Potrebbero piacerti anche
- Corproate Akzo NobellaunchesnewbrandstrategyDocumento2 pagineCorproate Akzo NobellaunchesnewbrandstrategyradiantramNessuna valutazione finora
- Shapes Magazine 2014 #1 - EnglishDocumento24 pagineShapes Magazine 2014 #1 - EnglishsapagroupNessuna valutazione finora
- Diagram 185 en WebDocumento84 pagineDiagram 185 en WebJorge BuenoNessuna valutazione finora
- Focus Plastics Case StudyDocumento8 pagineFocus Plastics Case StudyraiaNessuna valutazione finora
- Lean Solutions: How Companies and Customers Can Create Value and Wealth TogetherDa EverandLean Solutions: How Companies and Customers Can Create Value and Wealth TogetherValutazione: 3.5 su 5 stelle3.5/5 (16)
- Paper Mill ThesisDocumento5 paginePaper Mill Thesisafktlrreerdihj100% (2)
- 049 2016 en GL VaBW Imagebroschuere WEBDocumento28 pagine049 2016 en GL VaBW Imagebroschuere WEBUnir Welds CoatingsNessuna valutazione finora
- Case Study 1, VSM Group (IBS)Documento10 pagineCase Study 1, VSM Group (IBS)joliebeNessuna valutazione finora
- MS00070925 SF05 Polyols A4 0315 ESDocumento14 pagineMS00070925 SF05 Polyols A4 0315 ESΣταύρος Βουγιουκλίδης100% (1)
- Changeship - Workbook: Building and scaling next generation businesses in the digital polypol: Purpose driven - Customer dedicated - Sustainability enabledDa EverandChangeship - Workbook: Building and scaling next generation businesses in the digital polypol: Purpose driven - Customer dedicated - Sustainability enabledNessuna valutazione finora
- Khs Competence 02-2011 Englisch EinzelnDocumento80 pagineKhs Competence 02-2011 Englisch Einzelnozgurturunc4Nessuna valutazione finora
- Summer Internship ReportDocumento65 pagineSummer Internship ReportNeeraj NamanNessuna valutazione finora
- CWMay 2013Documento70 pagineCWMay 2013Clint FosterNessuna valutazione finora
- Operations Case StudyDocumento4 pagineOperations Case StudyWALANI NOAHNessuna valutazione finora
- Coloplast CaseDocumento26 pagineColoplast CaseHồng Linh PhanNessuna valutazione finora
- Bekaert Corporate Brochure Final 2013Documento31 pagineBekaert Corporate Brochure Final 2013Gina MateescuNessuna valutazione finora
- Summary of The Innovator's Dilemma: by Clayton M. Christensen | Includes AnalysisDa EverandSummary of The Innovator's Dilemma: by Clayton M. Christensen | Includes AnalysisNessuna valutazione finora
- Research Paper FactoryDocumento5 pagineResearch Paper Factoryefeh4a7z100% (1)
- Module 1 Wed Bsacore6Documento4 pagineModule 1 Wed Bsacore6Kryzzel JonNessuna valutazione finora
- Catalogue: Fixing SystemsDocumento602 pagineCatalogue: Fixing SystemsOmar AL-jazairiNessuna valutazione finora
- Additional Facts About Southwestern Petroleum Corporation: - Page 1Documento4 pagineAdditional Facts About Southwestern Petroleum Corporation: - Page 1FERIYULIANSYAHNessuna valutazione finora
- PHPSP IDg 9Documento28 paginePHPSP IDg 9NATSOIncNessuna valutazione finora
- Report of Project in SapDocumento75 pagineReport of Project in Sappiyush gupta100% (5)
- Operations Management - Design House Partnerships at Concept Design ServicesDocumento6 pagineOperations Management - Design House Partnerships at Concept Design ServicesPutri Putri33% (3)
- Business English Project (Marketing Strategy)Documento18 pagineBusiness English Project (Marketing Strategy)Mohamed Lamine BoutouatouNessuna valutazione finora
- Milan Kratochvil, Charles Carson-Growing Modular - Mass Customization of Complex Products, Services and Software (2005)Documento185 pagineMilan Kratochvil, Charles Carson-Growing Modular - Mass Customization of Complex Products, Services and Software (2005)muhammad hassanNessuna valutazione finora
