Potrebbero piacerti anche
- ErgonomicsDocumento21 pagineErgonomicsfayee123100% (1)
- 950195.ergonomic Desing of A Workplace PDFDocumento8 pagine950195.ergonomic Desing of A Workplace PDFAneesha MuthurajNessuna valutazione finora
- Job DescriptionDocumento14 pagineJob DescriptionBrijesh ShuklaNessuna valutazione finora
- VigilanceDocumento38 pagineVigilanceLucky Gem AsibuqueNessuna valutazione finora
- 5S System Guide XsDocumento28 pagine5S System Guide Xsjose.globalways100% (1)
- Crane ErgonomyDocumento3 pagineCrane ErgonomyMenaNessuna valutazione finora
- Module 1 Assignment in Facilities and Planning DesignDocumento6 pagineModule 1 Assignment in Facilities and Planning DesignIvan AlmendrasNessuna valutazione finora
- Human Factors Guide For Aviation Maintenance - Chapter 6.work DesignDocumento36 pagineHuman Factors Guide For Aviation Maintenance - Chapter 6.work DesignAhmed AbdoNessuna valutazione finora
- Facility Layout and Workplace DesignDocumento9 pagineFacility Layout and Workplace DesignJohn Rey Cabardo100% (1)
- AMMJ266Documento60 pagineAMMJ266Virojana TantibadaroNessuna valutazione finora
- Wheeled Coach2Documento2 pagineWheeled Coach2Rachelle Lim-Magtanggol67% (3)
- What Constitutes WorldDocumento10 pagineWhat Constitutes WorldDiah Indriani KusbandariNessuna valutazione finora
- Improve Productivity in Garment ProductionDocumento6 pagineImprove Productivity in Garment ProductionSamir RanaNessuna valutazione finora
- (Back To FAQ's) : 'Lean Definitions' Click HereDocumento18 pagine(Back To FAQ's) : 'Lean Definitions' Click HereNCARRILLO81Nessuna valutazione finora
- Key Elements of Just in Time System - JIT SystemDocumento3 pagineKey Elements of Just in Time System - JIT SystemAbhishek PauranikNessuna valutazione finora
- 5.1 Ergonomics Design and Analysis - Student VersionDocumento43 pagine5.1 Ergonomics Design and Analysis - Student Versionrazlan ghazaliNessuna valutazione finora
- Implement Lean ManufacturingDocumento11 pagineImplement Lean ManufacturingRafael GrippNessuna valutazione finora
- Questions of Reliability Centered MaintenanceDocumento15 pagineQuestions of Reliability Centered Maintenancemariana100% (1)
- CH1 PDFDocumento7 pagineCH1 PDFMohamed SabryNessuna valutazione finora
- Chapter 2: Human Engineering and DesignDocumento4 pagineChapter 2: Human Engineering and DesignDsn AguilarNessuna valutazione finora
- Lesson 7 Facility and Work DesignDocumento7 pagineLesson 7 Facility and Work DesignJosie PonceNessuna valutazione finora
- Developing A Maintenance StrategyDocumento8 pagineDeveloping A Maintenance StrategyPaulo RobertoNessuna valutazione finora
- Overall Equipment Effectiveness & Real-Time Visual ManagementDocumento19 pagineOverall Equipment Effectiveness & Real-Time Visual Managementtlili-samir7290Nessuna valutazione finora
- Effective Ways To Improve Productivity in Garment ProductionDocumento23 pagineEffective Ways To Improve Productivity in Garment ProductionMd. Hasan SheikhNessuna valutazione finora
- Research Paper On Production Planning and ControlDocumento8 pagineResearch Paper On Production Planning and Controlh03318kj100% (1)
- How to Create Continuous Production Flow?: Toyota Production System ConceptsDa EverandHow to Create Continuous Production Flow?: Toyota Production System ConceptsValutazione: 5 su 5 stelle5/5 (1)
- Maintenance Management Literature Review PDFDocumento5 pagineMaintenance Management Literature Review PDFaflsjizaf100% (1)
- Unit 4Documento7 pagineUnit 4ABHAY VERMANessuna valutazione finora
- LMS 18CV653 Session 2 1 SMDocumento7 pagineLMS 18CV653 Session 2 1 SMAshif hosamaniNessuna valutazione finora
- ARG LeanManufacturingandReliabilityConcepts DigitalDocumento28 pagineARG LeanManufacturingandReliabilityConcepts DigitalPedro SávioNessuna valutazione finora
