Potrebbero piacerti anche
- Engineering Standrad For Piping and Instumention DrawingDocumento111 pagineEngineering Standrad For Piping and Instumention DrawingNeo100% (4)
- TJ BrochureDocumento2 pagineTJ Brochuremick2560Nessuna valutazione finora
- B2 Oxy FuelDocumento18 pagineB2 Oxy Fuelmick2560Nessuna valutazione finora
- Design Guide 205 TJ PDFDocumento18 pagineDesign Guide 205 TJ PDFmick2560100% (1)
- OFT ManualDocumento36 pagineOFT Manualmick2560Nessuna valutazione finora
- Psychometric Success Mechanical Reasoning - Practice Test 1 PDFDocumento12 paginePsychometric Success Mechanical Reasoning - Practice Test 1 PDFKonul AlizadehNessuna valutazione finora
- Level 1 Pneumatics Exercises Grey Logo Version Feb 2012Documento89 pagineLevel 1 Pneumatics Exercises Grey Logo Version Feb 2012mick25600% (1)
- Circuit TutorialDocumento8 pagineCircuit Tutorialmick2560Nessuna valutazione finora
- 3 Introduction To Engineering DrawingDocumento14 pagine3 Introduction To Engineering DrawinginboxsweetsNessuna valutazione finora
- Chapter29 Model and Paper Space LayoutsDocumento14 pagineChapter29 Model and Paper Space LayoutsIvo Herid LesmanaNessuna valutazione finora
- Intro Duc TiDocumento13 pagineIntro Duc Timick2560Nessuna valutazione finora
- Catia v5 Assembly DesignDocumento77 pagineCatia v5 Assembly Designapi-3833671100% (16)
- Catia Part02Documento12 pagineCatia Part02luluNessuna valutazione finora
- Catia v5 Assembly DesignDocumento77 pagineCatia v5 Assembly Designapi-3833671100% (16)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Kit 2: Essential COVID-19 WASH in SchoolDocumento8 pagineKit 2: Essential COVID-19 WASH in SchooltamanimoNessuna valutazione finora
- Indirect Teaching Strategy??: Name: Topic: Under SupervisionDocumento9 pagineIndirect Teaching Strategy??: Name: Topic: Under SupervisionSeham FouadNessuna valutazione finora
- Brand Guidelines Oracle PDFDocumento39 pagineBrand Guidelines Oracle PDFMarco CanoNessuna valutazione finora
- CNS Manual Vol III Version 2.0Documento54 pagineCNS Manual Vol III Version 2.0rono9796Nessuna valutazione finora
- MG206 Chapter 3 Slides On Marketing Principles and StrategiesDocumento33 pagineMG206 Chapter 3 Slides On Marketing Principles and StrategiesIsfundiyerTaungaNessuna valutazione finora
- Omae2008 57495Documento6 pagineOmae2008 57495Vinicius Cantarino CurcinoNessuna valutazione finora
- How Can You Achieve Safety and Profitability ?Documento32 pagineHow Can You Achieve Safety and Profitability ?Mohamed OmarNessuna valutazione finora
- GSMDocumento11 pagineGSMLinduxNessuna valutazione finora
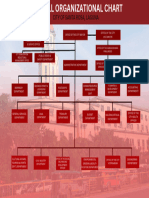
- Org ChartDocumento1 paginaOrg Chart2021-101781Nessuna valutazione finora
- LISTA Nascar 2014Documento42 pagineLISTA Nascar 2014osmarxsNessuna valutazione finora
- TENDER DOSSIER - Odweyne Water PanDocumento15 pagineTENDER DOSSIER - Odweyne Water PanMukhtar Case2022Nessuna valutazione finora
- Study of Means End Value Chain ModelDocumento19 pagineStudy of Means End Value Chain ModelPiyush Padgil100% (1)
- A Varactor Tuned Indoor Loop AntennaDocumento12 pagineA Varactor Tuned Indoor Loop Antennabayman66Nessuna valutazione finora
- Integrated Building Managemnt SystemDocumento8 pagineIntegrated Building Managemnt SystemRitikaNessuna valutazione finora
- 0901b8038042b661 PDFDocumento8 pagine0901b8038042b661 PDFWaqasAhmedNessuna valutazione finora
- Barangay Tanods and The Barangay Peace and OrderDocumento25 pagineBarangay Tanods and The Barangay Peace and OrderKarla Mir74% (42)
- SCHEDULE OF FEES - FinalDocumento1 paginaSCHEDULE OF FEES - FinalAbhishek SunaNessuna valutazione finora
- Step-7 Sample ProgramDocumento6 pagineStep-7 Sample ProgramAmitabhaNessuna valutazione finora
- Catalogue of The Herbert Allen Collection of English PorcelainDocumento298 pagineCatalogue of The Herbert Allen Collection of English PorcelainPuiu Vasile ChiojdoiuNessuna valutazione finora
- Jainithesh - Docx CorrectedDocumento54 pagineJainithesh - Docx CorrectedBala MuruganNessuna valutazione finora
- Volvo B13R Data SheetDocumento2 pagineVolvo B13R Data Sheetarunkdevassy100% (1)
- Bell WorkDocumento26 pagineBell WorkChuột Cao CấpNessuna valutazione finora
- The April Fair in Seville: Word FormationDocumento2 pagineThe April Fair in Seville: Word FormationДархан МакыжанNessuna valutazione finora
- European Steel and Alloy Grades: 16Mncr5 (1.7131)Documento3 pagineEuropean Steel and Alloy Grades: 16Mncr5 (1.7131)farshid KarpasandNessuna valutazione finora
- Technical Manual: 110 125US 110M 135US 120 135UR 130 130LCNDocumento31 pagineTechnical Manual: 110 125US 110M 135US 120 135UR 130 130LCNKevin QuerubinNessuna valutazione finora
- AdvertisingDocumento2 pagineAdvertisingJelena ŽužaNessuna valutazione finora
- Bondoc Vs PinedaDocumento3 pagineBondoc Vs PinedaMa Gabriellen Quijada-TabuñagNessuna valutazione finora
- Giuliani Letter To Sen. GrahamDocumento4 pagineGiuliani Letter To Sen. GrahamFox News83% (12)
- Prepositions Below by in On To of Above at Between From/toDocumento2 paginePrepositions Below by in On To of Above at Between From/toVille VianNessuna valutazione finora
- COVID Immunization Record Correction RequestDocumento2 pagineCOVID Immunization Record Correction RequestNBC 10 WJARNessuna valutazione finora