Documenti di Didattica
Documenti di Professioni
Documenti di Cultura
Stora Enso's Guide to Paperboard Materials and Processes
Caricato da
pakzeeshan1Titolo originale
Copyright
Formati disponibili
Condividi questo documento
Condividi o incorpora il documento
Hai trovato utile questo documento?
Questo contenuto è inappropriato?
Segnala questo documentoCopyright:
Formati disponibili
Stora Enso's Guide to Paperboard Materials and Processes
Caricato da
pakzeeshan1Copyright:
Formati disponibili
Guide
Paperboard
Paperboard Guide
Contents 2
Introduction 3
1. Information about Stora Enso and
Consumer Boards 4
1.1 Stora Enso in brief 5
1.2 Stora Enso Consumer Boards 6
1.3 Sustainability in packaging 7
2. Paperboard making and
paperboard grades 8
2.1 Paperboard making 9
2.2 Paperboard grades 11
3. Barrier coating 15
4. Paperboard handling
recommendations 18
5. Printing methods 19
5.1 Offset printing 21
5.2 Gravure printing 22
5.3 Flexo printing 23
5.4 Inks 24
5.5 Digital printing 25
5.6 Practical printing instructions 26
6. Converting and Finishing 28
6.1 Varnishing 29
6.2 Embossing 31
6.3 Hot-foil stamping 31
6.4 Die-cutting and creasing 32
6.5 Glueing 34
6.6 Lamination 35
7. End uses 36
7.1 Graphical 39
7.2 Beverage and multipack 40
7.3 Chocolate and confectionery 41
7.4 Cigarette 42
7.5 Cosmetics and luxury 43
7.6 Detergents and household 44
7.7 Food 45
7.8 Pharmaceutical 46
7.9 Food Service 47
7.10 Liquid 47
8. Stora Enso Consumer Boards production
and service facilities 48
8.1 Paperboard mills 49
8.2 Extrusion coating plants 51
8.3 Partner services 52
9. Testing methods 53
10. Glossary 57
Contents
3 Paperboard Guide
Creating innovative packages and bril-
liant graphical products from advanced
paperboard materials is both a science
and an art. As a rule of thumb, the sky
is the limit as to the implementation of
artistic designs or demanding print-
ing and nishing effects. However, the
more we know about the behaviour of
paperboard in various rening processes
and individual end use environments,
the better the result.
This Paperboard Guide has been
compiled to that very end to serve
our partners and their customers with
accurate information that helps make
excellence out of the ordinary.
As is characteristic of educational
material, a lot of the subject matter
deals with concepts, denitions, ab-
breviations and principles. In addition
to explaining the basic vocabulary, the
Guide presents an overall picture of the
paper-board world and claries some of
the key issues related to it.
Introduction
Welcome to the enchanting world of paperboard.
Pasi Ahokas
VP, Graphical Boards
<< Contents
Information
and Consumer Boards
about Stora Enso
Stora Enso Consumer Boards 4 << Contents
Stora Ensos sales totalled EUR 13.2 billion in 2005.
The Group has some 46 000 employees in more than
40 countries on ve continents. Stora Enso has an annual
production capacity of 16.9 million tonnes of paper
and board and 7.7 million cubic metres of sawn wood
products, including 3.3 million cubic metres of value-
added products. Stora Ensos shares are listed in Helsinki,
Stockholm, and New York.
Stora Enso serves its mainly business-to-business custom-
ers through its own global sales and marketing network.
A global presence provides local customer service.
Customers include publishers, printing houses, and mer-
chants, as well as the packaging, joinery, and construc-
tion industries and are mainly concentrated in Europe,
North America, and Asia. As Stora Enso moves into the
future, the Group is focusing on expanding its opera-
tions in new growth markets in China, South America,
and Russia.
The Group has production facilities in Europe,
North and South America, and Asia. Modern produc-
tion capacity, combined with efcient raw material and
energy sourcing and efcient processes, ensure excellent
continuity of production.
Stora Enso is committed to sustainability economic,
environmental, and social responsibility underpins our
thinking and our approach to every aspect of doing busi-
ness. The Group builds accountability into its operations
by being transparent and engaging in open dialogue
with its stakeholders. Group-wide targets and clear
governance are used to monitor and measure how well
Stora Enso performs in terms of sustainability.
1.1 Stora Enso in brief
Information
and Consumer Boards
about Stora Enso
Stora Enso is an integrated paper,
packaging, and forest products company,
producing publication and ne paper,
packaging board, and wood products
all areas in which the Group is a global
market leader.
5 Stora Enso in Brief
committed to
sustainability
<< Contents
1.2 Stora Enso Consumer Boards
providing packaging solutions worldwide
Fibre-based materials enjoy a strong and well-deserved
status in the packaging world. Paperboard is smooth
and strong, light and bright, versatile and cost-effective.
A generous printing surface and superb print quality
makes paperboard cartons ideal information carriers and
brand builders. Reliability in high-speed lling lines saves
money and minimizes production downtime. Renew-
able bres also make a particularly well-founded choice
environmentally.
The ultimate challenge, however, lies in using the full
potential of the material intelligently and innovatively
to create solutions and concepts that will have a com-
petitive edge in product protection, material savings,
production and logistics costs, trade preference, con-
sumer acceptance, shelf presence or recycling efciency.
Such solutions do not materialize out of thin air. They
stem from active interaction with the whole packaging
community. And that is where the offering of Stora Enso
Consumer Boards really comes into its own.
We produce a wide selection of paperboards in every
category and provide the largest variety of polymer coat-
ings. We have strong and modern pulp and board mills
that, together with our sales staff and ServiceCentre fa-
cilities, ensure consistent quality, fast service and reliable
deliveries. But even more than that, we are committed
to vertical innovation in the way we cooperate with our
partners across the board to promote the efciency and
sustainability of bre-based packaging.
Information
and Consumer Boards
about Stora Enso
Li qui d Fresh Liquid Ambient
Stora Enso Consumer Boards 6
Stora Enso Consumer Boards
<< Contents
Information
and Consumer Boards
about Stora Enso
1.3 Sustainability in packaging
Sustainable development in packaging means solutions
that satisfy present needs in an optimal way without
compromising the ability of future generations to meet
their own needs. Fibre-based boards provide a powerful
means of achieving those goals throughout the pack-
ages life-cycle. Here are some of the basic issues:
Wood, a renewable and recyclable resource, is the main
raw material in our packaging boards. We apply the prin-
ciples of environmental and social responsibility for wood
procurement and sustainable forest management.
Paperboard is produced at an integrated mill, using
mainly renewable energy derived from the wood in the
pulping process.
Versatile and light paperboard packages prevent product
loss by effectively protecting packed materials against
physical damage, contamination and light. Product in-
formation can be printed directly onto the surface of the
paperboard, so no extra labels are needed.
Space-saving designs are particularly economical in
transportation. Efcient logistics reduce fuel consump-
tion and emissions to the atmosphere.
Paperboard packaging is a valuable resource in itself,
with many potential uses. Packaging boards are made
from bres with good strength properties and can be
recycled for a number of paper and paperboard grades.
In the case of polymer-coated boards, the plastic fraction
can be used for energy production, replacing fossil fuels,
or can be recycled when appropriate.
For a more detailed presentation of sustainability in pack-
aging, view the multimedia.
7 Sustainability in Packaging
<< Contents
Paperboard
paperboard grades
making and
Paperboard making and paperboard grades 8 << Contents
Paperboard
paperboard grades
making and
2.1 Paperboard Making
The basic principles of paper and paperboard making
have not changed for more than two thousand years.
Fibres gained from timber are evenly distributed in
water. Multiple layers of furnish are applied, one after the
other, on a wire. The water is drained from the pulp and
the layers are formed into a strong bre mat. A smooth
surface is achieved by coating and calendering. The
excellent quality of Stora Enso paperboards is the result
of advanced technology and the use of high-quality raw
materials.
Raw Materials used for Paperboard Production
Chemical Pulp
Wood chips are cooked with appropri-
ate chemicals in an aqueous solution
at high temperature and pressure. The
objective is to dissolve the lignin and
separate the bres intact. The pulp can
be used unbleached or bleached to the
brightness needed.
Hardwood
Pulp made of deciduous broad-leaved
trees such as birch, oak, beech, aspen or
eucalyptus. Characteristic are the short
bres.
Softwood
Pulp produced of
pine, spruce, or
other conifers. The
bres are long.
Water
means of trans-
port and solvent.
Pigments
Natural coating pigments and
llers. Ground Calsium Carbonate
(GCC) and Kaolin Clay.
Latex
Water dispersion of organic binder
for the coating pigment.
Components Coating Colour
rheology modiers
Sizing Agents
such as natural resin or synthetic
sizes are added to increase strength
and decrease absorbance.
Wet-end Additives
and Retention Aid
e.g. starch and aluminium sulphate.
Secondary bres
are gained from sorted
recovered paper or
board by purifying and
sometimes deinking and
bleaching.
CTMP (Chemi Thermo
Mechanical Pulp)
Wood chips are impregnated
with appropriate chemicals and
heated before separating the
bres by a mechanical rening
process. The pulp is bleached
and washed in several steps.
Groundwood
Logs of debarked softwood
are pressed against a rotating
grinding stone while water is
added in order to separate the
bres.
Mechanical Pulp
9 Paperboard making and paperboard grades
<< Contents
Paperboard
paperboard grades
making and
Paperboard Production
The picture below illustrates one typical example of
paperboard machine lay-out.
Wire Section Press Section Pre-Drying Section
Wire Section: The web is formed in the wire section by pumping
a mixture of water and pulp from the headboxes onto the wire. The
water content is over 99%, which is why this part of a paperboard
machine is also known as the wet end. The water is drained off and
the bres bond together. The individual layers of bre are couched.
An even bre formation is vital to ensure optimum strength, surface
smoothness and uniformity. After the wire section water content is
80%.
Press Section: In the press section, water is removed from the wet
web by mechanical compression in the nips formed by two rolls. The
removed water is received by a felt. After press section water content
is approximately 60%.
Pre-Drying Section: The paperboard web is further dried by a series
of steam-heated drying cylinders.
Pre-Drying Section
Glazing Cylinder
Post-Drying Section 1 Coating Section
Post-Drying Section 2
Shoe Calender
Glazing Cylinder: The top side of the web can be smoothed by
contact with a Yankee cylinder having a highly polished surface or
with so called shoe calender. Not every paperboard machine has
these options.
Post-Drying Section 1 and 2: Additional reduction of moisture
content.
Coating Section: Depending on the quality required, the web can
be coated with one, two or three coating stations per side.
Reeler Section
Winding Paperboard Reel
Gloss Calender
Calendering: The smoothing calender further regulates the surface
quality. Depending on the grade, the surface is additionally calend-
ered with the hot surface of the gloss calender.
Winding: The nished paperboard is wound up to a jumbo reel
which is then rewound into narrower reels and according to customer
requirements, either sent to customers in reels or cut into sheets.
Paperboard making and paperboard grades 10
Extrusion coating
For some end-uses paperboard can be extrusion coated.
Extrusion coating is a separate process after the paper-
board production. For more information on the barrier
coating options see chapter 3.0.
<< Contents
Paperboard
paperboard grades
making and
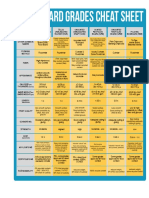
2.2 Paperboard Grades
A great variety of grades are commercially available and
the terms used to describe them vary from market to
market. Below the grade categories are based on bre
grades and production technology. Each grade may be
tailored for many end uses and for individual customer
needs.
Paper and paperboard are made with the same base
technology. Paper provides mainly the printing surface,
paperboard both printing surface, stiffness, strength and
other properties necessary in packaging and graphic end
uses. Usually basis weight, caliper and stiffness are higher
than those of paper and also most of the paperboard
grades are multiply products.
FBB (Folding Boxboard)
A layer or layers made of mechanical pulp is between
layers of chemical pulp. Mechanical pulp may be
stone-ground wood (GW), pressurized groundwood
(PGW), thermo mechanical pulp (TMP) or chemi-ther-
momechanical pulp (CTMP). The top layer is bleached
chemical pulp and the reverse layer can be bleached or
unbleached chemical pulp. The top and reverse side may
be coated with mineral or synthetic pigments.
SBS (Solid Bleached Sulphate)
Paperboard entirely made of bleached chemical pulp.
The top side and reverse may be coated with mineral or
synthetic pigments.
SUB (Solid Unbleached Board) / SUS (Solid Unbleached
Sulphate)
Paperboard made mainly of unbleached chemical pulp.
To achieve a white surface, it may be coated with miner-
al or synthetic pigments, sometimes in combination with
a layer of bleached bres under this layer. Some CTMP
or recycled bres may partly replace the unbleached
sulphate pulp.
Double / triple coating
Bleached chemical pulp
Bleached mechanical pulp
Bleached chemical pulp
(Coating)
Double / triple coating
Bleached chemical pulp
Bleached chemical pulp
Bleached chemical pulp
Single/double coating
Double / triple coating
Bleached or unbleached chemical pulp
Unbleached chemical pulp
(mixed with CTMP / recycled bres)
Unbleached chemical pulp
(mixed with CTMP / recycled bres)
(Coating)
11 Paperboard making and paperboard grades << Contents
Paperboard
paperboard grades
making and
Paperboard making and paperboard grades 12
WLC (White Lined Chipboard)
Multi-layer paperboard comprising at least one mid-
dle layer of mainly recovered bres. The top layer is
bleached virgin chemical pulp or white recovered pulps.