- Thesis Mass CustomizationDocumento4 pagineThesis Mass CustomizationPayPeopleToWritePapersUK100% (2)
- 1 Visions and PerspectivesDocumento6 pagine1 Visions and PerspectivesDenial BasanovicNessuna valutazione finora
- Web-Fed News 05Documento12 pagineWeb-Fed News 05danceNessuna valutazione finora
- Case EkornesDocumento2 pagineCase EkornesFahim Anwar0% (1)
- Glenfield 65902 ProofDocumento16 pagineGlenfield 65902 ProofSumith C MohanNessuna valutazione finora
- Sample PageDocumento33 pagineSample Pagechidume johnsonNessuna valutazione finora
- Outthink the Competition (Review and Analysis of Krippendorff's Book)Da EverandOutthink the Competition (Review and Analysis of Krippendorff's Book)Nessuna valutazione finora
- Competence enDocumento88 pagineCompetence envmeottiNessuna valutazione finora
- Postscript Fueled by A DreamDocumento5 paginePostscript Fueled by A DreamMohamed HassanNessuna valutazione finora
- Products that Last: Product Design for Circular Business ModelsDa EverandProducts that Last: Product Design for Circular Business ModelsNessuna valutazione finora
- Business Plan For 5star PaintDocumento20 pagineBusiness Plan For 5star Paintracecomedy4lifeNessuna valutazione finora
- CONKRETODocumento5 pagineCONKRETOCyrylle ObenzaNessuna valutazione finora
- Aker Solutions ThesisDocumento4 pagineAker Solutions Thesisgbxwghwb100% (2)
- FixationDocumento607 pagineFixationNadjib BenrabahNessuna valutazione finora
- SbWeb 00111 050712 Ikea-Ian-WorlingDocumento5 pagineSbWeb 00111 050712 Ikea-Ian-WorlingRiddhi GhoshNessuna valutazione finora
- Tailormade: Individual Solutions, High-Quality Products, and Comprehensive ServiceDocumento24 pagineTailormade: Individual Solutions, High-Quality Products, and Comprehensive ServiceGustavo Adolfo Soto G.Nessuna valutazione finora
- Minnesota Mining and Manufacturing Company: Institute of Business and TechnologyDocumento12 pagineMinnesota Mining and Manufacturing Company: Institute of Business and TechnologyMuhammad BilalNessuna valutazione finora
- Blue Ocean StrategyDocumento6 pagineBlue Ocean Strategypriyank1256100% (1)
- FMCG Employer Profiles: (And Graduate Assessment Process)Documento26 pagineFMCG Employer Profiles: (And Graduate Assessment Process)nareshsbcNessuna valutazione finora
- Stick To The LithotargeDocumento2 pagineStick To The Lithotargejvg2010Nessuna valutazione finora
- Carlstahl EquipmentDocumento440 pagineCarlstahl Equipmenthubert patiño monroyNessuna valutazione finora
- Company Report 2Documento9 pagineCompany Report 2Thomas HaddenNessuna valutazione finora
- IBM Consulting BrochureDocumento28 pagineIBM Consulting BrochureJeremy AssousNessuna valutazione finora
- Fire in the Machine: Driving Entrepreneurial Innovation in Large CPG OrganizationsDa EverandFire in the Machine: Driving Entrepreneurial Innovation in Large CPG OrganizationsNessuna valutazione finora
- Technical Data - HangerDocumento344 pagineTechnical Data - HangerAnonymous oUoJ4A8xNessuna valutazione finora
- Strategic Analysis of Arçelik: MIS 458 Strategic Management Project ReportDocumento17 pagineStrategic Analysis of Arçelik: MIS 458 Strategic Management Project ReportHilal AydınNessuna valutazione finora
- Husky Brochure EnglishDocumento26 pagineHusky Brochure EnglishPandega DewantoNessuna valutazione finora
- Not Invented Here: Cross-Industry InnovationDa EverandNot Invented Here: Cross-Industry InnovationValutazione: 5 su 5 stelle5/5 (1)
- PlyVisions Issue12Documento24 paginePlyVisions Issue12Héctor Novoa SandovalNessuna valutazione finora
- 3250WORDDocumento30 pagine3250WORDphaniNessuna valutazione finora
- tesco案例研究Documento11 paginetesco案例研究ewakxmhrNessuna valutazione finora
