Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- NS-BP112/NS-BP102 CRX-B370/CRX-B370D: MCR-B370/MCR-B270/ MCR-B370D/MCR-B270DDocumento65 pagineNS-BP112/NS-BP102 CRX-B370/CRX-B370D: MCR-B370/MCR-B270/ MCR-B370D/MCR-B270DVicente Fernandez100% (1)
- Work Practice Problems Worksheet #1: Name: - Period: - DateDocumento3 pagineWork Practice Problems Worksheet #1: Name: - Period: - DateAura Paige Montecastro-RevillaNessuna valutazione finora
- Factoring of PolynomialsDocumento2 pagineFactoring of PolynomialsAura Paige Montecastro-RevillaNessuna valutazione finora
- ErythritolDocumento49 pagineErythritolAura Paige Montecastro-RevillaNessuna valutazione finora
- Community Engagement ModuleDocumento32 pagineCommunity Engagement ModuleAura Paige Montecastro-RevillaNessuna valutazione finora
- Professional Leadership ModuleDocumento62 pagineProfessional Leadership ModuleAura Paige Montecastro-RevillaNessuna valutazione finora
- MethanolDocumento2 pagineMethanolAura Paige Montecastro-RevillaNessuna valutazione finora
- Community Engagement ModuleDocumento32 pagineCommunity Engagement ModuleAura Paige Montecastro-RevillaNessuna valutazione finora
- Introduction To Electronic Communications Systems: Lecture #1Documento40 pagineIntroduction To Electronic Communications Systems: Lecture #1Aura Paige Montecastro-RevillaNessuna valutazione finora
- Pumps Compressor ExercisesDocumento1 paginaPumps Compressor ExercisesAura Paige Montecastro-RevillaNessuna valutazione finora
- MDB Lecture Simple StrainDocumento9 pagineMDB Lecture Simple StrainAura Paige Montecastro-RevillaNessuna valutazione finora
- FormatDocumento1 paginaFormatAura Paige Montecastro-RevillaNessuna valutazione finora
- Take Home Quiz in Engineering Economy: Montecastro, Aura CDocumento1 paginaTake Home Quiz in Engineering Economy: Montecastro, Aura CAura Paige Montecastro-RevillaNessuna valutazione finora
- Pxy DiagramDocumento9 paginePxy DiagramAura Paige Montecastro-RevillaNessuna valutazione finora
- PUMPS CompressorsLecture NotesDocumento16 paginePUMPS CompressorsLecture NotesAura Paige Montecastro-RevillaNessuna valutazione finora
- Capacitors (Modified) by Sanjay PandeyDocumento8 pagineCapacitors (Modified) by Sanjay PandeySanjay Pandey100% (1)
- AFPA SpanTables 1993Documento52 pagineAFPA SpanTables 1993eaglerjoNessuna valutazione finora
- Metamorphic Rocks PracticalDocumento27 pagineMetamorphic Rocks PracticalMr Gk meenaNessuna valutazione finora
- HVAC Gold Case Thermometer: Description & FeaturesDocumento7 pagineHVAC Gold Case Thermometer: Description & FeaturesFAIYAZ AHMEDNessuna valutazione finora
- PC Lexan HP6NR Healthcare - ProspectorDocumento5 paginePC Lexan HP6NR Healthcare - ProspectorcountzeroaslNessuna valutazione finora
- T.Y.Yeh Professor Department of Civil and Environmental EngineeringDocumento14 pagineT.Y.Yeh Professor Department of Civil and Environmental EngineeringAlberto Acabal IINessuna valutazione finora
- Weld Metal CertificateDocumento1 paginaWeld Metal CertificatePhương Do QuangNessuna valutazione finora
- Uniformity Index - Catalytical Converter-TestDocumento13 pagineUniformity Index - Catalytical Converter-Testjeetendra222523Nessuna valutazione finora
