Potrebbero piacerti anche
- D4185Documento8 pagineD4185Fredi Cari CarreraNessuna valutazione finora
- Saleem2017 Article TheInfluenceOfPeritecticReactiDocumento11 pagineSaleem2017 Article TheInfluenceOfPeritecticReactiAnca ElenaNessuna valutazione finora
- Ductile CeramicsDocumento61 pagineDuctile CeramicsFlorin AndreiNessuna valutazione finora
- Microstructure and Cavitation Erosion Behavior of WC-Co-Cr Coating On 1Cr18Ni9Ti Stainless Steel by HVOF Thermal Spraying 2012 International Journal of Refractory MetalsDocumento6 pagineMicrostructure and Cavitation Erosion Behavior of WC-Co-Cr Coating On 1Cr18Ni9Ti Stainless Steel by HVOF Thermal Spraying 2012 International Journal of Refractory MetalsastronotusNessuna valutazione finora
- Comparative Tribological Study of Air Plasma Sprayed WC-12%Co Coating Versus Conventional Hard Chromium Electrodeposit 2010 Tribology InternationalDocumento5 pagineComparative Tribological Study of Air Plasma Sprayed WC-12%Co Coating Versus Conventional Hard Chromium Electrodeposit 2010 Tribology InternationalastronotusNessuna valutazione finora
- 1 s2.0 0025541686902612 MainDocumento13 pagine1 s2.0 0025541686902612 MainVikram JainNessuna valutazione finora
- Structural Changes in 12-2.25% CR Weldments - An Experimental and Theoretical ApproachDocumento8 pagineStructural Changes in 12-2.25% CR Weldments - An Experimental and Theoretical ApproachAli AhmadNessuna valutazione finora
- Solid State Diffusion Bonding of Closed Cell Aluminum Foams 2002 Materials Science and Engineering ADocumento5 pagineSolid State Diffusion Bonding of Closed Cell Aluminum Foams 2002 Materials Science and Engineering AMatija BušićNessuna valutazione finora
- Characterization of WCCo Coatings On Metal SubstratesDocumento3 pagineCharacterization of WCCo Coatings On Metal SubstratesSayra MedellínNessuna valutazione finora
- Celedio - Critical AnalysisDocumento2 pagineCeledio - Critical AnalysisJulian CeledioNessuna valutazione finora
- Wear Behaviour of I-Carbon coatings"-YADocumento14 pagineWear Behaviour of I-Carbon coatings"-YAVelásquez AndradeNessuna valutazione finora
- Cold WorkingDocumento7 pagineCold WorkingShahir Afif IslamNessuna valutazione finora
- Strength of PorcelainDocumento4 pagineStrength of PorcelainTravis WoodNessuna valutazione finora
- Crack Propagation of Ti Alloy Via Adiabatic Shear BandsDocumento5 pagineCrack Propagation of Ti Alloy Via Adiabatic Shear BandsNormix FlowersNessuna valutazione finora
- Effect of Forging Surface On Fatigue Behavior of Steels A Literature ReviewDocumento56 pagineEffect of Forging Surface On Fatigue Behavior of Steels A Literature ReviewCan ERTANNessuna valutazione finora
- Bolted Conn. With Hot-Dip Galv. Steel Memb.Documento14 pagineBolted Conn. With Hot-Dip Galv. Steel Memb.PaulNessuna valutazione finora
- Hutchinson2006 BuenoDocumento4 pagineHutchinson2006 BuenoJhonNessuna valutazione finora
- Creep and Creep Damage Assessment in P91 Weld JointsDocumento12 pagineCreep and Creep Damage Assessment in P91 Weld JointsDeepakNessuna valutazione finora
- Characterization of Sputtered Inconel 617Documento5 pagineCharacterization of Sputtered Inconel 617rashik072Nessuna valutazione finora
- 2023 - Z. Zhang - JMRT - Temperature-Dependent Deformation and Fracture Properties of Low-Carbon Martensitic Steel in Different Stress StatesDocumento13 pagine2023 - Z. Zhang - JMRT - Temperature-Dependent Deformation and Fracture Properties of Low-Carbon Martensitic Steel in Different Stress StatesFuhui ShenNessuna valutazione finora
