Documenti di Didattica
Documenti di Professioni
Documenti di Cultura
Gestão Manutenção
Caricato da
manlvesgonçTitolo originale
Copyright
Formati disponibili
Condividi questo documento
Condividi o incorpora il documento
Hai trovato utile questo documento?
Questo contenuto è inappropriato?
Segnala questo documentoCopyright:
Formati disponibili
Gestão Manutenção
Caricato da
manlvesgonçCopyright:
Formati disponibili
.
.
.
.
.
.
.
.
.
.
Rua Dr. Mrio Sacramento
101-r/c
3810-106 Aveiro
www.giagi.pt
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
. . . . . . . . . .
Gesto da Manuteno
e Disponibilidade dos
Equipamentos
Aquele que no usar as novas
medicinas deve aguardar novos males
Manual Formando
Edio 1-J aneiro de 2007
.
.
.
.
.
.
.
.
.
.
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
GMDE
ndice
NDICE
1 Introduo Manuteno ................................................................................................................. 2
1.1 Definio.................................................................................................................................. 4
1.2 Funo Manuteno................................................................................................................ 4
1.3 Tipos de Manuteno.............................................................................................................. 5
1.4 Preparao da Manuteno Correctiva................................................................................... 7
1.5 Ferramentas de ajuda ao diagnstico..................................................................................... 8
1.6 Nveis de Manuteno........................................................................................................... 11
1.7 Fiabilidade Manutibilidade Disponibilidade..................................................................... 13
1.8 Definio dos objectivos tcnico econmicos - humanos.................................................. 18
1.9 Anlise dos Custos de Manuteno...................................................................................... 19
Sntese do Captulo 1.......................................................................................................................... 21
2 Tcnicas de anlise de causas....................................................................................................... 22
2.1 Anlise 5 - Porqus............................................................................................................. 22
2.2 Grfico Causa Efeito .......................................................................................................... 25
2.3.RAP- Relatrio de Avarias Penalizantes............................................................................... 26
Sntese do Captulo 2.......................................................................................................................... 30
3 Eficincia e qualidade na manuteno ......................................................................................... 31
3.1 Eficincia............................................................................................................................... 31
3.2 Componentes da eficincia................................................................................................... 32
3.3 Rcios e indicadores ............................................................................................................. 32
3.4 Formao do pessoal de manuteno.................................................................................. 37
3.5 Subcontratao em manuteno........................................................................................... 38
3.6 Planeamento e controlo da manuteno............................................................................... 44
Sntese do Captulo 3.......................................................................................................................... 51
4 Gesto de stocks em manuteno................................................................................................ 53
4.1 Introduo.............................................................................................................................. 53
.
.
.
.
.
.
.
.
.
.
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
GMDE
ndice
4.2 Sistema de gesto de stocks................................................................................................. 54
4.3 Classificao dos materiais utilizados pela manuteno...................................................... 57
4.4 A importncia dos materiais e dos stocks em manuteno.................................................. 58
4.5 Modelos de gesto................................................................................................................ 60
4.6 Anlise A/B/C ou Pareto 80/20.............................................................................................. 61
4.7 A normalizao...................................................................................................................... 62
4.8 Funo aprovisionamento..................................................................................................... 63
4.9 Localizao e layout do armazm......................................................................................... 67
4.10 Documentao do armazm............................................................................................... 68
4.11 Custos de manuteno........................................................................................................ 69
4.12 Custo do ciclo de vida dos equipamentos........................................................................... 71
Sntese do Captulo 4.......................................................................................................................... 73
5 Documentao tcnica.................................................................................................................... 74
5.1 Generalidades ....................................................................................................................... 74
5.2 Constituio da documentao tcnica de um equipamento................................................ 74
5.3 Documentao da fase do processo de fabrico.................................................................... 76
Sntese do Captulo 5.......................................................................................................................... 78
6 TPM..................................................................................................................................................... 79
6.1 Introduo.............................................................................................................................. 79
6.2 Acrnimo TPM....................................................................................................................... 81
6.3 Objectivos.............................................................................................................................. 81
6.4 Necessidades de aplicao da TPM..................................................................................... 82
6.5 Relao entre entradas e sadas em produo. ................................................................... 83
6.6 Domnios da TPM.................................................................................................................. 84
6.7 Sistema hierrquico de actividades....................................................................................... 85
6.8 Princpios de desenvolvimento da TPM. ............................................................................... 86
6.9 O.E.E Overall equipment efficiency; R.O. Rend. Operacional........................................ 86
6.10 Perdas que o TPM permite eliminar.................................................................................... 89
6.11 Os 8 pilares do TPM............................................................................................................ 91
.
.
.
.
.
.
.
.
.
.
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
GMDE
ndice
6.12 As 12 etapas de lanamento da TPM............................................................................... 103
6.13 As etapas da MA / MP....................................................................................................... 107
6.14 Ferramentas para aplicao da TPM................................................................................ 112
6.15 Contribuio da TPM para o sistema de produo........................................................... 115
Sntese do Captulo 6........................................................................................................................ 118
Glossrio de termos de manuteno............................................................................................. 119
Acrnimos de manuteno e produo......................................................................................... 135
ANEXO A Exerccios
ANEXO B Resoluo de Exerccios
ANEXO C Impressos
.
.
.
.
.
.
.
.
.
.
1
GMDE
Prefcio
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
Prefcio
Aps longo perodo em que a Manuteno foi considerada o mal
necessrio da funo produtiva, reconhece-se, hoje, na Manuteno
uma das reas mais importantes e actuantes da actividade industrial
atravs do seu contributo para o bom desempenho produtivo, a
segurana de pessoas e bens, a qualidade do produto, as boas relaes
interpessoais, a imagem da empresa e a rentabilidade econmica do
processo. Este Reconhecimento adicionalmente reforado pelas
crescentes exigncias das normas de qualidade relativas Manuteno
dos meios produtivos.
Com este Manual Tcnico pretende-se disponibilizar uma abordagem
dos conceitos prticos modernos de Gesto / Organizao da
Manuteno de forma a preparar os tcnicos para encontrarem no
quotidiano o equilbrio entre benefcio e custos da Manuteno que
maximize o contributo positivo da Manuteno para a rentabilidade geral
das empresas
Objectivos
O presente Manual um suporte didctico s aces de formao
profissional para reciclagem, actualizao e aperfeioamento de activos,
no domnio da Gesto Operacional da Manuteno.
Com este Manual Tcnico pretende-se disponibilizar aos formandos e ao
formador meios estruturados de apoio tcnico / pedaggico ao processo
formativo na abordagem dos conceitos prticos da Gesto da
Manuteno
Atravs deste suporte, complementado com prtica simulada e
demonstrativa ambiente formativo, os formandos adquirem
conhecimentos terico-prticos fundamentais para o desempenho de
funes no domnio da organizao e da Gesto da Manuteno.
.
.
.
.
.
.
.
.
.
.
2
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
GMDE
Captulo 1
Introduo Manuteno
Objectivos Especficos
No final do captulo os formandos devem ser capazes de:
Enunciar os tipos de manuteno
Relacionar os nveis de manuteno com as aces a realizar
Calcular a Disponibilidade
Referir factores que intervm nos objectivos da Manuteno
1 Introduo Manuteno
O actual cenrio industrial, assente num modelo de desenvolvimento
contnuo, tem contribudo para um aumento da competitividade entre as
empresas nele intervenientes. Para fortalecer a competitividade as
empresas lutam para manter os custos de produo mais baixos
possveis, resultando isto numa crescente preocupao com os aspectos
econmicos e tcnico, que se revela na necessidade de inovar e
optimizar os recursos (a racional gesto dos recursos disponveis) e
se traduz no trinmio Qualidade / Custo / Prazo.
A gesto dos recursos disponveis afecta directamente a Produtividade e
a Qualidade de um sistema produtivo, de tal forma que o seu sucesso,
ou fracasso, depende muito dela. Par atingir ptimos nveis de Qualidade
e de Produtividade necessrio que todas as funes da empresa
contribuam para o mesmo objecto, ou seja, a obteno de lucro
resultante da venda dos produtos e/ou servios que a empresa
comercializa. Entre estas funes, a Manuteno tem a desempenhar
um papel importante e decisivo.
Os oramentos so elaborados e/ou impostos, obrigando o responsvel
de Manuteno a operar dentro de limites bem definidos que
virtualmente o impedem de atingir todas as suas metas, entre elas
garantir a mxima disponibilidade de todos os equipamentos e
instalaes dentro de nveis aceitveis de Qualidade e Produtividade.
Para agravar esta situao, por vezes, o parque de mquinas que
dispomos est envelhecido ou em fracas condies de funcionamento.
Qualquer equipamento, sistema ou instalao, seja ele mecnico,
elctrico/electrnico, hidrulico ou pneumtico, est sempre sujeito a um
progressivo processo de degradao.
GMDE
Captulo
1
.
.
.
.
.
.
.
.
.
.
3
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
GMDE
Captulo 1
Para que uma instalao assegure a funo para que foi concebida,
necessrio que os seus equipamentos e mquinas sejam mantidos em
boas condies de funcionamento. Isto requer que sejam efectuadas
reparaes, inspeces, rotinas preventivas, substituio de rgos ou
peas, mudanas de leo, limpezas, correco de defeitos, fabricao de
componentes, pinturas, etc., para que se possa repor os nveis de
operacionalidade. Este conjunto de aces forma o leque de actividades
da Funo Manuteno.
Evoluo Histrica da Funo Manuteno
Aps um perodo em que a Manuteno foi considerada um mal
necessrio da produo industrial, hoje, reconhece-se na Manuteno
uma das mais importantes e actuantes funes de uma empresa, com
um peso decisivo na rentabilidade, na Qualidade e na prpria imagem da
empresa.
A evoluo da manuteno fez-se sentir desde o incio deste sculo, em
especial ao nvel orgnico, passando de uma actividade subsidiria da
funo Produo at uma funo autnoma dentro da estrutura da
empresa. Esta evoluo foi em muitos casos resultante da necessidade
da reduo dos custos de paragens devido a avarias, bem como, a
constante actualizao tecnolgica e cientfica.
Assim da Manuteno Correctiva de Emergncia (MCE), caracterizada
pela interveno aps a ocorrncia da avaria, passou-se Manuteno
Preventiva Sistemtica (MPS), em que as intervenes so efectuadas
periodicamente e em funo de um valor da vida esperada dos
equipamentos e sistemas. Finalmente, a Manuteno Condicionada
(MC), a qual tentando maximizar a utilizao de equipamentos e
sistemas, no conseguida pela MPS, baseia as intervenes no controlo
da condio do equipamento, de tal modo que a interveno s tem
lugar no momento em que a condio de funcionamento deixe de estar
adequada, podendo por em risco a produo e/ou segurana de pessoas
e instalaes.
Esta evoluo decorreu num perodo bastante alargado, quando
comparado com a maioria das filosofias de gesto da produo. Isto
mostra facilmente o descuido a que a funo Manuteno foi votada. Na
indstria portuguesa, muitas das actividades de Manuteno esto
enquadradas na MCE. Esta situao fica a dever-se a vrios factores,
dos quais o no reconhecimento da importncia da manuteno e a
ignorncia dos custos da no Manuteno so uns dos mais
importantes.
Modernamente, a Manuteno tem sido abordada de forma diferente. J
no se pode analisar uma funo de uma empresa sem abordar aquelas
funes que directa ou indirectamente jogam com esta. Assim neste
contexto de integrao tm surgido vrias ideias que defendem a anlise
da Manuteno no todo da fbrica.
.
.
.
.
.
.
.
.
.
.
4
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
GMDE
Captulo 1
1.1 Definio
A AFNOR define Manuteno como sendo um conjunto de aces que
permitem manter ou restabelecer um bem num estado especificado ou
com possibilidade de assegurar um servio determinado, a um custo
global optimizado.
De outra forma, pode-se definir Manuteno como a combinao das
aces de gesto, tcnicas e econmicas, aplicadas a bens, para
optimizao dos seus ciclos de vida (segundo proposta de NP).
1.2 Funo Manuteno
Os equipamentos de produo tm sofrido ao longo dos tempos
evolues importantes, ou seja:
a) Os equipamentos so cada vez mais automatizados. Tornam-se
mais compactos, mais complexos e so utilizados de forma mais
intensa.
b) Os equipamentos so mais caros (investimentos mais elevados)
com perodos de amortizao mais pequenos.
c) Os tempos de indisponibilidade sobre um processo so
economicamente mais crticos do que sobre um parque de mquinas
em linha.
d) A exigncia imposta por novos mtodos de gesto da produo.
Assim sendo a funo Manuteno evolui do conceito original de
Conservao para o de Manuteno:
Conservao:
Desenrascar e reparar um parque material a fim de assegurar a
continuidade da produo.
Manuteno:
escolher os meios de prevenir, de corrigir ou de renovar um parque
material, seguindo critrios econmicos, com vista a optimizar o custo global
de posse do equipamento.
.
.
.
.
.
.
.
.
.
.
5
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
GMDE
Captulo 1
1.3 Tipos de Manuteno
So vrios os tipos de Manuteno utilizados no mundo industrial. A figura
seguinte mostra-os de forma sucinta e como esto interligados.
Fig 1: Tipos de Manuteno
1.3.1 Manuteno Correctiva
Realizada depois da ocorrncia de uma avaria com cessao da
aptido de um equipamento para realizar a funo requerida,
destinada a restaurar a aptido desse equipamento para realizar essa
funo.
Como podemos verificar na figura 2, a cessao da aptido no
depende apenas do tempo total de reparao, mas tambm dos
tempos de diagnstico, logstica e das afinaes necessrias ao
equipamento.
Fig 2: Tempo de reparao e tempo de paragem
Passivo Activo Activo Passivo Activo Activo
Reconhecimento Acesso Diagnstico Logistica Repar. / Subst. Teste
TEMPO TOTAL DE PARAGEM
TEMPO TOTAL DE REPARAO
Manuteno
Correctiva
Correctiva
Programada
Preventiva
Curativa Paleativa Sistemtica
Condicionada
Melhorativa T.P.M.
Manuteno
Correctiva
Correctiva
Programada
Preventiva
Curativa Paleativa Sistemtica
Condicionada
Melhorativa T.P.M.
.
.
.
.
.
.
.
.
.
.
6
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
GMDE
Captulo 1
1.3.2 Manuteno Correctiva Curativa
a aco correctiva total que tem por objectivo tratar a causa da
cessao da aptido do equipamento sendo precedida de uma anlise
de causas primrias, afim de verificar se existe degradao forada ou
natural, e objecto de relatrio aps a ocorrncia. Realizada no
sentido de recuperar a capacidade de um equipamento, para executar
a funo requerida.
1.3.3 Manuteno Correctiva Paliativa
Realizada aps ocorrncia de avaria, com cessao da aptido mas
com o objectivo apenas do desenrasque (desenrascar, desempanar),
deixando a aco Curativa Futura em programao. Este tipo de
manuteno dever ser sempre objecto de deciso entre Fabricao /
Manuteno.
1.3.4 Manuteno Preventiva
Realizada em intervalos de tempo pr-determinados ou de acordo com
critrios prescritos com o objectivo de reduzir a probabilidade de avaria
de um equipamento.
1.3.5 Manuteno Preventiva Sistemtica
De natureza cclica estabelecida em funo do tempo ou nmero de
unidades de utilizao. assim, periodicamente realizada em
intervalos constantes, por exemplo, tempo de calendrio, horas de
funcionamento, unidades produzidas, n de ciclos, etc...
1.3.6 Manuteno Preventiva Condicionada
Subordinada evoluo dos parmetros funcionais de um
equipamento para decidir o momento ptimo de uma determinada
interveno. A deciso de interveno tomada no momento em que
h evidncias visveis de defeito iminente ou quando h um patamar
de degradao predeterminado atingido.
tambm conhecida por Preditiva, e expresses como manuteno
por diagnstico e manuteno baseada na avaliao da condio
exprimem bem o seu conceito. No necessita do conhecimento por
antecipao da lei da degradao da mquina ou equipamento.
1.3.7 Manuteno Programada
Tipo de manuteno organizada com antecedncia, em que so fixadas
as tarefas, os mtodos, os materiais, as ferramentas, a mo-de-obra, o
tempo requerido e o momento recomendvel para as intervenes de
manuteno.
.
.
.
.
.
.
.
.
.
.
7
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
GMDE
Captulo 1
1.3.8 Manuteno Melhorativa
Estudo, projecto e realizao de algumas alteraes nos equipamentos
no sentido de reduzir ou eliminar operaes de manuteno, melhorar o
M.T.T.R. e M.T.B.F., dos componentes crticos / condicionantes, e/ou
alteraes de aspectos legais.
1.4 Preparao da Manuteno Correctiva
Diagnstico: Identificao da causa de uma avaria utilizando um
raciocnio lgico.
Nos esquemas abaixo indicados podemos verificar as aces a serem
tomadas sobre o efeito e a causa de uma avaria.
Exemplo:
Fig 3: Aco paliativa / curativa numa avaria
AVARIA
Constatada
pelos seus
efeitos
EFEITO
CAUSA
DIAGNSTICO
Aco sobre o efeito
ACO PALIATIVA
Aco sobre a causa
ACO CURATIVA
SINTOMA
di-me a cabea
CAUSA
o meu posto de
trabalho demasiado
barulhento
>78 Db
DIAGNSTICO
ACO PALIATIVA
tomo um comprimido aspirina
ACO CURATIVA
insonorizao do posto
De trabalho
<55 Db
.
.
.
.
.
.
.
.
.
.
8
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
GMDE
Captulo 1
1.5 Ferramentas de ajuda ao diagnstico
1.5.1. Fluxograma de deteco de avarias
No fluxograma seguinte podemos verificar uma das possveis formas de
deteco de avarias.
Fig 4: Fluxograma de deteco de uma avaria
Pr em marcha
Ligar a ignio
Carregar no boto
de arranque
O motor de arranque
Funciona?
O circuito de
arranque funciona
SIM
A lmpada de ignio
Acende?
NO
Verificar a bateria
NO
Carregar no boto
de arranque
A lmpada acende
com luz
fraca
Verificar as
ligaes da
bateria
SIM
SIM
.
.
.
.
.
.
.
.
.
.
9
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
GMDE
Captulo 1
1.5.2 Vista explodida do equipamento
extremamente til para melhor compreender o funcionamento de um
determinado subconjunto ou componente, bem como a sua
desmontagem e posterior montagem.
A figura 5, elucidativa do contributo que uma vista explodida de um
equipamento ou subconjunto pode ter no diagnstico, desmontagem,
montagem e compreenso do funcionamento de rgos mecnicos.
Fig 5: Vista explodida e nomenclatura de um subconjunto
A identificao correcta de todos os componentes deve fazer parte da
documentao tcnica do equipamento. Desta forma, havendo
necessidade, facilmente podemos procurar um componente no mercado
para uma eventual substituio ou aprovisionamento interno.
O quadro seguinte um exemplo da forma, clara e objectiva, de como
devem estar documentados os diversos componentes dos equipamentos
ou subconjuntos.
N Cdigo Designao Qt Fabricante Ref Fabricante
1 OIC 1339 Fole de proteco 1 MIKRON OIC 1339
2
3
4 OIC 1340 Fuso 1 MIKRON OIC 1340
...
.
.
.
.
.
.
.
.
.
.
10
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
GMDE
Captulo 1
O exemplo do quadro apresentado tem como suporte a figura 5,
apresentada anteriormente.
1.5.3 Extractos do dossier mquina
Devem acompanhar a OT Ordem de Trabalho, sempre que necessrio.
Por esse facto, o dossier mquina deve ser constitudo por folhas
destacveis.
1.5.4 Descrio grfica do equipamento
A descrio grfica de um determinado equipamento, possibilita uma
rpida identificao do local de determinados componentes.
Fig 6: Descrio grfica de um equipamento
.
.
.
.
.
.
.
.
.
.
11
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
GMDE
Captulo 1
1.5.5 Testes de diagnstico
Testes em banco: especficos a um equipamento, permitem o
diagnstico, o controlo e afinao desses equipamentos.
Testes integrados: como o seu nome indica, integrados desde a
concepo do equipamento e que permitem o auto-diagnstico.
1.5.6 Expert Systems ou Sistemas de apoio deciso
Utilizao da inteligncia artificial com recurso informtica, usando um
processo heurstico apoiada numa estratgia passo a passo.
1.6 Nveis de Manuteno
Os vrios nveis de Manuteno dependem no s das tarefas a
executar mas, sobretudo, das competncias e meios disposio
requeridos para as executar.
So 5 os nveis de Manuteno, caracterizados por:
1.6.1 Nvel I:
Regulaes simples previstas pelo construtor atravs de elementos
acessveis sem desmontagem ou abertura do equipamento,
substituio de elementos consumveis acessveis com toda a
segurana (ex. lmpadas, fusveis, )
Local de execuo:
No equipamento.
Quem executa:
Operador do equipamento.
Meios de apoio execuo:
Instrues de funcionamento e sem utilizao frequente de
ferramentas.
Materiais consumveis
(+) 50% de gesto visual.
.
.
.
.
.
.
.
.
.
.