Between the top layer and the middle layer(s) there can
be a layer of chemical, mechanical or deinked recycled
bres. The reverse layer can be made from selected recy-
cled bres or bleached and / or unbleached virgin bres.
The top and reverse side may be coated with mineral or
synthetic pigments.
LPB (Liquid Packaging Board)
Liquid Packaging Boards (LPB) are used for the packag-
ing of liquid foods, such as milk or juice. The baseboard
may be either coated or uncoated FBB, SBS or SUB.
The paperboard is plastic coated often with PE (Poly-
ethylene), high-barrier - or foil-laminated for long-life
beverages.
Two-sided PE coating
PE Coating
Board
PE Coating
PE coating
Board
Barrier layer
PE coating
Double / triple coating
Bleached chemical pulp /
white recovered pulps
Recovered paper or
paperboard brown / grey
Bleached chemical pulp /
any of the pulps above
(Coating)
<< Contents
13 Paperboard making and paperboard grades
Denition (DIN 19303) Type Description Pulp Stock
uncoated coated
AZ SBS Cast-coated solid bleached board with white back Fully bleached chemical pulp
AC1 FBB Cast-coated folding boxboard with white back Chemical and mechanical pulp
AC 2 FBB Cast-coated folding boxboard with cream back Chemical and mechanical pulp
UZ GZ SBS Solid bleached board Fully bleached chemical pulp
GN1 SUS /SUB /CNK Solid unbleached board with white back Unbleached chemical pulp
GN4 SUS Solid unbleached board with brown back Unbleached chemical pulp
UC1 GC1 FBB Folding Boxboard with white back Chemical and mechanical pulp
UC2 GC2 FBB Folding Boxboard with cream back Chemical and mechanical pulp
UT1 GT1 WLC White lined chipboard with white back Secondary bres
UT2 GT2 WLC White lined chipboard with cream back Secondary bres
UT4 GT4 WLC White lined chipboard with brown back Secondary bres
UD1 GD1 WLC White lined chipboard high bulk 1,45 cm
3
/g Secondary bres
UD2 GD2 WLC White lined chipboard high bulk < 1,45 cm
3
/g, > 1,3 cm
3
/g Secondary bres
UD3 GD3 WLC White lined chipboard high bulk 1,3 cm
3
/g Secondary bres
Overview of Paperboard Nomenclature
According to DIN 19303, any paperboard can be
described by a combined code of two letters or two
letters and one gure.
The rst letter describes the type of surface treatment:
A = cast-coated
G = pigment-coated
U = uncoated
The second letter stands for the main furnish:
Z = bleached chemical pulp
N = unbleached chemical pulp
C = mechanical pulp
T = secondary-bre pulp with white,
cream or brown reverse
D = secondary-bre pulp with grey reverse
Except for the D grades the gure denes the colour
of the reverse side:
1 = white
2 = cream
3 = brown
For the D grades, the gure describes the bulk
of the paperboard:
1 = 1.45 cm
3
/g
2 = < 1.45 cm
3
/g, > 1.3 cm
3
/g
3 = 1.3 cm
3
/g
Paperboard
paperboard grades
making and
<< Contents
Barrier
Coating
Barrier Coating 14 << Contents
Barrier
Coating
3. Barrier Coating Optimal Packaging
Solutions using Barrier Coatings
Stora Ensos barrier coating range is the widest on the
market, offering solutions for practically all packaging
needs. The role of coating in the packaging boards is
to produce the desired barrier properties for the pack-
age, resulting in superior product quality and prolonged
shelf-life. Creative use of different coatings, together with
individual matching of the most suitable baseboards for
the purpose, optimizes package performance, ensures
high visual quality, saves materials, simplies converting
and packaging, and reduces waste.
Barrier coatings typically form a tight lm on the paper-
board in order to provide the desired barrier and other
functions. Generally, barrier coating in packaging boards
refers to the use of polymers as extremely thin layers on
the baseboard. These polymers give excellent product
protection properties plus substantial economical and
ecological benets. Polymer coatings produce effective
barriers for a wide variety of products, including perish-
able foodstuffs.
The main purpose of coating is to protect the product
from the undesirable effects of such factors as light, oxy-
gen, humidity, and microbes. Depending on the applica-
tion, coating functions also include improved grease-
proofness, heat resistance or peelability, or enhanced
printing and nishing properties.
Application of coating polymers
Extrusion is the most commonly used barrier coating
technology for polymers such as:
PE (polyethylene) , PP (polypropylene)
and other polyolens
EVOH (ethylene vinyl alcohol) and PA (polyamide)
as high-barrier multilayer coatings
special polymers such as PET (polyethylene tereph-
thalate) and PBT (polybutylene terephthalate).
Polymers can also be applied as water dispersions by
using traditional pigment coating methods. A new group
rapidly gaining ground consists of biopolymers tailored
for full biodegradability.
Structure of polymers e.g. polyethylene:
Polyolen coatings
Polyolen barriers such as PE-LD, PE-HD and PP polymers
give good humidity protection. For heat resistance, PP
coating is superior compared to the PE grades.
Typical uses: PE coated packages and cups for beverages,
frozen food, ice cream and yoghurt; PP coated packages,
trays and plates for prepared or semi-prepared foods
suitable for microwave heating; PE-HD coated packages
for moisture-sensitive dry foods.
15 Barrier Coating
<< Contents
Polyolen coatings:
High-barrier coatings
Patented Ensobarr high-barrier coatings consist of multi-
layer EVOH and/or PA polymer structures. They provide
excellent light, oxygen, humidity and aroma protection.
Ensobarr Silver grade has an additional silver-coloured
layer to provide maximum protection against light. The
high-barrier coated boards are also greaseproof.
Typical uses: various delicate foods, including chocolate,
cereals and dairy products; dry foods, such as candy,
savoury and processed snacks, coffee and tea, milk
and cocoa powders; liquid products such as juices, soft
drinks, green tea, water, soups and desserts, as well as
light-sensitive beverages such as wines and long shelf-life
juices; non-food products such as liquid detergents and
fabric softeners.
High-barrier coatings:
Special Polymer Coatings
Special coatings can perform both barrier and other
functions. Typical examples are PET coatings that provide
heat resistance together with excellent grease barrier fea-
tures and good WVTR (Water Vapour Transmission Rate)
properties. PBT polymers are similar to PET in their func-
tions, but enhanced with excellent release properties.
Typical uses: Oven-usable trays and reheatable product
packages, and non-stick trays for bakery products.
Special barrier coatings:
Biopolymer Coatings
Biodegradable coatings are tailor-made polymers provid-
ing humidity and oxygen barriers as well as sealability.
The coating can be composted into humus in organic
recycling.
Biopolymer coatings:
Barrier
Coating
Light
Oxygen
Humidity Heat,
peelability
Grease
3
2
1
0
Light
Oxygen
Humidity Heat,
peelability
Grease
3
2
1
0
Light
Oxygen
Humidity Heat,
peelability
Grease
3
2
1
0
Light
Oxygen
Humidity Heat,
peelability
Grease
3
2
1
0
Barrier Coating 16
Performance:
1. Moderate 2. Good 3. Excellent
<< Contents
Paperboard
Recommendations
Handling
Paperboard Handling Recommendations 17 << Contents
Paperboard
Recommendations
Handling
4. Paperboard Handling Recommendations
Due to their structure, all boards are living material. An
unwrapped sheet of paperboard reacts with the air very
quickly. Before printing, you must make sure that the
internal relative humidity and temperature of the sheets
are in balance with the conditions of the press room.
Large differences in these parameters can lead to prob-
lems such as curling of the sheets and slow ink drying.
Make sure that the paperboard is acclimatized to where
it is going to be printed. The necessary time for settling
can be found on our pallet labels.
Example: If the size (volume) of the pallet is 1 m
3
(1m x 1m x 1m) and the temperature difference be-
tween the pallet and the press room is 20C, the settling
time needs to be 46 hours in the press room.
For paperboard, the ideal humidity of both the ware-
house and the press room is 50-55% relative humidity
and the ideal temperature 20-23 C.
Increased relative humidity can cause drying and rub-
resistance problems in the printed surface. Another
possible reason for slow drying may be a shortage of the
oxygen that is needed for ink polymerization.
Remove the wrapping just before printing. This will
ensure even and smooth settling of the pallet. The wrap-
ping also protects the sheets from dirt and damage.
pallet m
3
Difference in temperature between the press room and pallet
5C 10C 15C 20C 25C 30
0.3 7 h 14 h 21 h 31 h 43 h 60 h
0.4 7 h 17 h 26 h 36 h 41 h 64 h
0.6 9 h 20 h 31 h 42 h 55 h 76 h
0.7 11 h 21 h 31 h 44 h 58 h 79 h
1 12 h 23 h 33 h 46 h 62 h 87 h
2 13 h 24 h 35 h 49 h 66 h 90 h
18 Paperboard Handling Recommendations
<< Contents
Printing
Methods
Printing Methods 19 << Contents
Printing
Methods
5. Printing Methods
The nal print quality is inuenced by many variables,
such as paperboard properties, printing press and proc-
ess parameters, and ink properties. For optimal results, it
is important to understand the interaction between vital
paperboard properties and the chosen printing process.
This chapter describes the most common printing meth-
ods, although the information below focuses mainly
on the sheet-fed offset process, which is the dominant
printing technique for paperboards. The information will
facilitate the processing of our paperboards and enhance
the quality of the print work. Moreover, these guidelines
may serve as a token of our ongoing endeavours to add
our manufacturing experience to the expertise of the
printing and converting industries.
20 Printing Methods << Contents
The dominant printing method is offset, which is divided
into three different processes:
sheet-fed (sheets) SFO for paper and paperboard
heatset web offset (reels) HSWO for paper and
low-grammage paperboard
coldset web offset (reels) CSWO for newsprint
Offset printing is based on physicochemical reactions
between the ink, fountain solution, printing plate and
blanket.
The printing plate is made of aluminium. The plate is
chemically treated so that image areas accept greasy ink
(oleophilic) and are water-repellent. The non-printing
areas are hydrophilic, meaning that they repel ink but
accept fountain solution.
The average thickness of the ink layer carried by the
plate is 2-3 m and that of the water layer 1-2 m.
The ink is transferred from the printing plate to the print-
ing blanket, then onto the surface of the paperboard.
The structure of the printing blanket is a texture of 2-4
layers covered with rubber layers. The blanket has differ-
ent hardness levels (70-85 ShoreD), the harder blankets
being more durable and meant for higher printing
speeds. By using a soft blanket, better contact with the
paperboard can be achieved. The blanket is not allowed
to react with ink solvents during the printing process.
The printing blanket transfers the printing image from
the printing plate to the surface of the printing material.
The offset inks are very tacky and require high surface
strength in the print material. The sheet-fed inks dry by
absorption and oxidation, heatset inks by evaporation
(aided by dryers). UV (Ultraviolet) offset inks need UV
light to dry by polymerization.
The inking unit transfers an even ink layer to the printing
plate, makes the ink uid and exible and keeps it at the
correct temperature.
The fountain solution forms a thin water layer on
non-printing areas of the printing plate. The pH, hard-
ness and conductivity are important properties for the
fountain solution. The pH should be between 4.8 and
5.3, hardness between 7 and 15 dH and conductivity
50-200 mS/m to achieve the best printing result.
Sheet-fed offset printing unit
Waterless offset (dry offset)
In waterless offset printing, no water is involved in the
printing process.
In the dry offset (waterless offset) process, more tacky
inks are used and special printing plates treated with
silicone are needed. The silicone material of the printing
plate has a very low surface energy and makes up the
non-printing area of the plate. This material will resist
the ink, provided the inks viscosity is such that it has a
greater afnity for itself than it does for the silicone.
5.1 Offset printing
Printing
Methods
- dots are uniformly covered with ink
- edges are ragged
Printing Methods 21
Impression cylinder/roller
Offset blanket cylinder
Paper
Lithoplate cylinder
Water rollers
Water
Ink rollers
<< Contents
- broken shape of dots
- missing dots
- donut shaped dots
Temperature control of printing inks is very important.
The temperature should be stable. The optimum tem-
perature range for dry offset inks is narrower than for
conventional offset inks. If the temperature is too low,
the viscosity of the ink increases, resulting in poor uid-
ity/rheology of the ink and inferior ink transfer. In printed
areas, this results in picking, ghosting, mottling (uneven-
ness), low printed gloss and problems resulting from
poor ink transfer. If the temperature is too high, the ink
viscosity decreases, causing some of the ink to be trans-
ferred to the unprinted areas of the printing plate, result-
ing in doubling problems (dye toning: weaker ghost dots
next to true dots whose position is out of register).
The operating temperature ranges for dry offset inks are
26-35C for black, 24-31C for cyan, 22-28C for ma-
genta and 20-29C for yellow. The exact temperatures
depend on the manufacturer of the ink and the ambient
conditions.
Waterless offset printing is environmentally friendlier
due to the absence of wastewater and residues from IPA
(isopropyl alcohol) or additives.
5.2 Gravure printing
Gravure is used for long print runs on paperboard, mag-
azine paper and plastic lms, and for security printing.