- Shell Diala S2 Zx-A: Performance, Features & Benefits Main ApplicationsDocumento3 pagineShell Diala S2 Zx-A: Performance, Features & Benefits Main ApplicationsDaniel Orlando Carballo FernándezNessuna valutazione finora
- Advanced Energy Materials - 2019 - Sultan - Single Atoms and Clusters Based Nanomaterials For Hydrogen Evolution OxygenDocumento48 pagineAdvanced Energy Materials - 2019 - Sultan - Single Atoms and Clusters Based Nanomaterials For Hydrogen Evolution Oxygenkangwei MaoNessuna valutazione finora
- Checkered PlateDocumento1 paginaCheckered PlateMark A FainaNessuna valutazione finora
- Carbopol® Ultrez 21 Polymer: The Lubrizol Corporation 29400 Lakeland Boulevard Wickliffe, Ohio 44092 Tel: (440) 943-4200Documento7 pagineCarbopol® Ultrez 21 Polymer: The Lubrizol Corporation 29400 Lakeland Boulevard Wickliffe, Ohio 44092 Tel: (440) 943-4200Ana Paula JimenezNessuna valutazione finora
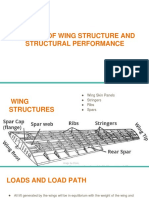
- Bending of Wing Structure and Structural PerformanceDocumento21 pagineBending of Wing Structure and Structural Performancemrajadurai700Nessuna valutazione finora
- SGTE Poster 2018Documento1 paginaSGTE Poster 2018Andrey V. BekkerNessuna valutazione finora
- D 3517 - 19 ResinDocumento13 pagineD 3517 - 19 ResinNeeraj kumarNessuna valutazione finora
- DPC: Novel Fabric Made by Water Hyacinth (Eichornia PolyesterDocumento7 pagineDPC: Novel Fabric Made by Water Hyacinth (Eichornia PolyesterRhian PanaganeNessuna valutazione finora
- Sucker Rod Pump BasicsDocumento76 pagineSucker Rod Pump BasicsDumitrescu GabrielNessuna valutazione finora
- Material Take-Off List: Rev. CodeDocumento6 pagineMaterial Take-Off List: Rev. CodeSIVANessuna valutazione finora
- BT Reviewer PrelimsDocumento3 pagineBT Reviewer PrelimsDianalen RosalesNessuna valutazione finora
- Handbook - Calculations 5 PDFDocumento1 paginaHandbook - Calculations 5 PDFSmith SivaNessuna valutazione finora
- Test Certification PDFDocumento1 paginaTest Certification PDFDany ChlNessuna valutazione finora
- Catalogo Tecnico ENGDocumento52 pagineCatalogo Tecnico ENGAdvokat HadziTonicNessuna valutazione finora
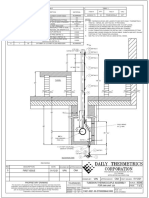
- Proprietary Drawing: CAA VPN 01/12/21 First Issue 0Documento2 pagineProprietary Drawing: CAA VPN 01/12/21 First Issue 0Francelina VegaNessuna valutazione finora
- Nanotechnology and New Engineering MaterialsDocumento36 pagineNanotechnology and New Engineering MaterialsJosh NobinsNessuna valutazione finora
- General Aviation Airport Pavement Design PDFDocumento12 pagineGeneral Aviation Airport Pavement Design PDFNaved ShahNessuna valutazione finora
- Materialqualitaeten EDocumento2 pagineMaterialqualitaeten EjvilamaiorNessuna valutazione finora
- Handbook of Building Materials For Fire Protection - Engineering ReferenceDocumento5 pagineHandbook of Building Materials For Fire Protection - Engineering ReferenceDorinNessuna valutazione finora
- Masterflex 700 PGDocumento3 pagineMasterflex 700 PGHaresh BhavnaniNessuna valutazione finora
- Staining of Tissue Pigments and DepositsDocumento4 pagineStaining of Tissue Pigments and DepositsAnonymous 8rsxG4100% (2)