12
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
GMDE
Captulo 1
1.6.2 Nvel II:
Reparaes efectuadas base de substituio de elementos standard
e operaes simples de manuteno preventiva, tais como lubrificao
ou controlo de bom funcionamento do bem / equipamento.
Local de execuo:
No equipamento.
Quem executa:
Tcnico de qualificao mdia.
Meios de apoio execuo:
Instrues de manuteno e segurana.
Ferramentas portteis definidas pelas instrues de manuteno.
Materiais de uso corrente.
1.6.3 Nvel III:
Diagnstico, localizao e reparao de avarias por substituio de
componentes ou elementos funcionais, reparaes mecnicas simples
e todas as operaes correntes de manuteno preventiva, tais como
regulaes gerais e calibrao de aparelhagem de medida e controlo.
Local de execuo:
No equipamento.
Em oficina/ local de apoio.
Quem executa:
Tcnico especializado.
Meios de apoio execuo:
Instrues de manuteno.
Ferramentas e aparelhagem de medida previstas nas instrues de
manuteno.
Banco de ensaio e controlo de equipamentos.
Materiais de uso corrente e peas de reserva standard / especficas.
1.6.4 Nvel IV:
Todos os trabalhos importantes de manuteno correctiva e preventiva
com excepo de renovao e reconstruo. Inclui tambm a
calibrao dos aparelhos de medida utilizados nas operaes de
manuteno e verificao das fases de trabalho por organismos ou
empresas especializadas em inspeco e controlo.
.
.
.
.
.
.
.
.
.
.
13
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
GMDE
Captulo 1
Local de execuo:
Em oficina central ou externa de trabalho especializada e devidamente
equipada.
Quem executa:
Equipas com enquadramento tcnico especializado.
Meios de apoio execuo:
Mquinas ferramenta.
Meios mecnicos de cablagem, soldadura, limpeza.
Bancos de aferio de aparelhagem de medida e controlo.
Equipamentos de elevao e movimentao.
Documentao tcnica geral e particular.
1.6.5 Nvel V:
Renovao, reconstruo ou execuo de reparaes importantes
confiadas a uma oficina central ou exterior.
Local de execuo:
Oficina externa
Oficina do construtor.
Quem executa:
Equipas e respectivo enquadramento tcnico altamente
especializados.
Fabricante do equipamento.
Meios de apoio execuo:
Meios definidos pelo construtor e prximos dos necessrios
fabricao.
1.7 Fiabilidade Manutibilidade Disponibilidade
Os conceitos de Fiabilidade, Manutibilidade e Disponibilidade Intrnseca,
so apresentados na figura 7. A probabilidade do bom funcionamento
aliada a uma correcta reparao tem influncia directa na probabilidade
de assegurarmos a funo requerida de um equipamento.
.
.
.
.
.
.
.
.
.
.
14
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
GMDE
Captulo 1
Fig 7: Fiabilidade - Manutibilidade - Disponibilidade
1.7.1 Fiabilidade
MTBF Mdia dos tempos de bom funcionamento
Caracterstica de um equipamento expressa pela probabilidade de este
exercer uma funo requerida sob condies especficas e por um
perodo de tempo pr-determinado.
Se se considerar o funcionamento de um equipamento, ou de um dos
seus componentes, durante um dado perodo de tempo, a taxa de
avarias, , dada pela expresso:
= N avarias / Tempo total de funcionamento
Ento a mdia dos tempos de bom funcionamento ser origem na
seguinte expresso:
MTBF = 1 / = Tfi / Nav
Com: Tfi =tempo de funcionamento no perodo
Nav =numero de avarias no perodo
O MTBF d-nos uma medida da fiabilidade do equipamento, isto , da
sua aptido para funcionar durante um determinado perodo de tempo
em boas condies.
Suponha que um novo equipamento testado, e que as suas
caractersticas de desempenho satisfazem as especificaes do projecto.
O equipamento posto em servio. Se no decorrer do tempo, o
Vida de um equipamento
recupervel
Fiabilidade
Probabilidade de bom
funcionamento
Manutibilidade
Probabilidade de uma durao
de uma reparao correcta
MTBF MTTR
Vida de um equipamento
recupervel
Fiabilidade
Probabilidade de bom
funcionamento
Manutibilidade
Probabilidade de uma durao
de uma reparao correcta
MTBF MTTR
Disponibilidade Intrnseca
Probabilidade de assegurar
a funo requerida
.
.
.
.
.
.
.
.
.
.
15
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
GMDE
Captulo 1
equipamento continua a funcionar ento este continua a respeitar as
especificaes, diz-se portanto que sobreviveu.
A Fiabilidade (R), de um dado equipamento pode ento ser definida
como a probabilidade que um dado equipamento tem em continuar a
respeitar as especificaes para que foi concebido, num dado perodo de
tempo e em condies de operao bem definidas. Se no entanto, com o
decorrer do tempo o equipamento falha, ento diz-se que o equipamento
infivel. A No Fiabilidade (F), de um equipamento pode ser definida
como a probabilidade do equipamento falhar no cumprimento das
especificaes para as quais foi concebido, num dado perodo de tempo
e em condies de operao bem definidas.
As falhas nos equipamentos podem ocorrer, resultado de uma grande
variedade de situaes, como o envelhecimento, o desgaste, as fracturas
ou fadigas mecnicas, negligncias, etc.
A Fiabilidade e No Fiabilidade variam com o tempo, e a sua soma
sempre igual a 1.
Ou seja:
R (t) + F (t) = 1
O conceito de Fiabilidade sempre esteve ligado ao conceito Qualidade. A
Fiabilidade de um equipamento representa a sua capacidade em reter as
suas caractersticas de Qualidade medida que o tempo progride.
A figura 8 representa, graficamente, a taxa de falhas de um equipamento
desde a fase de arranque at fase de abate.
Fig 8: Variao da taxa de falhas no decorrer da vida til dos equipamentos
A curva (fig 8) conhecida como Curva da Banheira, e consiste em 3
fases distintas:
Taxa de
falhas
()
Tempo ( t)
Falhas iniciais
Vida til
Falhas devidas ao
envelhecimento
.
.
.
.
.
.
.
.
.
.
16
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
GMDE
Captulo 1
Fase inicial: Caracterizada pelas falhas de inicio de actividade e
relacionadas com elementos como problemas de montagem e
instalao, de aplicao e fabrico, de adaptao e conhecimento geral
do ambiente de trabalho.
Fase de vida til: perodo caracterizado por uma taxa de falhas
praticamente constante. um perodo onde a taxa de falhas desce
drasticamente e estabiliza no tempo. A origem das falhas neste perodo
fica a dever-se, essencialmente, a factores como excesso de carga,
negligncia no uso do equipamento, politicas de manuteno e rigor nas
rotinas, bem como a outras causas imprevistas: falhas Aleatrias
(foradas e/ou naturais).
Fase final: Caracterizada pelo aumento do nmero de avarias ou falhas
normalmente adivinha o final de algo.
1.7.2 Manutibilidade
MTTR Mdia dos tempos de reparao
Capacidade de um equipamento ser mantido em boas condies
operacionais, e no caso de este falhar, tem por objectivo repor o
equipamento nas condies operacionais, com um tempo de reparao o
mais curto possvel, sempre no respeito das regras de segurana
vigentes e normas ambientais em vigor.
A mdia dos tempos de reparao dada pela expresso:
MTTR = Tri / Nav
Com: Tri =tempo de reparao no perodo
1.7.3 Disponibilidade Intrnseca
Disp Combinao dos nveis de fiabilidade e manutibilidade de um
equipamento.
Probabilidade de assegurar a funo requerida a um determinado
equipamento.
Disp = MTBF / ( MTBF + MTTR )
.
.
.
.
.
.
.
.
.
.
17
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
GMDE
Captulo 1
1.7.4 Diagrama de tempos
.
.
.
.
.
.
.
.
.
.
18
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
GMDE
Captulo 1
1.8 Definio dos objectivos tcnico econmicos - humanos
A estratgia ou politica de Manuteno consiste em definir os objectivos
tcnico, econmicos e humanos relativos aos servios efectuados numa
empresa pelos servios de manuteno sendo estes os responsveis por
conceber e explorar os meios adaptados a esses objectivos.
Esta estratgia implica um compromisso entre trs plos, como podemos
verificar na figura seguinte:
Fig 9: Objectivos tcnico-econmicos-humanos
1.8.1 Objectivos Tcnicos
Os objectivos tcnicos integrados na poltica de Manuteno de uma
empresa so:
- manter o equipamento num estado pr-definido.
- assegurar a disponibilidade do equipamento ao nvel pretendido
- obteno do mximo rendimento do equipamento.
- prolongar o mais possvel a vida do equipamento.
- organizar as intervenes.
HUMANO
TCNICO ECONMICO
HUMANO
TCNICO ECONMICO
Compromisso
.
.
.
.
.
.
.
.
.
.
19
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
GMDE
Captulo 1
1.8.2 Objectivos Econmico - Sociais
Em relao aos objectivos econmico-sociais, eles so:
- assegurar a mxima segurana de pessoas e bens.
- diminuir os custos directos e indirectos das avarias.
- melhorar as relaes com os clientes ( garantia de prazos e de qualidade).
- reduzir os stocks de peas de substituio.
- melhorar as relaes pessoais entre a produo e a manuteno.
1.8.3 Humanos
Os aspectos respeitantes componente humana, tm em conta as
seguintes vertentes:
- nvel motivacional
- competncias requeridas
- anlise de cargas de trabalho
- acidentes de trabalho / absentismo
1.9 Anlise dos Custos de Manuteno
Os custos de manuteno so considerados no preo final de produo
dos produtos fabricados ou servios prestados.
Fig 10: Anlise dos custos de manuteno
Chefe de Equipa de
Manuteno
-O T tempos gastos
- Relatrios de actividades
SERVIO MTODOS
MANUTENO
-Avaliao dos custos
Contabilidade
-Facturas de compras
-Facturas sub-contratao
Armazm
-Gastos de consumveis
-Peas sobresselentes
-Ferramentas
Chefe de Servio
MANUTENO
-Quadro evolutivo
-Deciso
Produo
-Avaliao das perdas de
produo
Chefe de Equipa de
Manuteno
-O T tempos gastos
- Relatrios de actividades
Chefe de Equipa de
Manuteno
-O T tempos gastos
- Relatrios de actividades
SERVIO MTODOS
MANUTENO
-Avaliao dos custos
SERVIO MTODOS
MANUTENO
-Avaliao dos custos
Contabilidade
-Facturas de compras
-Facturas sub-contratao
Contabilidade
-Facturas de compras
-Facturas sub-contratao
Armazm
-Gastos de consumveis
-Peas sobresselentes
-Ferramentas
Armazm
-Gastos de consumveis
-Peas sobresselentes
-Ferramentas
Chefe de Servio
MANUTENO
-Quadro evolutivo
-Deciso
Chefe de Servio
MANUTENO
-Quadro evolutivo
-Deciso
Produo
-Avaliao das perdas de
produo
Produo
-Avaliao das perdas de
produo
.
.
.
.
.
.
.
.
.
.
20
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
GMDE
Captulo 1
Como podemos verificar na figura anterior, uma organizao racional e
econmica da Manuteno contribui decisivamente para o alargamento
das actuais curtas margens de lucro das empresas.
A anlise dos custos permite ao responsvel da politica de Manuteno
efectuar a sua misso atravs de:
- do estabelecimento de um oramento anual.
- conhecimento em tempo real das despesas e desvios do oramento.
- nvel da manuteno preventiva a efectuar.
- verificar a eficcia das aces de manuteno.
- decidir do recurso ou no subcontratao e mo-de-obra exterior.
- substituio do material ou equipamento.
- substituio: compra de um equipamento igual ou no.
- pequena reparao: colocar em estado de funcionamento.
- grande reparao: reconstruo.
.
.
.
.
.
.
.
.
.
.
21
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
GMDE
Captulo 1
Sntese do Captulo 1
O que mais importante na empresa no o que ela possui, mas sim o
que se faz com o que ela possui.
As polticas de manuteno so consideradas por factores, tais como,
condio, idade dos equipamentos, inspeces legais obrigatrias
respeitantes segurana e ambiente. De acordo com as caractersticas
do regime de produo e do tipo de equipamentos produtivos em
presena, devero explicitar-se claramente as politicas de manuteno a
implementar, entendendo-se como poltica de manuteno a arte de
governar a manuteno, definindo-se o conjunto de tipos de aces a
efectuar nos equipamentos pela funo manuteno.
Estas politicam so estabelecidas de acordo com as caractersticas dos
equipamentos e condicionantes da produo, e, devem ser
seleccionadas tendo em conta as diferentes opes possveis e de forma
a optimizar sempre os custos de manuteno.
Aspectos a considerar:
- Fiabilidade: MTBF
- Manutibilidade: MTTR
- Tipos de avarias
- Custos de avarias
- Aspectos legais relativos a inspeces obrigatrias
- Criticidade do equipamento em relao a custos
Com tudo isto possvel uma avaliao tcnica e econmica
comparativa do benefcio resultante das diversas opes possveis e
explicar a deciso, e desta forma trilhar o caminho mais lucrativo para a
empresa.
Nunca chegaremos ao destino por mais que se percorra o caminho
errado.
.
.
.
.
.
.
.
.
.
.
22
GMDE
Captulo 2
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
Tcnicas de anlise de
causas
Objectivos Especficos
No final do captulo os formandos devem ser capazes de:
Utilizar tcnicas de anlise de causas.
Aplicar e compreender as vantagens do mtodo RAP.
2 Tcnicas de anlise de causas
2.1 Anlise 5 - Porqus
2.1.1 Definies da tcnica de anlise 5 - Porqus
uma ferramenta de anlise que permite determinar as primeiras causas
de aparecimento de um problema, no sentido de traar um plano que
elimine a sua no reapario ( matar definitivamente o problema).
Esta ferramenta tem a sua aplicao sobre as anomalias constatadas
sobre as instalaes ou sobre as falhas (avaria, defeito qualidade,
acidente).
Anlise apoia-se sobre os factos para aferrolhar a ou as causas, que
esto na origem do problema no dado instante.
Nota:
No necessrio chegar aos 5 Porqu, como est no impresso tipo. A
tcnica termina assim que se chega causa primria do problema.
GMDE
Captulo
2
.
.
.
.
.
.
.
.
.
.
23
GMDE
Captulo 2
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
2.1.2 Mtodo
Fig 11: Tcnica de anlise 5 - porqus
Nota:
No se procura um culpado mas sim a
causa que est na origem do problema
Defini r o plano de aces
(qu, Quem, Quando)
para evitar a reapario do problema.
Seguir a sua colocao efectiva en
servio.
Para cada resposta dada a um porqu,
assegurar - se que o conjunto dos factos
so tomados em conta : se o tal porqu
foi resolvido, pode - se ainda ter o
problema ?
Compreender o problema
e ter plena conscincia
dos factos e do contexto.
Problema Porqu? Porqu? Porqu ? Aces
?
?
Problema Porqu? Porqu? Porqu ? Aces
AG S8
SG S7
MS S6
MS S6
-----
-----
-----
-----
-----
-----
-----
-----
Problema Porqu? Porqu? Porqu ? Aces
Problema Porqu? Porqu? Porqu ? Aces
Problema Porqu? Porqu ? Porqu ? Aces
Ento Ento Ento
Colocar - se a questo Porqu ?
tantas vezes
quanto necessr io, at identificar
as causas humanas que permitiro
deduzir a aco.
.
Para cada resposta dada a um porqu,
validar a anlise em caminho inverso.
Deve - se encontrar as consequncias
lgicas: ento
.
.
.
.
.
.
.
.
.
.
24
GMDE
Captulo 2
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
A figura 11, ilustra a forma de aplicao da tcnica de anlise Porqu.
Muito importante a necessidade de estabelecer planos de aces
correctivas e preventivas, bem como a definio de prazos e
responsveis pela execuo.
2.1.3 Pontos Chave
Reunir as diferentes competncias, necessrias a anlise do
problema.
Colocar correctamente o problema.
Utilizar, por exemplo, o QQOQCP (Quem, o Qu, Onde, Quando,
Como e Porqu) e realizar um esquema de funcionamento da
instalao se necessrio, para clarificar o problema.
Fazer frases curtas e precisas (sujeito, verbo, complemento).
Raciocinar sobre os factos, antes de raciocinar eventualmente sobre
hipteses; verificar sobre o terreno o problema real (no imaginar) a
veracidade das hipteses.
2.1.4 Animao
Nomear um animador para as anlises em grupo.
Utilizar Post-it para lhe facilitar a remoo (dimenses 7,5 x 3,5 cm
ou 7,5 x 10,5 cm).
Escrever uma nica ideia por Post-it.
Quando duas causas so conjugadas ( o problema s se produz se
temos as duas causas ao mesmo tempo), necessrio escrev-las
juntas no mesmo Post-it.
Dispor os Post-it da esquerda para a direita no painel.
Diferenciar o problema dos porqus e dos planos de aces, por
exemplo utilizando cores diferentes.
Afixar as anlises Porqu em curso na oficina.
.
.
.
.
.
.
.
.
.
.
25
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
GMDE
Captulo 2
2.2 Grfico Causa Efeito
2.2.1 Definies da tcnica do grfico causa - efeito
uma ferramenta de anlise que permite identificar todas as causas
possveis de relacionamento com o defeito.
Esta tcnica tambm conhecida por diagrama de Espinha-de-Peixe,
por diagrama dos 6 Ms (Mo-de-Obra, Mtodo, Manuteno, Meio
Ambiente, Material e Mquina) ou simplesmente diagrama de
Ishikawa.
2.2.2 Mtodo
- Emitir hipteses a partir de um problema a resolver.
- Adaptar para um trabalho de grupo.
- Reagrupar as hipteses emitidas por temas: 6 Ms.
Mo-de-Obra: A responsabilidade e a formao dos operadores.
Mtodo: As gamas e modos operatrios, os modos de aprovisionamento
e a concepo de peas.
Mquina: Meios utilizados e tipos de ferramentas especificas.
Matria: A geometria das peas e matrias utilizadas.
Meio: Meio envolvente e o local, meios de controlo e meio ambiente.
Manuteno: As aces de manuteno curativa / correctiva e
preventiva e formao especfica.
Fig 12: Grfico causa-efeito
Mtodo Mo-de-Obra
Meio
Matria Material
Causa 1
Causa 2
Causa 3
Manuteno
Causa 1
Causa 2
Causa 3
Efeito
Constatado
Mtodo Mo-de-Obra
Meio
Matria Mquina
Causa 1
Causa 2
Causa 3
Manuteno
Causa 1
Causa 2
Causa 3
Mtodo Mo-de-Obra
Meio
Matria Material
Causa 1
Causa 2
Causa 3
Manuteno
Causa 1
Causa 2
Causa 3
Efeito
Constatado
Mtodo Mo-de-Obra
Meio
Matria Mquina
Causa 1
Causa 2
Causa 3
Manuteno
Causa 1
Causa 2
Causa 3
.
.
.
.
.
.
.
.
.
.
26
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
GMDE
Captulo 2
Na figura 12, est representada graficamente a anlise Causa-Efeito. Na
primeira fase da aplicao desta tcnica todas as hipteses / opinies
so tidas em conta e consideradas. Numa segunda fase, todas as
hipteses so classificadas de acordo com o diagrama e analisada a
influncia que possam ter no efeito constatado.
Tambm nesta tcnica de anlise, se deve definir os planos de aces a
colocar em prtica, com os seus responsveis e prazos de execuo.
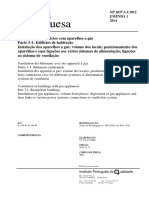
2.3 RAP Relatrio de Avarias Penalizantes
2.3.1 O que o RAP
Ao analisarmos as avarias mais penalizantes (ex.: durao superior a 2
horas), torna-se necessrio realizar um suporte robusto com aces de
base para o equipamento em falha de modo a eliminar as causas da
avaria e, sempre que possvel, as perdas de tempo ao nvel do
diagnstico, aprovisionamento de sobressalentes, etc.
O interesse desta tcnica no o de justificar os tempos gastos na
interveno, mas um meio de optimizar, erradicar a causa primria e
capitalizar a experincia vivida. Devemos procurar as solues mais
eficientes que iro impedir a repetio da avaria e optimizar as
organizaes.
2.3.2 Objectivos do RAP
Os objectivos desta tcnica assentam em 4 eixos:
1) Sintetizar o desenrolar da interveno.
2) Identificar as lacunas vividas no desenrolar da interveno e
encontrar solues correctivas.
3) Procurar a causa primria da falha e implementar um plano de
aces com vista a erradicar completamente o disfuncionamento.
4) Capitalizar.
2.3.3 Documento de anlise RAP
- Anlise a frio: depois da reparao.
- O RAP um suporte de trabalho e de sntese.
.
.
.
.
.
.
.
.
.
.
27
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
GMDE
Captulo 2
- Formaliza a anlise de um grupo de trabalho.
- Utilizado em todas as paragens graves.
- Base de trabalho para definir planos de aces correctivas.
2.3.4 Participantes na anlise RAP
- Um piloto que rene todos os documentos e aces que permitiram a
reparao.
- Um grupo de trabalho para anlise e planos de aces.
- Redactor: preferencialmente o responsvel pela manuteno.
