Potrebbero piacerti anche
- Lecture2 (Petrochemical)Documento12 pagineLecture2 (Petrochemical)ToniAndiwijaya100% (1)
- Modelling of Naphtha Cracking For Olefins Production - Joao MarcosDocumento9 pagineModelling of Naphtha Cracking For Olefins Production - Joao MarcosBahar MeschiNessuna valutazione finora
- A Successful Approach To Improve Energy Utilization in Ethylene Units - 2007 - 91fDocumento65 pagineA Successful Approach To Improve Energy Utilization in Ethylene Units - 2007 - 91fMahsa100% (1)
- FurnaceDocumento6 pagineFurnaceChacon Jose WalterNessuna valutazione finora
- Computational Techniques for Chemical Engineers: International Series of Monographs in Chemical EngineeringDa EverandComputational Techniques for Chemical Engineers: International Series of Monographs in Chemical EngineeringNessuna valutazione finora
- Exxonmobil Olefins Process DescriptionDocumento5 pagineExxonmobil Olefins Process Descriptionamiramirimehr100% (1)
- Hydrogen and Syngas Production and Purification TechnologiesDa EverandHydrogen and Syngas Production and Purification TechnologiesNessuna valutazione finora
- SRT ViiDocumento34 pagineSRT Viikeydie RamirezNessuna valutazione finora
- India Lecture Olefin CrackerDocumento41 pagineIndia Lecture Olefin Crackerswaggeroni yololoNessuna valutazione finora
- EthyleneDocumento8 pagineEthyleneEman El Dsouky100% (1)
- Cracker SafetyDocumento37 pagineCracker Safetykhanasifalam100% (1)
- EthyleneDocumento59 pagineEthyleneNauman100% (3)
- Furnace Incident During DecokingDocumento9 pagineFurnace Incident During DecokingMohamed Sayed AbdoNessuna valutazione finora
- Ethylene BasicsDocumento53 pagineEthylene Basicskingcobra008100% (5)
- Energy and Process Optimization for the Process IndustriesDa EverandEnergy and Process Optimization for the Process IndustriesNessuna valutazione finora
- Progress of Modern Pyrolysis Furnace TechnologyDocumento4 pagineProgress of Modern Pyrolysis Furnace TechnologyDavid Rodrigues100% (1)
- REFORMER Upgrades To Convection Section & Radiant Section at TRINGEN 1 Ammonia Plant, Trinidad X 0Documento8 pagineREFORMER Upgrades To Convection Section & Radiant Section at TRINGEN 1 Ammonia Plant, Trinidad X 0David PierreNessuna valutazione finora
- Cracking Furnace Tube Metallurgy Part 1 ADocumento21 pagineCracking Furnace Tube Metallurgy Part 1 AKaren Romero100% (1)
- Olefins Production PDFDocumento64 pagineOlefins Production PDFAnonymous 0zrCNQNessuna valutazione finora
- Future Coils For Ethylene FurnacesDocumento2 pagineFuture Coils For Ethylene FurnacesAli DarvishiNessuna valutazione finora
- Fired Heaters Convection SectionDocumento25 pagineFired Heaters Convection Sectionweam nour100% (1)
- Kurita Mitigating Coke FormationDocumento3 pagineKurita Mitigating Coke FormationMarcelNessuna valutazione finora
- Process Analytics in PE PlantsDocumento9 pagineProcess Analytics in PE PlantsdavidNessuna valutazione finora
- 02 - SCORE Furnaces - Case StudiesDocumento22 pagine02 - SCORE Furnaces - Case StudiesAbhimanyu SharmaNessuna valutazione finora
- Filling The Propylene Gap On Purpose TechnologiesDocumento12 pagineFilling The Propylene Gap On Purpose Technologiesvajidqc100% (1)
- SRT Cracking Furnace - 1Documento66 pagineSRT Cracking Furnace - 1D K S100% (2)
- Steam Cracker Furnace of OlefinesDocumento10 pagineSteam Cracker Furnace of OlefinesEnrique ArceNessuna valutazione finora
- Ethylene Recovery Through Dephlegmator TechnologyDocumento9 pagineEthylene Recovery Through Dephlegmator TechnologyMohamed Abushrida100% (1)
- Coke Formation Mechanisms and Coke Inhibiting Methods in Pyrolysis FurnacesDocumento15 pagineCoke Formation Mechanisms and Coke Inhibiting Methods in Pyrolysis Furnaceskarl liNessuna valutazione finora
- Dampers and Guillotines For Fired Equipment: ScopeDocumento8 pagineDampers and Guillotines For Fired Equipment: ScopeAna Bella RosarioNessuna valutazione finora
- Sequestering CO in The Built Environment: Calera CorporationDocumento48 pagineSequestering CO in The Built Environment: Calera CorporationPassmore DubeNessuna valutazione finora