The printing ink is transferred from the printing cylinder
cells to the surface of the printing material.
Gravure printing
The metallic printing cylinder and soft rubber backing
roll form the printing nip. The pressure at the printing
nip is high to ensure optimal ink transfer.
The most important requirement for the print mate-
rial is smoothness to ensure good contact between the
paperboard, the ink and the printing cylinder. Because of
the high pressure at the printing nip, the compressibility
of the paperboard is also important.
The printing ink is solvent- or water-based with a very
low viscosity level. The inks dry by evaporation in the
drying unit.
Printing
Methods
Image elements are equally
spaced but differ in area and
volume (variable depth and
variable area)
Impression cylinder/roller
Blade
Ink fountain
Gravure
cylinder
Gravure cylinder
Impression cylinder/roller
22 Printing Methods
<< Contents
Printing
Methods
The printing ink is transferred by an anilox roll to the
printing plate. The surface of the anilox roll is full of
small, engraved cells and extra ink is wiped away by
using an oscillating doctor blade or a chamber doctor
blade.
The printing plate is made of photopolymer or rubber.
The uplifting parts of the printing plate transfer the ink
from the plate to the printing material.
The soft printing plate and hard steel backing roll form
the printing nip. The pressure at the printing nip should
be very light (kiss).
The exo inks are water- or solvent-based with a very
low viscosity level. UV inks can also be used.
Water- and solvent-based inks dry by evaporation in a
drying unit that normally follows each printing unit. UV
inks need UV light to dry by polymerization.
The surface energy plays an important role in exo
printing. The surface energy should increase in printing
order (lower for ink than for printing material) to ensure
optimal ink transfer and adhesion.
Flexo printing is mainly used for printing on exible
packaging, labels, paperboard and uting board,
plastic bags and newsprint.
- ink is pressed to edges
- shadow in the edge of text
Flexo printing
Impression cylinder (hard)
Printing plate (soft)
Elastic printing plate with
raised image elements
Printing substrate
Anilox
roller
Ink supply
(Chambered doctor
blade system)
Inked up image element
Cells of the anilox
roller lled with ink
5.3 Flexo printing
Printing Methods 23 << Contents
The main components in a printing ink are:
Pigment that creates the colour and colour
strength and gives the ink its optical properties
Binder that binds the pigments into the printing
material and affects ink drying and ink gloss
Solvent that adjusts ink viscosity and has an ef-
fect on ink setting and drying. The solvent dissolves
the binder
Additives (dryer, wax, antiskinning agent, anti-
foaming agent and surfactants/exo, gravure)
Sheet-fed offset inks dry by oxidation + absorption and
heatset offset inks dry by evaporation.
Offset UV inks dry by polymerization. The ink contains
photo initiators that absorb UV emission. The ink mono-
mer has to react with UV emission. Drying progresses
through the ink layer from top to bottom and is depend-
ent on ink layer thickness and ink type (dark or light ink
shade).
Offset UV inks are slightly tackier than the conventional
inks, which means that the paperboard needs a higher
degree of picking resistance. No odour or taint problems
normally occur with UV inks if the drying capacity and
time are optimal. The UV-printed surface is now ready
for further processing.
Flexo and gravure inks can be solvent- or water-based
and both inks dry by evaporation.
Metallic inks for offset
The amount of metal pigment in silver inks is 25-30%
and in gold metallic inks up to 50%. The metals used
in gold inks are copper and zinc. The gold colour shade
(copper red to greenish yellow) is dependent on the
proportions of copper and zinc. Aluminium is used in
silver inks.
The platy metal pigments are produced using the ball
mill process (gold and silver) or the foil process (silver).
The particle size of the metallic pigment is larger than
that of conventional ink pigments.
All metallic inks have good coverage. The metallic ink
dries through absorption and oxidation. The setting of
the ink does not differ from conventional inks. When
metallic inks are used, the fountain solution can be the
same kind as for conventional inks.
The adhesion of metallic inks to the printed base is
weaker due to the lower binder amount and higher pig-
ment amount in the ink. However, these are known facts
when using metallic inks, and any problems are caused
by the inks, not by the paperboard to be printed.
If the base board is very rough or has very high poros-
ity, it should be sealed before printing with metallic inks.
The technique known as underprinting can also be used.
Underprinting with yellow, red or orange ink can be
used under gold ink, and cyan ink under silver inks. The
shade of the ink will remain unchanged and the rub-off
resistance will be improved.
The best paperboard grade for metallic printing is pro-
duced in neutral or alkali processes to avoid ink shade
differences. Printing with metallic inks is best done in the
last printing unit.
The rub resistance of metallic inks is lower than with
conventional inks but can be improved by varnishing the
printed surface.
A typical procedure when using metallic
inks is as follows:
metallic ink + varnish
sealing of base board + metallic ink + varnish
(when the base board is very rough)
underprinting of base board + metallic ink +
varnish (shade of ink and rub-resistance
will be better)
The adhesion of varnish to the surface of the metallic ink
layer is poor, partly because the ink layer is slippery. The
metallic ink should not contain wax or at any rate as
little as possible. The ink layer should be thoroughly dry
before varnishing, to improve adhesion. The amount of
varnish used should also be as low as possible.
The best varnishing process for a metallic ink layer is:
metallic ink + water-based varnish + UV varnish.
5.4 Inks
Printing
Methods
24 Printing Methods << Contents
Printing
Methods
5.5 Digital Printing
Traditional and Digital Production Printing Technologies
Page description le
Ripping (Raster Image Processing)
Film processing
Plate making Plate/master manufacturing
Printing using a non-variable master
Offset, Gravure, Flexo
Electrophotography
Inkjet
Electrocoagulation
Ionography
Magnetography
Computer to lm Computer to plate/master Computer to plate
on press
Computer to press
Digital Printing
A digital printing system can be dened as a system that
prints images directly from ripped information without
a static master, so that every consecutive print can be
different. Until recently, electrophotography was the only
technology used in production-type colour digital print-
ing machines, but new solutions for production-speed
digital colour printing are being developed, based on
technologies such as ink-jet and electrocoagulation.
Digital printing is gradually entering the eld of con-
sumer goods packaging. Promising new technologies
are being discovered and existing technologies are being
rened. Here, two of the most common digital print-
ing methods are discussed briey and some comments
are given regarding the special requirements for each
method.
Electrophotography
Paperboard grades work satisfactorily in a variety of
sheet- or web-fed electrophotographic production ma-
chines. Either direct or indirect dry toner, or alternatively
indirect liquid toner, can be used. Machine suppliers in
the dry toner category are Punch Graphix (Xeikon), Xer-
ox (DocuColor, iGen3) and e.g. Kodak (NexPress), and in
the liquid toner category, Hewlett-Packard (Indigo).
In general, it can be said that paperboard runs better in
dry toner machines in which either indirect or single-step
direct toner transfer is used and the path for the board
inside the printing machine is as straight as possible.
Most production printing machines are included in this
category. More problems can arise with some home,
small ofce or network printers in which toner is trans-
ferred to the board in several separate steps and the path
for the board is not as straight. In this category, compat-
ibility should be evaluated in each separate case.
For the HP Indigo press (liquid toner), the board surface
needs to be treated with primer prior to printing.
The treatment can be applied with a exographic coat-
ing or printing unit or with an offset printing machine.
The primer solution should be used as received. The
treatment lasts for 2-3 months. Excessively high primer
concentrations reduce the durability and impair liquid
toner compatibility, which may cause yellowing.
Inkjet
Paperboards are highly suitable for printing with UV
inkjet inks and for one-colour inkjet printing (black). The
compatibility with other inkjet inks depends on the ink
composition and should be evaluated case by case.
Printing Methods 25
One classication of the traditional and digital production printing technologies.
<< Contents
5.6 Practical printing instructions
Printing
Methods
Choose the right ink
Choosing the right type of ink is important. The follow-
ing criteria must be taken into consideration:
desired print gloss
processing/converting of the product
drying time of the ink
desired scuff resistance
number of colour units
possibility of IR/UV drying
tack
special features required from the job
(odour/taint etc.)
subsequent UV varnishing
Certain properties of the ink depend on each other. The
most important of these are print gloss, setting speed,
scuff resistance and ageing in the press. These properties
are closely interrelated. For instance, if a high-gloss ink
is chosen, more time has to be reserved for drying. For
more detailed information, it is best to contact the ink
supplier.
Amount of fountain solution during printing
The entire offset process is based on the balance be-
tween ink and water. However, as much as 30% of the
fountain solution may emulsify into the ink in normal
printing circumstances.
There is no benet to using an excessive amount of foun-
tain solution in the press. It quickly affects the quality of
the end product, causing, for example, drying problems,
print gloss reduction and weaker colours. When the
amount of fountain solution is increased during print-
ing, it also increases the amount of water on the surface
of the paperboard, either in the ink or on the unprinted
areas. The correct fountain solution level exists on the
press when there is the minimum possible amount of
water on the plates to achieve an optimum printing
result (adequate ink lm) and when the fountain solu-
tion pH is correct, i.e. 4.8-5.3. Under these conditions,
the paperboard does not absorb an excess of fountain
solution, from either unprinted or printed surfaces.
Furthermore, this ensures quick ink drying, the desired
print gloss and the correct colour balance on the printed
surface.
Amount of ink
Ink density is one of the most important features meas-
ured from the printed surface. Remember that print
contrast is reduced if excessive ink is carried. Ink lm
thickness also has an inuence on the ink drying time
and on the risk of set-off. During printing, the contrast of
each colour should be maximized by attaining the opti-
mal density level. The smaller the amount of ink needed
to achieve maximum contrast, the ner the screen that
can be used in reproduction, resulting in the sharpest
possible image in the nal product.
Drying of the ink
Drying of standard sheetfed offset colours is affected
by a chemical reaction. If you want to speed up drying,
the printed sheets can be acclimatized by turning them,
either manually or using a pile turner.
The reason for a drying problem may be:
too high humidity in the press room
temperature changes in the press room
too short a settling time of pallets before printing
(the material is cold or moist)
unsuitable ink or ink series for the paperboard
being used
excessive amount of water or ink
fountain solution too acid
IR (infrared) dryer temperature too high
The drying of UV inks starts within a fraction of a second
due to polymerization. The sheets are ready for further
processing immediately after printing.
26 Printing Methods
<< Contents
Printing
Methods
Grain direction (Machine direction)
The direction in which most bers lay in a nished sheet
of paperboard is referred to as grain. Fibers ow parallel
to the direction in which the paperboard travels on the
board machine during manufacture.
The end use of the product must be taken into consider-
ation when choosing the grain direction. It is important
to know how the end product will be used and what
requirements are related to its function. For example, the
direction of a score or fold or the required sturdiness of
the end product should determine the grain direction
when the sheets are ordered.
Another important factor for choosing grain direction is
the printing press. Almost without exception, the run-
nability of the paperboard is better if printed with the
grain direction parallel to the cylinders. The paperboard
is more exible in the sharp curves of the press and
problems can be avoided even at high speeds. This fac-
tor becomes even more important when the grammage
of the paperboard is higher.
Moisture
Remember also that the moisture applied in the press
increases the dimensions of the sheet. Because of the
structure of the paperboard, the bres generally expand
more in diameter than in length. It is obvious that if the
grain direction of the sheet is the same as the direction
of print, a register problem can occur. The likelihood of
this problem occurring is greater if large formats are to
be printed with a very precise register. To avoid such
problems, the orientation of the sheet should be planned
by taking into consideration both the end product and
the printing press.
Printing Methods 27 << Contents
Converting
Converting and Finishing 28
and Finishing
<< Contents
6. Converting and Finishing
Paperboard packaging offers marketers and
their designers an incomparable creative
medium. This is important when it comes
to communication, positioning and branding.
A strong construction accepts attention-
grabbing embossing without cracks or breaks
and a polished nish melds with foils and
holograms for vibrancy and depth. The skillful
use of these printing enhancements in
paperboard design helps to attract consumers
and often adds value to the products.
6.1. Varnishing
Varnishing improves the visual appearance of the printed
surface. Varnishes may be matt or glossy. Spot-varnish-
ing can also be used to highlight certain areas and make
them more prominent.
The varnish should be resistant to mechanical rubbing
and solvents. A glossy varnish lowers the friction coef-
cient (COF) of the paperboard which should be high
enough in order to secure good runnability of the pa-
perboard in the following converting process. Normally
when having matt varnish the COF level is high.
The nal gloss level of the varnished surface is depen-
dent on paperboard properties, the thickness of the
varnish layer and the chemistry of the varnish used. If
the pores in the coating layer are small, the varnish has
difculty penetrating into the coating layer and tends to
remain on the surface.
If the surface is very rough, two varnish layers are
needed; the rst one closes the surface and the second
one smoothes out the roughness.
Solvents in the varnish should not react with the coating
binder or the ink binder, since such a reaction may result
in softening of the varnished layer.
Yellowing of the varnished layer can be prevented by
choosing the right binder system for the varnish. Varnish-
ing will improve the rub-resistance of the printed surface.
Varnishing can be carried out by using an ink unit (offset
varnish), online varnish unit (exo unit for water-based
varnish) or a separate varnish unit. Glueing should be
carried out on unvarnished areas.