Fig 13: Tcnica de aplicao do RAP
Podemos constatar na figura 13, de uma forma esquemtica, a forma de
proceder para que se possa aplicar a Tcnica RAP.
O documento de trabalho, deve ser um Standard da empresa, mas estar
sempre dividido em duas grandes partes: a Fase da Interveno e Fase de
Anlise.
Sintese do desenrolar da interveno
Anlise das dificuldades de diagnstico
e plano de aces em curso
Causa primria analizada e plano de
aces em curso.
Plano de aces de capital izao
Sintese do desenrolar da interveno
Anlise das dificuldades de diagnstico
e plano de aces em curso
Causa primria analizada e plano de
aces em curso.
Plano de aces de capital izao
Equipamento Reparado
Grupo
de
Trabalho
Doc. RAP
Avaria Longa
Grupo
de
Trabalho
Doc. RAP
Avaria Longa
Aplicar
o
RAP
Aplicar
o
RAP
.
.
.
.
.
.
.
.
.
.
28
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
GMDE
Captulo 2
2.3.5 Mtodo de trabalho
Fase da interveno
a) Informaes gerais da avaria: Identificao do equipamento que
esteve em falha bem como das horas de incio e fim da avaria, e
outras informaes que possamos considerar relevantes, equipa de
trabalho, produo perdida, utilizao de uma linha de substituio,
etc.
b) Sintomas e dados da avaria: Indicao do que no estava a
funcionar na mquina, provocando a falha, descrevendo o estado
fsico em que se encontrava o equipamento (cilindro partido, falta de
sinais, pea encravada,...).
c) Antecedentes: Com a ajuda do operador tentar compreender a
existncia ou no de sinais indicativos da possvel ocorrncia da
falha no equipamento antes desta se verificar (rudos, fugas, rearmes
frequentes,...) Indicao, caso tenham ocorrido, de paragens
similares no mesmo equipamento ou outros idnticos e anlise da
existncia ou no de Manuteno Preventiva para o equipamento e
funo em falha.
d) Quem detectou: Com a ajuda dos operadores e dos profissionais da
fabricao documentar todas as aces efectuadas antes de chamar
os profissionais da manuteno, bem como os resultados dessas
mesmas aces.
e) Manuteno: Descrio, sob o ponto de vista da manuteno, de
todas as aces efectuadas, hipteses colocadas para essas
mesmas aces, tempo de durao e resultados obtidos.
f) Resumo da avaria: Apresentao de fotos, esquemas, layouts, etc,
que ajudem a resumir claramente a avaria.
Fase da anlise
g) Anlise dos tempos: documentar os tempos da reparao,
contemplando o tempo de resposta, tempo de diagnstico,
aprovisionamento de suplentes, reparao e rearranque. Identificar
possveis ganhos de tempos.
h) Plano de aces de organizao: Encontrar aces (responsvel e
prazo) que visam diminuir o mais possvel as perdas de tempo mais
penalizantes.
i) Procura da causa primria: Utilizando a tcnica de anlise
porqu, neste suporte RAP, na procura da causa primria que
esteve na origem da falha.
.
.
.
.
.
.
.
.
.
.
29
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
GMDE
Captulo 2
j) Plano de aces de fiabilizao: Propor aces (responsvel e
prazo) com o objectivo de eliminar e erradicar a causa da falha do
equipamento.
k) Capitalizao: Extenso das aces propostas a outros
equipamentos similares, alteraes ao plano de manuteno
preventivo, criao de folhas de procedimento standard,
aprovisionamento de ferramentas especiais (quando necessrio) ou
providenciar aces de formao.
l) Validao: Validar o documento e aces propostas ao nvel do
chefe de servios de manuteno e do responsvel da fabricao.
.
.
.
.
.
.
.
.
.
.
30
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
GMDE
Captulo 2
Sntese do Captulo 2
As tcnicas de anlise de causas esto inerentes colocao em prtica
de planos de aces correctivas com o objectivo de eliminar a causa
primria da avaria ou falha no equipamento.
Todas as aces propostas devem ter em conta o seu custo de aplicao
e o seu ganho potencial, mas ao serem completamente direccionadas
para a causa primria, possibilitam-nos a eliminao do problema, ao
contrrio do que acontece quando concentramos os nossos esforos
para os efeitos verificados na avaria onde apenas corrigimos de urgncia
a falha havendo grandes possibilidades de esta voltar a surgir.
Todas estas tcnicas de anlise requerem formao e treino na sua
aplicao e colocao em prtica, sendo essa formao prtica e
quotidiana o principal motor da sua performance na empresa.
De uma forma mais abrangente dizemos ento que:
No basta que a Manuteno seja eficaz, necessrio que ela seja
tambm eficiente.
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 3
31
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
Eficincia e qualidade
na manuteno
Objectivos Especficos
No final do captulo os formandos devem ser capazes de:
Utilizar rcios indicadores.
Estabelecer limites tcnico econmicos em manuteno
3 Eficincia e qualidade na manuteno
3.1 Eficincia
So vrios os factores que influenciam a eficincia da manuteno.
Alguns destes so exteriores ao servio, ex.:
Organizao da empresa.
Organizao da produo.
e outros so da sua competncia, ex.:
Organizao da manuteno.
Competncia e motivao do pessoal.
Disponibilidade dos materiais e peas de reserva.
Meios oficinais de apoio.
GMDE
Captulo
3
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 3
32
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
Uma manuteno eficiente traduz-se em:
Aumento da disponibilidade dos equipamentos.
Aumento da vida dos equipamentos.
Melhoria qualitativa e quantitativa da produo.
Diminuio dos custos da manuteno.
Melhoria da segurana das instalaes.
3.2 Componentes da eficincia
As componentes que integram a eficincia de um equipamento, so as
seguintes:
Fig 14: Componentes da eficincia
Como podemos verificar na figura 17, cada componente tem uma
fiabilidade que lhe caracterstica. Pela conjugao das fiabilidades dos
componentes podemos determinar a fiabilidade dos sistemas ou
subsistemas.
3.3 Rcios e indicadores
Um rcio ou indicador de gesto uma relao racional e significativa do
valor de dois elementos caractersticos da gesto da empresa. Para a
utilizao destes indicadores imperativo ter em linha de conta os
seguintes pontos:
EFICINCIA
CAPACIDADE DISPONIBILIDADE
FIABILIDADE MANUTIBILIDADE EFICINCIA de SUPORTE
EFICINCIA
CAPACIDADE DISPONIBILIDADE
FIABILIDADE MANUTIBILIDADE EFICINCIA de SUPORTE
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 3
33
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
Utilidade
Os indicadores devem ser necessrios e adequados ao processo de
controlo utilizado.
Clareza
Os indicadores devem ser fceis de entender por pessoas com formao
e cultura daquelas a quem se destinam.
Fidelidade
Os indicadores devem reproduzir com fidelidade e rigor a situao que
se pretende controlar.
Sensibilidade
Os indicadores devem reagir com a necessria rapidez s variaes do
contexto que esto a aferir.
Unicidade
Para cada situao a avaliar deve haver um nico indicador de modo a
evitar conflitos ou incertezas.
Hierarquizao
Cada responsvel deve ter apenas os indicadores que respeitem rea
que dirige.
Complementaridade
Os indicadores devem completar-se e cobrir toda a actividade de
manuteno.
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 3
34
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
3.3.1 Indicadores tcnicos
1) Rcio de utilizao de mo-de-obra
Total de horas-homem oramentadas para as tarefas
Total de horas-homem dispendidas nas mesmas tarefas
Este rcio s pode ser utilizado quando existe standards que permitam
uma fixao prvia das tarefas.
2) Rcio de disponibilidade do equipamento
Horas de funcionamento
Horas de funcionamento +Tempo de paragem para manuteno
Interessa analisar este rcio com o valor das perdas de produo
devidas a paragens dos equipamentos
3) Rcio do grau de planeamento (Manuteno de Emergncia)
Total de horas de paragem
Total de horas de manuteno
4) Rcio da qualidade do servio
Horas directas totais de manuteno
Horas directas de produo
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 3
35
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
Se este rcio aumentar com o tempo, indica que o equipamento exige
um maior servio de manuteno.
3.3.2 Indicadores econmicos
1) Impacto da manuteno no custo dos artigos produzidos
Custo de manuteno
Custo total de produo
D a indicao de como a manuteno influi no fabrico dos produtos
produzidos.
2) Influncia sobre o produto
Custo de manuteno
Total de produo
Este indicador define o volume econmico de trabalho de manuteno.
3) Politica de utilizao dos trabalhos de subcontratao
Custo dos trabalhos de subcontratao
Custo total de manuteno
4) Rcio do custo horrio de manuteno
Custo total de manuteno
Custo de horas de manuteno utilizadas
Este rcio d-nos informao da justificao ou no da subcontratao.
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 3
36
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
5) Custo global da manuteno
Custo total de manuteno
Custos totais da empresa
6) Incidncia da manuteno
Custo total de manuteno
Valor acrescentado
7) Taxa de manuteno preventiva
Custo total de manuteno preventiva
Custo total de manuteno
8) Taxa de manuteno de emergncia
Custo total de manuteno de emergncia
Custo total de manuteno
9) Custo mdio de avaria
Custo total de manuteno de emergncia
Nmero de avarias
10) Rotao de stocks
Valor do movimento anual
Valor mdio das existncias
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 3
37
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
3.4 Formao do pessoal de manuteno
A formao do pessoal de manuteno deve obedecer a determinados
princpios de modo a prover as pessoas com uma formao e treino
polivalentes. A formao para o pessoal de manuteno deve ser
distribuda pelos seguintes nveis:
Formao tcnica de base
Capaz de proporcionar qualificao profissional em matrias como a
mecnica, electricidade, electrnica, hidrulica, pneumtica, etc. uma
formao efectuada pelas escolas profissionais ( ou nos cursos tcnico -
profissionais ao nvel do ensino secundrio) ou em programas de
aprendizagem.
Formao geral sobre manuteno
Complementa a formao tcnica de base com o conhecimento
operativo dos conceitos, tcnicas e meios prprios da manuteno.
Sempre que possvel, uma vantagem quando feita na prpria empresa
de modo a proporcionar desde logo uma ligao realidade que o
pessoal vai encontrar.
Formao especfica em manuteno
Aprofundar conhecimentos em domnios especficos como o das tcnicas
de manuteno preventiva e condicionada, de diagnstico e resoluo
de avarias ou estudar em detalhe algum equipamento sob o ponto de
vista do seu funcionamento e da sua manuteno.
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 3
38
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
Formao de chefias de manuteno
Associa um conhecimento mais aprofundado das tcnicas de
manuteno e suas funes de apoio a uma formao bsica em
tcnicas de chefia.
Formao em gesto da manuteno
Destinada s chefias superiores da manuteno. Esta formao alarga o
mbito dos conhecimentos do domnio puramente tcnico para o da
gesto dos recursos (humanos, materiais, financeiros, etc.) da
organizao e dos sistemas de informaes.
3.5 Subcontratao em manuteno
A subcontratao em manuteno pode ser entendida como a
transferncia, para uma entidade exterior, da responsabilidade pela
execuo, total ou parcial, de actividades relacionadas com o programa
de manuteno de uma empresa.
Tambm se deve ter em conta a evoluo do mercado de prestao de
servios de manuteno, com o aparecimento de empresas com
capacidade tcnica e com servios de qualidade, susceptveis de
inspirarem confiana nos seus utilizadores.
A deciso de subcontratar alguma actividade deve ser precedida de uma
ponderao das razes que a justificam, das vantagens e
inconvenientes, da seleco de melhores alternativas.
As razes que levam a optar pela subcontratao incluem:
A manuteno , em muitos casos, uma actividade muito afastada
dos objectivos da empresa, pelo que no se justifica investir nessa
actividade (Hotis, Hospitais, etc.).
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 3
39
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
A manuteno de alguns equipamentos e sistemas (sobretudo os de
tecnologia mais avanada) requer pessoal muito especializado e
equipamentos muito dispendiosos, que as empresas de menor
dimenso no esto em condies de rentabilizar.
Alguns trabalhos de manuteno tm frequncias de realizao to
baixas que no permitiriam manter em actividade permanente uma
equipa que a elas se dedicasse em exclusivo.
Quando a actividade de manuteno tem uma sazonalidade muito
ntida ou picos muito acentuados, pode ser necessrio recorrer,
temporariamente, a entidades externas para conseguir completar
essas tarefas, dentro dos prazos previstos (grandes revises em
paragens anuais).
Algumas tarefas menos frequentes podem ser executadas com
maior rendimento e eficincia por pessoal externo que as execute de
uma forma rotineira.
O principal argumento subcontratao o custo elevado e em alguns
casos a escolha da entidade adequada realizao do trabalho que se
pretende. No entanto podemos apontar outros argumentos
desfavorveis:
O clima laboral da empresa pode ser afectado se os trabalhadores
da empresa no entenderem as razes da subcontratao.
A subcontratao no consegue substituir a equipa de manuteno
da empresa, j que esta ter sempre que garantir o
acompanhamento do equipamento em todo o tempo.
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 3
40
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
Dificuldades em garantir a presena das equipas de manuteno no
momento em que realmente so necessrias. A soluo passa pelo
planeamento e programao de forma atempada das necessidades
de manuteno e pelo controlo apertado da realizao do trabalho.
Atendendo s vantagens e inconvenientes, as reas preferenciais de
aplicao da subcontratao so:
Segurana
A segurana de instalaes tende cada vez mais a ser entregue a
empresas especializadas que no s prestam o servio como tambm
podem estudar, preparar e instalar sistemas de proteco.
Conservao e limpeza
A conservao, limpeza e beneficiao de edifcios e vias de acesso
pode ser adjudicada a empresas especializadas que dispem de meios,
que no , normalmente, justificvel que a empresa os adquira.
Renovao, reconstruo e modificao
Estas so actividades pouco frequentes para as quais a empresa no
dispe de recursos para as efectuar.
Calibrao
A calibrao de ferramentas e instrumentos de medida e de anlise
requer tcnicos e equipamentos muito especializados que s possvel
encontrar em laboratrios especializados.
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 3
41
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
Ensaios e anlises
Existe um vasto conjunto de ensaios e anlises que apenas podem ser
feitos em laboratrios especializados.
Formao e consultoria
Cada vez mais as empresas recorrem ao exterior para formar o pessoal,
ou para solicitarem conselhos e orientaes em reas especficas como
a manuteno.
Manuteno condicionada
Este tipo de manuteno obriga, em geral, aplicao de aparelhagem
complexa e bastante dispendiosa, difcil de rentabilizar, exceptuando as
empresas de grande dimenso em que se justifica do ponto de vista
econmico a aquisio de tal aparelhagem. Muitas das empresas
subcontratam este tipo de manuteno (medio e anlise de vibraes,
anlise de leos lubrificantes, termografia, etc.).
Reviso geral
Para empresas que laboram continuamente, apenas parando uma vez
por ano, frequente recorrer-se a empresas especializadas em
manuteno industrial habilitadas para executarem uma reviso geral a
todo o equipamento e instalaes da empresa.
Reparao de avarias
A reparao de equipamentos portteis pode ser efectuada nas
instalaes de firmas especializadas na sua reparao, ou ento essas
firmas podem deslocar equipas empresa para a reparao de
equipamentos fixos.
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 3
42
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
3.5.1 Contratos de manuteno
Toda a manuteno contratada deve ser objecto de um contracto que
defina, claramente, os direitos e deveres de ambas as partes e as
penalizaes por incumprimento.
Um contrato de manuteno deve mencionar os seguintes pontos:
Objecto
1) Definio da actividade pretendida.
2) Definio do sistema ou equipamento a intervir
3) Local onde vai ser feito o trabalho.
4) Condies de aceitao.
Padres
1) Referncia a padres de trabalho, para avaliao objectiva da
qualidade do trabalho realizado.
Recursos
1) Identificao clara dos responsveis pelos recursos necessrios
realizao dos trabalhos.
Prazos
1) Datas previstas para o incio e concluso dos trabalhos (datas
intercalares de controlo, tolerncias, etc.).
Preos
1) Definio dos preos a pagar pelos servios.
2) Definio das condies de pagamento, prazos, etc.
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 3
43
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
Garantias
1) Definio das condies e prazos em que o subcontratado se obriga
a corrigir as deficincias imputveis ao trabalho efectuado.
Responsabilidade
1) Definio das responsabilidades de cada uma das partes (uma em
relao outra).
Penalizaes
1) Definio das penalizaes a aplicar a cada uma das partes em caso
de falta de cumprimento das obrigaes contratuais, e
indemnizaes a aplicar.
3.5.2 Seleco das empresas a subcontratar
Um dos aspectos importantes na subcontratao a escolha da
empresa a subcontratar. A escolha deve considerar os seguintes
aspectos:
1) Experincia
2) Capacidade de resposta.
3) Credibilidade.
4) Disponibilidade.
5) Custos.
Ao definir a estratgia de subcontratao a empresa dever assegurar os
seguintes aspectos:
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 3
44
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
A empresa deve manter um servio de manuteno prprio que
coordene as necessidades de manuteno e assegure a elaborao
dos contratos. Este servio deve estar equipado de meios para
assegurar um servio mnimo de assistncia ao equipamento, bem
como coordenar e controlar os trabalhos subcontratados.
O aumento da manuteno subcontratada ir provocar uma
mudana estrutural na funo manuteno implicando o crescimento
qualitativo e quantitativo da componente tcnica e de gesto;
componentes dos Mtodos e Programao, subcontratando a
Execuo.
Cabe empresa definir os mtodos de manuteno a aplicar no seu
equipamento, quer seja atravs dos seus prprios meios ou atravs
da subcontratao de trabalhos.
3.6 Planeamento e controlo da manuteno
No contexto de gesto da manuteno convm distinguir entre os
conceitos de Planeamento e de Programao.
No Planeamento dispe-se a organizao da manuteno, efectuada
com antecedncia, atravs de planos que define a sequncia das aces
para um determinado perodo. Do planeamento fazem parte as rotinas,
os trabalhos sistemticos e pedidos de alterao incluindo uma previso
dos recursos necessrios para os efectuar.
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 3
45
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
Fig 15: Planeamento e programao
Na Programao define-se o programa efectivo de execuo de vrias
intervenes de manuteno em funo das indicaes do planeamento,
da anlise da disponibilidade dos recursos necessrios e do Plano de
Produo.
No Planeamento sabe-se o que se deveria fazer, quando, como, e
com que meios; na Programao define-se o que se vai fazer, quando,
como e com que meios disponveis para o fazer.
Trabalhos
Sistemticos
Solicitaes
de
Manuteno
Trabalhos programados em
funo dos recursos disponveis
e do plano de manuteno
Planeamento
Programao
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 3
46
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
Fig 16: Planeamento e programao ao longo do tempo
Na sua anlise ao planeamento o gestor de manuteno tem a
possibilidade de observar:
Os trabalhos a realizar, bem como a definio de prioridades de
interveno (ou de reparao).
As necessidades de peas, materiais e ferramentas adequadas
execuo dos trabalhos.
As necessidades de recursos humanos.
3.6.1 A necessidade de planear a manuteno
Pode-se apontar um grande nmero de motivos para implementar um
sistema de planeamento e controlo da manuteno. O mais importante
talvez seja a necessidade de reduzir os custos da no - manuteno,
resultado das avarias imprevistas, de situaes totalmente incontrolveis
e de longos tempos no produtivos.
Ao longo dos ltimos tempos a indstria tem-se apercebido que, apesar
do planeamento e controlo da manuteno representar um custo
adicional, este sem dvida o nico factor de incerteza em relao
Planeamento dos
trabalhos
Programao dos
trabalhos
Controlo dos
trabalhos
Aces no
terreno
Antes Durante Tempo
feedback
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 3
47
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
disponibilidade do equipamento. Outras razes contriburam
decisivamente para a introduo do planeamento na manuteno.
Estas so:
A crescente introduo de equipamentos mais sofisticados que
requer da manuteno cada vez mais uma mo-de-obra qualificada.
O aumento dos custos de manuteno resultante do agravamento
dos custos de mo-de-obra, materiais e peas de reserva.
Tendncia para a aplicao de componentes no reparveis.
Aumento dos nveis de produtividade em empresas com elevado
grau de automao e consequentemente elevados custos de
paragem.
Perda de flexibilidade na operao de empresas de laborao
contnua.
Vantagens do planeamento:
Reduo dos tempos de paragem.
Racionalizao dos equipamentos e peas de reserva.
Aperfeioamento do pessoal e melhor utilizao da mo-de-obra.
Maior durao do equipamento.
Favorece o controlo fivel de custos, a criao de oramentos e a
reduo dos custos.
Aumenta os intervalos entre falhas (MTBF).
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 3
48
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
Fornece informaes relativas s consideraes de substituio do
equipamento.
3.6.2 Qualidade em manuteno
Quando falamos em Qualidade na Manuteno, temos que considerar os
factores que a influenciam, como sejam: os tempos de reparao, durao entre
falhas, a normalizao das existncias e procedimentos, peas de reserva
existentes em armazm, stocks mnimos, etc.
As diversas reas de influncia desses factores so tambm consideradas:
equipamentos, organizao e recursos humanos, ver figura 17.