- Detwinning Phenomenon and Its Effect On Resulting Twinning Structure of An Austenitic Hadfield SteelDocumento10 pagineDetwinning Phenomenon and Its Effect On Resulting Twinning Structure of An Austenitic Hadfield SteelinekNessuna valutazione finora
- Modelling The Influence of Surface Oxidation On High Temperature ErosionDocumento7 pagineModelling The Influence of Surface Oxidation On High Temperature ErosionLarry SmithNessuna valutazione finora
- Porosity and Wear Resistance of Flame Sprayed TungstenDocumento7 paginePorosity and Wear Resistance of Flame Sprayed Tungstenlacoste11111Nessuna valutazione finora
- Art:10 1007/BF00619084 PDFDocumento6 pagineArt:10 1007/BF00619084 PDFelectro242Nessuna valutazione finora
- Bulk Amorphous Magnetic MaterialsDocumento10 pagineBulk Amorphous Magnetic MaterialsZdenko PopNessuna valutazione finora
- Reduction of Residual StressDocumento19 pagineReduction of Residual StressSteve HornseyNessuna valutazione finora
- Horing 2010 - Characterization of Reverted Austenite During Prolonged Ageing of Maraging - ORIGINALDocumento5 pagineHoring 2010 - Characterization of Reverted Austenite During Prolonged Ageing of Maraging - ORIGINALIAragaoNessuna valutazione finora
- Lab 7 Fracture Ductile To Brittle TransitionDocumento4 pagineLab 7 Fracture Ductile To Brittle TransitionTommy MilesNessuna valutazione finora
- Brass AnnealingDocumento11 pagineBrass AnnealingChristos KalavrytinosNessuna valutazione finora
- SI-Kim-2002-Continuous Dynamic Recrystallization of AISI 430 Ferritic St...Documento7 pagineSI-Kim-2002-Continuous Dynamic Recrystallization of AISI 430 Ferritic St...鄭勝元Nessuna valutazione finora
- Effect of Hot Rolling On Texture, Precipitation, and Magnetic Properties of Strip-Cast Grain-Oriented Silicon SteelDocumento8 pagineEffect of Hot Rolling On Texture, Precipitation, and Magnetic Properties of Strip-Cast Grain-Oriented Silicon SteelradinasrNessuna valutazione finora
- Properties of ElectrodepositsDocumento27 pagineProperties of Electrodepositsjvo917Nessuna valutazione finora
- Skin Daras 2014Documento6 pagineSkin Daras 2014CHONKARN CHIABLAMNessuna valutazione finora
- Rheology and Metal Forming of Fire-Refined CopperDocumento6 pagineRheology and Metal Forming of Fire-Refined CoppervitordeleteNessuna valutazione finora
- Diff Strain Concrete 13 1 FinalDocumento8 pagineDiff Strain Concrete 13 1 FinalDoug JenkinsNessuna valutazione finora
- Coatings 07 00068Documento21 pagineCoatings 07 00068Sgk ManikandanNessuna valutazione finora
- Ductility Troughs in Microalloyed SteelDocumento12 pagineDuctility Troughs in Microalloyed SteelAtanu MukherjeeNessuna valutazione finora
- Electromagnetic Pulse Welded Aluminium To Copper SDocumento11 pagineElectromagnetic Pulse Welded Aluminium To Copper Sghou ghoiNessuna valutazione finora
- Solidification of SteelDocumento7 pagineSolidification of SteelDan Pascu100% (1)
- Friction and Wear Thresholds of Alumina-Chromium Steel Pairs Sliding at High Speeds Under Dry and Wet ConditionsDocumento11 pagineFriction and Wear Thresholds of Alumina-Chromium Steel Pairs Sliding at High Speeds Under Dry and Wet ConditionsNEMANI SURESH PATILNessuna valutazione finora
- Pipeline InspectionDocumento7 paginePipeline InspectionSaulo RoseiraNessuna valutazione finora
- Mercier 2006Documento13 pagineMercier 2006CHONKARN CHIABLAMNessuna valutazione finora
