Potrebbero piacerti anche
- Plomeria Total PDFDocumento119 paginePlomeria Total PDFAndres Gaitan100% (2)
- Plomeria Total PDFDocumento119 paginePlomeria Total PDFAndres Gaitan100% (2)
- 7-Soldadura Del Acero Galvanizado Problemas ZincadoDocumento25 pagine7-Soldadura Del Acero Galvanizado Problemas ZincadoFredoMari LCNessuna valutazione finora
- Aceros Resistentes A La AbrasiónDocumento11 pagineAceros Resistentes A La AbrasiónMiguel Carlin Jimenez0% (1)
- Asme Secc. Ix Español (Bueno)Documento172 pagineAsme Secc. Ix Español (Bueno)Roger DONessuna valutazione finora
- Plomeria Total PDFDocumento119 paginePlomeria Total PDFAndres Gaitan100% (2)
- Plomeria Total PDFDocumento119 paginePlomeria Total PDFAndres Gaitan100% (2)
- Soldadura CordonesDocumento29 pagineSoldadura CordonesLuis RiveraNessuna valutazione finora
- Procedimiento de Soldadura y Calificacion de Sold AdoresDocumento12 pagineProcedimiento de Soldadura y Calificacion de Sold AdoresAndreita Saavedra CernaNessuna valutazione finora
- Mario DiegoDocumento163 pagineMario Diegoshining_sunNessuna valutazione finora
- Proceso GtawDocumento57 pagineProceso GtawvricardolNessuna valutazione finora
- Manual Estructuras MetalicasDocumento246 pagineManual Estructuras MetalicasArchitecture Acero94% (51)
- Procedimiento de Soldadura y Calificacion de Sold AdoresDocumento12 pagineProcedimiento de Soldadura y Calificacion de Sold AdoresAndreita Saavedra CernaNessuna valutazione finora
- Perfiles EstructuralesDocumento16 paginePerfiles EstructuralesEdison EugenioNessuna valutazione finora
- Curso - INDURA - PDF Filename - UTF-8''Curso INDURADocumento109 pagineCurso - INDURA - PDF Filename - UTF-8''Curso INDURAvricardolNessuna valutazione finora
- WPS PQR y PQSDocumento9 pagineWPS PQR y PQSFabian AyalaNessuna valutazione finora
- Manual de Intrucciones Powermax1650 HyperthermDocumento82 pagineManual de Intrucciones Powermax1650 Hyperthermvricardol50% (2)
- Datos Utiles Sobre Consumibles, Materiales y SoldaduraDocumento132 pagineDatos Utiles Sobre Consumibles, Materiales y Soldaduraferrer0000Nessuna valutazione finora
- Manual Prevencion Riesgos Oficina FREMAPDocumento49 pagineManual Prevencion Riesgos Oficina FREMAPMercedes Orozco Sanchez100% (1)
- Manual de Soldadura Oerlikon Exsa S ADocumento146 pagineManual de Soldadura Oerlikon Exsa S Amadenicola10100% (3)
- Curso de Inspeccion en AWSDocumento77 pagineCurso de Inspeccion en AWSJonathan CdlmNessuna valutazione finora
- Elaboración de La Especificación Del Procedimiento de Soldadura WPS y El Registro de Calificacion PQR Segun ASME .Documento42 pagineElaboración de La Especificación Del Procedimiento de Soldadura WPS y El Registro de Calificacion PQR Segun ASME .vricardolNessuna valutazione finora
- Construcción de Tanques de Almacenamiento Tipo Techo Flotante PDFDocumento64 pagineConstrucción de Tanques de Almacenamiento Tipo Techo Flotante PDFvricardolNessuna valutazione finora
- Catalogo Equipos SemiautomaticosDocumento12 pagineCatalogo Equipos SemiautomaticosvricardolNessuna valutazione finora
- SoldexasecuenciadesoldeoDocumento87 pagineSoldexasecuenciadesoldeoCamilo Salamanca MoraNessuna valutazione finora
- Circuito Hidraulico SimpleDocumento32 pagineCircuito Hidraulico SimpleRicardo PeraltaNessuna valutazione finora
- Proceso FCAW-CENTRAL DE SOLDADURA DE PROTECCIÓN INDUSTRIAL S.ADocumento93 pagineProceso FCAW-CENTRAL DE SOLDADURA DE PROTECCIÓN INDUSTRIAL S.Avricardol100% (1)
- Pruebas HidrostaticasDocumento27 paginePruebas HidrostaticasJesus ContrerasNessuna valutazione finora