Fig 17: Factores e reas de qualidade
+
Factores de Qualidade
Manutibilidade
Fiabilidade
Normalizao
Meios
Operacionais
Peas de
Reserva
Mtodos de
Preparao e
Programao
de Trabalho
Qualificao
Profissional
Motivao do
Pessoal
reas de Qualidade
Equipamentos
Organizao
Recursos
Humanos
Qualidade na
Manuteno
Manuteno
Preventiva
Factores de Qualidade
Manutibilidade
Fiabilidade
Normalizao
Meios
Operacionais
Peas de
Reserva
Mtodos de
Preparao e
Programao
de Trabalho
Qualificao
Profissional
Motivao do
Pessoal
reas de Qualidade
Equipamentos
Organizao
Recursos
Humanos
Qualidade na
Manuteno
Manuteno
Preventiva
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 3
49
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
3.6.3 Os limites econmicos qualidade
Ao implementar e desenvolver uma politica de qualidade da manuteno
dever ter-se ateno que a qualidade tem custos que impem limites
econmicos.
Na figura 18 facilmente verificamos a inversa proporcionalidade entre o
custo da perda de produo e o custo da Manuteno.
Para um custo mnimo da funo Manuteno, certo que teremos
enormes custos com a perda de produo e baixa disponibilidade dos
equipamentos, assim como com grandes custos de Manuteno
conseguimos reduzir os custos da perda de produo e aumentando a
disponibilidade dos equipamentos.
Fig 18: Balano entre os custos de perda de produo e os custos de manuteno
O grande desafio da poltica de Manuteno de uma empresa
encontrar um ponto de equilbrio ptimo entre os baixos custos de
Disponibilidade do Equipamento
C
u
s
t
o
s
70% 80% 90% 100%
ptimo
Custo de perda
de produo
Custo de
manuteno
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 3
50
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
Manuteno e os menores custos da perda de produo, combinando
estes dois factores de forma a assegurar uma disponibilidade do
equipamento prxima dos 100%.
Fig 19: Iceberg de custos
Os custos da funo Manuteno so em parte associados aos aspectos
que so visveis, ver figura 19. Os custos que esto escondidos por
detrs de uma organizao so regra geral postos de lado e
minimizados, sendo eles o grande suporte dos custos que so visveis
para todos.
PEAS E
MATERIAIS
MO-DE-
OBRA
SUB-
CONTRATAO
Perda de
materiais
Perda de
produtividade
Perda de
confiana interna
Degradao
acelerada do
equipamento
Perda de
motivao
Perda de
produo e
de clientes
Custos da
no-
segurana
Stress
Redundncia
Problemas de
qualidade
PEAS E
MATERIAIS
MO-DE-
OBRA
SUB-
CONTRATAO
Perda de
materiais
Perda de
produtividade
Perda de
confiana interna
Degradao
acelerada do
equipamento
Perda de
motivao
Perda de
produo e
de clientes
Custos da
no-
segurana
Stress
Redundncia
Problemas de
qualidade
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 3
51
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
Sntese do Captulo 3
luz de todos os avisos, ideias, resumos evocados anteriormente,
difcil dar bons conselhos para a realizao de uma manuteno eficiente
em todos os casos, dado que cada grupo industrial possui
particularidades prprias.
Contudo, pode-se recordar o que no de deve fazer nem pensar.
No plano da subcontratao:
a) Considerar que somos os melhores e que consequentemente,
as empresas de servios no iro trazer nada de novo.
b) Aceitar o contrato mais simples com o pretexto de gastar o
mnimo.
c) Acreditar que se to eficaz na tarefa fundamental da
empresa como na da manuteno.
d) Considerar que o efectivo da empresa intocvel e que a
subcontratao e impossvel.
No plano pessoal:
a) Considerar a manuteno como a 5 roda da carruagem e
destinar-lhe os efectivos que a empresa no sabe onde
colocar.
b) Considerar que a eficincia dos profissionais de manuteno
apenas fruto da experincia.
c) No considerar a manuteno uma passagem obrigatria para
todos os novos colaboradores que iro fazer carreira noutros
departamentos.
d) Calcular as despesas de manuteno pelos efectivos
utilizados, no tendo em conta o servio prestado.
No plano da gesto:
a) Considerar que os custos de manuteno se resumem
acumulao das despesas de mo-de-obra e peas de
reserva.
b) Recusar a hiptese dos custos externos serem inferiores aos
custos internos.
c) Reduzir as despesas directas de manuteno sob o pretexto
de estas serem elevadas, sem comparar os servios com o
custo da no disponibilidade dos equipamentos.
No plano das ferramentas e mtodos:
a) Pensar que a manuteno no precisa de mtodos
estruturados para melhorar a sua eficincia.
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 3
52
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
b) Considerar que quaisquer que sejam os documentos tcnicos
fornecidos, a manuteno no ter problemas em pr o
equipamento a funcionar e garantir a sua disponibilidade /
custos.
c) No implementar um sistema de acompanhamento dos
incidentes nem uma anlise das anomalias de funcionamento
dos equipamentos em produo.
d) Considerar que as ferramentas de manuteno se resumem a
chaves de parafusos, paqumetros, etc..
e) Considerar que o construtor deve ter sempre razo.
No h vento favorvel para aqueles que no sabem para onde vo.
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 4
53
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
Custos e stocks em
manuteno
Objectivos Especficos
No final do captulo os formandos devem ser capazes de:
Compreender a interaco disponibilidade stocks custos
4 Gesto de stocks em manuteno
4.1 Introduo
O xito de um programa de manuteno depende muitas vezes da
existncia em stock de peas de reserva e materiais. O problema coloca-
se com maior importncia em situaes de paragem acidental (no
prevista) onde a indisponibilidade de um dado sobressalente pode
implicar elevadas perdas de produo. Na manuteno, a gesto dos
trabalhos e a gesto das peas e materiais esto intimamente ligadas e
para que possamos ter uma boa manuteno necessrio assegurar
uma boa retaguarda de Gesto de stocks.
Se para as existncias gerais (leos, massas lubrificantes, fusveis, etc.)
possvel aplicar os tradicionais modelos de gesto, baseados numa
procura previsvel e repetitiva, mas para as peas de reserva
(componentes especficos, elementos, mdulos de equipamentos, etc.),
dada a particularidade dos consumos (aleatrios), estes modelos so de
difcil aplicao.
GMDE
Captulo
4
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 4
54
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
O sistema de gesto de stocks de materiais a utilizar pela manuteno
deve um nvel de stock (mximo e mnimo) de forma a fornecer um
aceitvel servio e disponibilidade ao mais baixo custo, tendo em conta
os custos de ruptura (ausncia dos materiais) bem como os custos
adicionais devidos aos excessos de inventrio (demasiadas referncias,
capital imobilizado em stock, organizao dos armazns, custos de
materiais obsoletos, etc.).
4.2 Sistema de gesto de stocks
Qualquer sistema de gesto de stocks deve ter em conta determinados
parmetros, dos quais se evidenciam:
Quais as peas de reserva a manter em stock, tendo em conta a sua
importncia no sistema produtivo.
Que quantidades manter em stock para cada artigo ( e qual dever
ser o Stock de Segurana (SS) em funo do nvel de servio,
tendo em conta os prazos de entrega por parte dos fornecedores e
os consumos.
Ponto de encomenda (o nvel de inventrio em que se dever
desencadear uma nova encomenda de materiais), tendo em conta
os gastos e o prazo de entrega).
Quantidade a encomendar (de modo a repor o stock mximo).
Normalmente definida pelo mtodo da Quantidade Econmica de
Encomenda (QEE). A QEE normalmente fixa podendo variar os
intervalos de encomendas.
Stock mximo (quantidade mxima a manter em stock em qualquer
circunstncia).
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 4
55
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
Stock mnimo (a menor quantidade a ter em stock de modo a evitar
paragens no equipamento por falta de materiais ou peas de
reserva). O stock mnimo igual a zero se no se estiver a manter
qualquer SS.
Fig 20: Ponto de encomenda
A figura 20 mostra o compromisso que deve haver entre os stocks
mnimos e mximos, bem como a relao que deve ser tida em conta
entre o ponto de encomenda e o prazo de entrega do fornecedor.
A gesto de stocks em manuteno dever tambm desenvolver
esforos de melhoria em reas importantes, como por exemplo:
Procura de materiais e peas de reserva facilidade de encontrar as
peas no momento certo de forma a evitar perdas de tempo na
procura de artigos que podem nem estar na fbrica.
Relacionamento pea / equipamento saber responder a questes
como: que peas usa este equipamento? Que equipamentos usam
esta pea?
Tempo
Nvel do
Stock
Stock mnimo
Stock mximo
Quantidade a
Encomendar:
QEE
Stock de
Segurana
Ponto de
Encomenda
Prazo de Entrega
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 4
56
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
Controlo das quantidades mantidas em stock e do fluxo de entradas
e sadas. Este controlo pode ser facilitado atravs da aplicao de
meios informticos, como sejam os softwares de gesto dos
aprovisionamentos e os cdigos de barras.
Rpida referenciao dos fornecedores contacto rpido com
fornecedores das diferentes peas mantidas em stock.
Fig 21: Desencadeamento de uma necessidade de material / pea de reserva
Ordem de Trabalho
Programao da
Manuteno
Requisio do
Material / Pea
Armazm
Folha de registo
histrico
Ficha de stocks
Centro de custos
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 4
57
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
4.3 Classificao dos materiais utilizados pela manuteno
Os materiais usados pelo servio de manuteno podem ser
classificados em 4 categorias:
Peas de reserva ou sobressalentes Sobressalentes e materiais
necessrios aos trabalhos previstos no programa de manuteno.
Sobressalentes necessrios reposio em funcionamento de
equipamento, vitais produo, cuja paragem no tenha sido
planeada.
Existncias gerais Inclui materiais como vlvulas, tubos, cabos
elctricos, etc.
Consumveis Inclui artigos como porcas, juntas, anilhas, leos,
massas, materiais de limpeza, etc.
Ferramentas, instrumentao e equipamentos de apoio
manuteno Inclui as ferramentas, os utenslios, os instrumentos
usados na actividade de manuteno em equipamentos de apoio
(mquinas de soldar, mquinas de corte, etc.).
So as peas de reserva que, quer pelos seus elevados custos, quer
pela forma como afectam a disponibilidade e manutibilidade dos
equipamentos, mais contribuem para o xito de um programa de
manuteno. Impem-se portanto a necessidade de encontrar um
compromisso entre elevados nveis de stocks (favorecendo a
disponibilidade e a segurana mas agravando os custos) e reduzidos
nveis de stocks (favorecendo a reduo de custos mas prejudicando a
disponibilidade e a segurana).
Torna-se importante referir o papel que a Normalizao poder
desempenhar na reduo de stocks (diminuindo o numero de
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 4
58
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
fornecedores e a dependncia deles) bem como na estandardizao de
procedimentos de manuteno.
4.4 A importncia dos materiais e dos stocks em manuteno
Na manuteno, em mdia, o custo das peas de reserva no anda
longe dos 40% dos custos totais da operao manuteno.
No dispor na altura certa de um simples componente, de custo
insignificante, pode imobilizar uma linha que rende milhares de euros /
hora.
Manter peas em armazm tem custos:
O valor do imobilizado (valor que poderia estar a render e no est), os
gastos na conservao do que existe e na condenao do que se
degradou ou tornou obsoleto, etc...
4.4.1 Objectivos operacionais da gesto de materiais
Gerir as peas sem as ter (necessariamente) em armazm.
Relacionar os componentes com os equipamentos onde se utilizam
e identifica-los correctamente.
Encontrar rapidamente e de forma eficaz o componente de que
necessitamos entre muitas existncias.
Resistir ao crescimento descontrolado com base em decises
econmicas / operacionais.
Reconhecidas que esto as particularidades da gesto dos materiais de
manuteno, estamos em posio de sintetizar, de forma realista, os
objectivos prticos que devem nortear tal gesto:
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 4
59
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
4.4.1.1 Objectivos financeiros
Libertar informao financeira rigorosa para a gesto da empresa.
Reduzir o imobilizado em armazm.
Identificar e condenar os monos com deciso econmica e tcnica.
Saber, a todo o momento, o que se tem, quanto vale e onde est.
4.4.1.2 Objectivos operacionais
Dispor dos materiais necessrios nas oportunidades certas e
perfeitamente identificados (empresa / fornecedor).
No perder tempo procura (critrios de designao e arrumao)
em armazm.
Dispor de imputao correcta dos consumos.
Conhecer a verdadeira situao do stock face s exigncias (stock
mnimo).
4.4.1.3 Objectivos Motivacionais
O armazm de peas como espelho da manuteno baseado na
realidade cliente / fornecedor.
Motivao dos tcnicos.
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 4
60
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
4.5 Modelos de gesto
Na definio de modelos (mtodos) de gesto a aplicar s peas de
reserva e determinados materiais utilizados em manuteno h que levar
em considerao determinadas informaes:
Consumos histricos.
Prazos de entrega a atrasos nas entregas.
Possibilidade de normalizao.
Intermutabilidade de peas entre vrios componentes.
Custo provocado pela falta do material.
Custo do material e custo da sua posse.
Possibilidade da execuo interna dos materiais e peas de reserva.
Sugestes do fabricante relativamente s quantidades de peas e
materiais a manter em stock.
A deciso de manter ou no em stock um determinado artigo pode ser
tomada comparando o custo de posse do artigo com o custo da provvel
perda de produo provocada pela sua ausncia.
A Normalizao dos componentes e elementos que constituem os
equipamentos pode reduzir as quantidades a manter em stock, reduzindo
os custos de posse e os eventuais tempos de imobilizao. Por aqui se
pode entender por que que a manuteno deve comear nas fases
de projecto, ao alertar para a necessidade da normalizao dos
componentes utilizados nos equipamentos.
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 4
61
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
4.6 Anlise A/B/C ou Pareto 80/20
Quando se pretende efectuar uma eficiente gesto de stocks deve
utilizar-se a anlise ABC (curva de Pareto) aplicada s existncias.
Fig 22: Curva ABC de Pareto
De uma forma geral este tipo de distribuio que se apresenta no grfico
de aplicao universal s existncias de um armazm e mostra que
cerca de 10% dos artigos existentes so responsveis por cerca de 80%
do valor total das existncias, o que significa que sobre este grupo de
artigos que se torna mais imperiosa e necessria uma vigilncia rigorosa
e ao qual a gesto dever dar prioridade no seu esforo de controlo e
conteno de stocks.
Fig 23: Pareto 80 / 20
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 4
62
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
Diferentes prioridades de gesto devem ento ser aplicadas aos artigos
de cada um dos grupos A, B ou C, dado que o seu peso nos custos
muito diferenciado. Assim deve ser feito um exame mais frequente e
rigoroso aos artigos do grupo A, enquanto que para o grupo B o exame
peridico pode ser menos rigoroso e mais espaado e ainda mais
grosseiro e alargado no tempo para o grupo C.
Quando se pretendam efectuar previses de consumo com vista a uma
eventual reduo do stock, o trabalho de anlise para os artigos do
grupo A relativamente rpido pois so apenas cerca de 10% do total
dos artigos e tambm o mais rentvel pois permite cobrir 80% do valor
total dos stocks. J para o grupo B, por exemplo, esta mesma anlise
envolveria cerca de 30% dos artigos, o que exigiria um trabalho mais
demorado e de maior custo, cobrindo apenas 15% do valor total dos
stocks. Razes da mesma natureza se aplicam ao grupo C, pelo que
neste grupo so admissveis anlises menos frequentes e mais
grosseiras.
Do mesmo modo e com o mesmo tipo de prioridades se dever proceder
aos clculos e tratamento das quantidades econmicas a encomendar,
pontos de encomenda, etc., devendo todos esses clculos ser
efectuados com maior rigor nos artigos do grupo A, onde o impacto
econmico substancialmente maior.
4.7 A normalizao
Hoje em dia, devido ao grau de sofisticao cada vez maior dos
equipamentos, sistemas e tecnologias associadas maior oferta do
mercado, maior a importncia que a normalizao ocupa na funo
manuteno.
Embora os princpios da normalizao se encontrem mais facilmente
aplicados em indstrias que trabalham com equipamentos semelhantes,
onde mais fcil optar por um modelo nico, mesmo em indstrias de
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 4
63
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
processos de fabrico bastante individualizados, sempre possvel
normalizar algumas unidades auxiliares (comuns entre equipamentos)
como por exemplo: motores elctricos, rolamentos, correias de
transmisso, fontes de alimentao, etc. Desta forma possvel a
reduo das quantidades em stock, melhorando a qualidade do servio
de manuteno e reduzindo os custos.
A normalizao possibilita:
Simplificao na seleco dos equipamentos.
Reduo do tipo, variedade e nmeros de artigos em stock.
Eliminao de duplicaes desnecessrias.
Uma melhoria da manutibilidade.
A reduo das grandes variedades de componentes existentes em
stock, bem como o nmero de fornecedores.
A intermutabilidade de peas entre vrios equipamentos.
Reduo dos tipos de ferramentas de manuteno.
4.8 Funo aprovisionamento
A funo aprovisionamento dos artigos de manuteno deve ter como
objectivo o fornecimento dos artigos adquiridos no exterior, de forma
adequada utilizao a que se destinam, nas quantidades necessrias,
nos prazos previstos e de modo a que tenham um custo total mnimo (ver
figura 24).
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 4
64
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
Fig 24: Custos de stock
O aprovisionamento compreende as seguintes actividades:
Operaes de compra
- escolha do fornecedor
- negociaes dos preos, descontos, etc.
Funes de gesto
- gesto material: preocupao com a parte fsica dos artigos em stock,
nomeadamente com as condies de ambiente e manuteno.
- gesto administrativa: relacionada com os aspectos burocrticos dos
aprovisionamentos.
- gesto econmica: preocupao de atingir os custos mnimos na
compra e no fornecimento, garantir a mxima disponibilidade de artigos
aos custos mnimos e determinar as quantidades econmicas de compra
(QEE Quantidade Econmica de Encomenda).
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 4
65
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
Operaes de recepo qualitativa e quantitativa
- verificao das encomendas de modo a que se assegure coerncia
entre as quantidades / qualidades encomendadas e as recebidas.
Existem 2 mtodos de abordagem do aprovisionamento:
Ponto de encomenda quantitativo.
Este mtodo consiste em observar o stock de cada artigo sempre que se
processa um movimento e passar uma encomenda de uma quantidade
fixa sempre que o stock disponvel desa abaixo de um determinado
ponto: ponto de encomenda.
Ciclo de reviso constante.
Este mtodo consiste em observar o nvel de stock para cada artigo com
uma periodicidade fixa e encomendar uma quantidade varivel em
funo do stock actual e do consumo previsto at nova encomenda.
A opo por um dos modelos de gesto dos stocks uma questo que
deve ser respondida pelo aprovisionamento.
Um dos modelos de gesto designado por sistema de duas caixas.
Neste sistema cada artigo arrumado em duas caixas (uma maior do
que a outra). A caixa maior funciona como a caixa de servio e os artigos
so dela retirados at que fique vazia (altura em que uma nova
encomenda realizada). A partir desse momento o consumo processa-
se a partir da caixa mais pequena (caixa de reserva). A caixa de reserva
dimensionada de modo a garantir o consumo de artigos durante o
prazo de entrega de uma encomenda, tendo em considerao as
possveis flutuaes no consumo ou alargamento do prazo de entrega.
Quando uma nova encomenda chega ambas as caixas so cheias.
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 4
66
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
Outro mtodo o tradicional ponto de encomenda econmico. A
quantidade a encomendar pode ser estabelecida atravs dos registos
histricos de consumos ou em previses, ou calculando a QEE atravs
da frmula de Wilson:
Em que:
A consumo anual (unidades de artigos).
S custo de efectivao de uma encomenda ().
I custo de posse: 10% a 30%.
C custo unitrio do artigo ()
A QEE Quantidade Econmica de Encomenda, dar origem a novas
encomendas, espaadas de uma durao ptima, T01, tal que:
T01 =QEE / A
Sendo assim, podemos tomar como exemplo:
A =150
S =1
I =12%
C =0,125
QEE = ((2x150x1) / (0,125x0,12))
QEE = (300 / 0,015)
QEE = 141,4 = 142 Peas
Ento:
T01 = 142 / 150
T01 = 0,95 Ano
T01 = 11,4 Meses
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 4
67
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
O ltimo modelo de gesto de stocks que consideramos o sistema
mximo e mnimo. Este um sistema intuitivo do tipo de reviso
contnua semelhante ao mtodo de reviso constante. Sempre que o
nvel de stocks passe abaixo do nvel mnimo encomenda-se uma
quantidade igual quantidade necessria para restabelecer o nvel de
stocks para o nvel mximo.
4.9 Localizao e layout do armazm
O armazm de artigos de manuteno deve ser dimensionado,
considerando logo partida os meios adequados de arrumao, acesso
e acondicionamento dos artigos a guardar, sem que isto obrigue ao
investimento de elevadas quantias de dinheiro.
O layout do armazm deve possibilitar a procura dos artigos no menor
tempo possvel.
