Potrebbero piacerti anche
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- List of 22 Important Chemistry Questions and AnswersDocumento5 pagineList of 22 Important Chemistry Questions and AnswersHarkulvinder SinghNessuna valutazione finora
- MT-II LM-319F VSemDocumento18 pagineMT-II LM-319F VSemHarkulvinder SinghNessuna valutazione finora
- 2014 To Study High Temperature Erosion-Corrosion of Detonation 1111111111111111111111111Documento5 pagine2014 To Study High Temperature Erosion-Corrosion of Detonation 1111111111111111111111111Harkulvinder SinghNessuna valutazione finora
- Lab Manual Fluid MechanicsDocumento22 pagineLab Manual Fluid MechanicsHarkulvinder SinghNessuna valutazione finora
- Hot Corrosion Performance of Alloy and Composite CoatingsDocumento12 pagineHot Corrosion Performance of Alloy and Composite CoatingsHarkulvinder SinghNessuna valutazione finora
- Punjabi University, Patiala: M.Phil / Ph.D. Application-Cum-Entrance Test Form-I 2012-2013Documento4 paginePunjabi University, Patiala: M.Phil / Ph.D. Application-Cum-Entrance Test Form-I 2012-2013Harkulvinder SinghNessuna valutazione finora
- Revised Handbook of Information 2012-13 FinalDocumento173 pagineRevised Handbook of Information 2012-13 FinalHarkulvinder SinghNessuna valutazione finora
- Heat Treatment of Thermal Spray Coatings: A ReviewDocumento7 pagineHeat Treatment of Thermal Spray Coatings: A ReviewHarkulvinder SinghNessuna valutazione finora
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Open Source Software Development and Lotka's Law: Bibliometric Patterns in ProgrammingDocumento10 pagineOpen Source Software Development and Lotka's Law: Bibliometric Patterns in ProgrammingAttya ShahidNessuna valutazione finora
- Virgil Ionescu Eforie 2016Documento99 pagineVirgil Ionescu Eforie 2016Andreea CimpoiNessuna valutazione finora
- Afroasiatic LanguagesDocumento13 pagineAfroasiatic Languagesaskask2Nessuna valutazione finora
- Analiza Procesa Ocenjivanja Na Časovima Matematike - BaucalDocumento22 pagineAnaliza Procesa Ocenjivanja Na Časovima Matematike - BaucalНевенка ЈовановићNessuna valutazione finora
- OcrDocumento16 pagineOcrBeena JaiswalNessuna valutazione finora
- Four Bolt Unstiffened End PlateDocumento7 pagineFour Bolt Unstiffened End PlateRnD2013Nessuna valutazione finora
- Organic Chemistry - Some Basic Principles and Techniques-1Documento195 pagineOrganic Chemistry - Some Basic Principles and Techniques-1aditya kumar Agarwal100% (1)
- Evaluating of Rutting in Highways & Providing Its Solution in Terms of Stone Matrix Asphalt.Documento7 pagineEvaluating of Rutting in Highways & Providing Its Solution in Terms of Stone Matrix Asphalt.IJRASETPublications100% (1)
- Construction Materials and TestingDocumento23 pagineConstruction Materials and TestingJaymark S. GicaleNessuna valutazione finora
- HST TrainingDocumento11 pagineHST TrainingRamesh BabuNessuna valutazione finora
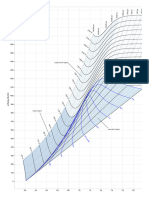
- Mollier Enthalpy Entropy Chart For Steam - US UnitsDocumento1 paginaMollier Enthalpy Entropy Chart For Steam - US Unitslin tongNessuna valutazione finora
- Kids Curriculum BreakdownDocumento6 pagineKids Curriculum BreakdownSuniel ChhetriNessuna valutazione finora
- Avh-X8550bt Operating Manual Eng-Esp-PorDocumento7 pagineAvh-X8550bt Operating Manual Eng-Esp-PorRannie IsonNessuna valutazione finora
- Programming For Problem SolvingDocumento5 pagineProgramming For Problem SolvingAPOLLO Sem 4 I.T.Nessuna valutazione finora
- G3412 - 450 KW Performance DataDocumento3 pagineG3412 - 450 KW Performance DataJacob De CasillasNessuna valutazione finora
- Signal Integrity Modeling and Measurement of TSV in 3D ICDocumento4 pagineSignal Integrity Modeling and Measurement of TSV in 3D IC張志榮Nessuna valutazione finora
- Lecture 5Documento35 pagineLecture 5MAHAMA SADIKNessuna valutazione finora
- Measures of Central Tendency: Mean Median ModeDocumento20 pagineMeasures of Central Tendency: Mean Median ModeRia BarisoNessuna valutazione finora
- BSCDocumento1 paginaBSCAbdirihmanNessuna valutazione finora
- Introduction To DatabasesDocumento33 pagineIntroduction To Databases米皮皮Nessuna valutazione finora
- Reverse Engineering Cheat SheetDocumento1 paginaReverse Engineering Cheat Sheetalfredhitchcock_007100% (2)
- Hazardous Area ClassificationDocumento36 pagineHazardous Area Classificationvenkeeku100% (1)
- MMMDocumento34 pagineMMMVaibhav Vithoba NaikNessuna valutazione finora
- EC SyllDocumento4 pagineEC SyllDDIYNessuna valutazione finora
- Form 1 ExercisesDocumento160 pagineForm 1 Exerciseskays MNessuna valutazione finora
- Ant CabDocumento93 pagineAnt CabZubair MinhasNessuna valutazione finora
- DelhiDocumento44 pagineDelhiIndia TreadingNessuna valutazione finora
- CREEP AND FATIGUE FAILURE ANALYSIS OF TURBINE BLADE REPORT-2 (Final)Documento28 pagineCREEP AND FATIGUE FAILURE ANALYSIS OF TURBINE BLADE REPORT-2 (Final)akshithaNessuna valutazione finora
- FP 3000 PDFDocumento1 paginaFP 3000 PDFClaudio Godoy ZepedaNessuna valutazione finora
- Binary PDFDocumento13 pagineBinary PDFbyprasadNessuna valutazione finora