Potrebbero piacerti anche
- Risk-based inspection A Complete Guide - 2019 EditionDa EverandRisk-based inspection A Complete Guide - 2019 EditionNessuna valutazione finora
- Asset Integrity Management A Complete Guide - 2020 EditionDa EverandAsset Integrity Management A Complete Guide - 2020 EditionNessuna valutazione finora
- Some Notes About Corrosion Coupons InstallationDocumento23 pagineSome Notes About Corrosion Coupons InstallationHadi VeyseNessuna valutazione finora
- CML Optimization Ryan SittonDocumento53 pagineCML Optimization Ryan Sittongopidhan100% (4)
- 00 Saip 74 - CuiDocumento8 pagine00 Saip 74 - CuiAbdelrahman HosnyNessuna valutazione finora
- CML PlacementDocumento3 pagineCML PlacementAhmedNessuna valutazione finora
- Process Piping Inspection Procedure Rev.2 PDFDocumento34 pagineProcess Piping Inspection Procedure Rev.2 PDFLevi Porter100% (6)
- PRP CML Placement TestingDocumento30 paginePRP CML Placement TestingMohamed Al-Amir Al-KhayatNessuna valutazione finora
- RBI For PSVDocumento10 pagineRBI For PSVWelkin SkyNessuna valutazione finora
- Shell Downstream Manufacturing SM-1510002-SP-30 Management of Injection Points and Mix Points1Documento17 pagineShell Downstream Manufacturing SM-1510002-SP-30 Management of Injection Points and Mix Points1Gail Holt75% (4)
- OES-INS-P057 Piping Inspection ProcedureDocumento9 pagineOES-INS-P057 Piping Inspection ProcedureMatheus Ribeiro100% (2)
- Piping Circuitization and RBI Requirements Lynne KaleyDocumento79 paginePiping Circuitization and RBI Requirements Lynne Kaleyparag_koyande100% (9)
- 5 16259779815014437Documento26 pagine5 16259779815014437Hafizul Hisyam Maysih Luzifah100% (1)
- Fourth Edition, February 2016: Piping Inspection Code: In-Service Inspection, Rating, Repair, andDocumento79 pagineFourth Edition, February 2016: Piping Inspection Code: In-Service Inspection, Rating, Repair, andMiguel Antonio Bula PicónNessuna valutazione finora
- AB-505 Risk Based Inspection Programs For Pressure EquipmentDocumento23 pagineAB-505 Risk Based Inspection Programs For Pressure Equipmentjeswin100% (1)
- DSM 1510002 SP 20 - V1.0Documento28 pagineDSM 1510002 SP 20 - V1.0Kalaivani Arunachalam100% (2)
- 20557e00 Corrosion Risk Assessment MethodologyDocumento38 pagine20557e00 Corrosion Risk Assessment Methodologyamra_4182% (11)
- 2015 Summit RBI and IOWs - r12 - 1 PDFDocumento32 pagine2015 Summit RBI and IOWs - r12 - 1 PDFalNessuna valutazione finora
- TML ProcedureDocumento19 pagineTML Procedurejeswin100% (1)
- 10.400.413 Unfired Pressure Vessel Inspection ProcedureDocumento17 pagine10.400.413 Unfired Pressure Vessel Inspection ProcedureedwinsazzzNessuna valutazione finora
- API 581 COF: Level 1 Calculation Procedure - Simplified PDFDocumento53 pagineAPI 581 COF: Level 1 Calculation Procedure - Simplified PDFKhaled IntegrityNessuna valutazione finora
- Pressure Vessel Inspection Procedure Rev.2Documento24 paginePressure Vessel Inspection Procedure Rev.2Ariq Fauzan100% (7)
- How To Perform A Damage Mechanism ReviewDocumento4 pagineHow To Perform A Damage Mechanism ReviewianharNessuna valutazione finora
- 02961E00 - Eni Guidelines On Risk-Based InspectionsDocumento54 pagine02961E00 - Eni Guidelines On Risk-Based InspectionsMauro MLR100% (3)