On-line varnishing can be divided into
three main methods:
Offset varnish
composed like offset inks, but without pigment
1-2 g/m
2
as dry
approximately 75% solid content
chemical drying (oxidation)
Water-based varnish
approximately 40-50% solids acryl dispersion
2-5 g/m
2
as dry
physical drying (IR, air => evaporation +
penetration)
UV varnish
dries by UV radiation
3-8 g/m
2
as dry
virtually the entire coating substance polymerizes
into a solid lm
29 Converting and Finishing
Converting
and Finishing
<< Contents
The advantages and disadvantages of each method are as follows:
+ processed like ink,
+ easy to do spot varnishing,
+ good moisture protection
- slow drying,
- thin layer,
- risk of yellowing,
- requires powdering,
- low gloss,
- odour and taste problems may occur
Offset varnish
+ good gloss
+ very good abrasion resistance
+ fast drying
+ little or no set-off powder needed
+ high piling stability
+ no yellowing
+ neutral odour
(dependent on drying conditions)
- spot application more complicated
- risk of sheet stretch or shrinkage with lower
grammages due to the high water content
- smearing because of too high varnish amount
or too effective drying power
Water-based varnish
+ processed like ink
+ easy to do spot varnishing
+ good moisture protection
- slow drying
- thin layer
- risk of yellowing
- requires powdering
- low gloss
- odour and taint problems may occur
Offset varnish
+ the highest gloss
+ very hard and resistant
+ instantly dry
+ no set-off powder needed
+ very high abrasion resistance
- high cost of varnish and energy
- not totally odourless
(dependent on drying conditions)
- difcult to process online with conventional
inks (-> adhesion problems)
- yellowing of varnish over time (can be avoided
by using waterbased varnish as primer and
increasing the viscosity of UV varnish)
- varnish may irritate eyes and skin
UV varnish
If UV coating is applied over conventional offset inks, the ink
surface must be absolutely dry before coating, and/or the
inks must be carefully selected. Otherwise, the result may be
a lower coating gloss or aking of the coated surface.
Converting and Finishing 30
Converting
and Finishing
<< Contents
6.2 Embossing
Embossing is done to emphasize printed area or print
impression or even unprinted surface.
Required paperboard properties,
if all other properties are the same, then
chemical bre is better than mechanical bre
long bres are better than short bres
higher moisture is a benet (inhibits cracking)
thick paperboard is better than thin
strength properties, especially bursting strength,
are important
the coating should be exible to avoid cracking
multi-layer boards are better than single-layer
boards
Although a bulky paperboard might seem easier to
emboss, the aim is usually to achieve a certain height so
that the embossing is more pronounced. A bulky paper-
board will respond in a more spongy way. High-density
boards give more pronounced embossing (at the same
tool height).
The embossing machine must be correctly adjusted for
the paperboard grade to be processed.
Hot-foil is a technique using very thin aluminium foil in
a variety of metallic colours, such as red, blue, silver or
gold. The metallic foil is (loosely) xed to a carrier lm. A
tool bearing the image to be hot-foiled strikes this web.
Through heat and pressure, the image is transferred to
the paperboard.
Care should be taken when applying hot-foil stamping
on varnished paperboard. For best results the foil needs
to adhere strongly to the substrate. The presence of any
kind of debris or dirt will have a negative inuence on
the end result. The printing and coating therefore need
to be awless and adhere strongly to the paperboard.
31 Converting and Finishing
6.3 Hot-foil Stamping
Converting
and Finishing
<< Contents
6.4 Die-cutting and creasing
Introduction
Characteristics differ between different types of paper-
boards, such as solid bleached paperboard (SBS), folding
boxboard (FBB) or white lined chipboard (WLC). All
grades can be cut and creased, but to obtain the best
result for each application it is important to ne-tune
the treatment. The operating window of die-cutting and
creasing varies according to the type of paperboard and
its individual properties.
It is true of all paperboard types that results differ
depending on the grain direction, moisture content,
thickness, and the amount and type of surface treatment
(pigment, plastic, foil, etc.). Moisture content and thick-
ness are the most important factors. Tool life will also be
affected by the paperboard type chosen.
For cutting and creasing, there are basically two meth-
ods in use: Rotary or Flat-bed. These different methods
place different demands on the paperboard. The main
difference between them is:
- In rotary cutting, the knife does not meet the
anvil. There is a gap of some 5 microns.
- In at-bed cutting, the knife should just touch
the counter plate for best results.
In addition, at-bed cutting can be performed either in-
line or off-line. All of these variables will to some extent
place different demands on the paperboard. For rotary
cutting, the web must stick together, rather than fall
apart, until the blanks enter the splitter/collector/stacker.
At the same time, clean cuts are desired. This can be
achieved by using specially adapted qualities, but speed
of the die-cutting equipment is of course also important.
In off-line at-bed cutting, almost the opposite could
be said to be true. While clean cuts are still desired, the
paperboard should separate easily in the puncher. The
following description mainly focuses on at-bed cutting.
Die-cutting
A good cut should be clean and free from loose bres
and particles.
The most important strength properties of the paper-
board are tear and tensile strength. These properties
differ between different paperboard types and the die-
cutting process has to be adjusted according to those
properties.
The correct moisture content is essential for both run-
nability and quality during the die-cutting process. Too
high a level will make the paperboard stronger, tougher
and more difcult to cut. Too low a moisture level will
make the paperboard more brittle and difcult to trans-
fer, and may cause dusting. Difculties in cutting may be
caused by the paperboard thickness, moisture variation
or tool wear and adjustments. It is important to control
the climate to keep the moisture content unchanged.
Controlled climate helps to achieve a precise register
between the work stages.
If the cutting knives are sharp and meet the counter die
correctly, the cutting occurs as desired. A problem may
occur if the sheet moves during the process. This is often
due to incorrect rubbering and results in aking and pre-
mature tearing of the back layer of the paperboard. This
is observable as a torn area next to the cut. Damage will
also occur to the knife if it presses too heavily against the
metal plate. The knife wears and becomes blunt, leading
to dust and hairy-cut edges.
Plastic-coated or laminated products with an extra tough
layer (for instance PET) should preferably be die-cut from
the plastic-coated side.
Creasing
A crease forms when paperboard is pressed into a groove
with a rule. This causes a plastic deformation in the pa-
perboard, allowing the paperboard to fold easily without
cracking. A good crease is sufciently deep and narrow
to enable precise folding. The main factor for setting the
adjustments is the thickness of the paperboard. The type
of the paperboard is also important. Obviously the pres-
sure of the die-cutter also affects the creasing.
Converting and Finishing 32
Converting
and Finishing
<< Contents
During creasing, the paperboard is weakened in well-de-
ned folding lines, which then act as hinges for folding
packaging and graphical products. Creasing is carried
out by using a thin strip of steel with a round smooth
edge and an accurately cut groove in a thin hard mate-
rial known as the counter plate. The creasing rule pushes
the paperboard into the groove of the counter plate,
located under the paperboard, creating a permanent
crease.
A good, functional fold occurs when the paperboard
delaminates in the crease into as many thin, undamaged
layers as possible. Ply bond strength must be a compro-
mise, so that delamination occurs easily in a crease while
the structure holds together in other areas.
Thicker boards require a wider rule and groove. Bulky
boards are easy to crease. Creasing requires a exible
coating and strong surface layers. The bre composi-
tion and number of layers are important. A multilayer
structure in creasing is desirable. Because thick material
cannot fold without breaking the structure, the bre
layers delaminate in a crease. The bonding between the
layers weakens in creasing, causing them to loosen from
each other more easily in folding.
The creasability properties depend on the bre orienta-
tion. A crease in the machine direction usually has worse
folding properties, because the stiffness is lower in the
cross-bre direction. Stable moisture content is impor-
tant, because dry paperboard can crack more easily,
while moist paperboard has a lower stiffness, resulting in
difculties with delamination.
The creasing properties can also be analyzed by making
a creasing window. At laboratory scale, the Marbach
equipment is used by changing the groove width and
depth, blade/rule width and the penetration of the creas-
ing rule into the groove. The bending forces of creases
are measured. The creases should have certain stiffness
after bending in MD (machine direction), 45-60% and
in CD (cross direction), 55-65%.
A visual judgment of creases is also made. If the paper-
board has a large operating window, the creasability is
good.
In general, plastic surface layers improve the creasability,
because they have very good elongation before they
break and tend to reduce the risk of surface cracking in
the creases, compared with plain paperboard.
a = creasing groove width
b = creasing groove depth
c = board thickness
d = creasing rule tip thickness
e = creasing rule height
f = thickness of groove bottom
creasing counter part
creasing plate
c
d
e
a
f
b
Creasing
33 Converting and Finishing
Converting
and Finishing
<< Contents
6.5 Glueing
Side seam or point glueing is often the nal operation in
the carton-making process.
The most common glue types used for packaging pur-
poses are waterbased dispersion and hot-melt glues. Set-
ting of the glues proceeds by chemical reaction, cooling
down or reduction of solvent.
The glue can be applied using a glue wheel/disk or a
nozzle system. Water-based glues are applied using both
systems, while hot-melt glue is applied by nozzles.
When the delamination (breakdown of the seam) occurs
in the bre layer, the seam is acceptable assuming the in-
ternal strength of the paperboard is on acceptable level.
If it breaks in the coating layer, there may be a problem
during use. Delamination in the glue layer is a theoretical
possibility.
The smoothness and porosity of the paperboard surface
have an effect on the mechanical adhesion of the glue.
The glue should be anchored to the paperboard surface.
The absorption of the top and reverse layers must not be
too different since this would result in penetration of the
glue mostly to the highly absorbent side. The glue must
wet the surfaces properly. For printed and varnished sur-
faces, the seam areas are often devoid of ink and varnish
to assist adhesion. It is important to correctly adjust the
glueing machine settings to the most suitable open time,
compression time and force.
Normally the glues are water-based dispersions of poly-
vinyl acetate (PVAc). The most important parameters for
glueability are the paperboard and the glue type. Surface
energy and smoothness play an important role. The
surface energy of the paperboard surface must be higher
than that of the glue to ensure good adhesion.
With plastic-coated surfaces, the corona treatment is
used to increase the surface energy of the surface. The
lower limit for surface energy of the paperboard surface
seems to be 38 mN/m anything lower may cause
problems.
The amount of glue applied is dependent on the paper-
board and glue types varying with the glues viscosity
for example as well as on the application system (disk
or nozzle).
The glue dries as the water penetrates into the paper-
board surface. Penetration is dependent on the moisture
and porosity of the paperboard surface. A portion of the
glue itself should also penetrate into the paperboard.
The recommended penetration depth is 1-3 times the
bre diameter.
Hot-melt glues are used to glue materials with a low
porosity level (plastic coatings and metallic laminates) or
in processes that require short setting time of the glue
(e.g. in-line glueing in packaging machines). Hot-melt
glue contains resin (affecting adhesion), wax (creating a
suitable rheology for the melted glue) and polymer (for
cohesion). Hot-melt glue is melted and applied to the
surface at a temperature of 120-200C. When glueing
plastic-coated board, the glue must be so hot that it will
melt the plastic to some degree. Care should be taken
when using hot-melt glues in cold surroundings or under
cold conditions.
Converting and Finishing 34
Converting
and Finishing
<< Contents
6.6 Lamination
It is to some degree incorrect to talk about lamination as
a component of nishing. Paperboard is often bought by
a converter and laminated, then sold to a printer. If this
is the case, there are basically two main applications for
lamination. Both of them typically involve paperboard in
reels:
Lamination of polypropylene, aluminium foil or
metallized polyester lm onto a paperboard
Lamination of one or more boards to a core-web
of paperboard, foam or similar
The idea of the rst process is often to give a luxurious
look after printing on the pack. The other application is
more typically intended to produce a display paperboard
for advertising purposes. In this second lamination proc-
ess, two or more webs are glued and pressed together
to obtain a paperboard grade with a higher grammage
level. As described above, a centre layer of some type is
often included to give a thick product.
The lamination may be:
wax lamination
(molten wax is applied to the paperboard surface)
glue lamination
(two or more webs are glued together)
- wet lamination
- dry lamination
- solventless lamination
extrusion lamination
hot melt
Wax or resin-modied wax is used as a hot-melt adhesive
in wax lamination. The wax is heated, applied to the
surface and cooled.
In wet lamination, one of the webs must be porous to
ensure absorption of the solvent, while the other web
may be porous material, aluminium foil or plastic web.
In dry lamination, the glue layer is dried after applica-
tion. Dry lamination can be carried out by hot lamina-
tion. The dried glue layer is sticky at high temperatures
after emerging from a drying unit. Extrusion and hot-
melt lamination are hot lamination processes.
No solvents and no drying are used in solventless lami-
nation. The adhesives are 100% solid materials, used in
single-component or two-component systems.
The glue in wet lamination is normally water-based PVAc
glue (solid content about 50%). The glue dries through
absorption of the water by the paperboard surface. No
drying unit is needed.
It is recommended that the paperboard be sheet-cut on-
line just after the lamination to avoid curling problems.
It is also important that the webs to be glued together
have similar caliper and grammage proles. Smooth-
ness of the paperboard is often very important in these
processes. Other factors, such as the glue, will also affect
the end result, but a smooth paperboard has a higher
chance of delivering the desired result.
The paperboard surface must be sufciently absorbent to
ensure the penetration of the glue solvent.
Paperboard can also be glued onto a medium (other
paperboard, foam, etc.) as sheets. This is normally done
after printing and the process is known as pasting or
paper-lining. In other words, the process is different but
the end result may look similar.