Apenas o pessoal da manuteno deve ter permisso para entrar no
armazm devendo este estar equipado de meios de controlo de entradas
e sadas. Para alm de controlar as entradas e sadas tambm
conveniente desenvolver um meio de controlar os consumos, por
exemplo, o responsvel pelo armazm no dever entregar um artigo
solicitado sem antes ter a folha de requisio ou ordem de trabalho (OT)
correspondente.
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 4
68
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
4.9.1 Layout divises bsicas
4.10 Documentao do armazm
A documentao a usar no armazm deve ser o mais simples possvel,
dando sempre preferncia informtica no controlo e gesto de stocks.
Os actuais sistemas informticos j dispem de documentao interna a
qual pode ser gerada quantas vezes for necessrio, e muitos dos
softwares de gesto da manuteno j incluem a gesto dos artigos de
manuteno.
Desta forma ao optar-se por um sistema informtico para a gesto e
controlo dos stocks deve-se considerar a possibilidade de fazer evoluir a
capacidade do software (upgrade) e ainda a possibilidade de comunicar
com outros softwares de modo a trocar com estes dados / informaes
relevantes actividade manuteno e gesto da empresa.
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 4
69
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
4.11 Custos de manuteno
A manuteno no pode continuar a considerar-se como uma fonte
geradora de custos mas sim como um investimento. E como em qualquer
investimento, do qual se pretende obter lucro (ou proveito), a
manuteno compensa os seus custos com benefcios directos e
indirectos.
O conhecimento dos custos associados manuteno fundamental
para poder avaliar a importncia e a influncia desta na globalidade da
produo e da empresa. A abordagem aos custos envolvidos na
actividade de manuteno deve considerar os seguintes custos:
Custos de manuteno
Custos de no-manuteno
Os custos de manuteno so a componente mais fcil de determinar,
e frequentemente, a nica considerada. Estes custos situam-se na faixa
dos 4 a 5% do valor lquido das vendas, representando em termos de
custo final dos produtos cerca de 15 a 40% desse custo, dependendo do
tipo de industria.
As falhas nos equipamentos, homens e mquinas paradas resultam em
perdas de produo, atrasos nos programas, perdas de encomendas e
excessivos custos de reparao. Estes so os custos de no-
manuteno, bastante difceis de materializar recorrendo-se a
estimativas.
Na figura 25 podemos analisar graficamente estes custos.
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 4
70
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
Fig 25: Grfico de relao entre o custo de manuteno e custos de no-manuteno
Na indstria o pessoal ligado manuteno ronda, frequentemente, os
10% do total dos operrios. Os custos de peas de reserva e materiais
de manuteno vm adicionar-se aos custos de pessoal, com um peso
prximo do custo do pessoal.
Os custos de manuteno envolvem 3 classes distintas:
Custos directos
- Custo de mo-de-obra do pessoal
- Custos de materiais, peas de reserva, lubrificantes e outros materiais
usados na manuteno.
- Amortizao dos equipamentos usados na manuteno.
- Custos de subcontratao.
- Etc.
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 4
71
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
Custos indirectos
- Custos administrativos.
- Custos de posse de stocks de manuteno.
- Custos de consumos energticos.
- Custos de formao, hardware e software.
- Etc.
Custos especiais
Percentagem dos salrios administrativos.
Percentagem das amortizaes.
Percentagem de despesas vrias.
4.12 Custo do ciclo de vida dos equipamentos
frequente, aquando da aquisio de um equipamento, optar-se por
aquele que apresenta mais baixo custo de aquisio. Os custos de
manuteno de um equipamento podem atingir valores de tal forma
elevados que ponham em causa a deciso de adquirir o equipamento de
mais baixo custo.
Fig 26: Curvas do ciclo de vida dos equipamentos
Tempo
Custos de Aquisio
e Modificao no
Projecto
Arranque
Vida til - B
Vida til - A
Funcionamento
Abate
Abate
AA
B
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 4
72
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
Podemos verificar na figura 26 a importncia da fase de projecto. Os
baixos custos na fase preliminar implicam na maior parte dos casos a
ocorrncia de problemas na fase de trabalho em srie, bem como uma
diminuio do tempo de vida til e o antecipar da fase de abate.
Para alm dos custos de aquisio e de manuteno, outros custos so
imputados ao equipamento, que incluem:
a) Custos de utilizao: Mo-de-obra, energias, gua, combustveis, etc.
b) Custos devido a perdas de produo.
c) Custos de abate.
O somatrio da totalidade dos custos normalmente designado por,
Custo do Ciclo de Vida do Equipamento ( LCC Life Cycle Coast).
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 4
73
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
Sntese do Captulo 4
A funo manuteno dever comear na fase de projecto. Os
equipamentos, para alm das caractersticas de capacidade e fiabilidade,
devem apresentar, do ponto de vista do gestor da manuteno, bons
ndices de manutibilidade de forma a reduzir e facilitar os trabalhos de
manuteno.
Estas facilidades em executar a manuteno, reflectem-se em menores
tempos de paragem e consequentemente em menores custos.
A manuteno entra em cena antes da primeira avaria, desta forma
desejvel que, no seio da estrutura utilizadora, comece com uma misso
do conselho tcnico no momento da deciso de compra e depois
participe na montagem, instalao e incio de funcionamento do
equipamento.
Ora na fase do projecto que as alteraes a introduzir, menor
incidncia tm nos custos dos equipamentos.
Em termos meramente comparativos, possvel afirmar que os custos
devidos a modificaes so:
e) Na fase de projecto: 1
f) Na fase de prottipo: 10
g) Na fase de produo: 100
h) Em servio: 1000
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 5
74
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
Documentao tcnica
Objectivos Especficos
No final do captulo os formandos devem ser capazes de:
Elaborar um dossier tcnico de um equipamento.
5 Documentao tcnica
5.1 Generalidades
Um importante suporte tcnico de toda a actividade da manuteno
constitudo pela documentao tcnica existente relativa aos
equipamentos cuja manuteno est responsabilidade deste servio.
a partir da documentao tcnica de cada equipamento que
elaborado o seu plano de manuteno. Para algumas aces
estabelecidas neste plano ser eventualmente necessrio estudar e
definir mtodos operatrios de execuo. Para alm disso, a
documentao tcnica do equipamento constitui ainda um importante
suporte de apoio a aces de formao de pessoal relativas aos
equipamentos.
5.2 Constituio da documentao tcnica de um equipamento
Caractersticas / instrues gerais
1) Ficha de identidade do equipamento.
2) Apresentao geral.
GMDE
Captulo
5
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 5
75
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
3) Caractersticas tcnicas.
4) Dispositivos e conselhos de segurana.
5) Documentos regulamentares:
a. Protocolo de recepo do fornecedor.
b. Planos de implantao e consumos de energia.
c. Nveis de poluio sonora provocados pelo equipamento.
d. Declarao de conformidade.
e. Fichas de dados de segurana de produtos qumicos
utilizados.
Instrues de instalao
1) Exigncias para o local de instalao do equipamento.
2) Processo de instalao.
Instrues de utilizao
1) Conselhos de segurana.
2) Descrio dos rgos de servio e sinalizao.
3) Descrio dos modos de funcionamento e explorao.
4) Anomalias e incidentes.
Documentao mecnica e fluidos utilizados
1) Planos mecnicos de conjunto e de subconjunto.
2) Planos de ferramentas
3) Nomenclaturas standard do fornecedor e de comrcio.
4) Lista de peas de reserva e de desgaste aconselhadas.
5) Estado de referncia km 0.
6) Planos e procedimentos de substituio de componentes.
7) Esquemas de fluidos, nomenclaturas e peas de reserva
aconselhadas.
a. Hidrulico, pneumtico, lubrificao, etc.
8) Plano de manuteno preventivo preconizado pelo fornecedor.
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 5
76
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
Documentao elctrica / automatismos
1) Esquemas elctricos, nomenclatura XELEC e peas de reserva
aconselhadas.
2) Programa autmato (papel +suporte informtico).
3) Licenas.
4) Manual de automatismos.
5) Plano de manuteno preventivo preconizado pelo fornecedor.
6) Salvaguardas de parmetros e estados de referncia.
Todas as modificaes efectuadas no equipamento, pela manuteno,
depois de este estar em funcionamento, quer sejam ao nvel de
esquemas, intervenes especficas anlises efectuadas, devem constar
na documentao tcnica.
5.3 Documentao da fase do processo de fabrico
Constituio
1) Dossier completo da documentao entregue ao departamento de
manuteno.
2) Estabelecer a lista de peas de desgaste necessrias.
3) Aprovisionar as peas de desgaste
4) Construo e colocao no terreno de manuais do operador.
5) Validar a aplicao do PMP e identificar as cargas de trabalho
necessrias sua realizao.
6) Realizar um plano de colocao em prtica do PMP.
7) Realizar a ficha de manuteno autnoma 1 nvel e 2 nvel.
8) Estabelecer a lista de peas de reserva necessrias
9) Aprovisionar as peas de reserva.
10) Actualizar todas as modificaes efectuadas nos equipamentos.
11) Realizar todas as gamas de manuteno necessrias.
12) Realizar as folhas de procedimento (se necessrio).
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 5
77
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
13) Colocar no terreno:
a. Fichas tcnicas
b. Esquemas de fluidos, esquema elctrico e plano de
lubrificao.
c. Fichas de controlo.
d. Fichas de segurana.
e. Manual de manuteno.
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 5
78
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
Sntese do Captulo 5
Um importante suporte tcnico de toda a actividade da manuteno
constitudo pela documentao tcnica existente relativa aos
equipamentos.
Os executantes dos trabalhos de manuteno tm de ter informao
atempada sobre instrues tcnicas, de segurana, ferramentas e
materiais necessrios execuo das tarefas, evitando perdas de
tempo, que conduzem a uma reduo dos custos de manuteno por
efeito do aumento da produtividade do trabalho de manuteno e
diminuio do tempo de imobilizao do equipamento.
A documentao tcnica uma ferramenta de trabalho bastante
importante para baixar, de uma forma clara, a manutibilidade: MTTR.
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 6
79
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
TPM Manuteno
Produtiva Total
Objectivos Especficos
No final do captulo os formandos devem ser capazes de:
Compreender a importncia e objectivos da aplicao da
metodologia TPM.
Enumerar os pilares da metodologia TPM, caracterizando aqueles
que so do mbito da manuteno.
Enumerar e caracterizar as etapas da metodologia TPM:
Manuteno Autnoma e Manuteno Programada.
Caracterizar e compreender a importncia e objectivos de um
indicador.
Liderar uma sesso de limpeza, inspeco e deteco de anomalias
num equipamento.
Calcular o rendimento operacional.
6 TPM
6.1 Introduo
A Manuteno Produtiva Total, normalmente abreviada TPM, do ingls
Total Productive Maintenance, um conceito moderno de manuteno
introduzido no J apo em incios da dcada de 70, decorrente da
implantao da tcnica produtiva KanBan na empresa Nippon Denso, do
grupo Toyota.
Hoje o TPM uma marca registada do Japan Institute of Plant
Maintenance, J IPM, e encontra-se implantada em vrios pases e em
GMDE
Captulo
6
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 6
80
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
plena fase de cruzeiro com resultados notveis. O seu sinal exterior mais
distinto envolver o pessoal da produo activamente na manuteno,
explorando o facto de o operador ser quem melhor conhece a mquina
e, portanto, quem detm posio soberana para lhe criar condies de
funcionamento, para sondar as suas queixas, em resumo, para
proporcionar as melhores condies de preveno de avarias.
Na sua aplicao o TPM a manuteno conduzida com a participao
de todos, desde os operadores das mquinas e do pessoal da
manuteno, at ao nvel superior da gesto, passando pelos quadros
intermdios.
O seu perfil caracteriza-se por:
- Busca da maximizao da eficincia global das mquinas e dos
equipamentos, normalmente abreviada por OEE Overal Equipement
Efficiency.
- Sistema total que engloba todo o ciclo de vida til da mquina e dos
equipamentos.
- Sistema onde participam os quadros tcnicos da produo e da
manuteno.
- Sistema que congrega a participao de todos, desde os da alta
direco at aos ltimos operacionais.
- Movimento motivacional, na forma de trabalho de grupo, atravs da
conduo de actividades voluntrias.
E o seu exerccio:
- Procura a economicidade atravs da conduo de uma manuteno
preventiva lucrativa.
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 6
81
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
- Integra as tcnicas da manuteno correctiva, da manuteno
preventiva e da preveno de manuteno, esta ltima, atravs do
diagnstico precoce de avarias.
- Pressupe o envolvimento voluntrio dos operadores que, estando em
contacto dirio com as mquinas, so quem melhor conhece o seu
estado e sade e, portanto, quem pode tomar as medidas preventivas
bsicas necessrias ao seu bom funcionamento. Estas medidas
preventivas so, a um nvel, empreendidas por eles prprios Limpeza
e Inspeco, Lubrificao e Verificaes ou, ento, na medida
necessria, solicitadas ao pessoal da manuteno os especialistas
quando o seu mbito exceder as capacidades tcnicas dos operadores.
6.2 Acrnimo TPM
Todos; desde a alta direco ao operador, as fbricas, a engenharia,
as compras, as mquinas e todas as perdas de rendimento.
Performance, produtividade, perdas reduzidas a zero, preveno e
prtica.
Management, homem, manter.
6.3 Objectivos
O TPM tem como objectivo principal a eliminao de falhas, defeitos e
outras formas de desperdcios, visando a maximizao global da
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 6
82
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
eficincia das mquinas e dos equipamentos, com o envolvimento de
todos e a todos os nveis.
Pode dar-se a imagem de que uma fbrica composta por duas partes
distintas:
- uma visvel, a que, realmente, produz produtos com qualidade;
- uma invisvel, que s produz perdas;
Seguindo esta analogia, poder-se-ia dizer que o TPM a tcnica que
permite transformar a parte invisvel em visvel, atravs da eliminao de
todas as perdas.
O pessoal deve adquirir as seguintes capacidades:
1 Pessoal da Produo: Capacidade de conduzir a Manuteno
Autnoma.
2 Pessoal da Manuteno: Capacidade de conduzir uma Manuteno
de alto nvel.
3 Engenharia de Explorao: Capacidade de colocar em marcha um
programa de equipamentos com o mnimo de Manuteno Curativa.
6.4 Necessidades de aplicao da TPM
1 O enquadramento econmico actual com o qual so confrontadas,
actualmente, as empresas, torna indispensvel a necessidade de
eliminar todas as causas de perdas.
Neste sentido imperioso fazer desaparecer todas as perdas devidas a
paragens imprevistas, bem como todas perdas ocasionadas pela
produo de produtos defeituosos.
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 6
83
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
2 Os pedidos relacionados com a qualidade dos produtos so,
actualmente, reforados e no h clientes que estejam dispostos a
aceitar produtos defeituosos.
Considera-se normal entregar uma dada quantidade de produtos
encomendados com a certeza de que esto todos conformes.
3 A produo de lotes de numerosos produtos aliada a um
encurtamento dos prazos de fabricao aumentou a necessidade de
colocar em prtica a TPM com vista a satisfazer as mais variadas
necessidades dos seus clientes.
Por esta razo se afirma que ao reduzir as maiores perdas de
rendimento a TPM reconhecidamente indispensvel sobrevivncia de
uma empresa.
6.5 Relao entre entradas e sadas em produo.
A performance global no domnio da produo implica a melhoria da
produtividade.
De outra forma, visamos obter maior OUTPUT (produtos) com o
mnimo de INPUT (custos), para obter a melhor relao Custo /
Resultado.
Fig 19: Relao entre os elementos das actividades de produo.
OPERADOR
MQUINA
PRODUTOS
Matrias e
Energia
Custo de
Investimento
Manuteno
Utilidades
ENCOMENDA
PLANO DE VENDAS
PLANNING DE PRODUO FABRICAO
Pedido do
Cliente
Segurana
Motivao
Mtodos
Q
C
P
R
SATISFAO
OPERADOR
MQUINA
PRODUTOS
Matrias e
Energia
Custo de
Investimento
Manuteno
Utilidades
ENCOMENDA
PLANO DE VENDAS
PLANNING DE PRODUO FABRICAO
Pedido do
Cliente
Segurana
Motivao
Mtodos
Q
C
P
R
SATISFAO
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 6
84
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
Na figura anterior podemos verificar a relao existente entre os vrios
INPUTs que podemos considerar e os resultados, OUTPUTs, obtidos,
tendo sempre presente como meta e objectivo principal, a satisfao do
cliente.
6.6 Domnios da TPM.
A TPM visa desenvolver uma cultura, na empresa, que procura a mxima
eficcia possvel no conjunto do sistema de produo.
Na figura seguinte podemos analisar a estrutura de um sistema de
produo. possvel relacionar as entradas e sadas com todas as
componentes que interferem no processo.
Fig 20: Estrutura de um sistema de produo.
Uma linha de produo combinada (diversificada), consiste em vrias
linhas num s processo, sendo um sistema de produo superior a um
sistema simples num nico processo.
Lubrificantes
leos
Ferramentas
Matrizes
Processo Entradas Sadas
Produtos
Energia
Informao
Procedimento
Saber-Fazer
Standards
Produtos
Servios
Informao
Ambiente
Produtos Equipamentos
Consumveis
Vibraes
Rudo
Temperatura
Electricidade
Gs
Ar Comprimido
Produtividade
Prazo
Quantidade
Conhecimento
Mtodo
Lubrificantes
leos
Ferramentas
Matrizes
Processo Entradas Sadas
Produtos
Energia
Informao
Procedimento
Saber-Fazer
Standards
Produtos
Servios
Informao
Ambiente
Produtos Equipamentos
Consumveis
Vibraes
Rudo
Temperatura
Electricidade
Gs
Ar Comprimido
Produtividade
Prazo
Quantidade
Conhecimento
Mtodo
Processo Entradas Sadas
Produtos
Energia
Informao
Procedimento
Saber-Fazer
Standards
Produtos
Servios
Informao
Ambiente
Produtos Equipamentos
Consumveis
Vibraes
Rudo
Temperatura
Electricidade
Gs
Ar Comprimido
Produtividade
Prazo
Quantidade
Conhecimento
Mtodo
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 6
85
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
6.7 Sistema hierrquico de actividades.
A TPM deve ser executada como um trabalho normal. Se o trabalho de
grupo se pode fazer a todos os nveis da empresa, e se cada nvel
realiza aquilo que tem de realizar, possvel atingir o Zero Perdas .
O animador de cada grupo a cada nvel deve ser o superior hierrquico
na empresa.
Fig 21: Posio dos grupos no sistema hierrquico.
Como podemos verificar na figura 21, todos os nveis da empresa esto
implicados nesta politica de implementao da TPM., e todos os nveis
hierrquicos acompanham a sua implementao.
Desenvolvendo este tipo de actividades, ao nvel da poltica da empresa,
os objectivos iro ser transmitidos pela via hierrquica at ao nvel mais
baixo, o nvel de execuo, sendo assim cumpridos os objectivos. Por
outro lado as opinies, sugestes e outras propostas feitas pelos
operadores, iro subir aos nveis hierrquicos assegurando assim uma
boa comunicao entre os vrios nveis da pirmide.
Melhorar os recursos humanos consiste em formar e desenvolver a
competncia do pessoal para permitir uma resposta aos novos desafios
da automatizao das instalaes.
Presidente
Director
Chefe de
Departamento
Chefe de
Servio
Animador
Operador
Comit de promoo da
TPM na sociedade
Comit de promoo da
TPM na Fbrica
Comit de promoo da
TPM no departamento
Comit de promoo da
TPM junto dos animadores
Grupos de trabalho
Presidente
Director
Chefe de
Departamento
Chefe de
Servio
Animador
Operador
Comit de promoo da
TPM na sociedade
Comit de promoo da
TPM na Fbrica
Comit de promoo da
TPM no departamento
Comit de promoo da
TPM junto dos animadores
Grupos de trabalho
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 6
86
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
6.8 Princpios de desenvolvimento da TPM.
1 Construir um sistema que permita obter a performance em produo.
Melhoria Caso a Caso
Manuteno Autnoma
Manuteno Programada
Formao e Treino Saber Fazer
2 Construir um sistema inicial de produo e de gesto de fluxos para
os novos produtos e os novos equipamentos.
3 Construir um sistema de Manuteno para a Qualidade.
6.9 O.E.E Overall equipment efficiency; R.O. Rend.
Operacional
Com o avano dos recursos industriais que diariamente entram nas
nossas empresas (centros de maquinao, tornos, talhadoras), mquinas
modernas dotadas de diversas facilidades de trabalho, possibilitando o
desenvolvimento dos processos, mas mesmo assim, nem tudo constitui,
no entanto, uma perfeio.
Os problemas residem justamente na manuteno e explorao destes
equipamentos. Isto quer dizer que por mais ou menos perfeitos e
automticos que sejam os equipamentos, estes tm sempre um ponto
comum que se centra na manuteno adequada e por consequncia no
Homem da manuteno e da fabricao.
Um indicador de RO >85%, suficiente para encher de orgulho qualquer
unidade de trabalho e direco de uma empresa. O problema poder
estar no critrio adoptado para o clculo do RO e sobretudo na forma
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 6
87
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
correcta de preenchimento do jornal de bordo no posto de trabalho da
mquina tampo (mquina com o tempo de ciclo mais elevado na linha).