- Ceramics in Gas TurbinesDocumento12 pagineCeramics in Gas TurbinesDomingo Pinto100% (1)
- Mechanical Properties of Undoped GaAs III Indentation ExperimentsDocumento12 pagineMechanical Properties of Undoped GaAs III Indentation Experimentskelsiu1Nessuna valutazione finora
- Heat Flux Density and Heat Transfer Coefficient Between Steel Melt and Metallic SubstratesDocumento7 pagineHeat Flux Density and Heat Transfer Coefficient Between Steel Melt and Metallic Substratesremote controlNessuna valutazione finora
- Thermal EtchingDocumento7 pagineThermal Etchingravikr95Nessuna valutazione finora
- High Strength and Ductility of Nanostructured Al-Based Alloy, Prepared by High-Pressure TechniqueDocumento4 pagineHigh Strength and Ductility of Nanostructured Al-Based Alloy, Prepared by High-Pressure TechniqueviniciushiperNessuna valutazione finora
- APSC 279 Introduction To Lab 2: Deformation and RecrystallizationDocumento10 pagineAPSC 279 Introduction To Lab 2: Deformation and RecrystallizationJackNessuna valutazione finora
- A Study On Transverse Weld Cracks PDFDocumento8 pagineA Study On Transverse Weld Cracks PDFRifani ImamNessuna valutazione finora
- Statics and DynamicsDocumento5 pagineStatics and DynamicsShahrul AzeerieNessuna valutazione finora
- Me 212 Laboratory Experiment #3 Hardness Testing and Age HardeningDocumento8 pagineMe 212 Laboratory Experiment #3 Hardness Testing and Age HardeningurwakhanNessuna valutazione finora
- Investigation of tungsten/EUROFER97 Diffusion Bonding Using NB InterlayerDocumento4 pagineInvestigation of tungsten/EUROFER97 Diffusion Bonding Using NB InterlayerHARIMETLYNessuna valutazione finora
- Cabibbo Et Al, 2003Documento4 pagineCabibbo Et Al, 2003soham senNessuna valutazione finora
- Design of Aluminum Rolling Processes For Foil, Sheet, and PlateDocumento46 pagineDesign of Aluminum Rolling Processes For Foil, Sheet, and Platered_fulcrum2011Nessuna valutazione finora
- Performance Optimization of High Resistant White Cast Iron For Severe Working ApplicationsDocumento6 paginePerformance Optimization of High Resistant White Cast Iron For Severe Working ApplicationsANA LAURA BRAGA NASCIMENTONessuna valutazione finora
- Bu Yang Cao Et Al - Defect Substructures in Plate Impacted and Laser Shocked Monocrystalline CopperDocumento4 pagineBu Yang Cao Et Al - Defect Substructures in Plate Impacted and Laser Shocked Monocrystalline CopperArchmcaNessuna valutazione finora
- Creep and Long-Term Strength of Molybdenum Alloy: Materials Science Forum March 2016Documento7 pagineCreep and Long-Term Strength of Molybdenum Alloy: Materials Science Forum March 2016servioNessuna valutazione finora
- Tensile Properties and Strain Rate SENSITIVITY OF Ti-47Al-2Cr-0.2Si Sheet Material With Different MicrostructuresDocumento6 pagineTensile Properties and Strain Rate SENSITIVITY OF Ti-47Al-2Cr-0.2Si Sheet Material With Different MicrostructuresTommy NoviantoNessuna valutazione finora
- Modelamiento Revenido Del AceroDocumento9 pagineModelamiento Revenido Del AceroJuan Pablo Puentes PeñuelaNessuna valutazione finora
- Ceramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesDa EverandCeramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesJosef MatyášNessuna valutazione finora
- Modelling and Control of A Spray Drying ProcessDocumento225 pagineModelling and Control of A Spray Drying ProcessAdrian García MoyanoNessuna valutazione finora
