Potrebbero piacerti anche
- 1 s2.0 S0008884600003860 Main PDFDocumento8 pagine1 s2.0 S0008884600003860 Main PDFTarek ChikerNessuna valutazione finora
- What Causes Differences of C-S-H Gel Grey Levels in Backscattered Electron Images?Documento7 pagineWhat Causes Differences of C-S-H Gel Grey Levels in Backscattered Electron Images?Tarek ChikerNessuna valutazione finora
- Research in Economics: Lonnie K. StevansDocumento12 pagineResearch in Economics: Lonnie K. StevansTarek ChikerNessuna valutazione finora
- Pr125. Harrison.c. 03Documento2 paginePr125. Harrison.c. 03Tarek ChikerNessuna valutazione finora
- Pr7.Irassar Disc. 2000Documento2 paginePr7.Irassar Disc. 2000Tarek ChikerNessuna valutazione finora
- Construction and Building Materials: Md. Safiuddin, J.S. West, K.A. SoudkiDocumento6 pagineConstruction and Building Materials: Md. Safiuddin, J.S. West, K.A. SoudkiTarek ChikerNessuna valutazione finora
- Technical Committees: Chloride Ions Can Penetrate Into The Concrete and CauseDocumento4 pagineTechnical Committees: Chloride Ions Can Penetrate Into The Concrete and CauseTarek ChikerNessuna valutazione finora
- The Influence of Different Curing Conditions On The Pore Structure and Related Properties of Fly-Ash Cement Pastes and MortarsDocumento11 pagineThe Influence of Different Curing Conditions On The Pore Structure and Related Properties of Fly-Ash Cement Pastes and MortarsTarek ChikerNessuna valutazione finora
- MS-A.4 Determination of The Durability of Hardened MortarDocumento5 pagineMS-A.4 Determination of The Durability of Hardened MortarTarek ChikerNessuna valutazione finora
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Galvaspan G450Documento2 pagineGalvaspan G450khurshedlakhoNessuna valutazione finora
- Soil1 PDFDocumento80 pagineSoil1 PDFSumit KumarNessuna valutazione finora
- Chemical Basis of LifeDocumento5 pagineChemical Basis of LifeCaithlyn KirthleyNessuna valutazione finora
- Rna Qualitative TestsDocumento5 pagineRna Qualitative TestsPeter Paul RecaboNessuna valutazione finora
- 006-MS For Purging of Stainless Steel PDFDocumento18 pagine006-MS For Purging of Stainless Steel PDFKöksal PatanNessuna valutazione finora
- Brochures WSM2-Y PDFDocumento16 pagineBrochures WSM2-Y PDFkunkzNessuna valutazione finora
- High Risk Medication PolicyDocumento44 pagineHigh Risk Medication PolicyDewi Ratna SariNessuna valutazione finora
- DNA-protein Interactions: Methods For Detection and AnalysisDocumento31 pagineDNA-protein Interactions: Methods For Detection and AnalysisAhsan Arshad BSIT-F16-LC-008Nessuna valutazione finora
- Panchakanya Structural SteelDocumento5 paginePanchakanya Structural Steelkabira12Nessuna valutazione finora
- Investigatory Project On Foaming Capacity of SoapsDocumento5 pagineInvestigatory Project On Foaming Capacity of SoapsMuthu ManickamNessuna valutazione finora
- DapusDocumento4 pagineDapuslisa ariantiNessuna valutazione finora
- Major Intermediates in Organophosphate Synthesis (PCL, Pocl, PSCL, and Their Diethyl Esters) Are Anticholinesterase Agents Directly or On ActivationDocumento7 pagineMajor Intermediates in Organophosphate Synthesis (PCL, Pocl, PSCL, and Their Diethyl Esters) Are Anticholinesterase Agents Directly or On ActivationYancy JuanNessuna valutazione finora
- Carnauba-Super-Micropowder 2442 P 5: ApplicationDocumento1 paginaCarnauba-Super-Micropowder 2442 P 5: Application333cubi333Nessuna valutazione finora
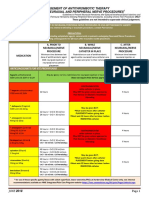
- Stop Anticoagulation Neuraxial AnesthesiaDocumento3 pagineStop Anticoagulation Neuraxial AnesthesiaGihan NakhlehNessuna valutazione finora
- Jurnal International AmilumDocumento17 pagineJurnal International AmilumGhiyatsKalukuNessuna valutazione finora
- Urea UV Freeze DriedDocumento1 paginaUrea UV Freeze DriedJanos ImreNessuna valutazione finora
- TDS OF H-408 Silicone Adjuvant For AgricultureDocumento2 pagineTDS OF H-408 Silicone Adjuvant For AgricultureAda FuNessuna valutazione finora
- Pioglitazone NaopaticlesDocumento11 paginePioglitazone NaopaticlesAtiq Ur-RahmanNessuna valutazione finora
- Donaldon General Brochure WideDocumento20 pagineDonaldon General Brochure WidecivodulNessuna valutazione finora
- Data Correction and Copper Mass Balance Before Evaluation of Copper Solvent Extraction PerformanceDocumento52 pagineData Correction and Copper Mass Balance Before Evaluation of Copper Solvent Extraction Performancejoseph kafumbila100% (2)
- Astm G200 - 09Documento4 pagineAstm G200 - 09Sofia YuliNessuna valutazione finora
- 931 PDF PDFDocumento4 pagine931 PDF PDFChintamani VeerrajuNessuna valutazione finora
- Shades Eq Gloss Large Shade ChartDocumento2 pagineShades Eq Gloss Large Shade ChartmeganNessuna valutazione finora
- Hazen - William Coeficiente FBEDocumento10 pagineHazen - William Coeficiente FBEOrlandoNessuna valutazione finora
- Cummins SB 4022060-Oil Analysis Techniques For High Horsepower Diesel Engines-UpdateDocumento34 pagineCummins SB 4022060-Oil Analysis Techniques For High Horsepower Diesel Engines-Updategilar herliana putraNessuna valutazione finora
- Abilify Maintena Epar Public Assessment Report enDocumento70 pagineAbilify Maintena Epar Public Assessment Report enWara RizkyNessuna valutazione finora
- Heavy Metal - Metalsorb eDocumento4 pagineHeavy Metal - Metalsorb ehclpmNessuna valutazione finora
- Guía para Seleccionar Columnas HPLCDocumento52 pagineGuía para Seleccionar Columnas HPLCDiana Lilibet Sánchez MontesNessuna valutazione finora
- Astm d1785Documento5 pagineAstm d1785Kehinde AdebayoNessuna valutazione finora
- Hydraulic Fracturing Theory and Practice: R. D. Barree Barree & Associates LLCDocumento18 pagineHydraulic Fracturing Theory and Practice: R. D. Barree Barree & Associates LLCmoorpvrNessuna valutazione finora