35 Converting and Finishing
Converting
and Finishing
<< Contents
End uses
End uses 36 << Contents
End uses
7. End uses
Stora Enso Consumer Boards is the market leader in its
eld. We produce a wide selection of premium boards in
every category and provide the largest variety of barrier
coatings.
Top-quality materials and innovative solutions opti-
mize the performance of each individual package in its
particular user environment and marketing situation.
Consumer Boards offering is based on end-use oriented
business competence, backed up by innovation and lo-
gistics support through our InnoCentre facility and other
partner services.
For the brand owner, designer, converter or printer, the
superiority of paperboard as such is not the heart of the
matter. The packaging requirements for luxury cosmetics
are quite unlike those for oven-to-table frozen foods. It
is a question of nding the combination of paperboard
properties, grade and grammage that will optimize the
performance of each individual package, whether the
requirements are superior stiffness, creasability, odour
and taint neutrality, ageing resistance or superior hot foil
stamping.
Product Names
Beverage &
Multipack
Chocolate &
Confectionery Cigarette
Cosmetics &
Luxury
Detergent &
Household
Aurocard
Chromocard
CKB
Cosmocart T
Cupforma
Ensocard
Ensocoat
Ensogloss
Koppargloss
Kopparprint
Kopparwhite
Microliner
Natura
Neocart
Performa
Printocart
Tambrite
Tamfold
Tamwhite
Trayforma
Triplex Blanco
Triplex Gris
Triplex Madera
37 End uses
<< Contents
End uses
End uses 38
Understanding the customers business is more than
a ubiquitous business phrase. It is the most important
single catalyst behind innovative packaging solutions
and proactive partner service. Therefore, the organiza-
tion of Stora Enso Consumer Boards is based on the Busi-
ness Segment Management principle, which combines
production efciency and product streamlining with
end-user-driven business concepts.
All our customers are served by dedicated teams. The
major end uses served by Stora Enso Consumer Boards
are presented below. By clicking on a specic product in
the table, you can download the latest product specica-
tions (requires internet connection). You can also access
the same information by going directly to Consumer
Boards website at www.storaenso.com/consumerboards.
Product Names Food Food Service Graphical Liquid Media Pharmaceutical
Aurocard
Chromocard
CKB
Cosmocart T
Cupforma
Ensocard
Ensocoat
Ensogloss
Koppargloss
Kopparprint
Kopparwhite
Microliner
Natura
Neocart
Performa
Printocart
Tambrite
Tamfold
Tamwhite
Trayforma
Triplex Blanco
Triplex Gris
Triplex Madera
<< Contents
End uses
7.1 Graphical
Working with the graphical industry is a unique experi-
ence. You enter an environment where the printers ex-
acting professionalism is matched only by the designers
boundless imagination in creating ever new solutions to
capture the interest and acceptance of the target audi-
ence.
More strength and durability
Stora Ensos graphical boards are made by combining
various pulps into multilayer constructions in order to
utilize the best properties of individual pulps. This tech-
nology gives the boards their sturdy and rigid structure,
unattainable in corresponding wood-free coated papers.
As a result, our graphical boards have precisely the right
strength and stiffness for optimal performance during
the printing and subsequent nishing stages. Sturdy
boards also give superior durability in nal use.
This excellent performance is fully compatible with im-
proved economy. Compared with alternative solutions,
Stora Enso Graphical Boards produces a nal product
with considerably less total weight, resulting in more
products from less raw material.
Smooth and efcient nishing
Our graphical boards are fully compatible with the mate-
rial requirements of various nishing methods. They are
suited to varnishing treatments, as well as die-cutting,
embossing and creasing.
Wide spectrum of paperboard options
Stora Enso offers a comprehensive range of products for
the graphical industry, from WLC (white-lined chip-
board) through FBB (folding boxboards) and advanced
multilayer CTMP (chemi-thermomechanical pulp) boards
to SBS (solid bleached sulphate) boards. Whatever the
application, there is an optimal choice available, de-
signed for the best in smoothness and brightness, print-
ability and runnability, and consistent high quality from
batch to batch.
Applications
End uses of Stora Enso Graphical Boards
Covers for magazines, books, brochures,
annual reports, maps, notepads, and manuals
Cards: greeting cards, postcards, collecting cards,
recipe cards
Media: audio and video CD/DVD packs, display
boards, tickets and tags, calendars, folders
Backed up by ServiceCentres with high sheeting capacity
and available via an active network of specialized mer-
chants, Stora Enso graphical boards are fully equipped
to meet the demands of todays fast-moving and rapidly
developing graphical industry.
For more information, visit our dedicated site at
www.storaenso.com/graphical.
39 End uses << Contents
End uses
7.2 Beverage and Multipack
Packaging Beverages
The basic functions of packaging to protect, distrib-
ute, inform, attract and sell also apply to beverage
products. However, the world of beverages is unique in
its abundance and variety of products, with the most ex-
clusive liquor brands, backed by hundreds of years of his-
tory, coexisting with fashionable sports tonics launched
only yesterday. Paperboard cartons in beverages packag-
ing offer a unique combination of brilliant imaging qual-
ity, functionality, versatility and cost-effectiveness.
Applications
Stora Ensos beverage and multipack boards are used for
secondary packaging in various constructions and set-
ups, of which the mainstream variants are:
Solid cartons made of high-caliper paperboard
Laminated combinations using top liners and
stiffeners
Litho lamination to a single/double face
corrugated base
Foil or metallized lm lamination is employed in a large
portion of applications, especially for premium brands.
Beverage cartons
Typical product groups for single-pack cartons are whis-
ky, spirits, liqueurs, wine and champagne. In individual
applications, elaborate graphics and nishing treatments
(embossing, hot foil stamping, spot varnishing, etc.)
often play a major role.
Solid cartons are used for all principal product groups of
alcoholic beverages, while laminated and litho laminated
cartons are predominantly used for cognacs, cham-
pagnes and wines.
Bag-in-box applications containing up to 3 liters of wine
have quickly captured a large share of sales, especially
in the low and medium-priced categories. The basic
construction has great potential for further renement
and new designs.
Multipacks
Beer multipacks have rmly established themselves as
just the tool to attract supermarket buyers and secure
maximum turnover from minimum space. That, how-
ever, is not the whole picture. Adaptable to individual
needs, distribution methods and marketing strategies,
multipacks work for a multitude of products and mar-
kets. The eye-catching pack is light and strong, and easy
to buy, carry, open and recycle.
The suitability of paperboard for innovative constructions
and novel packaging concepts is a major marketing as-
set, evident in such bestsellers as multipacks for beer and
liquor and ingenious bag-in-box wine packages.
A generous printing area and excellent full-colour quality
make paperboard cartons both a global branding tool
and a superb vehicle for communication, able to create
enhanced shelf presence and long-term customer loyalty.
More important still, paperboard cartons offer a wealth
of options for promotional uses and segmentation,
localization and testing purposes.
The crucial factor is to know what paperboard packaging
can do and how to initiate the innovative process.
To learn more about how Stora Enso does this, access
the Partner Services section at our website.
To nd clear answers to a host of industry-specic pack-
aging issues visit www.storaenso.com/beverage.
End uses 40 << Contents
End uses
41 End uses
7.3 Chocolate and Confectionery
A box of assorted chocolates is more than a very
practical container. It is a signal, a promise, a personal
message. No wonder, then, that the package is made
of bre-based paperboard a material that combines
rational functionality with seductive charm.
Applications
Packaging solutions based on Stora Ensos chocolate
and confectionery packaging boards come in a variety
of innovative forms, designs and sizes, made possible by
the materials universal applicability to a whole range of
converting, printing, nishing and lling methods and
techniques, as well as a number of advanced barrier
coating options.
Every individual packaging project sets its own demands.
As a rule of thumb, paperboard properties that play a
crucial part in the selection process include:
organoleptic performance for maximum safety
and user satisfaction
optical properties and print quality for optimum
shelf presence and brand differentiation
convertibility and runnability for trouble-free
pro duction
per-unit cost-efciency for protable packaging of
relatively low-priced products.
Odour and Taint Performance
The sensoric safety of Stora Enso packaging boards rests
on four pillars:
purity of the baseboards
barrier properties of proprietary polymer coatings
track record over many years
in-house testing, research and development
Purity, Cleanliness, Homogenous Quality
The core segment of Stora Enso chocolate and confec-
tionery boards comprises SBS brands produced from
pure pulp, as well as a range of boards with CTMP
added for extra strength and yield and the traditional
FBB grades. The choice is extended by the WLC range
made of recycled bres, elaborately rened and tested
for use in demanding food packaging applications.
Polymer Coatings
Stora Enso baseboards coated with proprietary barrier
substances such as PE, PET and High Barrier polymers
preserve the original avour of the product and provide
protection against undesirable effects caused by light,
oxygen, humidity or grease.
Matching the most suitable baseboard with the proper
barrier coating is a perfect way of maintaining superior
product quality and prolonging shelf-life.
For consultation on the planning and implementation
of your own packaging projects, please contact us. Also,
our dedicated Internet site offers a comprehensive view
of packaging based on innovative use of bre-based
materials. For more information visit
www.storaenso.com/chocolate.
<< Contents
End uses
End uses 42
7.4 Cigarette
Stora Enso Cigarette Boards offers a wide and cost-effec-
tive range of tobacco-packaging solutions. The prod-
uct offering includes FBB (Folding Boxboard), CTMP
(chemi-thermomechanical pulp) and SBS (Solid Bleached
Sulphate) options to meet all needs. The wide selection
provides the right board chooice for the desired position-
ing of an individual cigarette brand.
Just-in-time deliveries to printers are secured by four
highly efcient mills in three countries. The services are
backed up by various R&D projects which support brand
owners and printers to create superior product designs
and applications.
Finding an optimal board material is facilitated when
all of the options can be obtained from a single source
a major benet to customers. A strong partnership
between brand owners, printers and Stora Enso enables
the most cost-efcient solutions to be found and applied
in all areas of the value chain.
<< Contents
End uses
43 End uses
7.5 Cosmetics and Luxury
Finding an optimal carton material for packaging cos-
metics and perfumes is a demanding task where general
rules of thumb are not easy to nd. However, some of
the key points are listed below for easy reference in order
to ensure that the package fulls its major functions
protecting the contents throughout the supply chain,
attracting potential customers and building distinctive
brand images.
Strength and structure for maximum protection
Ability to withstand mechanical stress vibrations,
impacts, blows and bumps is an absolute necessity for
cosmetics cartons. The inner structure of the material
must be such that the various layers of the paperboard
do not become delaminated under any circumstances.
For perfume cartons, on which solid printing, heavy tints
and colourful graphics are often used, the paperboards
structure must provide excellent smoothness as well as
superior cracking resistance at the fold.
High whiteness for superb visual image
High whiteness ensures good contrast in printing im-
perative for top-quality results. Furthermore, whiteness
associates strongly with desired product features such
as purity and cleanliness. If the package design employs
large unprinted areas, high whiteness of the paperboard
becomes all the more important.
A signicant feature relating to whiteness is the paper-
boards ability to withstand UV radiation without yellow-
ing. This is a vital consideration, especially if the carton is
to be exposed to sunlight for extended periods.
Full choice of printing and nishing options
The quality of the carton must mirror or even enhance
the quality of the contents. Printing techniques should
include offset, exo and gravure. Suitability for digital
printing is also rapidly gaining weight.
More important still is the possibility to use a whole
range of nishing treatments and special effects, such as
pearlescent pigment printing, satin UV varnish, glossy
hot-foil stamping, positive blind embossing, or laser
cutting. Depending on the design, the visual appearance
of the paperboards reverse side and its printability can
also be decisive factors, taking into consideration that
on cosmetics cartons there is usually a need for a lot of
product information.
Odour neutrality
The carton must be very neutral in its organoleptic prop-
erties to ensure that, even after extended storage, no
undesired odours will be emitted from the paperboard.
Only the desired fragrances, those of the product itself,
must be there for the consumer to enjoy.
For more information visit our dedicated site at
www.storaenso.com/cosmetics.
<< Contents
End uses
7.6 Detergents and Household
Packaging solutions must serve many ends. The product
on the shelf must be highly visible and representative
and also communicate high quality. At the same time,
it is important to produce ecologically sound packaging
without sacricing such vital functions as product safety
and user convenience. Paperboard is unique in its ability
to satisfy these conicting requirements. Paperboard
cartons are lightweight and strong, functional, eye-
catching and as cost-efcient in production as they are in
recycling.
Stora Enso is the worlds leading producer of packaging
paperboard and developer of new packaging concepts.
Our product range is second to none. At one end of the
product spectrum are the household product packag-
ing boards, which can be folded into an endless variety
of shapes. At the other are the detergent packaging
boards, whose key development principle is user safety.
In between the two extremes is a wide range of prod-
ucts, varying in the raw materials, strengths, mechanical
properties, bleaching degrees and surface nishes used.
All household packaging boards are available with ap-
propriate polymer coatings. Material options also include
LumiLabel exible packaging papers as well as corru-
gated packaging.
For consultation on the choice of material or other pack-
aging issues, please contact us.