Est provado, no mundo industrial, que no so os grandes problemas
(avarias espordicas, etc...) que impedem a concretizao de muitos
objectivos, mas sim os pequenos quando somados.
So efectivamente as pequenas inconvenincias que aliadas sua
frequncia impedem o perfeito funcionamento, como por exemplo, micro-
paragens, falta de ferramentas, falta de confiana, m execuo do 1
nvel, falta de treino, sucatas, falta de cdigos,...
O Rendimento Operacional RO pode ser definido de uma forma
simplificada como sendo:
RO = PBf / Pf
ou
RO = PBf / (TaxCdi)
com: PBf =Peas Boas Fabricadas
Pf =Peas Fabricveis
Ta =Tempo Afectado
Ta = Tempo disponvel (tempos de descanso programados
+ tempo 1 nvel)
Cdi =Cadncia Instantnea
ou pela forma composta, onde contamos com 3 factores:
RO = DO x RV x TQ
com: DO =Disponibilidade Operacional
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 6
88
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
RV =Rendimento Velocidade
TQ =Taxa de Qualidade
DO = Dp x Di
sendo Dp =Disponibilidade Prpria
Di =Disponibilidade Induzida
Dp = Tf / (Tf + Tpp)
sendo Tf =Tempo de Funcionamento
Tf = Tempo afectado Tempo perdido
Tpp =Tempo de Paragens Prprias do equipamento ou linha
Di = (Ta Tpi) / Ta
sendo Ta =Tempo Afectado
Tpi =Tempo de Paragens Induzidas por Avarias
RV = (Tcy x PTf) / (Ta - paragens)
sendo Tcy =Tempo de Ciclo
PTf =Peas Totais Fabricadas
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 6
89
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
TQ = PBf / PTf
sendo PBf =Peas Boas Fabricadas
6.10. Perdas que o TPM permite eliminar
Existem no total 16 perdas de Rendimento Operacional, que podem estar
relacionadas com:
Equipamento:
1 - Avarias / Falhas
2 - Mudana de produto / Set UP
3 - Mudana de ferramenta
4 - Microparagens
5 - Degradao do tempo de ciclo
6 - Sucata
7 - Rearranques
Pessoal:
8 Manuseamento
9 Saber fazer
10 Organizao
11 Logstica
12 Controlos
13 Paragens programadas
Outras:
14 Brutos
15 Ferramentas
16 - Energia
As 7 Grandes Perdas
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 6
90
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
Vamos ento detalhar as 7 grandes perdas de Rendimento:
1 - Avarias / Falhas: O factor que mais prejudica a eficincia a perda
por avaria ou falha. Na avaria ou falha existe a do tipo de paragem de
funo e a do tipo quebra de funo. A primeira ocasionada de modo
repentino; a segunda, a que reduz a funo do equipamento em relao
funo original.
2 - Mudana de produto / Set UP: Esta a perda que provocada por
paragem associada mudana de produto. O tempo de mudana de
produto significa o tempo necessrio desde a paragem do produto que
estava a ser produzido at preparao do outro produto que ser
produzido, sendo o ajustamento do equipamento, a fase que demora
mais tempo.
3 - Mudana de ferramenta: Neste tipo de perda incluem-se todas as
perdas decorrentes da ferramenta.
4 Microparagens: As pequenas paragens diferem da avaria / falha
devido a problemas momentneos, o equipamento pra ou opera em
vazio. tambm denominado pequeno problema. o caso, por exemplo,
da operao em vazio da mquina, devido ao encravamento da pea
que estava a ser trabalhada, ou quando um sensor entra em operao
devido deteco de um produto defeituoso. Tratam-se de paragens
momentneas do equipamento. So casos em que o equipamento volta
a operar normalmente, assim que a pea que est encravada for
retirada, ou atravs de rearranque, diferindo na sua essncia da avaria /
falha do equipamento.
5 - Degradao do tempo de ciclo: A degradao do tempo de ciclo,
perda por quebra de velocidade, refere-se diferena entre a velocidade
nominal e a real do equipamento. o caso, por exemplo, de uma
operao realizada com uma velocidade reduzida, devido ocorrncia
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 6
91
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
de problemas de qualidade do produto ou na mecnica do equipamento,
quando operado velocidade nominal.
6 Sucata: Esta a perda relativa a produto defeituoso e necessidade
de retrabalho. Quando se fala em produto defeituoso a tendncia, de um
modo geral, a de o considerar um produto perdido, porm, o produto
com retrabalho (recuperado) deve ser considerado, tambm, como
produto defeituoso visto que preciso uma quantidade de processo,
originalmente desnecessria, para a sua recuperao.
7 Rearranques: Perdas decorrentes entre o incio da produo e a
estabilizao do equipamento.
Conforme ficou detalhado:
As sete grandes perdas so factores que prejudicam a eficincia de um
equipamento. Ataca-las ser a estratgia para elevar o rendimento
operacional do equipamento.
6.11 Os 8 pilares do TPM
A implantao do TPM uma tarefa que requer planeamento apurado e
que exige uma abordagem que coloca grande importncia nos aspectos
Motivacional de todos e da Formao.
A implementao de um programa TPM requer no mnimo trs anos. De
uma maneira geral podemos dizer que a TPM no nada de novo no
respeitante s tcnicas utilizadas, no entanto, h que reconhecer que o
grande mrito da TPM est em harmonizar uma grande variedade de
tcnicas, proporcionando excelentes resultados.
Muitas empresas empenham-se na aplicao de uma ou duas tcnicas
Pilares contidos no TPM e divulgam este esforo como sendo TPM na
totalidade. No o .
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 6
92
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
Os pilares da TPM so:
1 Manuteno Autnoma
2 Manuteno Programada
3 Eliminao das perdas
4 Formao e treino
5 TPM na concepo projecto
6 TPM nos servios
7 Manuteno da qualidade
8 TPM na segurana, higiene e condies de trabalho
6.11.1 Manuteno Autnoma
O pilar da Manuteno Autnoma ser provavelmente o trao mais
distintivo do TPM.
A Manuteno Autnoma permite aplicar os cuidados bsicos de
manuteno da mquina atravs do Operador.
So sete as etapas para a aplicao da Manuteno Autnoma, que
podemos analisar na figura 22.
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 6
93
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
Fig 22: Etapas da manuteno autnoma.
Os operadores efectuam visitas quotidianas de controlos visuais,
lubrificao,..., para conservar e restabelecerem eles mesmos os seus
equipamentos.
6.11.1.1 Objectivos para os operadores
Inspeccionar o meu equipamento.
Saber tratar as origens da sujidade e dos pequenos problemas do
meu equipamento.
Melhorar, com a minha experincia, a manuteno autnoma do
meu equipamento.
ETAPA
1
2
3
4
5
6
7
Elaborao de normas de fluxo de
materiais no local de trabalho, controlo
de ferramentas, ...
Desenvolver as directrizes e as metas
e executar regularmente o registo da
melhoria continua
Utilizao no quotidiano dos standards
de manuteno autnoma.
Elaborao de uma folha de inspeco
Efectuar melhorias quanto fonte de
sujidades, preveno contra derrames
e locais de difcil limpeza e lubrificao.
Elaborar standards de limpeza,
lubrificao e inspeco, indicando
periodicidade e tempo requeridos.
Limpeza inicial
CONTEDO DA ACTIVIDADE
Eliminando na totalidade as sujidades
que se formam no equipamento, bem
como a deteco de anomalias e sua
resoluo.
Elaborao de standards de
limpeza, lubrificao e inspeco
Medidas de combate contra a fonte
de sujidade e local de difcil acesso
DENOMINAO
Melhoria quotidiana
Organizao e ordem
Inspeco autnoma no quotidiano
Formao / aco nos standards
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 6
94
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
6.11.1.2 Objectivos para os chefes de equipa
Ter operadores que respeitam a mquina.
Dar importncia ao tratamento preventivo das anomalias.
Dominar a manuteno autnoma.
6.11.1.3 Objectivos para a mquina
Eliminar as degradaes foradas.
Repor a instalao ao nvel 1.
Tratar preventivamente as causas de falha.
6.11.2 Manuteno Programada
A Manuteno Programada a par da Manuteno Autnoma apoia-se
num bom conhecimento dos equipamentos de produo e no seu
histrico de falhas, nela intervm os profissionais de manuteno no
sentido de alongar o perodo de vida til dos equipamentos e instalaes
corrigindo as suas debilidades. O objectivo aumentar a eficcia
reduzindo os custos de manuteno.
O pilar da Manuteno Programada caracterizado por:
Conhecer as perdas por falhas relativas a avarias nos
equipamentos.
Aumentar a cooperao entre Manuteno / Fabricao.
Minimizar o custo das falhas e defeitos.
6.11.2.1 Objectivos para a manuteno
Hierarquizar os equipamentos mais penalizantes.
Definir os planos de aces para erradicar as falhas.
Tratar as degradaes foradas e naturais.
Prevenir a reapario das falhas.
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 6
95
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
Organizar de forma eficiente o PMP.
Reduzir as perdas de R.O. melhorando:
o A Fiabilidade: MTBF
o A Manutibilidade: MTTR
Fazer a ligao entre o estado do equipamento e a qualidade
pea.
Utilizar o equipamento no seu limite.
6.11.2.2 Formas de aco
Medir, observar e documentar.
Identificar a mquina tampo ou mais penalizante.
Identificar os problemas.
Procurar as causas iniciais.
Eliminar as causas iniciais.
Reduzir os tempos de interveno.
Programar os tempos de paragem.
Aplicar as solues em instalaes futuras: Projecto.
6.11.3 Eliminao das perdas
Os objectivos do pilar Eliminao das Perdas esto intimamente
relacionados com o R.O., ou seja, melhorando a competitividade da
empresa:
Erradicar de forma concreta as grandes perdas de R.O..
Melhorar e estabilizar o R.O.
Fig 23: Estabilizao do Rendimento operacional.
Ro
85%
t
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 6
96
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
6.11.3.1 Princpios de eliminao
1 Fase: Reduzir a disperso
das perdas eliminando as
degradaes.
2 Fase: Alongar a durao
do funcionamento entre
duas perdas.
3 Fase: Refazer o estado
de condio periodicamente.
4 Fase: Prever a apario
das perdas.
Exemplo de aplicao: Cilindro Hidrulico
1 Etapa: Reduzir a disperso das perdas eliminando as degradaes.
Suprimir as condies anormais de funcionamento, os desvios em
relao s regras de arte, respeitar os parmetros que permitem
mquina ou ao componente degradar-se normalmente: desgaste,
durao de vida e resistncia normais.
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 6
97
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
H degradao forada quando existe uma acelerao do desgaste ou
da deteriorao, por parmetros que no esto nas devidas margens, ou
por operaes de manuteno ou de comportamento no respeitadas.
Oleo demasiado quente e sujo
Oleo de m composio quimica
Uma carga muito forte
Uma presso excessiva
Choques ou vibraes
Factores que provocam
um desgaste mais rpido
do que o previsto num
cilindro hidrulico
2 Etapa: Alongar a durao do funcionamento entre duas perdas.
Aumentar a durao de vida das mquinas ou dos seus componentes.
Ser que o componente suficientemente duro? Ser a sua composio
qumica adequada? Existe uma matria mais resistente? Podemos
encontrar um ajuste que permita um desgaste mais lento?...
Melhorar o tipo de material da junta
Melhorar a qualidade do oleo
Rever a carga a aplicar
Aces que permitem
aumentar a durao de
vida do cilindro
3 Etapa: Refazer o estado de condio periodicamente.
Quando se chega a esta etapa, estamos quase certos de que no
teremos problemas com o componente durante algum tempo, uma vez
que no temos factores externos que provoquem a degradao forada.
Podemos ento prever a mudana de elementos que necessitem,
passado algum tempo de funcionamento, de ser substitudos. Se temos
uma probabilidade de falha entre 2 a 3 anos, trocamos antes de chegar a
este perodo.
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 6
98
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
Trocar o cilindro aps 1000 hrs de
funcionamento
Aces que permitem
prevenir falhas
4 Etapa: Prever a apario das perdas.
Nesta etapa no se procura a substituio das peas em funo do
tempo, mas sim em funo do estado constatado do elemento. Procede-
se a visitas, a primeira pode ser da frequncia deduzida na etapa
anterior, e decide-se ou no da troca da pea ou elevar o seu
funcionamento.
O ganho efectuado com a troca da pea deve ser contraposto com a
perda de tempo ocorrida pela inspeco, isto , se a inspeco to
longa como a troca da pea e esta tem um baixo custo, ento esta etapa
pode ser suprimida. Ao invs, se a inspeco rpida e o custo da pea
elevado, ento convm realizar esta etapa.
Desmontagem do cilindro para
inspeco
Aces que permitem
prever as falhas
De pouco nos vale a preveno se temos degradaes foradas no
dominadas. A questo da fiabilidade s se coloca quando estamos
certos de que podemos fazer funcionar os elementos nas condies de
degradao natural.
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 6
99
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
6.11.4 Formao e treino
Este pilar pretende aliar as componentes terica e prtica para atingir o
zero perdas, para isso necessrio sermos capazes de evitar a
reapario das perdas, de tratar e erradicar as anomalias, de saber
manter e vigiar os equipamentos, etc.
A formao deve ser endereada a todos, desde o chefe da linha aos
operadores e outros servios de suporte, apoiando-se em lies
pontuais, visualizao, painis de actividades, espaos de formao e
treino, etc.
Melhorar / desenvolver as capacidades do pessoal da fabricao.
6.11.4.1 Metodologia
Determinao dos contedos necessrios formao.
Utilizao de DOJ OS: espaos de treino.
Aplicao dos 5 sentidos.
Simulao prtica.
Contacto real com equipamentos e componentes.
Estgios com o staff da manuteno.
Prever a mudana de um cilindro
aps 1000 hrs de funcionamento, s
vlido quando asseguramos o
funcionamento nas condies
previstas: oleo correcto, velocidade
adaptada, vibraes limitadas, ...
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 6
100
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
6.11.5 TPM na concepo
O pilar TPM na Concepo tem como objectivos principais a preparao
da manuteno antes da fase de produo em srie e o controlo do
rendimento global dos equipamentos durante a subida de cadncia,
controlando os custos dos meios e do processo.
A experincia adquirida ao longo do tempo, no contacto com
equipamentos similares, capitalizada por forma a:
Definir condies que possam excluir possveis fontes de falhas.
Num projecto de industrializao, o controlo do custo global dos
equipamentos durante o seu ciclo de vida LCC, necessrio ter em
conta 4 factores:
O referencial TPM
O processo de colocao em funcionamento.
As diferentes etapas do projecto.
O grupo de intervenientes no projecto.
6.11.5. 1 Metodologia a aplicar
Assegurar a capitalizao da experincia adquirida.
Explorar, de forma exaustiva, a documentao mquina.
Estudar de forma eficiente as peas de reserva e de desgaste a
adquirir. Assegurar a sua entrada em armazm em tempo til.
Organizar e assegurar a execuo do PMP, de acordo com a
experincia adquirida a as preconizaes do fornecedor.
Fazer uso da aplicao da gesto visual.
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 6
101
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
Assegurar a formao e treino dos operadores ao nvel da
manuteno autnoma.
Programar em conjunto com os fornecedores sesses de
deteco de anomalias e possibilidades de melhorias (nas
instalaes do fornecedor).
Elaborar os standards da manuteno autnoma em conjunto
com os operadores e o chefe de linha.
Implementar uma cultura de paragens peridicas para aces
TPM na linha: Limpeza, inspeco, verificao e etiquetagem de
anomalias.
Prever / organizar a formao nos novos equipamentos para o
staff da manuteno, junto dos fornecedores.
6.11.6 TPM nos servios
Melhorar a sistemtica da incorporao de melhorias atravs dos
conhecimentos adquiridos.
6.11.7 Manuteno da qualidade
Eliminar o desperdcio de perdas pelo trabalho de escritrio.
Eficincia de todas actividades organizacionais.
6.11.8 TPM na segurana, higiene e condies de trabalho
Objectivo: Zero acidentes.
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 6
102
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
6.11.8.1 Mtodo
Proporcionar um sistema que possa garantir:
A PRESERVAO DA SADE E BEM ESTAR DE TODOS OS
FUNCIONRIOS E DO MEIO AMBIENTE
Fig 24: Os 8 pilares da TPM.
A figura 24 agrupa os 8 pilares da T.P.M., de modo a simbolizar a
construo de algo slido.
Pretende-se realar a importncia de todos os pilares, mas tambm a
lgica da construo de baixo para cima, com slidas razes capazes
de suportar uma politica de implementao da T.P.M. com sucesso.
A T.P.M. no uma demarche que d frutos rapidamente. necessrio
trabalhar seriamente durante alguns anos (+/- 3 anos) para que se
consiga atingir os objectivos traados.
TPM TPM
M
a
n
u
t
e
n
o
A
u
t
n
o
m
a
M
a
n
u
t
e
n
o
A
u
t
n
o
m
a
M
a
n
u
t
e
n
o
P
r
o
g
r
a
m
a
d
a
M
a
n
u
t
e
n
o
P
r
o
g
r
a
m
a
d
a
E
l
i
m
i
n
a
o
d
a
s
P
e
r
d
a
s
E
l
i
m
i
n
a
o
d
a
s
P
e
r
d
a
s
F
o
r
m
a
o
e
T
r
e
i
n
o
F
o
r
m
a
o
e
T
r
e
i
n
o
T
P
M
n
a
C
o
n
c
e
p
o
T
P
M
n
a
C
o
n
c
e
p
o
T
P
M
o
s
S
e
r
v
i
o
s
T
P
M
o
s
S
e
r
v
i
o
s
M
a
n
u
t
e
n
o
d
a
Q
u
a
l
i
d
a
d
e
M
a
n
u
t
e
n
o
d
a
Q
u
a
l
i
d
a
d
e
T
P
M
S
e
g
,
H
i
g
,
C
.
T
r
a
b
T
P
M
S
e
g
,
H
i
g
,
C
.
T
r
a
b
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 6
103
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
6.12 As 12 etapas de lanamento da TPM
A fase preliminar e introdutiva da TPM particularmente importante, da
mesma forma que a reflexo sobre as diferentes etapas a partir do
momento em que lanamos novos produtos.
6.12.1 Sistema de preparao de lanamento da TPM
6.12.1.1 Declarao da direco de lanamento da TPM
O anncio feito pela direco permite criar um ambiente que facilitar a
compreenso de todos do que quer e espera a direco, possibilitando
uma melhor atitude de todos no momento do lanamento.
6.12.1.2 Pontos a desenvolver
1 A informao de que a introduo da metodologia TPM foi decidida
pela direco deve ser passada em reunies do comit e em reunies de
enquadramento.
2 A planificao de sesses de informao, da inteno do
enquadramento da metodologia, deve ser feita pela direco nessas
reunies.
3 Publicar internamente a deciso da direco.
No caso de grandes sociedades, compostas por vrias fbricas, devem
ser escolhidas no inicio apenas algumas fbricas, servindo de modelos, e
depois reconduzir estes modelos para as outras fbricas da sociedade.
Mesmo nos casos em que a deciso de implementar a metodologia parte
de um departamento ou de uma fbrica o presidente da direco deve
manifestar o seu acordo informando todos da sua vontade de colocar em
prtica a TPM.
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 6
104
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
6.12.1.3 Formao inicial e promoo da TPM
A TPM visa a regenerao da cultura da empresa como meio de
melhoria das competncias dos homens e da fiabilidade dos
equipamentos. O objectivo da formao inicial em cada nvel hierrquico
de obter uma compreenso completa da finalidade da TPM.
conveniente programar uma formao inicial baseada em:
Direco:
Formao destinada direco.
Enquadramento das informaes.
Critrios de preo da excelncia.
Chefes de servio e adjuntos:
Formao TPM destinada ao enquadramento.
Engenheiros e animadores de grupos de trabalho:
Formaes destinadas a chefes de equipas de
explorao.
Cursos de instrutor.
A TPM nunca ser eficaz se colocada em prtica logo aps a deciso
da direco. necessrio e indispensvel que haja formao e treino
de adaptao antes do arranque da TPM.
A formao deve contemplar no apenas as pessoas da explorao
e manuteno, mas tambm, os gabinetes de estudos, as compras, o
aprovisionamento, etc.
6.12.1.4 Implementao numa instalao piloto
A promoo da implementao da TPM deve ser feita atravs de
uma instalao piloto, retirando dos esforos efectuados
experincia e motivao para estender a metodologia a todas as
instalaes.
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 6
105
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
6.12.1.5 Definio das politicas de base e objectivos
1 Explicar a integrao da TPM na poltica da empresa no plano de
desenvolvimento a mdio e longo prazo.
2 Prever o prazo de obteno de resultados.
3 Definir as trajectrias a percorrer com base na situao inicial e
nos objectivos propostos.
4 Estimar os meios a utilizar e os custos envolvidos.
6.12.1.6 Construo de um programa de lanamento da TPM
Definir um programa para as diferentes etapas da TPM que tenha
contemplado os princpios fundamentais:
1 Manuteno autnoma
2 Manuteno programada
3 Formao e treino
4 Melhoria caso a caso
5 Capitalizao e TPM no projecto
6.12.1.7 Lanamento oficial da TPM
1 Organizar um evento que celebra o instante em que todos de
devem apropriar da deciso tomada pela direco, onde se declara o
compromisso de fazer frente s 16 famlias de perdas.