- 3.1 Newton's Universal Law of GravitationDocumento20 pagine3.1 Newton's Universal Law of GravitationPauling ChiaNessuna valutazione finora
- Group 9 Assignment Determination of KMnO4Documento6 pagineGroup 9 Assignment Determination of KMnO4UsmanNessuna valutazione finora
- Venturi MeterDocumento15 pagineVenturi MeterFatimah BadruddinNessuna valutazione finora
- Development of Hollow Titanium Connecting Rod: 2.2. Mechanism of Diffusion BondingDocumento3 pagineDevelopment of Hollow Titanium Connecting Rod: 2.2. Mechanism of Diffusion BondingManuel ĆulibrkNessuna valutazione finora
- Mat & Sat - 06Documento32 pagineMat & Sat - 06RamNagalNessuna valutazione finora
- PHY12 Review Items Exit ExamDocumento26 paginePHY12 Review Items Exit ExamRigel ZabateNessuna valutazione finora
- Crouse Hinds Rs RSM Rss Junction Boxes Catalog PageDocumento1 paginaCrouse Hinds Rs RSM Rss Junction Boxes Catalog Pagejose luisNessuna valutazione finora
- Year 10-Ict-First Term-Output DevicesDocumento3 pagineYear 10-Ict-First Term-Output DevicesToni AdelanaNessuna valutazione finora
- Lloyd1994 PDFDocumento23 pagineLloyd1994 PDFkousikkumaarNessuna valutazione finora
- Share GEN-CHEM-Q4 - LP2Documento8 pagineShare GEN-CHEM-Q4 - LP2Jenny Manzanillo MirabonaNessuna valutazione finora
- ELECTRICITY NotesDocumento62 pagineELECTRICITY Notesmallikammu12Nessuna valutazione finora
- M04-041 - Fundamentals of Gas Turbine Engines - USDocumento66 pagineM04-041 - Fundamentals of Gas Turbine Engines - USSaraNessuna valutazione finora
- H100 Installation IntroductionDocumento48 pagineH100 Installation Introductiongerente soportec100% (1)
- The Prieska Experience - Flotation Developments in Copper-Zinc SeparationDocumento9 pagineThe Prieska Experience - Flotation Developments in Copper-Zinc Separationmushava nyokaNessuna valutazione finora
- Response of First OrderDocumento4 pagineResponse of First Order阿尔坎塔拉约翰·肯尼斯Nessuna valutazione finora
- Sulzer CPT ANSIDocumento14 pagineSulzer CPT ANSIahmed elhamy mohamedNessuna valutazione finora
- Ozone BleachDocumento6 pagineOzone BleachAmr Muhammed AmerNessuna valutazione finora
- Energy Balances On A Nonreactive Systems: Chapter 8, FelderDocumento76 pagineEnergy Balances On A Nonreactive Systems: Chapter 8, Feldermuhammad izzulNessuna valutazione finora
- Dichta V-RingsDocumento13 pagineDichta V-RingsEmmanuel Quequesana VílchezNessuna valutazione finora
- Physics Quiz BeeDocumento22 paginePhysics Quiz BeeGeorge Isaac McQuiles100% (1)
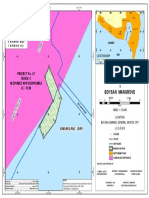
- 37 Boysan - Bawing - Mangrove PDFDocumento1 pagina37 Boysan - Bawing - Mangrove PDFCirilo Jr. LagnasonNessuna valutazione finora
- WTA 11.9-S-SE DN15-125 NewDocumento2 pagineWTA 11.9-S-SE DN15-125 NewShah Rizal AbidNessuna valutazione finora
- S.2 Holiday PackageDocumento7 pagineS.2 Holiday PackageSn PereNessuna valutazione finora
- SoW Physics Fast TrackDocumento8 pagineSoW Physics Fast TrackAdam TanNessuna valutazione finora
- ANSWER MPSM Johor Kimia Kertas 3 Set 2 2018 PDFDocumento8 pagineANSWER MPSM Johor Kimia Kertas 3 Set 2 2018 PDFSiti Hajar Abd HamidNessuna valutazione finora
- Amenmend To EU 10-2011 PDFDocumento136 pagineAmenmend To EU 10-2011 PDFNguyễn Tiến DũngNessuna valutazione finora
- Unit1 Mod 3 Group IV ElementsDocumento9 pagineUnit1 Mod 3 Group IV ElementsNkemzi Elias NzetengenleNessuna valutazione finora
- Tutorial - 4 and Solution Feb 2 2017 FinalDocumento2 pagineTutorial - 4 and Solution Feb 2 2017 FinalRounak MajumdarNessuna valutazione finora