Potrebbero piacerti anche
- Ejector PDFDocumento5 pagineEjector PDFVirendra KumarNessuna valutazione finora
- Graham-Air Ejector Cheaper Than Steam PDFDocumento5 pagineGraham-Air Ejector Cheaper Than Steam PDFJungmuk LeeNessuna valutazione finora
- Can Air-Operated Ejectors Solve Your Problem?Documento4 pagineCan Air-Operated Ejectors Solve Your Problem?jungmukNessuna valutazione finora
- Condenser Backpressure Vacuum System SizingDocumento3 pagineCondenser Backpressure Vacuum System Sizinghappale2002Nessuna valutazione finora
- Ejectors Give Any Suction PressureDocumento7 pagineEjectors Give Any Suction Pressurehappale2002Nessuna valutazione finora
- 5.1. Air Preparation: Chapter 5: Pneumatic SystemsDocumento36 pagine5.1. Air Preparation: Chapter 5: Pneumatic SystemsSiraj BusseNessuna valutazione finora
- Engineering Letter: FansandblowersforcombustionprocessDocumento4 pagineEngineering Letter: Fansandblowersforcombustionprocessnedduc20Nessuna valutazione finora
- 1985 - Kirsch - Characteristics and Applications ofDocumento2 pagine1985 - Kirsch - Characteristics and Applications ofrezarossNessuna valutazione finora
- Condenser Backpressure High PDFDocumento3 pagineCondenser Backpressure High PDFYulianto KartonoNessuna valutazione finora
- Condenser Vacuum Article From Power MagazineDocumento7 pagineCondenser Vacuum Article From Power MagazineUdhayakumar VenkataramanNessuna valutazione finora
- Design of Vacuum Systems For Crude Oil Vacuum Tower DistillationDocumento5 pagineDesign of Vacuum Systems For Crude Oil Vacuum Tower DistillationnasirmuzaffarNessuna valutazione finora
- Air SystemDocumento22 pagineAir Systemabhi_mohit2005100% (1)
- LMW Lakshmi Latest Machines: Pneumatic Air CompressorDocumento8 pagineLMW Lakshmi Latest Machines: Pneumatic Air CompressorMuhammad JunaidNessuna valutazione finora
- Two-Stage Air CompressorDocumento31 pagineTwo-Stage Air CompressorEjad Afifi33% (3)
- Course Number: Me 433 Fluidics: Pneumatic System & CircuitDocumento16 pagineCourse Number: Me 433 Fluidics: Pneumatic System & CircuitM RazzaqueNessuna valutazione finora
- Air CompDocumento15 pagineAir ComppaviliondmNessuna valutazione finora
- Compressed Air Supply: Training NotesDocumento22 pagineCompressed Air Supply: Training NotesardianalimNessuna valutazione finora
- Gas Turbines Finilized SummaryDocumento10 pagineGas Turbines Finilized SummaryKrishna Gummadi100% (1)
- Improved Steam Condenser Gas Removal SystemDocumento7 pagineImproved Steam Condenser Gas Removal Systemtfernandes.x18Nessuna valutazione finora
- Mine VentilationDocumento3 pagineMine VentilationAbl EdwrNessuna valutazione finora
- Boiler Soot-Blowing in Power Plants - Compressed Air Best PracticesDocumento8 pagineBoiler Soot-Blowing in Power Plants - Compressed Air Best PracticesRoland NicolasNessuna valutazione finora
- Engineering Encyclopedia: Saudi Aramco Desktop StandardsDocumento12 pagineEngineering Encyclopedia: Saudi Aramco Desktop StandardsFA Ay100% (1)
- Ngineering ATA: Temperature & Altitude Effects On FansDocumento3 pagineNgineering ATA: Temperature & Altitude Effects On FansMohamed TahounNessuna valutazione finora
- All You Need To Know About FansDocumento10 pagineAll You Need To Know About FansgertibajNessuna valutazione finora
- AIR Dryers: This 15-1 in 14.7 1,000 BeDocumento10 pagineAIR Dryers: This 15-1 in 14.7 1,000 BeAlex UliniciNessuna valutazione finora
- Centrifugal Air Compressor BasicsDocumento7 pagineCentrifugal Air Compressor BasicsCésarNessuna valutazione finora
- Compressed Air Energy Efficiency PDFDocumento95 pagineCompressed Air Energy Efficiency PDFYASSERHENDY80100% (2)
- Air Movers For Dilute-Phase Pneumatic Conveying PDFDocumento7 pagineAir Movers For Dilute-Phase Pneumatic Conveying PDFBramJanssen76Nessuna valutazione finora