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 6
106
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
2 Exemplificar o que se pretende realizar.
3 Apresentao da organizao da TPM, politicas de base e
programa de desenvolvimento.
4 Discursos de motivao (efectuados pelos convidados).
5 Convidar os clientes e parceiros das outras sociedades.
No quadro seguinte esto agrupadas as fases de implementao
com as etapas e as respectivas aces a serem postas em prtica.
FASE ETAPAS PRINCIPAIS ACES
1 - Declarao por parte da direo
da decisa de lanar a TPM.
Reunio com chefes de
departamento e de servio.
2 - Comunicao e formao em
TPM.
Formao por nveis hierrquicos
3 - Promover a TPM apartir de um
equipamento piloto
Equipamento modelo para a
formao dos animadores e da sua
hierarquia
4 - Definio dos principios de base
e objectivos para a TPM
Previso de todos os efeitos
5 - Construo de um planning
director de modo a enquadrar as
actividades TPM
Desde as fases preparatria at
obteno dos objectivos.
LANAMENTO
6 - Lanamento oficial e arranque da
TPM
Convite aos chefes de departamento,
chefes de servio e a todos os
elementos dos grupos de trabalho.
7 - Colocar em aco os sistemas
destinados a melhorar a
performance:
HOMEM, MQUINA e EMPRESA
Manuteno AUTNOMA
Manuteno PROGRAMADA
FORMAO e TERINO
Procura da performance mxima
Sistemas de etapas com auditorias
8 - Colocar emaco o sistema zero-
defeitos
Concepo de produtos fceis de
fabricar e equipamentos fceis de
conduzir
9 - Sistema de controlo inicial para
os novos produtos
Definio de condies que
permitam realizar bons produtos
10 - Colocar emprtica umsistema
destinado a obter performance nos
gabinetes
Ajuda produo e melhoria da
performance nos gabinetes
11 - Colocar emprtica os sistemas
destinados a obter a segurana, a
higiene e as condies de trabalho
Zero acidentes
Zero poluio
REGIME
ESTABLECIDO
12 - A TPM est generalizada e
profissionalizada
PREPARAO
APLICAO
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 6
107
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
6.13 As etapas da MA / MP
6.13.1 Etapa 0
Manuteno Autnoma: Preparao
Manuteno Programada: Hierarquizar os equipamentos
Criao de um grupo de trabalho: deve conter obrigatoriamente
pessoas do staff da manuteno.
Definio dos objectivos.
Escolher a mquina escola.
Compreender a situao actual.
Escolher a famlia das perdas a tratar.
Definir a data do arranque e o planificar o desenvolvimento.
Calendarizar as paragens programadas.
Prever as ferramentas e logstica.
Preparar o painel de animao e quadro de etiquetas.
Definir o sistema de auditorias: A cada etapa uma auditoria.
6.13.2 Etapa 1
Manuteno Autnoma: Limpar, inspeccionar e etiquetar as anomalias.
Manuteno Programada: Anlise das causas de perda
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 6
108
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
Arranque da TPM.
Presena de todos os elementos do grupo de trabalho.
Dividir os participantes em subgrupos: Cada um com tarefas
definidas.
Limpar inspeccionar.
Utilizao de etiquetas duplas para identificar as anomalias: uma
parte deve ficar no local da anomalia e a outra no quadro de
controlo.
A cada anomalia uma etiqueta.
A etapa 1 est mais relacionada com a deteco de anomalias e
o conhecimento mais profundo da mquina.
Para transitar para a etapa 2 obrigatria uma auditoria etapa 1.
6.13.3 Etapa 2
Manuteno Autnoma: Tratar as fontes das anomalias.
Manuteno Programada: Tratar as degradaes foradas e naturais.
Tratamento anomalias encontradas (80% no mnimo).
Para transitar para a etapa 3 obrigatria uma auditoria etapa 2.
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 6
109
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
6.13.4 Etapa 3
Manuteno Autnoma: Estabelecer os standards provisrios de MA.
Manuteno Programada: Prevenir as reaparies das falhas.
Definir as zonas a inspeccionar e formas de fazer.
Definir tempos, periodicidades e responsabilidades.
Implicar os operadores na elaborao dos standards de MA.
Definir o percurso lgico das operaes.
Formar e treinar as pessoas a partir dos standards.
Para transitar para a etapa 4 obrigatria uma auditoria etapa 3.
6.13.5 Etapa 4
Manuteno Autnoma: Formao / aco nos standards de MA.
Manuteno Programada: Organizar e realizar o PMP.
Formao / aco nos standards de MA.
Organizar e assegurar a execuo do PMP.
Estgio com o staff da manuteno para os operadores.
Melhorar as falhas de concepo dos equipamentos e os
mtodos de manuteno.
Para transitar para a etapa 5 obrigatria uma auditoria etapa 4.
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 6
110
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
6.13.6 Etapa 5
Manuteno Autnoma: Inspeccionar no quotidiano.
Manuteno Programada: Melhorar a prtica do PMP.
Melhorar os Standards: reagrupar as tarefas que podem ser
suprimidas ou adicionando outras.
Identificar os sinais antes de ocorrerem as falhas.
Desenvolver actividades para diminuir os tempos de
manuteno correctiva.
Execuo de trabalhos de grupo, QC Story, PDCA, etc.
Para transitar para a etapa 6 obrigatria uma auditoria etapa 5.
6.13.7 Etapa 6
Manuteno Autnoma: Reduzir os tempos de inspeco.
Manuteno Programada: Fazer a ligao entre o estado do
equipamento e a qualidade pea.
Reduzir falhas que provoquem um funcionamento em modo
degradado.
Identificar as relaes entre a qualidade do produto e os
parmetros influentes dos equipamentos: Geometria,
Temperatura, Dbitos, Presses, Intensidades, etc.
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 6
111
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
Integrar o ambiente que rodeia o equipamento: Temperatura,
Tenses, Qualidade e Presso do ar, Vibraes; e reter os
parmetros a vigiar, definindo os seus sinais de alerta.
Para transitar para a etapa 7 obrigatria uma auditoria etapa 6.
6.13.8 Etapa 7
Manuteno Autnoma: Melhorar no quotidiano.
Manuteno Programada: Utilizar o equipamento no seu limite.
Colocar em prtica a Manuteno predictiva.
Procurar e utilizar tcnicas de diagnstico dos equipamentos.
Prever a durao de vida das peas criticas, utilizando meios
de vigilncia.
Integrar funes de diagnstico nos equipamentos.
A figura 25, seguinte mostra de forma sucinta todas as etapas da T.P.M.,
bem como as suas caractersticas, anteriormente apresentadas. A figura
sugere a necessidade de dar corda ao relgio para que possa haver
transio entre etapas e desse modo se possa avanar na demarche.
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 6
112
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
Fig 25: As etapas da T.P.M.
6.14 Ferramentas para aplicao da TPM
1) Deteco de anomalias
As anomalias geram falhas. ento
necessrio suprimir as causas dessas
anomalias. A deteco de anomalias
necessita de sentidos apurados, da
observao da mquina em funcionamento e
parada, da descaracterizao (desmontar
proteces) e da colocao de etiquetas no
local das anomalias.
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 6
113
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
2) Anlise Porqu
Colocar a questo Porqu tantas vezes
quantas as necessrias para agrupar as
causas primrias do problema e aplicao
das aces correctivas.
3) PDCA
Consiste nas etapas de seguimento de uma
melhoria:
Plan Planear: Compreender a situao
actual e fixar um objectivo.
Do Fazer: Colocar em prtica um plano de
aces correctivas e executar o seguimento
das medidas aplicadas.
Check Verificar: Avaliar os resultados e
compreender as razes dos desvios.
Act Agir: Estandardizar e generalizar de
modo a evitar ocorrncias semelhantes.
4) Trabalhos de grupo - Anlise
necessrio nomear um piloto que vai
constituir um grupo com um tempo de
trabalho limitado e que rena as
competncias necessrias resoluo do
problema.
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 6
114
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
5) Gesto visual
O objectivo dar visibilidade e acessibilidade
a todos. Valores limite de trabalho, rgos do
equipamento, fenmenos fsicos das
mquinas, objectivos da demarche, etc.,
6) Lies pontuais
Pequenas formaes, que se resumem a 2 ou
3 minutos, e que tratam um ponto-chave sob
o formato de uma ficha, de uma forma
concisa e prtica, com desenhos, esquemas,
fotos, etc. So utilizadas individualmente ou
em grupo.
Existem 3 categorias de lies pontuais:
Conhecimento de base: Completar
conhecimentos com vista a desenvolver as
actividades de fabricao e manuteno.
Disfuncionamento: Ensinar os pontos
importantes para impedir a apario de um
disfuncionamento.
Melhoria: Partilhar uma melhoria que deu
bons resultados.
7) Utilizao dos sentidos
Utilizao dos nossos sentidos no sentido de
verificar o estado de ligaes flexveis,
temperaturas, presses, fugas, rudos,
ventilaes, etc.
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 6
115
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
8) Optimizao do PMP
Lista de todas as aces a efectuar numa
mquina ou instalao de forma a conservar o
seu estado original, baseado no seguimento
de todas as intervenes de manuteno
preventiva optimizadas e testadas no terreno.
9) Espaos de formao e treino.
Espaos destinados a formao, treino,
aprendizagem de vocabulrio relacionado
com os equipamentos, transmisso de
conhecimentos e experincias. So
compostos por maquetas, rgos de
mquinas, ferramentas, rgos danificados
por m regulao ou aplicao, etc.
A importncia destes espaos vital para a
cultura da TPM e na sua utilizao deve ser
contemplada a importncia que tem para os
operadores.
10) Capitalizao
Possibilidade de formalizar, com a
experincia adquirida, as aces vividas no
terreno. A capitalizao pode integrar os
domnios tcnicos, econmicos, condies de
trabalho, etc.
6.15 Contribuio da TPM para o sistema de produo
1) Assegurar a 100% a qualidade exigida pelos clientes.
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 6
116
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
Utilizao da experincia adquirida em equipamentos
semelhantes.
Autonomia das linhas de produo.
Sistematizar as tarefas de manuteno autnoma.
Criar, aplicar e optimizar os planos de manuteno preventiva
e de vigilncia.
2) Reduo do custo global
Conceber equipamentos fiveis e de boas condies de limpeza.
Melhorar a visibilidade para reduzir e optimizar as intervenes.
Tratar as anomalias ainda na fase de projecto.
Aumentar a durao de vida, escolhendo as melhores peas de
reserva e ferramentas utilizadas.
Escolher os equipamentos tendo em conta os custos de
explorao.
Aumentar o rendimento global para aumentar o tempo de
utilizao dos equipamentos.
3) Fabricar os produtos no momento certo.
Instaurar um sistema de manuteno que interfira o menos
possvel com o sistema de produo e com os menores custos.
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 6
117
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
Dar visibilidade, de forma simples, aos fenmenos fsicos que
permitem avaliar o estado de um equipamento durante o seu
funcionamento.
Melhorar a performance de cada equipamento.
4) Responsabilizar e respeitar os homens.
Estabelecer e fazer compreender, a todos os nveis, a ligao
entre os objectivos e as tarefas.
Fazer participar cada um na resoluo de problemas, de acordo
com as suas competncias.
Tratar os problemas em grupo e afixar os resultados, valorizando
os participantes.
Participar, o mais cedo possvel, com o fornecedor na resoluo
de anomalias.
Desenvolver espaos de formao e treino.
.
.
.
.
.
.
.
.
.
.
GMDE
Captulo 6
118
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
Sntese do Captulo 6
A demarche T.P.M., existe h mais de 15 anos, visa a melhoria do
rendimento global das instalaes industriais, nomeadamente,
aumentando a disponibilidade das mquinas e o respeito das
velocidades nominais.
Neste sentido a T.P.M. apoia-se, num primeiro tempo, no
desenvolvimento da capacidade dos homens a identificar, analisar e
eliminar todas as causas das perdas das instalaes, e, num segundo
tempo, no desenvolvimento estruturado dos 5 pilares principais da
demarche.
Neste sentido a compreenso e a apropriao da T.P.M. pelos quadros
dirigentes, primordial para o seu desenvolvimento sustentado.
.
.
.
.
.
.
.
.
.
.
GMDE
Glossrio
119
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
Glossrio de termos de
manuteno
A
ACESSO: forma de ganhar entrada a um sistema (equipamento)
ou parte do sistema.
ACESSIBILIDADE; medida da facilidade de admisso a vrias
reas de um sistema para servios de manuteno.
ALINHAMENTO: Execuo de ajustamentos que so
necessrios para pr um sistema no seu modo de funcionamento
normal.
AVARIA: Ocorrncia que determina a cessao da aptido de um
bem para a funo requerida. Pode ser tambm definida como
falta de aptido para atingir um determinado nvel de
desempenho.
ALGORITMO: Conjunto de regras ou processos bem definidos
para a soluo de um problema num determinado nmero finito
de passos.
B
BACKLOG: Conjunto de todas as encomendas recebidas mas
ainda no satisfeitas encomendas abertas.
.
.
.
.
.
.
.
.
.
.
GMDE
Glossrio
120
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
BACKORDER: Uma encomenda ou compromisso ainda no
satisfeito. uma encomenda cujo prazo de entrega j foi
ultrapassado.
BOTTLENECK ou MQ. TAMPO: uma mquina ou
instalao que limita a capacidade de produo. A taxa de
chegada de trabalho superior taxa de produo.
BACK SCHEDULING ou PROGRAMAO em ATRASO:
Tcnica usada para calcular o incio de produo e a data de
concluso. As operaes de fabrico so planeadas o mais tarde
possvel tendo em conta a sua durao e o prazo de entrega.
Esta tcnica permite iniciar o mais tarde possvel as operaes
reluzindo assim a permanncia de stocks intermdios.
BEM: Produto concebido para assegurar uma determinada
funo.
C
CARGA PROGRAMVEL: Potencial de trabalho em horas x
homem considerado na programao de trabalho que est
disponvel para ser programado no tempo e atribudo aos
trabalhos de manuteno programados.
CARGA RESERVADA: Potencial de trabalho em horas x homem
que reservado na programao de trabalho para execuo de
trabalhos de manuteno correctiva de urgncia.
CHECK- OUT: Testes ou observaes levadas a cabo num
elemento ou componente para avaliar a sua condio.
.
.
.
.
.
.
.
.
.
.
GMDE
Glossrio
121
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
CICLO DE VIDA DE UM BEM DURVEL: Perodo dividido em
fases que decorre desde a determinao de uma necessidade,
abrange o desenvolvimento e a utilizao em servio e termina
com a eliminao progressiva e abate final.
CICLO DE VIDA: Um ciclo de vida constitudo pelas seguintes
fases no que concerne interveno da manuteno: pr-
projecto, definio do projecto, concepo e desenvolvimento do
projecto, construo, utilizao e eliminao (desclassificao e
abate).
CERTIFICADO DE SEGURANA: Documento escrito e assinado
autorizando o acesso a um equipamento e que define as
condies e regras de segurana exigveis para a execuo de
um trabalho de manuteno.
COMPONENTE: Elemento que constitui parte de um
equipamento e que contribui para o desempenho da sua funo.
Estes no so normalmente reparveis, sendo por isso
substitudos quando a sua degradao o justifica.
CENTRO DE CUSTOS: O mais pequeno segmento de uma
organizao para o qual os custos so recolhidos e
representativos.
CDIGOS DE BARRAS: Mtodo para codificar dados
possibilitando um modo de leitura e transmisso fivel e exacto.
Os cdigos de barras so um conjunto de linhas espessas ou
finas, pretas ou brancas, verticalmente imprimidas onde a
espessura das linhas e o espao entre estas arranjado para
representar letras ou nmeros.
CONSERVAO: O conjunto de aces destinadas a manter os
bens armazenados em condies de operacionalidade. Este
.
.
.
.
.
.
.
.
.
.
GMDE
Glossrio
122
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
termo emprega-se para referir a manuteno dirigida ao material
em armazm, seja ele um equipamento ou uma pea de reserva,
utilizando-se mais genericamente o termo manuteno para o
parque de mquinas e instalaes em funcionamento.
CUSTO DE POSSE DOS STOCKS: Total das despesas
originadas pelas existncias em stock que incluem os juros
correspondentes ao capital imobilizado em stocks, despesas de
armazenamento e seguros.
CUSTO DIRECTO DE MANUTENO: Total das despesas de
mo-de-obra, materiais e servios efectuados (incluindo os de
subcontratao) na actividade manuteno.
CUSTO INDIRECTO DE MANUTENO: Valor da produo no
produzida originada pelas paragens de produo motivadas pela
manuteno (correctiva e preventiva com paragem de produo).
Inclui os encargos fixos no cobertos, os encargos variveis no
incorporados e a margem de lucro perdida.
D
DEGRADAO: Perda gradual da capacidade de um
equipamento em desempenhar as funes para que foi
concebido.
DETECO DE FALHA: Indicao de que um dado componente
ou elemento no est a desempenhar as funes para que foi
concebido.
DIAGNSTICO: Identificao da causa provvel de uma avaria
com a ajuda de um raciocnio lgico, baseado num conjunto de
.
.
.
.
.
.
.
.
.
.
GMDE
Glossrio
123
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
informaes provenientes de uma inspeco, de um ensaio, de
variveis ou de elementos constantes de um registo histrico.
DIAGRAMA DE CAUSA EFEITO: Definio precisa de um
problema ou acontecimento, com um diagrama de ramificaes
levando desde a definio do problema at s potenciais causas.
tambm conhecido por diagrama da espinha de peixe fish
bone ou diagrama de Ishikawa.
DISPONIBILIDADE: Medida do grau de operacionalidade de um
sistema no incio de uma misso, quando a misso suposto
durar um tempo no determinado.
DISPONIBILIDADE ATINGIDA: Probabilidade de um sistema ou
equipamento, aplicado em condies bem definidas, em funcionar
satisfatoriamente num momento. Inclui o tempo de paragem para
manuteno correctiva e preventiva. No inclui o tempo de
logstica.
DISPONIBILIDADE INERENTE: Probabilidade de um sistema ou
equipamento, quando usado em condies bem definidas, sem
considerao de qualquer aco de manuteno preventiva e
num ambiente tido como ideal, em desempenhar a sua funo
satisfatoriamente num dado momento. Exclui o tempo de espera.
DISPONIBILIDADE OPERACIONAL: Probabilidade de um
sistema ou equipamento, quando usado em condies bem
definidas, no actual ambiente de operao, funcionar
correctamente num dado momento. Inclui tempos de paragens.
DURABILIDADE: a medida de resistncia de um equipamento
ou instalao ao desgaste e s variaes fsico-qumicas sob
determinadas condies de uso ou de armazenagem.
.
.
.
.
.
.
.
.
.
.
GMDE
Glossrio
124
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
E
EQUIPAMENTO: Elemento que desempenha, ao nvel do
sistema onde est inserido, uma funo completa. Por exemplo,
um motor a diesel, um compressor, etc.
EMPRESA DE MANUTENO: Empresa especializada na
prestao de servios de manuteno.
ESPECIFICAO: Documento que descreve em pormenor os
requisitos a que um produto ou servio tm que obedecer.
ESTRATGIA DA MANUTENO: Conjunto de objectivos,
definies, princpios e politicas referentes funo manuteno
que determinam o desenvolvimento e aplicao dos seus
recursos.
EXISTNCIA: Conjunto de bens que uma organizao deve
manter na sua posse para permitir a continuidade e regularidade
de produo de bens e servios.
F
FIABILIDADE: Aptido de um bem para realizar uma
determinada funo durante um dado perodo e em condies
bem definidas.
FILA DE ESPERA: Volume de requisies ou pedidos de
trabalho em espera para serem executados.
.
.
.
.
.
.
.
.
.
.
GMDE
Glossrio
125
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
FMD: Mtodo de anlise de avarias e dos seus efeitos, aplicado
com o objectivo de encontrar solues que reduzam a sua
ocorrncia.
G
GESTO DA PROCURA: Funo que reconhece e gere toda a
procura de produtos de modo a que o plano director de produo
tenha conhecimento das necessidades de produo. Esta
actividade engloba as previses, entrada de encomendas,
promessas de compra, etc.
GRFICO DE GANT: Grfico de controlo especialmente
concebido para ilustrar graficamente as relaes entre o
desempenho entre as actividades planeadas e o desempenho
previsto. Este grfico recebeu o nome do seu criador, Henry
Gant.
GRAU DE URGNCIA: Classificao atribuda s requisies de
trabalho de manuteno que determina a prioridade de execuo.
H
HEURSTICA: Forma de resoluo de problemas em que as
regras utilizadas so determinadas pela experincia ou pela
intuio em vez da optimizao.
.
.
.
.
.
.
.
.
.
.
GMDE
Glossrio
126
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
I
INSTRUES DE MANUTENO: Documentao que descreve
detalhadamente os procedimentos e as circunstncias da
realizao de intervenes de manuteno.
