Potrebbero piacerti anche
- Proyecto SoldaduraDocumento23 pagineProyecto SoldaduraArriaga Ayala EmanuelNessuna valutazione finora
- Tabajo de Chapas LaminasDocumento28 pagineTabajo de Chapas LaminasRONALD ROANessuna valutazione finora
- Mecanizado en Seco TaladradoDocumento9 pagineMecanizado en Seco TaladradoHdo. Arnulfo Sierra MoralesNessuna valutazione finora
- Corte de LaminaDocumento5 pagineCorte de LaminaMarco Chicaiza0% (1)
- Estudio de Las Causas de Las Fallas de Un Piñón Helicoidal de Una Caja de Transmisión de PotenciaDocumento17 pagineEstudio de Las Causas de Las Fallas de Un Piñón Helicoidal de Una Caja de Transmisión de PotenciaJose HernandezNessuna valutazione finora
- Procesos de MecanizadoDocumento14 pagineProcesos de MecanizadoSergio TorresNessuna valutazione finora
- El Mecanizado Del CobreDocumento2 pagineEl Mecanizado Del CobreLuis Cabana CeraNessuna valutazione finora
- 04 - Conformado de La ChapaDocumento42 pagine04 - Conformado de La ChapaCarlos Lema MiguénsNessuna valutazione finora
- Informe Procesos Mecanicos PDFDocumento10 pagineInforme Procesos Mecanicos PDFPaola OrtegaNessuna valutazione finora
- Proceso y Procedimiento de Perforados de Los Mecanizados en Los Diversos MaterialesDocumento16 pagineProceso y Procedimiento de Perforados de Los Mecanizados en Los Diversos MaterialesGINA TATIANA ESTRADA CALVANessuna valutazione finora
- MCAF01 U2 Casos GuiaABP 3 4Documento18 pagineMCAF01 U2 Casos GuiaABP 3 4Manuel Zuñiga0% (2)
- Informe TaladradoDocumento13 pagineInforme TaladradoJean Paul Villa RealNessuna valutazione finora
- Copia de DEFORMACIÓN POR APLASTAMIENTO DE ALEACIONES FERROSASDocumento11 pagineCopia de DEFORMACIÓN POR APLASTAMIENTO DE ALEACIONES FERROSASMiguel ArguzNessuna valutazione finora
- Conformado de Chapa MetálicaDocumento5 pagineConformado de Chapa Metálicaestiven ValderramaNessuna valutazione finora
- Guia UIII Tecnología MecánicaDocumento22 pagineGuia UIII Tecnología MecánicaDennis VillacisNessuna valutazione finora
- TP3 TorneadoDocumento5 pagineTP3 TorneadobastianNessuna valutazione finora
- Resistencia Al Desgaste en Depósitos de Soldadura Con Alto Contenido de CR Sobre Un Acero Astm A128Documento8 pagineResistencia Al Desgaste en Depósitos de Soldadura Con Alto Contenido de CR Sobre Un Acero Astm A128Andrés PerezNessuna valutazione finora
- Practica 9 MetalisteríaDocumento6 paginePractica 9 MetalisteríaMajo MedelNessuna valutazione finora
- Evolucion Herramientas de CorteDocumento4 pagineEvolucion Herramientas de CorteEdi BarajaNessuna valutazione finora
- Tarea de Procesos Embutido y TroqueladoDocumento5 pagineTarea de Procesos Embutido y TroqueladoGio MousatNessuna valutazione finora
- TesisDocumento8 pagineTesisJonathanMaxwellZerecedaNovoaNessuna valutazione finora
- Buriles Manufactura IiDocumento26 pagineBuriles Manufactura Iitigre00Nessuna valutazione finora
- Re-10-Lab-323 Tecnologia de Fabricacion v1Documento6 pagineRe-10-Lab-323 Tecnologia de Fabricacion v1vladimir quispe condoriNessuna valutazione finora
- Proceso y Procedimiento de Perforados de Los Mecanizados en Los Diversos MaterialesDocumento16 pagineProceso y Procedimiento de Perforados de Los Mecanizados en Los Diversos MaterialesGINA TATIANA ESTRADA CALVANessuna valutazione finora
- Actividad4 - Conformado de MaterialesDocumento8 pagineActividad4 - Conformado de MaterialesCarlos RuizNessuna valutazione finora
- Procesos Tornillo 3Documento12 pagineProcesos Tornillo 3Rigoberto Hernandez BrionesNessuna valutazione finora
- Informe de Taller MecanicoDocumento9 pagineInforme de Taller Mecanicoreyko2424Nessuna valutazione finora