- Inspection Techniques For Detecting Corrosion Under InsulationDocumento4 pagineInspection Techniques For Detecting Corrosion Under Insulationsllim776100% (3)
- Corrosion Modelling.: Piping Corrosion Circuit or Corrosion Loop / Piping Circuitization andDocumento4 pagineCorrosion Modelling.: Piping Corrosion Circuit or Corrosion Loop / Piping Circuitization andOussama radikiNessuna valutazione finora
- Equipment Inspection Guideline For Pressure vessel-API 510Documento8 pagineEquipment Inspection Guideline For Pressure vessel-API 510Ahsun HabibNessuna valutazione finora
- Allied OP-2 API-510 Pressure Vessel Inspection StandardDocumento21 pagineAllied OP-2 API-510 Pressure Vessel Inspection StandardGonzalo Tellería100% (1)
- Damage Mechanism in Refinery AreaDocumento83 pagineDamage Mechanism in Refinery AreaKevin PradanaNessuna valutazione finora
- 01 SAIP 04 - Injection Point InspectionDocumento17 pagine01 SAIP 04 - Injection Point InspectionAbdelrahman HosnyNessuna valutazione finora
- Corrosion Mapping by UT & PADocumento24 pagineCorrosion Mapping by UT & PAInspection Engineer100% (2)
- CML Optimization FinalDocumento31 pagineCML Optimization FinalFatemeh SaadatmandNessuna valutazione finora
- Baseline Corrosion SurveyDocumento16 pagineBaseline Corrosion SurveyNguyen Anh Tung100% (7)
- Api 510 CourseDocumento13 pagineApi 510 CourseRami GhorbelNessuna valutazione finora
- Risk Based Inspection of Pressure Vessels, PipingDocumento20 pagineRisk Based Inspection of Pressure Vessels, PipingBen0% (1)
- 570 2016 1 PDFDocumento43 pagine570 2016 1 PDFeduardo gonzalez100% (1)
- CO2 Preferential Weld Corrosion of Longitudinally Welded Linepipe - Effect of Microstructure, Corrosion Product Layers, and The EnvironmentDocumento199 pagineCO2 Preferential Weld Corrosion of Longitudinally Welded Linepipe - Effect of Microstructure, Corrosion Product Layers, and The EnvironmentRob MuggletonNessuna valutazione finora
- Corrosion Inspection Program PDFDocumento46 pagineCorrosion Inspection Program PDFAnonymous S9qBDVkyNessuna valutazione finora
- Piping Systems Inspection ProcedureDocumento7 paginePiping Systems Inspection Procedureabdullah buttNessuna valutazione finora
- Chevron Vessel InspectionDocumento100 pagineChevron Vessel Inspectionjeffry100% (11)
- Fitness-For-Service (FFS) For Inspectors & Engineers: Ffs Assessments - 3-Day Training CourseDocumento1 paginaFitness-For-Service (FFS) For Inspectors & Engineers: Ffs Assessments - 3-Day Training Courseglauco7575Nessuna valutazione finora
- Establishing Integrity Operating Windows John ReynoldsDocumento28 pagineEstablishing Integrity Operating Windows John Reynoldsprematscribd100% (4)
- P RBI Presentation SlideDocumento32 pagineP RBI Presentation SlideRomeo BoiiNessuna valutazione finora
- Corrosion & Integrity MGMTDocumento81 pagineCorrosion & Integrity MGMTMohamedSadek100% (3)
- API 581 Appendix ODocumento124 pagineAPI 581 Appendix OjoseNessuna valutazione finora
- API 571 Damage Mechanisms Affecting Fixed Equipment in The Refining Industry PDFDocumento5 pagineAPI 571 Damage Mechanisms Affecting Fixed Equipment in The Refining Industry PDFOrlando19490% (1)