End uses 44
<< Contents
End uses
45 End uses
7.7 Food
There is no substitute for bre-based paperboard as the
best material for imaginative, exciting and functional
food packaging. Paperboard is smooth and strong, light
and bright, versatile and cost-efcient. It lends itself per-
fectly to all the shapes, sizes, designs and constructions
that different products and market situations call for.
The material is also ideal to use with metal detectors and
other safety measures.
Applications
Packaging solutions based on Stora Enso food packaging
boards cover a multitude of forms, designes and sizes in
all major product segments:
Chilled Foods: Vegetables and salads, meat and
sh, processed food, puddings and dressings, etc.
Frozen foods: Ready meals, sh and seafood, ice
cream, bakery products, etc.
Dry foods: Biscuits, cereals, candy, drink powders,
teas, snacks and chips, spices, etc.
Pet foods: Wet/dry cat foods and dog foods, etc.
For primary packaging purposes, vital factors in the
selection of the paperboard include:
- Organoleptic performance of the baseboard/poly-
mer coating combination
- Optical properties (brightness, printability, smooth-
ness, ageing resistance)
- Convertibility and runnability (creasability, atness,
no-dusting performance)
- Strength in relation to the size and weight of the
contents (bending stiffness, tear resistance,
glueability)
In secondary packaging, cost-effectiveness, source
reduction capacity, stiffness and, especially in the case
of promotional packs, suitability for digital printing are
properties that usually play a more prominent role.
However, every project has its own specic demands. For
consultation on your specic packaging tasks, please feel
free to contact us.
The essential companion: barrier coatings
In food packaging, preserving the freshness and palat-
ability of even the most delicate foods is an absolute
must. A full range of polymer coatings makes it possible
to create cups, trays and cartons which perform optimal-
ly in specic environments for specic products. Ingen-
ious combinations of baseboard and coating create a full
spectrum of effective barriers against moisture, oxygen,
light, grease or heat.
Read more about the food sector and the many options
for packaging foods at our special site:
www.storaenso.com/food.
<< Contents
End uses
End uses 46
7.8 Pharmaceutical
The range of pharmaceutical products is enormous, from
the most potent prescription drugs to ordinary over-the-
counter medicines. Accordingly, the role of packaging
ranges from ensuring product safety and patient compli-
ance to providing a versatile tool for communication and
brand building.
Applications
Stora Ensos pharmaceutical boards are used in cartons
for all forms of primary packaging aluminium and com-
posite blisters, glass and plastic bottles, rigid and collaps-
ible tubes, and pouches. In general, cartons for prescrip-
tion medicines (antibiotics, cardiacs, potent painkillers,
etc.) use fewer colours and more subdued designs, while
OTC (over the counter) products (vitamins and micronu-
trients, painkillers, cold medicines and skin creams etc.)
invest in attention value, attractive designs and elaborate
nishing.
Sheet offset with water-based varnish is the dominant
printing method.
Basic variable data (lot number, use-by date) is imprinted
during the packing process, using stamping, exo, inkjet
or laser techniques.
Narrow Web exo printing with inline converting may
be a cost-efcient alternative for small order lots and is
already applied by several converting companies.
Digitally printed cartons are beginning to gain ground as
a viable marketing and testing option.
The choice of paperboard material must be made indi-
vidually in each case. Typical variables include:
optical properties (brightness, printability,
ageing resistance)
strength (bending stiffness, tear resistance,
glueability)
runnabilility in packaging lines (creasability,
atness, no-dusting performance, laser codability)
quality and hygiene considerations
(material consistency, purity, cleanliness and
homogeneity, odour and taint neutrality)
technical suitability to case-specic technologies
(digital printing, etc.).
The applicable grammage is determined by such factors
as box dimensions (bigger sizes need stiffer paperboard
in order to perform well in the packing process) and the
weight of the contents (improved compression resist-
ance is needed for cartons containing heavy products,
such as liquids in glass bottles).
Visit our website, www.storaenso.com/pharma to learn
more about the pharmaceutical packaging markets,
innovative packaging concepts and the choice of paper-
board for individual applications.
<< Contents
End uses
47 End uses
7.9 Food Service
Convenience for Food Service
Stora Enso offers a full range of advanced materials and
integrated solutions for the food service market that ca-
ter to the many different needs of todays active consum-
ers, whether it is eat-on-the-go or oven-to-table meal.
Food Service products derive their strength from a
unique material that combines specially-developed base-
boards and proprietary polymer coatings to create the
best quality in terms of purity, functionality, printability
and convertibility.
For more information, visit our dedicated site at
www.storaenso.com/cupforma.
7.10 Liquid
Fluid Solutions, Full Protection
The overriding requirement for liquid packaging is to
keep the contents fresh and hygienic, unchanged and
untainted for the entire life of the product. The carton
must also be attractive, build brand image and boost
sales. In addition it must comply with todays best envi-
ronmental practices.
Read more about liquid packaging at our special site
www.storaenso.com/liquid.
<< Contents
Stora Enso
Service facilities
Consumer Boards Production and
Stora Enso Consumer Boards Production and Service facilities 48 << Contents
Stora Enso
Service facilities
Consumer Boards Production and
8. Stora Enso Production and Service facilities
Stora Enso Consumer Boards products are manufactured
in Finland, Germany, Spain and Sweden. The total an-
nual capacity of the six modern and well-managed mills
is close to 2.6 million tonnes of SBS, FBB, CTMP, SUB
and WLC grades. Extrusion coating plants in Finland and
Sweden complement the production of baseboards with
comprehensive facilities for moisture and oxygen barrier
coatings.
8.1 Paperboard Mills
Baienfurt Mill, Germany
Baienfurt Mill produces packaging boards for a variety of
general packaging applications serving customers in pharma-
ceutical, cosmetics, confectionery, cigarette and other major
industries. In addition, the Baienfurt offering includes a selec-
tion of graphical boards.
Annual capacity: 205 000 tons of FBB *
Machines: BM 3, machine width 476 cm
Barcelona Mill, Spain
Barcelona Mill produces WLC boards based on recycled bres.
The products of the mill serve a great variety of markets from
food, confectionery, detergent and pharma packaging to book
covers and labelling applications.
Annual capacity: 170 000 tons of WLC coated on both sides *
Machines: BM 1, machine width 400 cm
Fors Mill, Sweden
Fors Mill produces fully coated folding boxboards for vari-
ous market segments including chocolate, confectionery and
cigarette packaging.
Annual capacity: 380 000 tons of FBB and CTMP boards *
Machines: BM 2, machine width 372 cm
BM 3, machine width 543 cm
49 Stora Enso Consumer Boards Production and Service facilities *) in 2006 << Contents
Imatra Mills, Finland
Paperboard production at Imatra Mills comprises liquid pack-
aging boards for all packaging systems, cupstock and other
food service boards, packaging boards for the cosmetics, food,
confectionery and cigarette industries as well as a selection of
graphical boards.
Annual capacity: 930 000 tons of SBS, LPB and CTMP boards *
280 000 tons of polymer coated boards *
Machines: BM 1, machine width 440 cm
BM 2, machine width 560 cm
BM 4, machine width 630 cm
BM 5, machine width 490 cm
Coating machines: PE 2, machine width 230 cm
PE 3, machine width 230 cm
PE 5, machine width 280 cm
Ingerois Mill, Finland
Ingerois Paperboard Mill offers high-bulk folding boxboards
for food, health care, pharmaceutical, liquor and household
industries.
Annual capacity: 205 000 tons of FBB *
Machines: BM 4, machine width 458 cm
*) in 2006 Stora Enso Consumer Boards Production and Service facilities 50
Stora Enso
Service facilities
Consumer Boards Production and
Skoghall Mill, Sweden
Skoghall Mill is a large-scale producer of liquid packaging
boards and the multilayer kraft back CKB concept.
Annual capacity: 745 000 tons of LPB, FBB, WTL and
CKB boards *
Machines: KM 7, machine width 540 cm
KM 8, machine width 810 cm
<< Contents
8.2 Extrusion Coating Plants
Forshaga Mill, Sweden
Forshaga Mill produces a range of barrier polymer coatings
including foil and lm application on base boards. Typical
end uses include liquid cartons, food packaging, lunch boxes,
noodle cups and other carton packaging.
Annual capacity: 140 000 tons of multilayer polymer coated
packaging boards *
Coating machines: BL 922, machine width 200 cm
BL 923, machine width 200 cm
Karhula Mill, Finland
Karhula Mill is specialised in co-extrusion technology combin-
ing different polymers to produce polymer coated boards for
liquid and food packaging applications.
Annual capacity: 45 000 tons of multilayer polymer coated
packaging boards *
Coating machine: PE 4, machine width 201 cm
51 Stora Enso Consumer Boards Production and Service facilities *) in 2006
Stora Enso
Service facilities
Consumer Boards Production and
<< Contents
8.3 Partner Services
Location of Stora Enso
ServiceCentres
Stora Enso Consumer Boards partner services focus on
promoting innovativeness and enhancing the efciency
and protability of bre-based packaging, thus adding
permanent value to our cooperation with the packaging
community.
ServiceCentres for reliability and maximum efciency
The mission of Stora Enso ServiceCentres is to meet
customers individual material needs with maximum ef-
ciency, exibility and reliability. Major European markets
are supplied with prompt deliveries of premium boards
and grades coming from various Stora Enso mills. The
ServiceCentres are located in the middle of main market
areas and equipped with high-performance sheeting
machinery.
Based on a massive sheeting capacity of 80 tonnes per
day, ServiceCentre Baienfurt in Germany offers the
concept of 2-5 servicing. This means ex-mill deliveries of
boards from Baienfurt and other European mills within
two working days from standard sheet stocks and within
ve working days from reel stocks.
ServiceCentre Cartiberia in Spain serves customers
in the general packaging and graphical industries with
boards from the Barcelona, Ingerois, Skoghall and Imatra
mills. The ServiceCentre has a standard delivery time of
three to ve days ex-factory.
Other ServiceCentres are in operation in Germany, Swe-
den and the UK.
InnoCentre
InnoCentre presents a new interface to the future of
bre-based packaging. On the strength of major invest-
ments made in people, machinery and equipment,
InnoCentre functions as a vehicle for vertical innovation,
proactively testing new technology and devising innova-
tive packaging concepts. The results of the development
work can take many forms, including improved logistics
solutions and novel packaging business models. The
services of InnoCentre are available to all our partners in
the packaging value chain.
PartnerWeb
PartnerWeb is Stora Ensos dedicated online real-time
software system for managing the supply chain. The so-
lution employs an ordinary Internet interface to access a
customer-specic application that lets the user track and
manage the entire order-to-delivery process. PartnerWeb
is used daily by an increasing number of our key part-
ners for improved operational efciency and drastically
reduced routine work. PartnerWeb also supports direct
system integration possibilities utilizing PapiNet XML
messaging.
For more information visit our dedicated site at
www.storaenso.com/partnerservices.
OSKARSHAMN
LUMIPAPER
CARTIBERIA
LBECK
BAIENFURT
Stora Enso Consumer Boards Production and Service facilities 52
Stora Enso
Service facilities
Consumer Boards Production and
<< Contents
Testing
Methods
Testing Methods 53 << Contents
Testing
Methods
9. Testing Methods
This chapter describes the testing methods
used for different types of paperboards. These
measurements are made in order to guaran-
tee the consistent, high quality of our
products. In the mill environment, testing is
conducted using online, autoline and manual
laboratory measurements.
The most important routine quality con-
trol tests of different products are described in
this chapter.
Testing standards and calibration
The tests apply to ISO, SCAN and TAPPI standard
methods. If standards are not available, the mills own
methods, or methods developed in cooperation with
customers, are used to predict the properties of the
product. Testing is performed using modern devices and
most of the tests are made in standard conditions. The
standard conditions are: 23C temperature and 50%
relative humidity according to the standard ISO 187
(SCAN-P 2:75).
Testing methods
Online testing
Online testing is used to measure the most important
properties of the paperboard. The measuring head of
the process computer measures basis weight, caliper
and moisture continuously from every machine reel. The
online measurement provides data throughout the entire
machine reel and enables the machine personnel to
control the basic properties of the paperboard simultane-
ously.
The machine personnel check the entire machine reel
visually at every reel change. They also check impurities,
colour and formation from the cross-prole sample. The
online measurement properties grammage, caliper,
moisture and brightness are also calibrated or tested in
the laboratory.
Automated laboratory testing
There are automated laboratory test stations (later referred
as Autoline) in the paperboard laboratories. These testing
devices can be equipped with instruments such as:
Two-sided gloss
Caliper (thickness)
Two-sided smoothness (PPS)
Two-sided roughness (Bendtsen)
Porosity (Bendtsen)
Burst strength (Mullen)
Basis weight
TSO (Tensile Stiffness Orientation)
The Autoline measuring devices measure and move 30
cm-wide cross-prole samples automatically. The results
are saved in the computer and transferred automatically
to a quality-data handling system.
Manual laboratory testing
Sheets across the machine reel are delivered to the
laboratory for manual testing by the machine person-
nel. The size of a single sheet is 30 cm x 30 cm and the
number of sheets depends on the width of the paper-
board machine. Testing is performed seven days a week
in three shifts.
Every machine reel is tested according to the procedures
described in the ISO 9001 system. Some of the proper-
ties are tested across the web in many positions and
some in one position only. In quality control, most of
the tests are performed immediately after production,
without air conditioning.