- TP3 - Insertos - 2021Documento6 pagineTP3 - Insertos - 2021Agustin VeraNessuna valutazione finora
- Informe Laboratorio 4Documento15 pagineInforme Laboratorio 4Wilmar A. VillarragaNessuna valutazione finora
- Norma Astm e - 3 Preparacion MetalografiaDocumento5 pagineNorma Astm e - 3 Preparacion MetalografiaBraYan CarVajal100% (1)
- Practica 4 - TaladroDocumento4 paginePractica 4 - TaladroGabriel GuevaraNessuna valutazione finora
- Roscado en Torno Con Terraja Y Machuelo, Torneado Cónco, RefrigerantesDocumento12 pagineRoscado en Torno Con Terraja Y Machuelo, Torneado Cónco, Refrigerantesvicente gavidiaNessuna valutazione finora
- Compactadora de Viruta de Metal12Documento22 pagineCompactadora de Viruta de Metal12Pedro Cueva CalderonNessuna valutazione finora
- Diseño de Una Guillotina de PedalDocumento26 pagineDiseño de Una Guillotina de PedalWilliam50% (2)
- Análisis Del Tiempo de Vida de Una Herramienta de CorteDocumento8 pagineAnálisis Del Tiempo de Vida de Una Herramienta de CorteDINPROPERUNessuna valutazione finora
- Taladrado Luz ClaraDocumento10 pagineTaladrado Luz ClaraUriel torres velardeNessuna valutazione finora
- IN179-Examen Final-Con RespuestaDocumento4 pagineIN179-Examen Final-Con RespuestaJean Gonzales100% (1)
- Proceso de Doblado y EmbutidoDocumento24 pagineProceso de Doblado y EmbutidoRoberto Molina RoldánNessuna valutazione finora
- Afilado 2Documento7 pagineAfilado 2Jeral SanchezNessuna valutazione finora
- Mantenimiento de BuquesDocumento10 pagineMantenimiento de BuquesAdw Delgado GuanoNessuna valutazione finora
- Proceso de Elaboracion de RinDocumento6 pagineProceso de Elaboracion de RinArturo MendozaNessuna valutazione finora
- Laboratorio - Ing - Materiales Prac03 - RíosCansecoGamalielDocumento10 pagineLaboratorio - Ing - Materiales Prac03 - RíosCansecoGamalielGamaliel RCNessuna valutazione finora
- Metodologia de Conformacion de Piezas Por DobladoDocumento15 pagineMetodologia de Conformacion de Piezas Por DobladoJaume MiróNessuna valutazione finora
- CizalladoDocumento8 pagineCizalladoYo Argelin CruzNessuna valutazione finora
- Rendimiento de Insertos de Metal Duro No RecubiertosDocumento8 pagineRendimiento de Insertos de Metal Duro No RecubiertosJacinto Gomez EmbolettiNessuna valutazione finora
- Procesos de Manufactura I Universidad Del AtlanticoDocumento4 pagineProcesos de Manufactura I Universidad Del AtlanticoDANIEL ALFONSO SAMPER BRITONessuna valutazione finora
- Laboratorio de MetalografiaDocumento8 pagineLaboratorio de MetalografiaLeonardoAcostaBerrioNessuna valutazione finora
- Afilado BurilDocumento8 pagineAfilado BurilLuis Israel Quinga AcostaNessuna valutazione finora
- Procdef PR7 21 - 2Documento5 pagineProcdef PR7 21 - 2Oscar UribeNessuna valutazione finora
- Elaboración de Un PiñónDocumento24 pagineElaboración de Un PiñónLuis Alberto SanchezNessuna valutazione finora
- Paper Ansys Mecanizado2Documento8 paginePaper Ansys Mecanizado2Diego MolinaNessuna valutazione finora
- Examen Parcial: Universidad Nacional de IngenieríaDocumento2 pagineExamen Parcial: Universidad Nacional de IngenieríaDavid NuñezNessuna valutazione finora
- Proyecto de Fabricacion de Elementos de DesgasteDocumento42 pagineProyecto de Fabricacion de Elementos de DesgasteGrecia BustamanteNessuna valutazione finora
- TEC MEC MejoradoDocumento11 pagineTEC MEC MejoradoCampos OscarNessuna valutazione finora
- Planificacion Del MartilloDocumento49 paginePlanificacion Del MartilloWendy Panozo100% (4)
- Analisis de FallaDocumento25 pagineAnalisis de FallaArmando Fdez Mcdo100% (2)
- Afilado de BrocaDocumento7 pagineAfilado de BrocaCarlos PilatasigNessuna valutazione finora