- Retail Isn't Dead: Innovative Strategies for Brick and Mortar Retail SuccessDa EverandRetail Isn't Dead: Innovative Strategies for Brick and Mortar Retail SuccessValutazione: 5 su 5 stelle5/5 (1)
- Patrico LTD Company AnalysisDocumento10 paginePatrico LTD Company AnalysisHND Assignment HelpNessuna valutazione finora
- MKTGDocumento23 pagineMKTGAldwin Jay SeveroNessuna valutazione finora
- B.Ethics (Part 2)Documento110 pagineB.Ethics (Part 2)Hamza KianiNessuna valutazione finora
- Management Strategic For External AssessmentDocumento40 pagineManagement Strategic For External AssessmentRadhika Hartami PutriNessuna valutazione finora
- Nielsen Global Sustainability Report Oct 2015Documento19 pagineNielsen Global Sustainability Report Oct 2015ashprasad_796766803Nessuna valutazione finora
- NetflixDocumento8 pagineNetflixRejitha Raman100% (1)
- Mercados de Energia: Oportunidades de Negocio: Oswaldo Salgado Bonilla 1Documento4 pagineMercados de Energia: Oportunidades de Negocio: Oswaldo Salgado Bonilla 1Oswaldo SalgadoNessuna valutazione finora
- Ek Shop CaseDocumento11 pagineEk Shop Casemaruf50% (2)
- Economic Impact of Retailing in Pakistan 1Documento20 pagineEconomic Impact of Retailing in Pakistan 1atta_tahirNessuna valutazione finora
- Modified Pratham MotorsDocumento114 pagineModified Pratham Motorspunithnco2Nessuna valutazione finora
- Assignment ON Research Methodology: TopicDocumento13 pagineAssignment ON Research Methodology: TopicpandeypriyaNessuna valutazione finora
- Market Environment - GodrejDocumento13 pagineMarket Environment - GodrejShubhangi AgrawalNessuna valutazione finora
- Summer Training Project ReportDocumento94 pagineSummer Training Project Reportumeshpastor100% (1)
- Case Study On CemexDocumento4 pagineCase Study On CemexAniket PatilNessuna valutazione finora
- Supply Chain Management System of AgoraDocumento15 pagineSupply Chain Management System of AgoraIffatAraIlaNessuna valutazione finora
- Assignment 2 Demand & Supply PDFDocumento6 pagineAssignment 2 Demand & Supply PDFhemantNessuna valutazione finora
- Method 10x10 Raiders of The Lost OvertureDocumento17 pagineMethod 10x10 Raiders of The Lost OvertureXavier FiguerolaNessuna valutazione finora
- Rhetorical AnalysisDocumento6 pagineRhetorical Analysisapi-316483407Nessuna valutazione finora
- MidtermADM3302M SolutionDocumento5 pagineMidtermADM3302M SolutionAlbur Raheem-Jabar100% (1)
- Resource Allocation - BCG MatrixDocumento13 pagineResource Allocation - BCG MatrixSonu Avinash Singh50% (2)
- Supply Chain ManagementDocumento21 pagineSupply Chain ManagementMTZANessuna valutazione finora
- 2013-14 - Service - Identity - 1.0 14Documento1 pagina2013-14 - Service - Identity - 1.0 14Fer LúaNessuna valutazione finora
- Eco 3 - Midterm Lesson Part2Documento4 pagineEco 3 - Midterm Lesson Part2Karla OñasNessuna valutazione finora
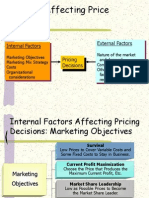
- Internal Factors External Factors Pricing DecisionsDocumento17 pagineInternal Factors External Factors Pricing DecisionssaurabhsaggiNessuna valutazione finora
- Viva QuestionsDocumento41 pagineViva Questionslin_guardianangelNessuna valutazione finora
- Dabur Project - 11111Documento32 pagineDabur Project - 11111King Nitin Agnihotri0% (1)
- Marketing Aspect-Feasibility StudyDocumento9 pagineMarketing Aspect-Feasibility StudyJeremy Kuizon Pacuan50% (2)
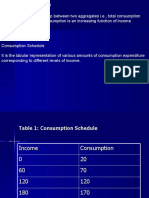
- Consumption FunctionDocumento15 pagineConsumption FunctionRifaz ShakilNessuna valutazione finora
- Diani Reef Beach Resort & Spa-1Documento14 pagineDiani Reef Beach Resort & Spa-1Catherine Wekesa100% (1)
- Sales Marketing of WaltonDocumento9 pagineSales Marketing of Waltonabid.minar100% (1)
- Disney HistoryDocumento3 pagineDisney HistoryAbdul SahimiNessuna valutazione finora