INVENTRIO: Artigos ou produtos em stock, ou trabalho em
processo, que serve para suportar as diversas fases do processo
de fabrico e de produtos acabados. Do inventrio pode constituir
os stocks de matria-prima, de produtos semi-acabados e
produtos finais.
ISOLAMENTO DA FALHA: Processo de determinar a localizao
da falha e reconhecimento da necessidade de reparao /
interveno.
NDICE DE RUPTURA: Relao entre o nmero de requisies
no satisfeitas e o nmero total de requisies efectuadas
durante um determinado perodo de tempo.
J
JIDOCA: Prtica (ou permisso) utilizada para parar a produo
quando um defeito ocorre, quer o defeito seja provocado pelo
equipamento ou por deficincias de qualidade.
JOB SHOP: Termo atribudo produo intermitente e em
pequenos volumes. A produo varia com frequncia, com
elevados nveis de inventrio, elevada flexibilidade e elevado
custo de produo. O layout deste tipo de produo conhecido
por layout funcional porque o equipamento organizado por
funes de modo a conferir elevada flexibilidade ao sistema.
.
.
.
.
.
.
.
.
.
.
GMDE
Glossrio
127
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
K
KNOW-HOW: Conhecimento adquirido, experincia ou sabedoria.
Saber fazer.
L
LOGSTICA: a arte, ou cincia, de Obter e distribuir materiais e
produtos pelas funes produtoras e requisitantes.
M
MANUAL TCNICO: Documento que em relao a uma dada
instalao ou equipamento fornece dados e informaes
abrangendo os seguintes assuntos: Finalidade, modo de operar,
descrio tcnica, manuseamento, instalao, armazenagem,
instrues de manuteno, programa de manuteno, lista de
componentes, etc.
MANUTENO: Combinao das aces de gesto, tcnica e
econmicas, aplicadas aos equipamentos / instalaes, para
optimizao dos seus ciclos de vida. Todas as aces
necessrias para manter, ou reparar um equipamento ou sistema
de modo a restaurar a sua condio inicial de bom
funcionamento.
MANUTENO CONDICIONADA: Manuteno subordinada
evoluo dos parmetros funcionais de um determinado
equipamento ou sistema, para decidir o momento ptimo de uma
.
.
.
.
.
.
.
.
.
.
GMDE
Glossrio
128
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
determinada interveno. Eliminao das substituies
programadas em favor da contnua ou peridica avaliao do
estado de condio do equipamento de modo a garantir que este
continue a funcionar dentro dos limites aceitveis.
MANUTENO CORRECTIVA: Manuteno efectuada aps a
ocorrncia de uma avaria com cessao da aptido de um bem
para desempenhar a funo requerida, destinada a restaurar a
aptido desse bem. Estas aces devem ser reduzidas ao
mnimo atravs da racional gesto e planificao das tarefas de
manuteno.
MANUTENO MELHORATIVA: Tipo de manuteno efectuada
com o objectivo de reduzir ou eliminar necessidades de
manuteno atravs da introduo de modificaes que
melhorem a fiabilidade e manutibilidade dos equipamentos.
MANUTENO PROGRAMADA: Tipo de manuteno
organizada com antecedncia, em que so fixadas as tarefas, os
mtodos, os materiais, as ferramentas, a mo-de-obra, o tempo
requerido e o momento recomendvel para as intervenes de
manuteno.
MANUTENO SISTEMTICA: Manuteno preventiva de
natureza cclica estabelecida em funo do nmero de unidades
de utilizao de um bem durvel.
MANUTENO PREVENTIVA: Manuteno realizada em
intervalos de tempo pr-determinados ou de acordo com critrios
prescritos, com o objectivo de reduzir a probabilidade de avaria
de um bem durvel (ex. Mudana de leo num equipamento).
MANUTENO PRODUTIVA TOTAL - TPM: Manuteno
efectuada no equipamento e instalaes, com o objectivo de
.
.
.
.
.
.
.
.
.
.
GMDE
Glossrio
129
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
aumentar a eficincia e o lucro da produo atravs da reduo
das perdas e dos custos inerentes. Inclui a manuteno
preventiva, correctiva e condicionada, envolvendo toda a
estrutura da empresa (desde a direco ao operador) com
especial relevo para a funo produo.
MANUTIBILIDADE: Mede a capacidade ou facilidade de um bem
ser reparado. Aptido de um equipamento em condies de uso
especificas para ser mantido ou restaurado de tal modo que se
possa realizar as funes que lhe so exigidas quando a
manuteno realizada em condies definidas e utilizando
procedimentos e recursos prescritos.
MATERIAIS DE CONSUMO: Conjunto de bens de utilizao
corrente que so exauridos normalmente, que seja na produo
quer seja em intervenes de manuteno, (ex. leo, massa
lubrificante, fusveis, etc.).
MEDIO DO TRABALHO: A aplicao de tcnicas
desenvolvidas para estabelecer o tempo (tempo padro) para que
um trabalhador qualificado desempenhe uma tarefa especfica
num determinado nvel de desempenho.
MONTAGEM: Um grupo de produtos semi-acabados ou de
componentes que so associados para formar um produto
acabado ou um mdulo de uma montagem final.
O
ORDEM DE TRABALHO OT: Uma ordem de trabalho serve
para: veicular a necessidade da execuo de um trabalho de
manuteno, detalhar todas as coordenadas do objecto a que se
.
.
.
.
.
.
.
.
.
.
GMDE
Glossrio
130
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
destina, conter os respectivos parmetros de gesto (rea de
interveno, prioridade e tipo de trabalho). Uma OT pode tambm
conter a descrio completa e sequencial do trabalho a realizar
bem como as ferramentas e materiais a utilizar. Aps a realizao
do trabalho a OT pode servir como registo histrico.
ORDEM DE TRABALHO PROGRAMADA: a OT cuja execuo
j foi decidida. Depois de ter sido planeada e da respectiva
execuidade ter sido avaliada, o gestor marcou a sua execuo
para uma determinada data.
P
PEA DE RESERVA SOBRESSALENTE: a pea destinada
a substituir outra pea degradada ou defeituosa, sendo capaz de
desempenhar todas as funes desta. Existindo em qualidade,
quantidade e no instante necessrio, so um importante meio
auxiliar da organizao da manuteno.
PEA DE RESERVA ESPECFICA: Pea normalmente fornecida
pelo fabricante do equipamento (ex. Veio, etc.).
PEA DE RESERVA COMUM: Pea que pode ser aplicada em
vrios equipamentos distintos (ex. Rolamentos, correias, etc.).
POLITICA DE MANUTENO: Descrio da forma, contedo e
condies de manuteno que devem ser aplicadas a um bem
durvel.
PONTO DE ENCOMENDA: Define o nvel mnimo de existncias
(stock) a partir do qual se deve accionar uma nova encomenda de
material.
.
.
.
.
.
.
.
.
.
.
GMDE
Glossrio
131
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
PRODUTIVIDADE: Relao entre a produo gerada e os
factores utilizados para a obter.
POKA-YOKE: Tcnica de determinao de erros (humanos),
como por exemplo uma actividade de produo concebida de
forma a evitar erros de fabricao resultando num defeito do
produto final.
Q
QUALIDADE: Conformidade ou uniformidade com os requisitos
do projecto e/ou da produo.
QUANTIDADE ECONMICA DE ENCOMENDA: Quantidade de
encomenda fixa, a qual determina o montante de materiais ou
produtos que necessitam de ser comprados ou produzidos de
cada vez. O objectivo minimizar os custos totais com os stocks
atravs do balano entre os custos de encomenda e os custos de
posse.
R
REGISTO HISTRICO: Registo das intervenes de manuteno
efectuadas num bem ao longo do seu ciclo de vida.
RELATRIO DE TRABALHOS: uma OT com o estatuto de
encerrada. Depois do trabalho ter sido efectuado, o facto
registado bem como os recursos utilizados.
REPARAO: Interveno da manuteno efectuada num bem
durvel, que conduz ao restabelecimento das funes para as
.
.
.
.
.
.
.
.
.
.
GMDE
Glossrio
132
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
quais foi concebido, atravs de renovao, substituio ou
recuperao das peas danificadas.
REVISO: Conjunto de aces de inspeco, controlo e
interveno efectuadas num bem durvel, com vista a reduzir a
probabilidade de ocorrncia de avarias, durante um determinado
perodo de tempo ou unidades de funcionamento.
REQUISIO DE TRABALHO: Documento que solicita a
execuo de um trabalho.
REPORTRIO DE EQUIPAMENTOS: Listagem de todos os
equipamentos pertencentes a uma dada instalao, fbrica ou
rea de produo subordinadas a uma mesma linha hierrquica
de gesto.
S
SEGURANA: A ausncia de riscos inaceitveis para pessoas,
bens e equipamentos.
SHOP FLOOR: Designao atribuda ao local de trabalho da
planta fabril. Local onde a produo est instalada.
SISTEMA PERICIAL EXPERT SYSTEM: Sistema baseado na
inteligncia artificial que pode resolver problemas utilizando o
conhecimento de especialistas humanos e informaes sobre o
contexto. composto por regras, factos e heursticas que lhe so
fornecidas por especialistas.
.
.
.
.
.
.
.
.
.
.
GMDE
Glossrio
133
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
SINGLE MINUTE EXCHANGE of DIE SMED: Conceito de
tempo de preparao de mquinas em menos de 10 minutos
desenvolvido por Shigeo Shingo na Toyota nos anos 70.
STOCK DE SEGURANA: Quantidade mantida em stock para
ser usada em situaes de procura superior ao normal, flutuaes
de produo e atrasos nas entregas e/ou na produo.
T
TAXA DE ROTAO DE STOCKS: a relao entre a
quantidade ou valor das sadas de armazm e a quantidade ou
valor dos respectivos stocks durante um determinado de tempo.
TECNOLOGIA DE GRUPO: Filosofia de engenharia e de
produo que identifica as similaridades de produtos a desenhar
e/ou fabricar ou processos de fabrico de modo a retirar vantagens
destas similaridades atravs do seu agrupamento em famlias.
Esta filosofia um dos princpios bsicos da produo celular e
da produo repetitiva em just in time (J IT).
V
VISITA DE MANUTENO: Operao de manuteno preventiva
que consiste num exame detalhado e preestabelecido de todos
ou parte dos diferentes elementos de um equipamento.
.
.
.
.
.
.
.
.
.
.
GMDE
Glossrio
134
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
Z
ZERO STOCK: Filosofia da produo baseada na eliminao
planeada de qualquer forma de desperdcio e no consistente
melhoramento da produtividade. Envolve uma execuo bem
sucedida de todas as actividades de produo necessrias para
produzir um produto final.
.
.
.
.
.
.
.
.
.
.
GMDE
Acrnimos
135
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
Acrnimos de manuteno e
produo
A Disponibilidade (Availability)
AI Inteligncia Artificial (Artificial Inteligence)
F Probabilidade de Falha (Failure Probability)
CAD Desenhos e Projectos Assistidos por Computador (Computer
Aided Design)
CAM Produo Assistida por Computador (Computer Aided
Manufacturing)
CAD/CAM Desenho, Projecto e Produo Assistidos por Computador
(Computer Aided Design and Manufacturing)
CCA Anlise de Componentes Crticos (Critical Component Analysis)
CIM Produo Integrada por Computador (Computer Integrated
Manufacturing)
CNC Controlo Numrico por Computador (Computer Numerical
Control)
CPM Mtodo do Caminho Critico (Critical Path Method)
CRP Planeamento das Necessidades de Capacidade (Capacity
Requirements Planning)
.
.
.
.
.
.
.
.
.
.
GMDE
Acrnimos
136
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
EDI Transferncia Electrnica de Dados (Electronic Data Interchange)
EFNMS Federao Europeia de Sociedades de Manuteno
(European Federation of National Maintenance Societies)
FMEA Anlise dos Modos de Falha e Efeitos (Failure Mode and
Effects Analysis)
FMS Sistema Flexvel de Produo (Flexible Manufacturing System)
GASP General Activity Simulations Program
GMAC Gesto da Produo Assistida por Computador
GPSS General Purpose Simulation System
I&D Investigao e Desenvolvimento
I/O Input / Output
JIT J ust In Time
LCC Custo do Ciclo de Vida (Life Cycle Coast)
MA Manuteno Autnoma
MC Manuteno Condicionada
MCE Manuteno Correctiva de Emergncia
MCP - Manuteno Correctiva Planeada
MI Manuteno Industrial
.
.
.
.
.
.
.
.
.
.
GMDE
Acrnimos
137
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
MIC Gesto para a Criao e Inovao (Management for Innovation
and Creation)
MP Manuteno Preventiva
MPS - Manuteno Preventiva Sistemtica
MPS Plano Director de Produo (Master Production Schedule)
MRP Planeamento das Necessidades de Materiais (Materials
Requirements Planning)
MTBF Tempo Mdio Entre Falhas (Mean Time Between Failures)
MTBQF Tempo Mdio Entre Falhas de Qualidade (Mean Time
Between Quality Failures)
MTTR Tempo Mdio Para Reparao (Mean Time To Repair)
MTM Mtodo para a Medida de Tempos (Method Time Measurement)
MWT Tempo Mdio de Espera (Mean Waiting Time)
OGM Organizao e Gesto da Manuteno
OPT Optimized Production Technology
OT Ordem de Trabalho
PMA Plano de Manuteno Autnoma
PERT Tcnica de Reviso e de Avaliao de Projectos ou Programas
(Program Evaluation and Review Technique)
.
.
.
.
.
.
.
.
.
.
GMDE
Acrnimos
138
POEFDS
Ministrio da Segurana Social e do Trabalho
Produo apoiada pelo, programa POEFDS, co-financiado
pelo Estado Portugus e pela Unio Europeia, FSE.
UNIO EUROPEIA
Fundo Social Europeu
PIC Anlise e Controlo de Desempenho (Performance Analysis and
Control)
PME Pequena e Mdia Empresa
QEE Quantidade Econmica de Encomenda
R Fiabilidade (Reliability)
RAP Relatrio de Avarias Penalizantes
RCM Manuteno Centrada na Fiabilidade (Reliability Centred
Maintenance)
SLAM Simulation Language for Alternative Modeling
SPC Controlo Estatstico do Processo (Statistical Process Control)
SS Stock de Segurana
TMCS Sistemas de Controlo e Gesto de Ferramentas (Tool
Management and Control Systems)
TPM Manuteno Produtiva Total (Total Productive Maintenance)
TQC Controlo Total da Qualidade (Total Quality Control)
TQM Gesto Total da Qualidade (Total Quality Management)
UNIDO Organizao para o Desenvolvimento Industrial das Naes
Unidas (United Nations Industrial Development Organization)
WIP Trabalho em Processo (Work in Process)
Potrebbero piacerti anche
- Processos de Fabrico Sem Arranque de Apara HelderDocumento11 pagineProcessos de Fabrico Sem Arranque de Apara Heldermanlvesgonç100% (1)
- Tabela de Tolerâncias ISODocumento2 pagineTabela de Tolerâncias ISOlucasbianch1131Nessuna valutazione finora
- Introdução à Automação e Controlo DigitalDocumento78 pagineIntrodução à Automação e Controlo Digitalbruno_goncaNessuna valutazione finora
- Transformação de Movimento Circular em Movimento de Translação Retilíneo ContínuoDocumento4 pagineTransformação de Movimento Circular em Movimento de Translação Retilíneo ContínuomanlvesgonçNessuna valutazione finora
- Apresentacao CelulasDocumento19 pagineApresentacao CelulasmanlvesgonçNessuna valutazione finora
- Divisão DiferencialDocumento10 pagineDivisão Diferencialseba767686767Nessuna valutazione finora
- Tabela de Tolerâncias ISODocumento2 pagineTabela de Tolerâncias ISOlucasbianch1131Nessuna valutazione finora
- Fresagem ConceitosDocumento18 pagineFresagem ConceitosmanlvesgonçNessuna valutazione finora
- OxicorteDocumento25 pagineOxicortegustavof_guguNessuna valutazione finora
- Elementos Maquina 06elemDocumento8 pagineElementos Maquina 06elemProfissional SENAINessuna valutazione finora
- Aplicacão EletropneumaticaDocumento18 pagineAplicacão EletropneumaticaGermano EstevamNessuna valutazione finora
- EdgeCAM TutorialDocumento84 pagineEdgeCAM Tutorialrlustosa6660% (1)
- Dobra No Desenho NBR 13.142-1999Documento8 pagineDobra No Desenho NBR 13.142-1999claytonbarbieriNessuna valutazione finora
- COBRA NC 400 B (Sistema de Refrig Com Válvula Termost) - PTDocumento34 pagineCOBRA NC 400 B (Sistema de Refrig Com Válvula Termost) - PTDannillo ParreiraNessuna valutazione finora
- Gerada em 22/11/2022 11:04:54: GRRF - Guia de Recolhimento Rescisório Do FGTSDocumento1 paginaGerada em 22/11/2022 11:04:54: GRRF - Guia de Recolhimento Rescisório Do FGTSProfessora Andreia Marqueto100% (1)
- Limpeza de materiais estéticosDocumento5 pagineLimpeza de materiais estéticosMagda PolippoNessuna valutazione finora
- Formulário de segurança contra incêndio para baixo riscoDocumento1 paginaFormulário de segurança contra incêndio para baixo riscodiegomoitaNessuna valutazione finora
- Wellcare WXS-B200Documento3 pagineWellcare WXS-B200Rafael MarquesNessuna valutazione finora
- Grupo 5T-Trabalho Ciclo CombinadoDocumento15 pagineGrupo 5T-Trabalho Ciclo Combinadohugod1982Nessuna valutazione finora
- Curso Operador Produção Sistemas Flare VentDocumento24 pagineCurso Operador Produção Sistemas Flare Ventrodrigo cezarNessuna valutazione finora
- Pendulos Madeira PDFDocumento1 paginaPendulos Madeira PDFAntonio Enrique Vila100% (1)
- VermiculitaDocumento4 pagineVermiculitaJoão DantasNessuna valutazione finora
- Mecanismo de Ruptura de Pavimentos FlexíveisDocumento54 pagineMecanismo de Ruptura de Pavimentos Flexíveissparcusart-1100% (1)
- Instalação de aparelhos a gás em edifícios residenciaisDocumento4 pagineInstalação de aparelhos a gás em edifícios residenciaisJoao SousaNessuna valutazione finora
- Catalogo Peças Nmax-160-Abs-2020 - B554Documento61 pagineCatalogo Peças Nmax-160-Abs-2020 - B554RegisBarbieri100% (2)
- Diagrama Elétrico SpeeduinoDocumento2 pagineDiagrama Elétrico SpeeduinoBinotto PerformanceNessuna valutazione finora
- Hábitos e resíduos para reciclarDocumento9 pagineHábitos e resíduos para reciclarhelofNessuna valutazione finora
- Gestão de bibliotecas por projetosDocumento16 pagineGestão de bibliotecas por projetosTaiRamoslealNessuna valutazione finora
- It - Calandra Hidráulica - 3000 MMDocumento5 pagineIt - Calandra Hidráulica - 3000 MMCristyan Reis100% (1)
- Baterias de Moto Heliar: tecnologias AGM e VRLADocumento15 pagineBaterias de Moto Heliar: tecnologias AGM e VRLAveribiomedicoNessuna valutazione finora
- QUESTAO Potenciacao 8 CDocumento7 pagineQUESTAO Potenciacao 8 CReinaldo JúniorNessuna valutazione finora
- Perfis metálicos para estrutura de telhadoDocumento1 paginaPerfis metálicos para estrutura de telhadoLeonardo MendonçaNessuna valutazione finora
- TV 2Documento24 pagineTV 2Dionei CardozoNessuna valutazione finora
- Requerimento Anexo I TaurusDocumento1 paginaRequerimento Anexo I Taurusanon-491249100% (2)
- Introdução A IHCDocumento26 pagineIntrodução A IHCSidney MoreiraNessuna valutazione finora
- Frações de solo e densidadesDocumento13 pagineFrações de solo e densidadesAfonso PraganaNessuna valutazione finora
- Data Schit RELÉ MKB - 3 L RoHS.Documento3 pagineData Schit RELÉ MKB - 3 L RoHS.Otavio CastroNessuna valutazione finora
- Classificação Espaço AéreoDocumento3 pagineClassificação Espaço AéreoYanca MarquesNessuna valutazione finora
- Apostila AutoCAD 2008Documento99 pagineApostila AutoCAD 2008Augusto Carlos CostaNessuna valutazione finora
- Jonh Deere Motores 4,5l 6,8l ctm206-1 PDFDocumento842 pagineJonh Deere Motores 4,5l 6,8l ctm206-1 PDFPedro Dorian Hermar90% (10)
- Filtros ativos PBDocumento10 pagineFiltros ativos PBNátali SchmidtNessuna valutazione finora
- Detecção de descontinuidades em soldas e processos de fabricaçãoDocumento3 pagineDetecção de descontinuidades em soldas e processos de fabricaçãoWilker Frazao100% (1)
- case2: Motores 1.6L e 1.8L do VW Gol, Parati e Santana 1993-1996Documento4 paginecase2: Motores 1.6L e 1.8L do VW Gol, Parati e Santana 1993-1996Fabricio Lima75% (4)