- 1-Informe Laboratorio Universidad Nacional de IngenieríaDocumento19 pagine1-Informe Laboratorio Universidad Nacional de IngenieríaJhon AyalaNessuna valutazione finora
- Soldadura MIG de acero inoxidable y aluminio. FMEC0210Da EverandSoldadura MIG de acero inoxidable y aluminio. FMEC0210Nessuna valutazione finora
- Octubre 06Documento3 pagineOctubre 06lakvz39Nessuna valutazione finora
- Montero Proteccion de MotoresDocumento7 pagineMontero Proteccion de MotoresJJGNessuna valutazione finora
- Tabla de Proteccion IPDocumento1 paginaTabla de Proteccion IPMiguel Angel MasNessuna valutazione finora
- Tablas de Coordinación AbbDocumento89 pagineTablas de Coordinación AbbJJGNessuna valutazione finora
- Conmutacion Merlin GerinDocumento102 pagineConmutacion Merlin GerinBlas Trujillo Rodriguez100% (1)
- WWW DemagDocumento24 pagineWWW DemagPedro Junior Sotelo LedezmaNessuna valutazione finora
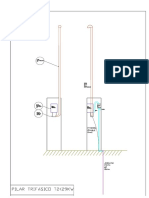
- Pilar Trifasico t2 29kw 2Documento1 paginaPilar Trifasico t2 29kw 2JJGNessuna valutazione finora
- Ip Ik22Documento9 pagineIp Ik22nero316Nessuna valutazione finora
- PHOTO Tutotial Raw TherapeeDocumento23 paginePHOTO Tutotial Raw TherapeeJJG100% (3)
- Abb Proteccion SobretensionesDocumento16 pagineAbb Proteccion SobretensionesJavier Soprano100% (1)
- NTP 588Documento5 pagineNTP 588JJGNessuna valutazione finora
- RAWTherapeeManual 2.3 EsDocumento31 pagineRAWTherapeeManual 2.3 EsnorbulinuksNessuna valutazione finora
- NOLLMANN - Grado de Proteccion IPDocumento1 paginaNOLLMANN - Grado de Proteccion IPAlexander RiosNessuna valutazione finora
- Baw SobretensionesDocumento9 pagineBaw SobretensionesLuis Fernando Martinez OrtegaNessuna valutazione finora
- Can BusDocumento11 pagineCan BusJJGNessuna valutazione finora
- Proteccion Contra Sobretensiones AbbDocumento4 pagineProteccion Contra Sobretensiones AbbPedro Alberto Cuevas AlvarezNessuna valutazione finora
- Protocolo CanDocumento38 pagineProtocolo CanJJGNessuna valutazione finora
- Implementacion Red CANDocumento19 pagineImplementacion Red CANJJGNessuna valutazione finora
- Equipos Contra-Incendio - PDF 88174Documento1 paginaEquipos Contra-Incendio - PDF 88174JJGNessuna valutazione finora
- Proteccion Con SobretensionesDocumento32 pagineProteccion Con SobretensionesEspinoza EstebanNessuna valutazione finora
- SSW07 Manual DeviceNet R00 Es ES 10000046974Documento22 pagineSSW07 Manual DeviceNet R00 Es ES 10000046974Raul VskNessuna valutazione finora
- Adendum Caños y CajasDocumento3 pagineAdendum Caños y CajasJJGNessuna valutazione finora
- Protocolo CANDocumento32 pagineProtocolo CANT Tres ChileNessuna valutazione finora
- Capitulo 1Documento1 paginaCapitulo 1JJGNessuna valutazione finora
- Diseño de Elevador de VehiculoDocumento55 pagineDiseño de Elevador de VehiculoJosecantero73Nessuna valutazione finora
- Manual Contra-Incendios y JockeyDocumento17 pagineManual Contra-Incendios y JockeyHerwins Garcia ArevaloNessuna valutazione finora
- 101 18 PDFDocumento3 pagine101 18 PDFfrostestNessuna valutazione finora
- 14-15D34310 - Proyecto de Ley Seg ElectricaDocumento19 pagine14-15D34310 - Proyecto de Ley Seg ElectricaJJGNessuna valutazione finora
- El Tester AnalogicoDocumento19 pagineEl Tester Analogicomnolasco2010Nessuna valutazione finora
- 27 - 32 Conmutadoras BawDocumento2 pagine27 - 32 Conmutadoras BawJJGNessuna valutazione finora
- Lenguaje de ProgramaciónDocumento5 pagineLenguaje de ProgramaciónYordan Sullca PalominoNessuna valutazione finora
- Aforador ParshallDocumento9 pagineAforador ParshallJalil Vladimir Cubas GarciaNessuna valutazione finora
- Trabajo de Gabi IDocumento4 pagineTrabajo de Gabi ILeux Javier Malavé QuijadaNessuna valutazione finora