- Availability-Based Maintenance Within An Asset Management ProgrammeDocumento12 pagineAvailability-Based Maintenance Within An Asset Management Programmeignite182Nessuna valutazione finora
- Process Layout: Industrial Engineering Plan Efficiency LayoutDocumento12 pagineProcess Layout: Industrial Engineering Plan Efficiency LayoutBasanta_Kr_Bor_3904Nessuna valutazione finora
- Module 1 - Objectives of Faciltity Layout and DesignDocumento5 pagineModule 1 - Objectives of Faciltity Layout and DesignNECIE JOY LUNARIONessuna valutazione finora
- Workplace Design - Supriya ShubhamDocumento28 pagineWorkplace Design - Supriya Shubhamsarprajkatre143Nessuna valutazione finora
- Kombolcha Institute of Technology Department of Industrial EngineeringDocumento41 pagineKombolcha Institute of Technology Department of Industrial EngineeringFakihat MohammedNessuna valutazione finora
- Enhanced EnergyDocumento3 pagineEnhanced EnergyjohnribarNessuna valutazione finora
- IE578 FlexSim Report DraftDocumento14 pagineIE578 FlexSim Report DraftPaula MoraNessuna valutazione finora
- Operator’S Guide to Rotating Equipment: An Introduction to Rotating Equipment Construction, Operating Principles, Troubleshooting, and Best PracticesDa EverandOperator’S Guide to Rotating Equipment: An Introduction to Rotating Equipment Construction, Operating Principles, Troubleshooting, and Best PracticesValutazione: 5 su 5 stelle5/5 (3)
- Aidynn - Process SelectionDocumento6 pagineAidynn - Process SelectionaidynnNessuna valutazione finora
- Facilities ManagementDocumento35 pagineFacilities ManagementseanNessuna valutazione finora
- Research Paper On Flexible Manufacturing System PDFDocumento7 pagineResearch Paper On Flexible Manufacturing System PDFafnhdqfvufitoaNessuna valutazione finora
- RP6 Process Selection and Facility LayoutDocumento5 pagineRP6 Process Selection and Facility LayoutGerline MaeNessuna valutazione finora
- Chapter 9 Job DesignDocumento6 pagineChapter 9 Job DesignFatima Arif AlamNessuna valutazione finora
- System Modeling and Simulation AssignmentDocumento14 pagineSystem Modeling and Simulation Assignmentaws KyksNessuna valutazione finora
- Facility LayoutDocumento30 pagineFacility LayoutamitNessuna valutazione finora
- Chapter Three. Motion and Micro-Motion StudyDocumento45 pagineChapter Three. Motion and Micro-Motion StudySamuel BirhanuNessuna valutazione finora
- MB 0044 Set !Documento13 pagineMB 0044 Set !DDhanNessuna valutazione finora
- Figure 1: SMED SystemDocumento13 pagineFigure 1: SMED SystemAbdulziz kurdiNessuna valutazione finora
- Chapter-4-Motion and Time StudyDocumento17 pagineChapter-4-Motion and Time Studymtdesta100% (2)
- Ergonomics DissertationDocumento6 pagineErgonomics DissertationWriteMyEnglishPaperCanada100% (1)
- OMwithTQM-Chapter6 AnswersDocumento5 pagineOMwithTQM-Chapter6 AnswersJeluMVNessuna valutazione finora
- IT 414 Topic 8 Time and Motion StudyDocumento7 pagineIT 414 Topic 8 Time and Motion StudyJassyNessuna valutazione finora
- Operations Schedulingoperations Scheduling: A Brief Discussiona Brief DiscussionDocumento10 pagineOperations Schedulingoperations Scheduling: A Brief Discussiona Brief DiscussionShouvik S MazumdarNessuna valutazione finora
- Productivity ImprovementDocumento7 pagineProductivity ImprovementTouhidur RahmanNessuna valutazione finora
- 20 Ways To Improve Productivity in Garment Production and Planning CapacityDocumento8 pagine20 Ways To Improve Productivity in Garment Production and Planning CapacityCucak RowoNessuna valutazione finora
- ErgonomicsDocumento5 pagineErgonomicsFrancisco C. ArianNessuna valutazione finora
- Extended System Engineering - Ese: Integrating Usability Engineering in System EngineeringDocumento9 pagineExtended System Engineering - Ese: Integrating Usability Engineering in System EngineeringJohns968Nessuna valutazione finora
