Potrebbero piacerti anche
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Safety and Security of Women, How?Documento3 pagineSafety and Security of Women, How?Babu AravindNessuna valutazione finora
- Pure Math 30 - Combinatorics Lesson 4Documento9 paginePure Math 30 - Combinatorics Lesson 4Babu AravindNessuna valutazione finora
- Insunews: Insurance Institute of IndiaDocumento6 pagineInsunews: Insurance Institute of IndiaBabu AravindNessuna valutazione finora
- A Comparative Analysis On Qos Multicast Routing Protocols in ManetsDocumento5 pagineA Comparative Analysis On Qos Multicast Routing Protocols in ManetsBabu AravindNessuna valutazione finora
- Turbine Supervisory GuideDocumento2 pagineTurbine Supervisory GuideBabu AravindNessuna valutazione finora
- Labview DSC Module Labview DSC Module: JJ - Arumugam C & I LabDocumento5 pagineLabview DSC Module Labview DSC Module: JJ - Arumugam C & I LabBabu AravindNessuna valutazione finora
- Sample Process Application: 2. Adjusting The Sludge's PH To Neutralize Any Acid or AlkaliDocumento2 pagineSample Process Application: 2. Adjusting The Sludge's PH To Neutralize Any Acid or AlkaliBabu AravindNessuna valutazione finora
- 220v DC SystemDocumento16 pagine220v DC SystemsanjeevchhabraNessuna valutazione finora
- Complete Winners List of 61st National Film AwardsDocumento2 pagineComplete Winners List of 61st National Film AwardsBabu AravindNessuna valutazione finora
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Universal Beams PDFDocumento2 pagineUniversal Beams PDFArjun S SanakanNessuna valutazione finora
- Unit I Lesson Ii Roles of A TeacherDocumento7 pagineUnit I Lesson Ii Roles of A TeacherEvergreens SalongaNessuna valutazione finora
- SPOUSES DAVID B. CARPO & and RECHILDA S. CARPO V. ELEANOR CHUA and ELMA DY NGDocumento3 pagineSPOUSES DAVID B. CARPO & and RECHILDA S. CARPO V. ELEANOR CHUA and ELMA DY NGRengie GaloNessuna valutazione finora
- Final ME Paper I IES 2010Documento18 pagineFinal ME Paper I IES 2010pajadhavNessuna valutazione finora
- Important Dates (PG Students View) Semester 1, 2022-2023 - All Campus (As of 2 October 2022)Documento4 pagineImportant Dates (PG Students View) Semester 1, 2022-2023 - All Campus (As of 2 October 2022)AFHAM JAUHARI BIN ALDI (MITI)Nessuna valutazione finora
- FairyDocumento1 paginaFairyprojekti.jasminNessuna valutazione finora
- Fadm Project 5 ReportDocumento4 pagineFadm Project 5 ReportVimal AgrawalNessuna valutazione finora
- Philippine Forest Facts and Figures PDFDocumento34 paginePhilippine Forest Facts and Figures PDFPamela L. FallerNessuna valutazione finora
- 8 e Daft Chapter 01Documento29 pagine8 e Daft Chapter 01GabNessuna valutazione finora
- Attachment I - Instructions To Bidders - EEPNL EEPN (OE) L QA QC PDFDocumento24 pagineAttachment I - Instructions To Bidders - EEPNL EEPN (OE) L QA QC PDFMathias OnosemuodeNessuna valutazione finora
- Reflection of The Movie Informant - RevisedDocumento3 pagineReflection of The Movie Informant - RevisedBhavika BhatiaNessuna valutazione finora
- 5.1 - FMCSDocumento19 pagine5.1 - FMCSJon100% (1)
- Dump Truck TBTDocumento1 paginaDump Truck TBTLiaquat MuhammadNessuna valutazione finora
- Bare Copper & Earthing Accessories SpecificationDocumento14 pagineBare Copper & Earthing Accessories SpecificationJayantha SampathNessuna valutazione finora
- Final ReportDocumento6 pagineFinal ReportBrian Rey L. AbingNessuna valutazione finora
- Java Programming Unit5 Notes PDFDocumento110 pagineJava Programming Unit5 Notes PDFVishnu VardhanNessuna valutazione finora
- Lampiran Surat 739Documento1 paginaLampiran Surat 739Rap IndoNessuna valutazione finora
- Moon Chae-Won - AsianWiki - 1606832167285Documento6 pagineMoon Chae-Won - AsianWiki - 1606832167285CESHNessuna valutazione finora
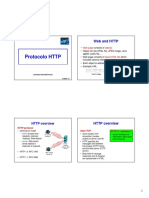
- HTTP ProtocolDocumento16 pagineHTTP ProtocolHao NguyenNessuna valutazione finora
- Nyush Ds Cs Capstone Outline TemplateDocumento2 pagineNyush Ds Cs Capstone Outline TemplateFresh Prince Of NigeriaNessuna valutazione finora
- Project Report On Design of Road IntersectionDocumento15 pagineProject Report On Design of Road IntersectionJohn MalkinNessuna valutazione finora
- Pat Lintas Minat Bahasa Inggris Kelas XDocumento16 paginePat Lintas Minat Bahasa Inggris Kelas XEka MurniatiNessuna valutazione finora
- Magnetic Properties of MaterialsDocumento10 pagineMagnetic Properties of MaterialsNoviNessuna valutazione finora
- Trabajo Final CERVEZA OLMECADocumento46 pagineTrabajo Final CERVEZA OLMECAramon nemeNessuna valutazione finora
- Elo BLP Neutral en Web.5573Documento8 pagineElo BLP Neutral en Web.5573Ichsanul AnamNessuna valutazione finora
- Feasibility Report, Modhumoti, Rev. - April-.2015-1Documento19 pagineFeasibility Report, Modhumoti, Rev. - April-.2015-1Jahangir RaselNessuna valutazione finora
- Lesson 1 - Basic Concept of DesignDocumento32 pagineLesson 1 - Basic Concept of DesignSithara BandaraNessuna valutazione finora
- Microeconomics Theory and Applications 12th Edition Browning Solutions ManualDocumento5 pagineMicroeconomics Theory and Applications 12th Edition Browning Solutions Manualhauesperanzad0ybz100% (26)
- CollectionsDocumento42 pagineCollectionsNaveen KumarNessuna valutazione finora
- For Visual Studio User'S Manual: Motoplus SDKDocumento85 pagineFor Visual Studio User'S Manual: Motoplus SDKMihail AvramovNessuna valutazione finora