- Manual para La Identificación y Evaluación de Riesgos Laborales (v3.1.1)Documento207 pagineManual para La Identificación y Evaluación de Riesgos Laborales (v3.1.1)Nohemy Fernandez Diaz100% (3)
- 01 Red de Distribucion de Energia Electrica PDFDocumento49 pagine01 Red de Distribucion de Energia Electrica PDFoscuro2008Nessuna valutazione finora
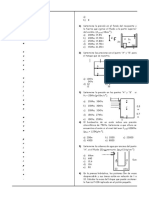
- HidrostáticaDocumento4 pagineHidrostáticaAbel Garcia GuillermoNessuna valutazione finora
- Valvulas ProduccionDocumento16 pagineValvulas ProduccionMeryGraciela100% (1)
- Cuestionario 15Documento4 pagineCuestionario 15Josué David SarabiaNessuna valutazione finora
- 2 Medicion de DistanciasDocumento62 pagine2 Medicion de DistanciasYulino PalominoNessuna valutazione finora
- 8.2 Actividad de Aprendizaje - La Tabla PeriódicaDocumento3 pagine8.2 Actividad de Aprendizaje - La Tabla PeriódicaAna GuerreroNessuna valutazione finora
- Marco ReferencialDocumento17 pagineMarco ReferencialElvis MariñoNessuna valutazione finora
- Clima de La Región Norte o CibaoDocumento127 pagineClima de La Región Norte o CibaoJatnieris CabreraNessuna valutazione finora
- Anexo Coservemos La Fora y La FaunaDocumento7 pagineAnexo Coservemos La Fora y La FaunaBere GarciaNessuna valutazione finora
- 09 HidrosferaDocumento2 pagine09 HidrosferaLourdes CubaNessuna valutazione finora
- Ejercicios de Intervalos de ConfianzaDocumento48 pagineEjercicios de Intervalos de ConfianzaJohn BernalNessuna valutazione finora
- Actividad 11 Técnicas para El Análisis de La Información Parte I y IIDocumento14 pagineActividad 11 Técnicas para El Análisis de La Información Parte I y IICENTER PRINT COPYNessuna valutazione finora
- 01PRÁCTICA de Matemática 2do. Grado - 2022Documento3 pagine01PRÁCTICA de Matemática 2do. Grado - 2022Luna Franmi FranmyNessuna valutazione finora
- 1°física - Clase 5 - (1T)Documento3 pagine1°física - Clase 5 - (1T)anacarolinaNessuna valutazione finora
- Altura PiezometricaDocumento12 pagineAltura PiezometricaFernandez Poma Milwar Alexander100% (1)
- Producto CruzDocumento10 pagineProducto CruzIsmael Trejo NuñezNessuna valutazione finora
- Disolucion IntrinsecaDocumento21 pagineDisolucion IntrinsecaJuan Antonio MenaNessuna valutazione finora
- Eda 1Documento92 pagineEda 1QC AlexanderNessuna valutazione finora
- Pic 16f886Documento10 paginePic 16f886Lenin OñateNessuna valutazione finora
- 11 Guia de Informe 11Documento2 pagine11 Guia de Informe 11Alison Andrea Suarez MayaNessuna valutazione finora
- CYPECAD - Muros de MamposteríaDocumento2 pagineCYPECAD - Muros de MamposteríaOliver AguilaNessuna valutazione finora
- Agua SolarizadaDocumento3 pagineAgua SolarizadaXanaNessuna valutazione finora
- Numeración HebreaDocumento4 pagineNumeración Hebreapai_serg100% (11)
- Manual MedlabqcDocumento16 pagineManual MedlabqcsaulmamaniNessuna valutazione finora
- Anexo 6.4.5 Cimentación de RetenidaDocumento8 pagineAnexo 6.4.5 Cimentación de RetenidaLeandro Leao ZeballosNessuna valutazione finora
- Pensación de Circuito de NivelaciónDocumento19 paginePensación de Circuito de NivelaciónLuigi ArteagaNessuna valutazione finora
- MicroeconomiaDocumento36 pagineMicroeconomiaDaniel Fumero LázaroNessuna valutazione finora
- Problemas CombinacionalesDocumento3 pagineProblemas CombinacionalesAnonymous gGhYx3tRNessuna valutazione finora
- Prueba 18 Sin RespuestasDocumento13 paginePrueba 18 Sin RespuestasJulio AlbaNessuna valutazione finora
- Expo DinamicaDocumento11 pagineExpo DinamicaChucho MoralesNessuna valutazione finora
- Ingenierias Tipo S CEPRE-UNAJ - docCCCCDocumento3 pagineIngenierias Tipo S CEPRE-UNAJ - docCCCCAntonio BanderasNessuna valutazione finora