- Base Line SurveyDocumento10 pagineBase Line Surveycisar0007Nessuna valutazione finora
- General Piping InspectionDocumento13 pagineGeneral Piping InspectionKingston Rivington100% (1)
- API 510 Training CourseDocumento320 pagineAPI 510 Training Coursehiram89100% (2)
- Improving Plant Reliability by Risk Based InspectionsDocumento20 pagineImproving Plant Reliability by Risk Based Inspectionsali zaenal abidin100% (1)
- Asme Pcc-2-2015 Article 3.12Documento9 pagineAsme Pcc-2-2015 Article 3.12munawarNessuna valutazione finora
- IRIS - Finfans Inspection Report PDFDocumento14 pagineIRIS - Finfans Inspection Report PDFnaoufel1706Nessuna valutazione finora
- Corrosion LoopsDocumento57 pagineCorrosion LoopsYousuf Memon100% (1)
- E2G Risk Based Inspection Brochure PDFDocumento6 pagineE2G Risk Based Inspection Brochure PDFleepondiffNessuna valutazione finora
- Introduction To Corrosion Assessment and ManagementDocumento27 pagineIntroduction To Corrosion Assessment and ManagementMohamad Faeze100% (1)
- Risk Based Inspection ProgramDocumento16 pagineRisk Based Inspection ProgramGiang T Le100% (3)
- Summary API 571 (Damage Mechanism)Documento105 pagineSummary API 571 (Damage Mechanism)Mohammad Hamdani100% (1)
- 7.CML MethodsDocumento6 pagine7.CML MethodsAMAL VISHNUNessuna valutazione finora
- Nsspu-Gp 06-10-1Documento103 pagineNsspu-Gp 06-10-1John DryNessuna valutazione finora
- Risk Based Inspection A Complete Guide - 2020 EditionDa EverandRisk Based Inspection A Complete Guide - 2020 EditionNessuna valutazione finora
- Lifting Equipment Inspection and MaintenanceDocumento36 pagineLifting Equipment Inspection and Maintenancedosetiadi75% (4)
- Corrosion Under Insulation PP PDFDocumento36 pagineCorrosion Under Insulation PP PDFCüneyt Gökhan TosunNessuna valutazione finora
- Corrocoat Product GuideDocumento6 pagineCorrocoat Product Guidedosetiadi100% (1)
- MSC.1/Circ.1328 11 June 2009Documento11 pagineMSC.1/Circ.1328 11 June 2009Viddhesh ManjrekarNessuna valutazione finora
- Well OpsDocumento27 pagineWell Opsdosetiadi67% (3)
- Development of Pipeline Integrity Management System (PIMS) - Asle Venas - tcm144-482444Documento36 pagineDevelopment of Pipeline Integrity Management System (PIMS) - Asle Venas - tcm144-482444Natraji100% (3)
- Qc&qa AbkDocumento22 pagineQc&qa Abkdosetiadi100% (1)
- Wilcoxon Matched Pairs Signed Rank TestDocumento3 pagineWilcoxon Matched Pairs Signed Rank TestDawn Ilish Nicole DiezNessuna valutazione finora
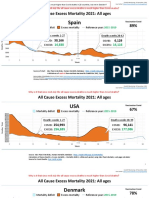
- Countries EXCESS DEATHS All Ages - 15nov2021Documento21 pagineCountries EXCESS DEATHS All Ages - 15nov2021robaksNessuna valutazione finora
- .Urp 203 Note 2022 - 1642405559000Documento6 pagine.Urp 203 Note 2022 - 1642405559000Farouk SalehNessuna valutazione finora
- Richardson Heidegger PDFDocumento18 pagineRichardson Heidegger PDFweltfremdheitNessuna valutazione finora
- The Homework Song FunnyDocumento5 pagineThe Homework Song Funnyers57e8s100% (1)
- GPS Spoofing (2002-2003)Documento8 pagineGPS Spoofing (2002-2003)Roger JohnstonNessuna valutazione finora
- LEIA Home Lifts Guide FNLDocumento5 pagineLEIA Home Lifts Guide FNLTejinder SinghNessuna valutazione finora