- Process Analytics in Ethylene Production PlantsDocumento11 pagineProcess Analytics in Ethylene Production PlantsIka SulistyaningtiyasNessuna valutazione finora
- FCC MANUAL 5-Catalyst RegenerationDocumento10 pagineFCC MANUAL 5-Catalyst RegenerationSrinivas MoturiNessuna valutazione finora
- 2002 Furnace TutorialDocumento36 pagine2002 Furnace Tutorialscongiundi100% (2)
- Isomerization UnitDocumento2 pagineIsomerization UnitNavin Ramjattan100% (1)
- HDPE-LLDPE Notes For MTechDocumento4 pagineHDPE-LLDPE Notes For MTechSdkmega HhNessuna valutazione finora
- Sulfur Addition To FurnacesDocumento4 pagineSulfur Addition To FurnacesAnonymous RvIgDU50% (2)
- Heat ExchangerDocumento12 pagineHeat ExchangeremergingengineerNessuna valutazione finora
- Ethylene & ACF PDFDocumento48 pagineEthylene & ACF PDFSubrato Saha100% (2)
- Heurtey Petrochem: Coker Furnace Run LengthDocumento24 pagineHeurtey Petrochem: Coker Furnace Run LengthFayaz MohammedNessuna valutazione finora
- FCC Catalyst-Key Element in Refinery TechnologyDocumento11 pagineFCC Catalyst-Key Element in Refinery TechnologyJenny TrochezNessuna valutazione finora
- Restricted Access Notice: Due To Third Party Proprietary InformationDocumento95 pagineRestricted Access Notice: Due To Third Party Proprietary InformationTala RamezaniNessuna valutazione finora
- OlifinDocumento90 pagineOlifinsgrsthNessuna valutazione finora
- DCU HeaterDocumento46 pagineDCU Heatermujeebtalib100% (2)
- GTC BTX Revamps - Rev Intro (Compatibility MDocumento29 pagineGTC BTX Revamps - Rev Intro (Compatibility MjjdottaNessuna valutazione finora
- Advanced Process Control of An Ethylene Cracking Furnace PDFDocumento4 pagineAdvanced Process Control of An Ethylene Cracking Furnace PDFBehroozNessuna valutazione finora
- Ethylene and Acetylene PlantDocumento405 pagineEthylene and Acetylene Plantkatamani temple75% (4)
- Shot CokeDocumento9 pagineShot CokeaminNessuna valutazione finora
- Refining Topsoe Reactor InternalsDocumento8 pagineRefining Topsoe Reactor InternalsGopiNessuna valutazione finora
- FurnaceDocumento55 pagineFurnaceShariq Ali100% (1)
- What Caused Tower Malfunctions in The Last 50 Years-Henry KisterDocumento22 pagineWhat Caused Tower Malfunctions in The Last 50 Years-Henry KisterrakeshNessuna valutazione finora
- Ethylene Cracker SQEDocumento29 pagineEthylene Cracker SQEMohammed AlnefayeiNessuna valutazione finora
- Birendra KumarDocumento50 pagineBirendra KumarAhmed YousryNessuna valutazione finora
- Integration Naphtha DearomatizationDocumento4 pagineIntegration Naphtha Dearomatizationfanoos10000Nessuna valutazione finora
- 2nd Part of CalculationDocumento26 pagine2nd Part of CalculationLohith NatarajNessuna valutazione finora
- UniSim Design Clean Fuels PPKG User GuideDocumento54 pagineUniSim Design Clean Fuels PPKG User Guideapi-3750488Nessuna valutazione finora
- Aromatics PDFDocumento24 pagineAromatics PDFGerardo RiosNessuna valutazione finora
- Module 3 Steam ReformingDocumento33 pagineModule 3 Steam ReformingAfiq AsrafNessuna valutazione finora
- 6 - AlkylationDocumento90 pagine6 - AlkylationAn Lê TrườngNessuna valutazione finora
- 19.-Pyrolysis FurnaceDocumento5 pagine19.-Pyrolysis FurnaceWilfredo PastranaNessuna valutazione finora
- Hexane Purification GaurdDocumento5 pagineHexane Purification GaurdKmajdianNessuna valutazione finora
- Hexane Purification GaurdDocumento5 pagineHexane Purification GaurdKmajdianNessuna valutazione finora
- Formosa Olefins Expansion Draft Sob061914 PDFDocumento53 pagineFormosa Olefins Expansion Draft Sob061914 PDFKmajdianNessuna valutazione finora
- Epc Tutorial APRIL 2001 Coatalloy™ Anti - Coking TechnologyDocumento16 pagineEpc Tutorial APRIL 2001 Coatalloy™ Anti - Coking TechnologyKmajdianNessuna valutazione finora
- Chevron LibreDocumento7 pagineChevron LibreKmajdianNessuna valutazione finora
- Formosa Olefins Expansion Draft Sob061914 PDFDocumento53 pagineFormosa Olefins Expansion Draft Sob061914 PDFKmajdianNessuna valutazione finora