- CH 05 FlexSimDocumento11 pagineCH 05 FlexSimbalaji.sasane99Nessuna valutazione finora
- Wausau Equipment CompanyDocumento6 pagineWausau Equipment CompanyAjay JagtapNessuna valutazione finora
- Configuration Management for Senior Managers: Essential Product Configuration and Lifecycle Management for ManufacturingDa EverandConfiguration Management for Senior Managers: Essential Product Configuration and Lifecycle Management for ManufacturingNessuna valutazione finora
- Upstream Versus DownStream InformationDocumento17 pagineUpstream Versus DownStream Informationarnella_hNessuna valutazione finora
- Analysis of The Bullwhip Effect in Supply Chains Using The Transfer Function MethodDocumento25 pagineAnalysis of The Bullwhip Effect in Supply Chains Using The Transfer Function MethodElizabethNessuna valutazione finora
- Essential in The Lean Manufacturing Structure Is 5SDocumento2 pagineEssential in The Lean Manufacturing Structure Is 5Sarnella_hNessuna valutazione finora
- 1 Six Sigma PDFDocumento10 pagine1 Six Sigma PDFddcguy3190Nessuna valutazione finora
- Working in FLAT Organizations: An Idiot's GuideDocumento4 pagineWorking in FLAT Organizations: An Idiot's Guidearnella_hNessuna valutazione finora
- Workplace Planner How To GuideDocumento4 pagineWorkplace Planner How To Guidearnella_hNessuna valutazione finora
- 5S Should Be More Than Just HousekeepingDocumento16 pagine5S Should Be More Than Just Housekeepingarnella_hNessuna valutazione finora
- 5s Check List ShitsukeDocumento1 pagina5s Check List ShitsukeblitzkrigNessuna valutazione finora
- 5S Check List SeiriDocumento2 pagine5S Check List Seirikyle1991Nessuna valutazione finora
- 5S Check List SeiketsuDocumento1 pagina5S Check List SeiketsuJuliano PedrosoNessuna valutazione finora
- 5s Check List SeitonDocumento1 pagina5s Check List SeitonblitzkrigNessuna valutazione finora
- 5S Check List SeisoDocumento1 pagina5S Check List Seisokyle1991Nessuna valutazione finora
- Ldpe (Low Density Polyethylene) : ApplicationsDocumento1 paginaLdpe (Low Density Polyethylene) : Applicationsarnella_hNessuna valutazione finora
- PVC 300DataSheetDocumento3 paginePVC 300DataSheetarnella_hNessuna valutazione finora
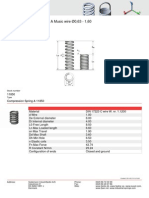
- SodemannDocumento1 paginaSodemannarnella_hNessuna valutazione finora
- High-Potassium Food PIDocumento1 paginaHigh-Potassium Food PIarnella_hNessuna valutazione finora
- Comparison of Surface ResistivityDocumento6 pagineComparison of Surface Resistivityarnella_h100% (1)
- 08 Plasticity 03 Yield CriteriaDocumento21 pagine08 Plasticity 03 Yield Criteria한종훈100% (1)
- SolidWorks Motion Tutorial 2011Documento31 pagineSolidWorks Motion Tutorial 2011Soma Nathan0% (1)
- ASD YieldLinesDocumento25 pagineASD YieldLinesarnella_hNessuna valutazione finora
- Comparison of Surface ResistivityDocumento6 pagineComparison of Surface Resistivityarnella_h100% (1)
- ASD YieldLinesDocumento25 pagineASD YieldLinesarnella_hNessuna valutazione finora
- GKN Materials and Processes EN PDFDocumento40 pagineGKN Materials and Processes EN PDFarnella_h100% (1)
- Intersection Geometry, DrawingDocumento21 pagineIntersection Geometry, DrawingArnela HodzicNessuna valutazione finora
- DAAD-OSI - Balkan ApplicantInformation 2013-14 - English - VersionDocumento5 pagineDAAD-OSI - Balkan ApplicantInformation 2013-14 - English - Versionarnella_hNessuna valutazione finora
- Maintaining Godly Spirituality in The Face of ChallengesDocumento3 pagineMaintaining Godly Spirituality in The Face of ChallengesDavid OmoniyiNessuna valutazione finora
- Btech CertificatesDocumento6 pagineBtech CertificatesSuresh VadlamudiNessuna valutazione finora
- Contemp Module 56Documento5 pagineContemp Module 56crisanta pizonNessuna valutazione finora