- Mr. Dinesh Sharma Mr. Hansraj Prajapati Neetu Verma Tarachand Yadav Yogesh Kumar Vikram SinghDocumento7 pagineMr. Dinesh Sharma Mr. Hansraj Prajapati Neetu Verma Tarachand Yadav Yogesh Kumar Vikram SinghAnkush KhokharNessuna valutazione finora
- Steam Jet Ejectors in Pilot and Production PlantsDocumento5 pagineSteam Jet Ejectors in Pilot and Production PlantsPrabhakar KattulaNessuna valutazione finora
- Raught Ystem:, Associate Professor, Mechanical Engineering Department LBRCE, MylavaramDocumento26 pagineRaught Ystem:, Associate Professor, Mechanical Engineering Department LBRCE, MylavaramdhanarajuNessuna valutazione finora
- Air CompressorDocumento31 pagineAir CompressorEr Bali Pandhare33% (3)
- Compressed Air BasicsDocumento18 pagineCompressed Air Basicsmusa100% (1)
- Propulsion 1 Part ADocumento6 paginePropulsion 1 Part Asubha_aeroNessuna valutazione finora
- Fan Selection For Poultry HousingDocumento4 pagineFan Selection For Poultry HousingImran YasinNessuna valutazione finora
- Piston Air Compressor FunctionalityDocumento4 paginePiston Air Compressor FunctionalityRadhe kumawatNessuna valutazione finora
- What Is An Ejector Types Parts Datasheet and Working Principle of Ejectors PDFDocumento9 pagineWhat Is An Ejector Types Parts Datasheet and Working Principle of Ejectors PDFSharad IvneNessuna valutazione finora
- Compressor Air Intake Quality ImportanceDocumento12 pagineCompressor Air Intake Quality Importanceanup_nairNessuna valutazione finora
- HEI Tech Sheet 110Documento15 pagineHEI Tech Sheet 110Suganya LokeshNessuna valutazione finora
- Vacuum Systems: Reprinted With Permission From Ryans and Bays (2001)Documento3 pagineVacuum Systems: Reprinted With Permission From Ryans and Bays (2001)ethanchiaaNessuna valutazione finora
- Compressors and Compressed Air Systems R1Documento98 pagineCompressors and Compressed Air Systems R1Duy Hiệp NguyễnNessuna valutazione finora
- Minimizing Fan Energy CostsDocumento9 pagineMinimizing Fan Energy Costsmemep1Nessuna valutazione finora
- Design Criteria and Performance of An Advanced Reciprocating CompDocumento9 pagineDesign Criteria and Performance of An Advanced Reciprocating CompEstebanGiraldoNessuna valutazione finora
- Compressor NotesDocumento4 pagineCompressor NotesMuhammad Shahir100% (1)
- Aircraft Air Conditioning & PressurisationDocumento34 pagineAircraft Air Conditioning & Pressurisationronasso7Nessuna valutazione finora
- Chapter 1 - FullDocumento60 pagineChapter 1 - FullMohamad Zulamirulfaha100% (1)
- Combustion Chamber DesignDocumento19 pagineCombustion Chamber DesignPRAVEENNessuna valutazione finora
- Fans and Blowers: Learning OutcomesDocumento17 pagineFans and Blowers: Learning OutcomesRyan CalicaNessuna valutazione finora
- SJV Selection EjectorsDocumento9 pagineSJV Selection Ejectorskumarvns111Nessuna valutazione finora
- Air CompressorDocumento23 pagineAir CompressorsaadNessuna valutazione finora
- SJV Selection Ejectors PDFDocumento9 pagineSJV Selection Ejectors PDFShiva Balan100% (1)
- Air Ejector Selection PDFDocumento9 pagineAir Ejector Selection PDFmyungkwan haNessuna valutazione finora
- Selection of Air Ejectors: Part I. Basic Design, Operating Information, and Operation Limitations of Air EjectorsDocumento9 pagineSelection of Air Ejectors: Part I. Basic Design, Operating Information, and Operation Limitations of Air Ejectorsmyungkwan haNessuna valutazione finora
- The Handbook of Heating, Ventilation and Air Conditioning (HVAC) for Design and ImplementationDa EverandThe Handbook of Heating, Ventilation and Air Conditioning (HVAC) for Design and ImplementationValutazione: 1 su 5 stelle1/5 (1)