54 Testing Methods << Contents
Testing
Methods
General properties
Grammage Unit: g/m
2
ISO 536:1995
Grammage is determined by weighing a known area of a
sample. The grammage is measured both online and by
Autoline.
Thickness Unit: m
ISO 534:1988
SCAN-P 7:96
Thickness is dened as the distance between the two
outer surfaces of a single sheet measured at 100 kPa
pressure and over a 200 mm
2
test area. In addition to
the online testing, thickness is measured by Autoline.
Moisture Unit: %
ISO 287:1985
Moisture is measured by the online testing. The mois-
ture content is also checked daily in the laboratory with
a measuring device that uses microwaves to determine
the moisture level. In addition to these measurements,
weekly calibration is performed by determining the loss
of weight of samples dried at a temperature of 105C.
Physical strength properties
Stiffness (L&W) Unit: mN
ISO 2493:92
SCAN-P 29:95
Stiffness is determined by measuring the bending force
required to deect a sample from its original position
when one end of the sample has been anchored. Stiff-
ness can be measured as bending stiffness DIN 5, bend-
ing moment Taber or bending resistance L&W 15. For
example, in the L&W bending resistance test, the bend-
ing distance is 50 mm for paperboard and 10 mm for
paper. Testing is conducted in both machine and cross
directions by a stiffness tester. Taber stiffness is measured
according to the TAPPI 489 standard.
Surface properties
Roughness (Bendtsen) Unit: ml/min
ISO 8791-2:1990
Roughness is dened as the ow of air which leaks be-
tween the surface of a sample and a metal ring pressed
against the surface under specied conditions. Rough-
ness is measured on both sides of the sheet and the test
is carried out by Autoline.
Smoothness (PPS) Unit: m
ISO 8791-4/1992
In the Parker Print Surface (PPS) smoothness test,
smoothness is dened as the average distance between
the paperboard surface and a metallic ring pressed
against the sample under specied conditions. Air ows
inside the metal ring. The air leakage between the metal
ring and the sample is measured by a ow meter, which
converts the value to m. The PPS smoothness testing
method provides more information about micro-scale
roughness than the Bendtsen method.
Porosity (Bendtsen) Unit: ml/min
SCAN-P 60:87
ISO 5636-3:1992
Porosity (ml/min) is determined by measuring the
amount of air that ows through a given area of the
sample.
Testing Methods 55 << Contents
Optical properties
In Europe, the ISO standard is normally used to mea-
sure brightness. When the brightness is expressed as
ISO brightness, C/2 light must be used for the mea-
surements. Since C/2 light does not take into account
the effects of OBA (optical brightener) and dyes, this
measurement gives lower brightness values compared
to measurements using D65 light. D65 brightness takes
into account the effects of both OBA and dyes.
The CIE whiteness measurement uses a wider wave-
length and corresponds more closely to how human
eyes recognize the whiteness.
TAPPI brightness, measured with GE equipment, is used
in the US.
Brightness D65/10 Unit: %
SCAN-P 3:93
Brightness C/2 Unit: %
ISO 2470:99
(ISO Brightness)
CIE Whiteness D65/10 ISO 11475, SCAN-P 66:93
L*a*b* D65/10 SCAN-P 72
L*a*b* C/2 ISO 5631
Opacity Unit: %
ISO 2471
Brightness (%) is dened as the intrinsic reectance
factor measured at an effective wavelength of 457 nm.
For measuring brightness, D65/10 illumination with a
dened amount of UV light is normally used.
Although two sheets may have the same brightness,
there can be a large difference in visual perception. Vis-
ual differences can be estimated from differences in the
L* a* b* colour coordinates in the CIELAB colour space.
L* is the scale for the whiteness impression, ranging
from 0 (black) to 100 (white). a* measures shades in the
red/green area. Positive a* indicates red, while a negative
a* value indicates a green shade. b* measures shades in
the yellow/blue area. Positive b* indicates yellow, while a
negative b* value indicates a bluish shade.
CIELAB colour space
The L&W Elrepho method measures brightness, colour
properties, uorescence and many other optical proper-
ties by using different lights and angles.
The amount of optical brightening agents is also deter-
mined by calculating the difference between brightness
D65/10 unltered and brightness D65/10 with a 420 nm
cut-off lter.
Gloss (Hunter) Unit: %
TAPPI T480 om-99
ISO 8254-1:1999
The surface gloss of the coated paperboard or paper is
determined as the reectance of light from the sheet
surface. The light strikes the surface at an angle of 75
and the reection is recorded by a photoelectric cell. The
result is expressed as the percentage of light reected.
The gloss is measured by the Hunter Gloss Tester in the
Autoline and is calibrated with a test piece of known
reectivity.
Testing
Methods
56 Testing Methods
<< Contents
Glossary
Glossary 57 << Contents
Technical Glossary
absorbency: ability of a paperboard to take up and retain a liquid with which it is in contact
blade coating: most widely used coating method, in which excess coating material is scraped off by a blade
bleaching: removal and/or modication of coloured components in pulp to improve brightness, carried out in
one or more consecutive stages
broke: paperboard discarded during manufacture or converting; usually repulped
bulk, specic volume: reciprocal of paperboard density, also known as specic volume
calendering: operation carried out by means of a calender on the, at least partially, dried paper or paperboard,
with the aim of improving the nish, the process permitting some control of the thickness of the
paperboard
caliper, thickness: thickness of paperboard
chemical pulp: pulp produced by using cooking chemicals which dissolve lignin, the glue in the wood,
to release the cellulose bres
chemi-thermomechanical
pulp, CTMP: chemi-thermomechanical pulp; pulp produced by rening chemically impregnated,
preheated woodchips
China clay, kaolin: mineral used in paperboardmaking, as both ller and coating pigment
CIE whiteness: degree of whiteness measured according to recommendations of the CIE
(Commission Internationale de lEclairage)
CKB,
Coated Kraft Back Boards: paperboard consisting of either bleached chemical pulp or a mineral-coated top layer or both, an
unbleached back and a middle layer of unbleached chemical and/or mechanical pulp; used for
packaging food and non-food products
coating: process by which paperboard is coated with an agent to improve its brightness and/or printing
properties or its barrier properties; layer of extruded plastic on paperboard provides barrier
properties or good printability for the substrate; layer of pigments and binding materials, such as
latexes, improves printability of paperboard
CTMP, see: chemi-thermomechanical pulp
deinked pulp, DIP: recovered paper pulp which has been de-inked through chemical or mechanical processing
digital printing machine: printing machine that prints directly from a computer data le onto paperboard, using the same
image transfer techniques as are used in copiers and printers; often includes binding operation
DIP, see: deinked pulp
FBB, Folding Boxboard: multi-layer paperboard, often mineral-coated, with an outer layer of sulphate (kraft) pulp and middle
layer of mechanical pulp (groundwood, pressure groundwood or TMP; in top grades CTMP pulp may
also be applied); used primarily for consumer cartons for packaging of dry or moist foods, cigarettes
and other consumer products; also used in the graphical industry for catalogue covers, postcards and
folders, etc.
Folding Boxboard, see: FBB
ller: substance (often white pigment) added to the furnish in order to improve paperboard properties
fully bleached pulp: pulp that has been bleached to the highest brightness attainable
furnish: mixture of pulps and llers which is processed by the paperboard machine to make paperboard
gloss nish: shiny and highly reective surface quality of paperboard obtained by gloss calendering
grade: classication of paperboards differentiated from each other on the basis of their content, appearance,
manufacturing history, and/or their end use
grammage, gsm: mass of paperboard divided by area, typically expressed as g/m
2
; one of the basic units to specify
a paperboard grade
10. Glossary
Glossary
58 Glossary << Contents
gravure printing, rotogravure: printing process where the image is engraved (electronically or chemically) in the form of
cells in the surface of a metal cylinder
groundwood pulp, mechanical pulp: mechanical pulp manufactured by grinding wood, against a grindstone for example
gsm, see: grammage
hardwood: wood from a deciduous broad-leaved tree (such as birch, oak, beech, aspen or eucalyptus)
as distinguished from that of conifers
ISO brightness,
diffuse blue reectance factor: intrinsic reectance factor at an effective wavelength of 457 nm; measure for the bright
ness of paperboard
kaolin, China clay: mineral used in paperboard making, as both ller and coating pigment
laminated: product overlaid with a layer of plastic foil or veneer
lignin: polymer which binds the bres in the wood together and gives them stiffness
long bre pulp: pulp produced from softwood (softwood pulp)
matt nish: matt calendered surface resulting in a dull nish to the surface of paperboard and
having a diffuse reection; opposite of gloss nish
mc, see: moisture content
mechanical pulp, groundwood pulp: mechanical pulp manufactured by grinding paperboard, against a grindstone for example
moisture content, mc: weight of water contained in wood, expressed as a percentage of the weight of the oven-
dry paperboard
offset press: printing press using an offset method, whereby the image is transferred from the plate
cylinder onto paperboard via a blanket, plate or impression cylinder
opacity: property of paperboard that prevents show-through of printing, the opposite of
transparency
optical characteristics: characteristics of the appearance of paperboard, the most important of which are
shade, brightness, opacity and gloss
permeability: ability of a surface or coating of paperboard to allow passage of a gas, liquid or vapour
permeance, porosity: combined volume of the pores, capillaries and other voids between the bres and llers in
a paperboard
plastic coating and laminating: coating of paperboard by polymers, typically polyethylene, and/or laminating with
other materials, typically aluminium foil, plastic lm or other paperboard
plate: any material used to make a printed impression by letterpress, gravure or lithography
porosity, see: permeance
press: sets of opposing parallel rolls in a paperboard machine through which the paperboard web
passes during manufacture and between which it is subjected to pressure, at the same time
increasing the dryness of the paperboard
primary bre, virgin bre: wood bre never before used to make pulp or paperboard
printability: function and interaction of paperboard with other components, e.g. the ink in the printing
process; subjective assessment judged from the printing result and covering all the paper-
board properties that inuence the results of printing an image. Compare: runnability
recovered paper: Used paper and board separately collected for re-use as bre raw material in paper and
paperboard manufacture
reel-fed web offset printing: printing on a continuous roll of paperboard in a printing press which uses a curved
printing plate mounted on the plate cylinder (HSWO)
rotogravure, gravure printing: printing process in which the image is engraved (electronically or chemically) in the form
of cells in the surface of a metal cylinder
roughness: degree of roughness of the surface of paperboard; opposite of smoothness
Glossary
Glossary 59 << Contents
runnability: feature covering all the paperboard properties that create a trouble-free run through a
paperboard machine or printing press (also how well cartons run on an automatic
packaging line); see printability
SBS, Solid Bleached Sulphate Board: paperboard consisting of one or several layers of bleached chemical pulp, often also
pigment coated, used in the graphical industry and for various consumer cartons for
packaging dry or moist food products and in the non-food sector, typically for cigarette
and luxury goods cartons
sheet-fed offset printing: offset printing where individual pieces of paperboard are fed into the press
short bre pulp: pulp produced from hardwood (hardwood pulp; e.g. birch, oak, beech, aspen, eucalyptus)
sizing: process where a sizing agent (e.g. starch, ASA) is added to the paperboard to increase
strength and decrease absorbance
smoothness: degree of evenness and regularity of the surface of a paperboard sheet; opposite of
roughness
softwood: wood of pine, spruce, or other conifers; with the advantage of having long bres which
enhance the strength of paperboard
Solid Bleached Sulphate Board, see: SBS
specic volume, bulk: reciprocal of paperboard density, also known as specic volume