- Good Manufacturing Practices in Postharvest and Minimal Processing of Fruits and VegetablesDocumento40 pagineGood Manufacturing Practices in Postharvest and Minimal Processing of Fruits and Vegetablesmaya janiNessuna valutazione finora
- Vishakha BroadbandDocumento6 pagineVishakha Broadbandvishakha sonawaneNessuna valutazione finora
- Reaction Paper GattacaDocumento1 paginaReaction Paper GattacaJoasan PutongNessuna valutazione finora
- NRNP PRAC 6665 and 6675 Focused SOAP Note ExemplarDocumento6 pagineNRNP PRAC 6665 and 6675 Focused SOAP Note ExemplarLogan ZaraNessuna valutazione finora
- Specific Instuctions To BiddersDocumento37 pagineSpecific Instuctions To BiddersShahed Hussain100% (1)
- Procedure Manual - IMS: Locomotive Workshop, Northern Railway, LucknowDocumento8 pagineProcedure Manual - IMS: Locomotive Workshop, Northern Railway, LucknowMarjorie Dulay Dumol80% (5)
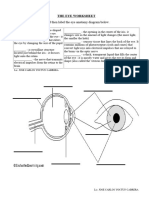
- The Eye WorksheetDocumento3 pagineThe Eye WorksheetCally ChewNessuna valutazione finora
- Dial 1298 For Ambulance - HSBCDocumento22 pagineDial 1298 For Ambulance - HSBCDial1298forAmbulanceNessuna valutazione finora
- Fortigate System Admin 40 Mr2Documento115 pagineFortigate System Admin 40 Mr2KhaleelNessuna valutazione finora
- 2019 Auto Truck Key Blank Reference PDFDocumento188 pagine2019 Auto Truck Key Blank Reference PDFAlbert RodaNessuna valutazione finora
- Symmetrir and Order. Reasons To Live According The LodgeDocumento6 pagineSymmetrir and Order. Reasons To Live According The LodgeAnonymous zfNrN9NdNessuna valutazione finora
- Probset 3 KeyDocumento7 pagineProbset 3 KeyhoneyschuNessuna valutazione finora
- Training Structure - Thinkific Plus TemplateDocumento7 pagineTraining Structure - Thinkific Plus TemplateQIONG WUNessuna valutazione finora
- Nurses Guide To Family Assessment and InterventionDocumento9 pagineNurses Guide To Family Assessment and InterventionKaye CorNessuna valutazione finora
- A Database For Handwritten Text Recognition ResearchDocumento5 pagineA Database For Handwritten Text Recognition Researchtweety492Nessuna valutazione finora
- Imaging Anatomy Brain and Spine Osborn 1 Ed 2020 PDFDocumento3.130 pagineImaging Anatomy Brain and Spine Osborn 1 Ed 2020 PDFthe gaangster100% (1)
- Claudia Maienborn, Semantics, 381Documento34 pagineClaudia Maienborn, Semantics, 381robert guimaraesNessuna valutazione finora
- IBM Thinkpad Z61 Quanta BW2Documento80 pagineIBM Thinkpad Z61 Quanta BW2Abubakar SidikNessuna valutazione finora
- Army Public School No.1 Jabalpur Practical List - Computer Science Class - XIIDocumento4 pagineArmy Public School No.1 Jabalpur Practical List - Computer Science Class - XIIAdityaNessuna valutazione finora
- Transmittal Sheet 1808-T-RJ-PJ-099SDocumento2 pagineTransmittal Sheet 1808-T-RJ-PJ-099SMuhammad AzkaNessuna valutazione finora
- CHAPTER THREE-Teacher's PetDocumento3 pagineCHAPTER THREE-Teacher's PetTaylor ComansNessuna valutazione finora
- Abbott 2021 ApJL 915 L5Documento24 pagineAbbott 2021 ApJL 915 L5Manju SanthakumariNessuna valutazione finora
- Ahu 1997 22 1 95Documento15 pagineAhu 1997 22 1 95Pasajera En TranceNessuna valutazione finora
- Prelims CB em Ii5Documento21 paginePrelims CB em Ii5Ugaas SareeyeNessuna valutazione finora
- Curriculum Vitae: Educational Background Certification Major Name of Institute PeriodDocumento2 pagineCurriculum Vitae: Educational Background Certification Major Name of Institute PeriodTHEVINESHNessuna valutazione finora
- The Hot Aishwarya Rai Wedding and Her Life.20130105.040216Documento2 pagineThe Hot Aishwarya Rai Wedding and Her Life.20130105.040216anon_501746111100% (1)
- BPI - I ExercisesDocumento241 pagineBPI - I Exercisesdivyajeevan89Nessuna valutazione finora