- Epc Tutorial APRIL 2001 Coatalloy™ Anti - Coking TechnologyDocumento16 pagineEpc Tutorial APRIL 2001 Coatalloy™ Anti - Coking TechnologyKmajdianNessuna valutazione finora
- Sowinkumar Namel A/l Nagarajan (Ee095367) Raneej A/l Sukumaran (Ee095356) Section 4 Bench 05Documento2 pagineSowinkumar Namel A/l Nagarajan (Ee095367) Raneej A/l Sukumaran (Ee095356) Section 4 Bench 05Sowin HustleNessuna valutazione finora
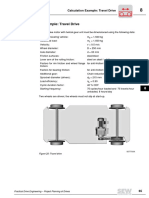
- Travel Drive ExampleDocumento10 pagineTravel Drive Examplep-nicoNessuna valutazione finora
- Vijay Singh CVDocumento2 pagineVijay Singh CVVijay ChauhanNessuna valutazione finora
- Test 8 ch8 Phy 9thDocumento1 paginaTest 8 ch8 Phy 9thMurtazaNessuna valutazione finora
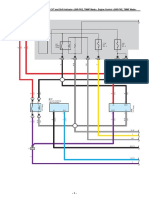
- Cruise Control, CVT and Shift Indicator, Engine ControlDocumento27 pagineCruise Control, CVT and Shift Indicator, Engine ControlRicardoNessuna valutazione finora
- SDT Series User Manual (With Tigo)Documento15 pagineSDT Series User Manual (With Tigo)Manimaran MaranNessuna valutazione finora
- Waterjet 2008 CondensedDocumento12 pagineWaterjet 2008 Condensedkaniappan sakthivelNessuna valutazione finora
- EPIV ValvesDocumento2 pagineEPIV ValvesstomakosNessuna valutazione finora
- P143 Pressure Regulator: ApplicationsDocumento3 pagineP143 Pressure Regulator: ApplicationsFaisal FaizNessuna valutazione finora
- Hemp As Construction MaterialDocumento37 pagineHemp As Construction MaterialAlex Imreh100% (5)
- UsingtheLuciaJigforAccurateBite S220Documento115 pagineUsingtheLuciaJigforAccurateBite S220Naunit VaidNessuna valutazione finora
- 2 Stroke Diesel Engine Components-1Documento72 pagine2 Stroke Diesel Engine Components-1EdemNessuna valutazione finora
- Harris - AN-PRC150 HF-VHF Combat Radio - Instruction ManualDocumento49 pagineHarris - AN-PRC150 HF-VHF Combat Radio - Instruction ManualAbhinav Ashok ChandelNessuna valutazione finora
- Data Sheet of Pressure Safety Valve: GeneralDocumento1 paginaData Sheet of Pressure Safety Valve: Generalenghemo89Nessuna valutazione finora
- Catalog - Regent RSV Ed 3Documento14 pagineCatalog - Regent RSV Ed 3Nyu123456Nessuna valutazione finora
- KAT0815-0001-E Single Pole Insulated Conductor RailDocumento36 pagineKAT0815-0001-E Single Pole Insulated Conductor RailirinaNessuna valutazione finora
- 092 M-002 Mechanical Symbols and LegendsDocumento1 pagina092 M-002 Mechanical Symbols and Legendseuri08Nessuna valutazione finora
- Leyte Geothermal Power Progressive Employees UnionDocumento3 pagineLeyte Geothermal Power Progressive Employees Unionaags_06Nessuna valutazione finora
- 825 Series 190CC Motor BriggsDocumento27 pagine825 Series 190CC Motor BriggsCTRL ENGENHARIA E MANUTENÇÃO ComprasNessuna valutazione finora
- SAPPHIRE® PLUS 70-BarDocumento2 pagineSAPPHIRE® PLUS 70-BarAyhan ÖZKALNessuna valutazione finora
- 1 PBDocumento253 pagine1 PBsofyan_shahNessuna valutazione finora
- GeneratePDF (1) - Proposal JU6H-UFDO - 144 HP@ 2100 RPMDocumento11 pagineGeneratePDF (1) - Proposal JU6H-UFDO - 144 HP@ 2100 RPMMaurilio Batista de LimaNessuna valutazione finora
- Subtle Biology - The Web of Life - John DavidsonDocumento5 pagineSubtle Biology - The Web of Life - John DavidsonJohn Davidson100% (1)
- ElecDocumento117 pagineElecAnonymous uEt1sNhU7l100% (1)
- Unit 4 Photosynthesis-1Documento7 pagineUnit 4 Photosynthesis-1Abraham BanjoNessuna valutazione finora
- Air Blast Circuit Breaker 1Documento19 pagineAir Blast Circuit Breaker 1Bidya Bhusan MajiNessuna valutazione finora
- Refractory Constructions PDFDocumento51 pagineRefractory Constructions PDFHammadNessuna valutazione finora
- Eg430ndt BrochureDocumento2 pagineEg430ndt BrochurePrabha KaranNessuna valutazione finora
- Ussp Ppts MainDocumento22 pagineUssp Ppts Mainbaswanta patilNessuna valutazione finora
- Catalog Series 212 Composite Asco Global en 3674082Documento5 pagineCatalog Series 212 Composite Asco Global en 3674082LuisNessuna valutazione finora