SUB (Solid Unbleached Board): paperboard used for food and non-food cartons, consisting of a bleached chemical pulp
or a mineral-coated top layer or both, an unbleached back and unbleached chemical
and/or mechanical pulp middle layers
sulphate pulp, kraft pulp: chemical pulp produced by cooking woodchips in an alkaline solution of sodium hydroxide
and sodium sulphide
tearing resistance: mechanical property of paperboard, force needed to tear paperboard
thickness, caliper: thickness of paperboard
TMP, thermomechanical pulp: mechanical pulp produced by the pressurized pre-steaming of woodchips prior to debra-
tion in a rener
web fed offset printing, web offset: offset printing on a roll of any substrate that passes continuously through a printing press
White Lined Chipboard, WLC: paperboard made mainly or wholly from recovered bres, often mineral-coated, and
used for consumer cartons for dry food and non-food products as well as graphical
end uses
virgin bre, primary bre: wood bre never before used to make pulp or paperboard
WLC, see: White Lined Chipboard
Glossary
60 Glossary << Contents
Potrebbero piacerti anche
- PaperboardGuide enDocumento27 paginePaperboardGuide enSandeep MahajanNessuna valutazione finora
- Issue #9 Printing and Graphics Science Group NewsletterDa EverandIssue #9 Printing and Graphics Science Group NewsletterNessuna valutazione finora
- Handbook of Paper and Paperboard Packaging TechnologyDa EverandHandbook of Paper and Paperboard Packaging TechnologyNessuna valutazione finora
- Adhesive Bopp Tape PDFDocumento8 pagineAdhesive Bopp Tape PDFjitendrajain161050% (2)
- Packaging of Food in Paperboard Containers - 2020Documento40 paginePackaging of Food in Paperboard Containers - 2020fernandoluisNessuna valutazione finora
- About Paper CoatedDocumento39 pagineAbout Paper Coatedbobokor100% (1)
- Paperboard Grades Cheat Sheet GuideDocumento1 paginaPaperboard Grades Cheat Sheet GuideEva Kovač Brčić100% (2)
- Paper Manufacturing ProcessDocumento20 paginePaper Manufacturing ProcessMuhammad AhmadNessuna valutazione finora
- Pulp and Paper Industry ReportDocumento31 paginePulp and Paper Industry ReportCk Willium100% (3)
- India Correxpo - Market Information PDFDocumento27 pagineIndia Correxpo - Market Information PDFkunalkakkadNessuna valutazione finora
- Indian Printing Industry Profile 2010Documento36 pagineIndian Printing Industry Profile 2010Anil YadavNessuna valutazione finora
- Critical Attributes of Folding Cartons 2Documento8 pagineCritical Attributes of Folding Cartons 2Wanda Yee100% (1)
- Paper Pulping MethodDocumento62 paginePaper Pulping MethodJordy HervandiNessuna valutazione finora
- IPP Training ReportDocumento53 pagineIPP Training Reportcoolpawan10Nessuna valutazione finora
- History of Paper ManufacturingDocumento53 pagineHistory of Paper Manufacturingveer_71208Nessuna valutazione finora
- Starch For CorrugatingDocumento20 pagineStarch For Corrugatingsyifa latifa zahidaNessuna valutazione finora
- Flexible Packaging in IndiaDocumento24 pagineFlexible Packaging in IndiaRavi VishnuNessuna valutazione finora
- BOPP AdhesiveDocumento8 pagineBOPP AdhesivePuneet AgarwalNessuna valutazione finora
- Index: TopicDocumento36 pagineIndex: TopicAliArababadiNessuna valutazione finora
- Project Report On Corrugated Boxes (Automatic Plant)Documento8 pagineProject Report On Corrugated Boxes (Automatic Plant)EIRI Board of Consultants and PublishersNessuna valutazione finora
- The Future of Paper Recycling in EuropeDocumento210 pagineThe Future of Paper Recycling in EuropeArnoldo Sánchez DNessuna valutazione finora
- Corrugated Packaging Industry ReportDocumento14 pagineCorrugated Packaging Industry ReportBhargav Shah100% (1)
- PROJECT REPORT ON SHIPPER INDUSTRY BackgroundDocumento7 paginePROJECT REPORT ON SHIPPER INDUSTRY Backgroundrepala praveenNessuna valutazione finora
- Paper Bag ManufacturingDocumento280 paginePaper Bag ManufacturingAaradhya Joshi90% (10)
- Pdfanddoc 339053 PDFDocumento81 paginePdfanddoc 339053 PDFArmin MerjaNessuna valutazione finora
- Outlook 2011: Indian Paper Industry To GrowDocumento9 pagineOutlook 2011: Indian Paper Industry To Growsshrimal007Nessuna valutazione finora
- Book - Paper Products Physics and Technology PDFDocumento356 pagineBook - Paper Products Physics and Technology PDFVuNessuna valutazione finora
- Commercial Paper Making With KenafDocumento7 pagineCommercial Paper Making With KenafSang Ka KalaNessuna valutazione finora
- Future of Water Based Inks in IndiaDocumento33 pagineFuture of Water Based Inks in IndiaAdesh Gurjar100% (1)
- Paper Industry PDFDocumento118 paginePaper Industry PDFankur parekh100% (1)
- LAMINATION SUITABILITYDocumento3 pagineLAMINATION SUITABILITYSwapnesh GoswamiNessuna valutazione finora
- Flexible Packaging: Changing Dynamics of Indian Packaging MarketDocumento24 pagineFlexible Packaging: Changing Dynamics of Indian Packaging Marketggudayakumar100% (1)
- Kraft process of pulping A Complete Guide - 2019 EditionDa EverandKraft process of pulping A Complete Guide - 2019 EditionNessuna valutazione finora
- Paper & Board IndustryDocumento40 paginePaper & Board Industryhelperforeu67% (3)
- Voith Paper MachineDocumento72 pagineVoith Paper MachinePrince ChaudharyNessuna valutazione finora
- Cellop Tape ProjectDocumento13 pagineCellop Tape ProjectHarpy happyNessuna valutazione finora
- Paper ManufacturingDocumento12 paginePaper ManufacturingPriyanka AryaNessuna valutazione finora
- BOPP Self Adhesive TapeDocumento7 pagineBOPP Self Adhesive TapeGopi ManogaranNessuna valutazione finora
- Inks FoodDocumento42 pagineInks FoodJavier Martinez CañalNessuna valutazione finora
- Flexible Packaging Industry in IndiaDocumento7 pagineFlexible Packaging Industry in IndiaArumit Kayastha0% (1)
- Flexible Packaging Laminates for Food, Drugs and Consumer GoodsDocumento13 pagineFlexible Packaging Laminates for Food, Drugs and Consumer GoodsHimanshu GuptaNessuna valutazione finora
- Effect of moisture on corrugated board printabilityDocumento7 pagineEffect of moisture on corrugated board printabilityRohit SinghNessuna valutazione finora
- Final Project Report Nitin Tripathi 1480Documento36 pagineFinal Project Report Nitin Tripathi 1480Chandan JaiswalNessuna valutazione finora
- Paper and PulpDocumento8 paginePaper and Pulpsamyam shresthaNessuna valutazione finora
- Paper Cup Making Proposal NewDocumento3 paginePaper Cup Making Proposal NewShanntha JoshittaNessuna valutazione finora
- Address of Non Woven Bag Making MachineDocumento5 pagineAddress of Non Woven Bag Making MachinePavan KumarNessuna valutazione finora
- Paper Pulp DeinkingDocumento4 paginePaper Pulp Deinkingcoppi4Nessuna valutazione finora
- Revised Technology of Printing InksDocumento13 pagineRevised Technology of Printing Inkssherifamer85Nessuna valutazione finora
- Corrugated BoxDocumento68 pagineCorrugated BoxPrabodh Rajavat100% (1)
- The Mysore Paper Mills Limited Project Draft FINALDocumento92 pagineThe Mysore Paper Mills Limited Project Draft FINALHarish Shridharamurthy100% (1)
- Food Packaging PresentationDocumento52 pagineFood Packaging PresentationXaverius Quentin AntonNessuna valutazione finora
- About Paper ManufacturingDocumento60 pagineAbout Paper ManufacturinganilprasadalluNessuna valutazione finora
- Paper Fan PumpsDocumento8 paginePaper Fan PumpsnazeerNessuna valutazione finora
- Everything about plastic filmsDocumento16 pagineEverything about plastic filmspraveenNessuna valutazione finora
- Standard Ink Types Report (PDF Copy)Documento64 pagineStandard Ink Types Report (PDF Copy)Kevin AnosNessuna valutazione finora
- Business+Problem +Stora+EnsoDocumento4 pagineBusiness+Problem +Stora+Ensoadnan ansariNessuna valutazione finora
- The Seven Laws of Efficient PackagingDocumento12 pagineThe Seven Laws of Efficient Packagingsbaker@cinqpet.co.zaNessuna valutazione finora
- PETAL Paper MillsDocumento48 paginePETAL Paper MillsRahail Patel100% (1)
- Paperboard GuideDocumento60 paginePaperboard GuidemaksimilNessuna valutazione finora
- Khushwant Singh's Joke Book 5Documento13 pagineKhushwant Singh's Joke Book 5Eskay96% (45)
- Q3 Quarterly Report FoodsDocumento40 pagineQ3 Quarterly Report Foodspakzeeshan1Nessuna valutazione finora
- Conversion Chart: Fraction Decimal MM Length and DistanceDocumento1 paginaConversion Chart: Fraction Decimal MM Length and Distancepakzeeshan1Nessuna valutazione finora
- A Brief Introduction of 3MDocumento6 pagineA Brief Introduction of 3MabyisacNessuna valutazione finora
- Alexander The GreatDocumento54 pagineAlexander The Greatpakzeeshan1Nessuna valutazione finora
- Cut Diet Lean MassDocumento62 pagineCut Diet Lean Masspakzeeshan167% (3)
- Alexander The GreatDocumento54 pagineAlexander The Greatpakzeeshan1Nessuna valutazione finora
- Pakistan - A Personal HistoryDocumento257 paginePakistan - A Personal Historypakzeeshan1100% (2)
- Excel Shortcuts 2007Documento2 pagineExcel Shortcuts 2007datacureNessuna valutazione finora
- 2010 3qtrDocumento18 pagine2010 3qtrpakzeeshan1Nessuna valutazione finora
- (WWW - Asianovel.com) - The Reborn Otaku S Code of Practice For The Apocalypse Chapter 1 Part 1 - Chapter 48Documento380 pagine(WWW - Asianovel.com) - The Reborn Otaku S Code of Practice For The Apocalypse Chapter 1 Part 1 - Chapter 48Oger kingNessuna valutazione finora
- Water Buffalo FAODocumento321 pagineWater Buffalo FAOAndre BroesNessuna valutazione finora
- To Compare The Rate of Fermentation of Apple and Carrot JuiceDocumento12 pagineTo Compare The Rate of Fermentation of Apple and Carrot JuiceRitesh Singh80% (5)
- All Prices in Omani Rials and Subject To Tax and Service Charge All Prices in Omani Rials and Subject To Tax and Service ChargeDocumento8 pagineAll Prices in Omani Rials and Subject To Tax and Service Charge All Prices in Omani Rials and Subject To Tax and Service ChargeSu H HarthyNessuna valutazione finora
- Coca-Cola Report Prepared by Manish SaranDocumento61 pagineCoca-Cola Report Prepared by Manish SaranManish Saran100% (14)
- Tampa City Council MeetingDocumento22 pagineTampa City Council MeetingABC Action NewsNessuna valutazione finora
- Joketor1 PDFDocumento108 pagineJoketor1 PDFKhim CortezNessuna valutazione finora
- Case 3Documento6 pagineCase 3enchong pee0% (3)
- CultureDocumento9 pagineCultureJayagokul SaravananNessuna valutazione finora
- Final Feasibility LonganisaDocumento12 pagineFinal Feasibility LonganisaJerickson MauricioNessuna valutazione finora
- Thermoregulation and Human PerformanceDocumento22 pagineThermoregulation and Human PerformanceHyperHodgeyNessuna valutazione finora
- English Composition Primary UPSRDocumento15 pagineEnglish Composition Primary UPSRHaninii Suhaila HKNessuna valutazione finora
- WatermelonDocumento8 pagineWatermelonDania KumalasariNessuna valutazione finora
- Design and Development of Fruit WasherDocumento11 pagineDesign and Development of Fruit WasherRafael SantosNessuna valutazione finora
- Porter's Five Force ModelDocumento20 paginePorter's Five Force Modelamitgarg46Nessuna valutazione finora
- BANYUWANGI PRICELIST (Periode 15-20 Mar 2021) SKU Code Nama Barang Harga JualDocumento6 pagineBANYUWANGI PRICELIST (Periode 15-20 Mar 2021) SKU Code Nama Barang Harga JualMas FiNessuna valutazione finora
- Koki Chicken Q1 In-Store Activations: ChannelDocumento5 pagineKoki Chicken Q1 In-Store Activations: ChannelWasseem AtallaNessuna valutazione finora
- Vernacular: Prepared By: Chiew Fung Ling Nor Amira Tan Hui Chen Zechrist ZechariahDocumento33 pagineVernacular: Prepared By: Chiew Fung Ling Nor Amira Tan Hui Chen Zechrist ZechariahDurga DeVadassNessuna valutazione finora
- 5 - 1 - 2 Practice Venn DiagramsDocumento2 pagine5 - 1 - 2 Practice Venn DiagramsBRIGHTON ONYANGONessuna valutazione finora
- File 5 - Module e - Monitoring & Evaluation For Ffa 20 July 2011Documento45 pagineFile 5 - Module e - Monitoring & Evaluation For Ffa 20 July 2011Juanito Sosa100% (1)
- Grade.4 PMB Unit.7 8 9Documento12 pagineGrade.4 PMB Unit.7 8 9Kim NgọcNessuna valutazione finora
- Entree BlueDocumento1 paginaEntree BluemreviewsNessuna valutazione finora
- Pinggang PinoyDocumento9 paginePinggang Pinoyjreyab100% (1)
- Note 1-LO1-7-Growth of Micro-OrganismDocumento1 paginaNote 1-LO1-7-Growth of Micro-OrganismMele TupouNessuna valutazione finora
- Reasoning CATDocumento5 pagineReasoning CATOmkar ShindeNessuna valutazione finora
- Exercise 8 Life SienceDocumento2 pagineExercise 8 Life SienceAndré StrevelNessuna valutazione finora
- Blomberg FNT 9670 ET and FNT 9670 XT (And ''FNT 9670 T'', Question Mark) (English + Arabic No Hebrew!)Documento37 pagineBlomberg FNT 9670 ET and FNT 9670 XT (And ''FNT 9670 T'', Question Mark) (English + Arabic No Hebrew!)TalNessuna valutazione finora
- Accounting Staff Job VacancyDocumento7 pagineAccounting Staff Job VacancyAldiansyah dtsNessuna valutazione finora
- Dairy Cow TMR GuideDocumento11 pagineDairy Cow TMR GuideTanisha FlowersNessuna valutazione finora
- Synopsis NavinDocumento11 pagineSynopsis Navinshiv infotechNessuna valutazione finora