- Technology Management 1Documento38 pagineTechnology Management 1Anu NileshNessuna valutazione finora
- Mcom Sem 4 Project FinalDocumento70 pagineMcom Sem 4 Project Finallaxmi iyer75% (4)
- MGMT Audit Report WritingDocumento28 pagineMGMT Audit Report WritingAndrei IulianNessuna valutazione finora
- Test Your Knowledge - Study Session 1Documento4 pagineTest Your Knowledge - Study Session 1My KhanhNessuna valutazione finora
- Residual Power Series Method For Obstacle Boundary Value ProblemsDocumento5 pagineResidual Power Series Method For Obstacle Boundary Value ProblemsSayiqa JabeenNessuna valutazione finora
- SSGC-RSGLEG Draft Study On The Applicability of IAL To Cyber Threats Against Civil AviationDocumento41 pagineSSGC-RSGLEG Draft Study On The Applicability of IAL To Cyber Threats Against Civil AviationPrachita AgrawalNessuna valutazione finora
- Howard R700X - SPL - INTDocumento44 pagineHoward R700X - SPL - INTJozsefNessuna valutazione finora
- Laboratory Manual (CIV 210) Engineering Surveying (2018-19) (For Private Circulation Only)Documento76 pagineLaboratory Manual (CIV 210) Engineering Surveying (2018-19) (For Private Circulation Only)gyanendraNessuna valutazione finora
- GT-N7100-Full Schematic PDFDocumento67 pagineGT-N7100-Full Schematic PDFprncha86% (7)
- Ricoh IM C2000 IM C2500: Full Colour Multi Function PrinterDocumento4 pagineRicoh IM C2000 IM C2500: Full Colour Multi Function PrinterKothapalli ChiranjeeviNessuna valutazione finora
- Prelim Examination MaternalDocumento23 paginePrelim Examination MaternalAaron ConstantinoNessuna valutazione finora
- Specificities of The Terminology in AfricaDocumento2 pagineSpecificities of The Terminology in Africapaddy100% (1)
- Borang Ambulans CallDocumento2 pagineBorang Ambulans Callleo89azman100% (1)
- Existential ThreatsDocumento6 pagineExistential Threatslolab_4Nessuna valutazione finora
- Problem Set-02Documento2 pagineProblem Set-02linn.pa.pa.khaing.2020.2021.fbNessuna valutazione finora
- Quick Help For EDI SEZ IntegrationDocumento2 pagineQuick Help For EDI SEZ IntegrationsrinivasNessuna valutazione finora
- Salads: 300 Salad Recipes For Rapid Weight Loss & Clean Eating (PDFDrive) PDFDocumento1.092 pagineSalads: 300 Salad Recipes For Rapid Weight Loss & Clean Eating (PDFDrive) PDFDebora PanzarellaNessuna valutazione finora
- The Use of Air Cooled Heat Exchangers in Mechanical Seal Piping Plans - SnyderDocumento7 pagineThe Use of Air Cooled Heat Exchangers in Mechanical Seal Piping Plans - SnyderJaime Ocampo SalgadoNessuna valutazione finora
- QP December 2006Documento10 pagineQP December 2006Simon ChawingaNessuna valutazione finora
- Golf Croquet Refereeing Manual - Croquet AustraliaDocumento78 pagineGolf Croquet Refereeing Manual - Croquet AustraliaSenorSushi100% (1)
- Harper Independent Distributor Tri FoldDocumento2 pagineHarper Independent Distributor Tri FoldYipper ShnipperNessuna valutazione finora
- Week 7Documento24 pagineWeek 7Priyank PatelNessuna valutazione finora
- Vendor Information Sheet - LFPR-F-002b Rev. 04Documento6 pagineVendor Information Sheet - LFPR-F-002b Rev. 04Chelsea EsparagozaNessuna valutazione finora