dye From Textile Effluent Using Adsorption On Chitosan Hydrogel BeadsESSENCE - International Journal for Environmental Rehabilitation and ConservaionNessuna valutazione finora
- Dielectric Properties of CoalDocumento11 pagineDielectric Properties of CoalEsther BarrachinaNessuna valutazione finora
- Indian Standard For Industrial FlooringDocumento10 pagineIndian Standard For Industrial FlooringRamprasad JeyaramNessuna valutazione finora
- Sabkha Trafficability, JubailDocumento163 pagineSabkha Trafficability, JubailAdly Al-SaafinNessuna valutazione finora
- Transpiration ResourceDocumento33 pagineTranspiration ResourceGgdhdgsg KdhahshhNessuna valutazione finora
- Water Permeability of Geotextiles by Permittivity: Standard Test Methods ForDocumento6 pagineWater Permeability of Geotextiles by Permittivity: Standard Test Methods ForLupita RamirezNessuna valutazione finora
- Nitrofuran Metabolit by Lcmsms (Just MSMS Method)Documento4 pagineNitrofuran Metabolit by Lcmsms (Just MSMS Method)Ageng Wahyu PatrianitaNessuna valutazione finora
- Chemical Resistance Chart FRPDocumento36 pagineChemical Resistance Chart FRPHrishikesanNessuna valutazione finora
- Unconventional Manufacturing ProcessesDocumento8 pagineUnconventional Manufacturing ProcessestfortazNessuna valutazione finora
- 5070 s04 QP 4Documento16 pagine5070 s04 QP 4mstudy123456Nessuna valutazione finora
- Chapter 24)Documento10 pagineChapter 24)Hazel LopezNessuna valutazione finora
- Vapro 5520 ManualDocumento102 pagineVapro 5520 ManualmuckrakeringNessuna valutazione finora
- PolyolsDocumento12 paginePolyolsA MahmoodNessuna valutazione finora
- AbrasionDocumento18 pagineAbrasionNiño Bryan Talibong AceroNessuna valutazione finora