- Temperature and Humidity Independent Control (THIC) of Air-conditioning SystemDa EverandTemperature and Humidity Independent Control (THIC) of Air-conditioning SystemNessuna valutazione finora
- Marvel Carbureter and Heat Control As Used on Series 691 Nash Sixes Booklet SDa EverandMarvel Carbureter and Heat Control As Used on Series 691 Nash Sixes Booklet SNessuna valutazione finora
- EN36 Case Hardening Steel: Shipping PolicyDocumento2 pagineEN36 Case Hardening Steel: Shipping PolicyMohit YadavNessuna valutazione finora
- Flextronics Case AnalysisDocumento31 pagineFlextronics Case AnalysisGauthamJayanNessuna valutazione finora
- REC 47 pdf193Documento63 pagineREC 47 pdf193szafakNessuna valutazione finora
- Biomedical Waste Rule 2016 ReviewDocumento5 pagineBiomedical Waste Rule 2016 ReviewRakesh VermaNessuna valutazione finora
- Preparation and CharacterizationDocumento6 paginePreparation and CharacterizationSAI ASSOCIATENessuna valutazione finora
- 200clc, 230clc, and 270clc Repair Tm1931Documento408 pagine200clc, 230clc, and 270clc Repair Tm1931Rogelio Hernandez Garcia89% (18)
- Project TitleDocumento2 pagineProject TitleDENNIS RAMIREZNessuna valutazione finora
- Sample Problem #22Documento8 pagineSample Problem #22Dozdi0% (1)
- Makita Accessories Catalogue 2022 23Documento234 pagineMakita Accessories Catalogue 2022 23Hadi Santoso100% (1)
- Spent Caustic Treatment Options-Saudi AramcoDocumento20 pagineSpent Caustic Treatment Options-Saudi Aramcoonizuka-t22630% (1)
- NBK TA Brochure 2016-EmailDocumento11 pagineNBK TA Brochure 2016-EmailPietrus NimbusNessuna valutazione finora
- Effects of Alloying Elements On SteelDocumento2 pagineEffects of Alloying Elements On SteelKISHORNessuna valutazione finora
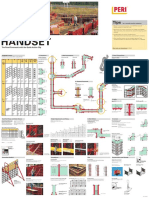
- HANDSET - Poster Idioma InglesDocumento3 pagineHANDSET - Poster Idioma InglesJuan Francisco Mora ZeladaNessuna valutazione finora
- Erico Facility Electrical ProtectionDocumento64 pagineErico Facility Electrical Protectionnicky_balanNessuna valutazione finora
- Fluids and LubricantsDocumento2 pagineFluids and LubricantsHeywood JablowmeNessuna valutazione finora
- Fabric Inspection Under 4Documento5 pagineFabric Inspection Under 4texcons677150% (2)
- Arvedi Brief Presentation Modernisation ProgrammeDocumento30 pagineArvedi Brief Presentation Modernisation ProgrammeKetnipha SukwannawitNessuna valutazione finora
- Sulzer OHH OHHL FeaturesDocumento6 pagineSulzer OHH OHHL FeaturesScott TorgussonNessuna valutazione finora
- Typical Exchanger & Reboiler Piping-BNDocumento12 pagineTypical Exchanger & Reboiler Piping-BNManan100% (2)
- Coupling Inspection SOP GSE FinalDocumento11 pagineCoupling Inspection SOP GSE FinalPravin Kangne100% (1)
- Xfmea MfmeaDocumento6 pagineXfmea Mfmeabojanmarkovic88Nessuna valutazione finora
- RF Series-Catalog 3800 - SectionADocumento3 pagineRF Series-Catalog 3800 - SectionAStefan DinuNessuna valutazione finora
- TSP 23 No 1Documento44 pagineTSP 23 No 1Primitivo GonzálezNessuna valutazione finora
- L&T Pipeline Ball Valves PDFDocumento19 pagineL&T Pipeline Ball Valves PDFSanjeev KachharaNessuna valutazione finora
- General Motion Control: A Complete Range of Motion Products For Efficient Machine AutomationDocumento47 pagineGeneral Motion Control: A Complete Range of Motion Products For Efficient Machine AutomationDan PopescuNessuna valutazione finora
- Astm F 1980-2Documento6 pagineAstm F 1980-2Gabriel BiancoNessuna valutazione finora
- BOQ KosongDocumento6 pagineBOQ Kosongkhairil mohdNessuna valutazione finora
- USM AME Advance Manufacturing EngineeringDocumento16 pagineUSM AME Advance Manufacturing EngineeringRajesh RajendranNessuna valutazione finora
- SMAC LCR16 Linear Rotary Actuator BrochureDocumento2 pagineSMAC LCR16 Linear Rotary Actuator BrochureElectromateNessuna valutazione finora