- Torre de PapelDocumento2 pagineTorre de PapelMELISA KATERINE TULANDY REYESNessuna valutazione finora
- Teoria de La Programacion de Las Emisoras de RadiocontrolDocumento7 pagineTeoria de La Programacion de Las Emisoras de RadiocontrolJOSE ANTONIO ANDREU FERNANDEZNessuna valutazione finora
- Practica 7 - Sedimentacion IntermitenteDocumento22 paginePractica 7 - Sedimentacion IntermitenteLehia Puente StrangersNessuna valutazione finora
- Electiva Tec. Refrigeracion y Aire AcondicionadoDocumento3 pagineElectiva Tec. Refrigeracion y Aire AcondicionadodavidNessuna valutazione finora
- Presentación 1Documento9 paginePresentación 1ronal mendoza vegaNessuna valutazione finora
- Cummins IsbDocumento6 pagineCummins Isbjose lucia solanoNessuna valutazione finora
- BrochureDocumento12 pagineBrochureMIGUEL ANGEL ALARCON GALLEGOSNessuna valutazione finora
- BINARIOSDocumento32 pagineBINARIOSCristian Perez AnguloNessuna valutazione finora
- Estudio Tecnico NafinDocumento42 pagineEstudio Tecnico Nafinmitchel78100% (1)
- Trabajo Acerca de La Mecanica Del Medio Continuo PDFDocumento12 pagineTrabajo Acerca de La Mecanica Del Medio Continuo PDFLuis lucianoNessuna valutazione finora
- Dimensionamiento de Piñones para Cadena de Rodillos Simple Doble y TripleDocumento9 pagineDimensionamiento de Piñones para Cadena de Rodillos Simple Doble y TripleSaulithop SanchezNessuna valutazione finora
- Revista PeruConstruye Edicion31 PDFDocumento192 pagineRevista PeruConstruye Edicion31 PDFJose LermoNessuna valutazione finora
- Los Alambres en OrtodonciaDocumento25 pagineLos Alambres en OrtodonciaBarry Turner91% (11)
- Analisis Metalografico. ElementosDocumento32 pagineAnalisis Metalografico. ElementosJhonatan FarreraNessuna valutazione finora
- Introducción Al TransporteDocumento49 pagineIntroducción Al TransporteSantiago PeñafielNessuna valutazione finora
- Codigos de Fallas de Los Chrysler y Dodge de 1984 Al 2000Documento10 pagineCodigos de Fallas de Los Chrysler y Dodge de 1984 Al 2000alexNessuna valutazione finora
- Práctica 3 PermeabilidadDocumento7 paginePráctica 3 PermeabilidadJOSE ALEXIS APARICIO AISPURONessuna valutazione finora
- Zapatas en Arenas (Wily)Documento33 pagineZapatas en Arenas (Wily)Frankli SaavedraNessuna valutazione finora
- Disgregado de PartidasDocumento11 pagineDisgregado de PartidasANDRE LUIS ROA CHANGANANessuna valutazione finora
- 018-04-Diseño Drenaje SuperficialDocumento48 pagine018-04-Diseño Drenaje SuperficialJesus Percy Garro EspinozaNessuna valutazione finora
- GUÍA PRÁCTICA 11 Cálculo de Pérdidas Secundarias Con El Uso de PiezómetrosDocumento3 pagineGUÍA PRÁCTICA 11 Cálculo de Pérdidas Secundarias Con El Uso de PiezómetrosAyrton B. Solorzano100% (2)
- Estudio Impacto Ambiental Construcción de Galpón IndustrialDocumento126 pagineEstudio Impacto Ambiental Construcción de Galpón IndustrialAnonymous QRtgiAom8Nessuna valutazione finora
- Tutorial de Visual Studio 2005 y SQL Server 2005 PDFDocumento60 pagineTutorial de Visual Studio 2005 y SQL Server 2005 PDFdjrojas2512Nessuna valutazione finora
- Especificaciones AnfiteatroDocumento87 pagineEspecificaciones AnfiteatroManuel Aurelio Esparza Monroy100% (1)
- Modelos de Procesos de Software para Sistemas EmbebidosDocumento4 pagineModelos de Procesos de Software para Sistemas EmbebidosSaroff Yataco IrrazábalNessuna valutazione finora
- Proyecto de Semana 2 Curso 1Documento6 pagineProyecto de Semana 2 Curso 1fsp443140Nessuna valutazione finora
- Práctica 3 - Hidrólisis Enzimática de AlmidónDocumento7 paginePráctica 3 - Hidrólisis Enzimática de AlmidónPrez PillarNessuna valutazione finora