Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- AP Human Geography Review Unit 2Documento18 pagineAP Human Geography Review Unit 2BaselOsman50% (2)
- Orona Fault CodesDocumento19 pagineOrona Fault CodesDanushka Bandara100% (1)
- 1 2 3 Model For Project SuccessDocumento5 pagine1 2 3 Model For Project SuccessSaurabh ChoudhariNessuna valutazione finora
- Information Brochure Admission To PH.D Full Time and Part Time Programs July 2023 2Documento22 pagineInformation Brochure Admission To PH.D Full Time and Part Time Programs July 2023 2Saurabh ChoudhariNessuna valutazione finora
- Anexas Lean Six Sigma MBB Certification CriteriaDocumento6 pagineAnexas Lean Six Sigma MBB Certification CriteriaSaurabh ChoudhariNessuna valutazione finora
- Toyota-Like Efficiencey To Back Office OperationsDocumento4 pagineToyota-Like Efficiencey To Back Office OperationsSaurabh ChoudhariNessuna valutazione finora
- Lean Quality Circle Problem Solving Methodology & Tools and TechniquesDocumento61 pagineLean Quality Circle Problem Solving Methodology & Tools and TechniquesSaurabh ChoudhariNessuna valutazione finora
- Qcfi Que Set 4 Theory & Questions by JudgesDocumento12 pagineQcfi Que Set 4 Theory & Questions by JudgesSaurabh Choudhari100% (1)
- L QC Case StudiesDocumento30 pagineL QC Case StudiesSaurabh Choudhari100% (1)
- ASTM Standards For Membrane FiltersDocumento2 pagineASTM Standards For Membrane FiltersSaurabh ChoudhariNessuna valutazione finora
- CV Saurabh RaghorteDocumento3 pagineCV Saurabh RaghorteSaurabh ChoudhariNessuna valutazione finora
- Quick Guide To Failure Mode and Effects Analysis: FMEA: The BasicsDocumento29 pagineQuick Guide To Failure Mode and Effects Analysis: FMEA: The BasicsSaurabh ChoudhariNessuna valutazione finora
- Farewell Speech Checklist If Someone Else Is LeavingDocumento2 pagineFarewell Speech Checklist If Someone Else Is LeavingSaurabh ChoudhariNessuna valutazione finora
- Name Designation Cost Code EMP Numbe R Description SG NoDocumento21 pagineName Designation Cost Code EMP Numbe R Description SG NoSaurabh ChoudhariNessuna valutazione finora
- A Competency-Based Educational Model in A Chemical Engineering SchoolDocumento18 pagineA Competency-Based Educational Model in A Chemical Engineering SchoolSaurabh ChoudhariNessuna valutazione finora
- Monthly Stipend Ma323ster FormDocumento1 paginaMonthly Stipend Ma323ster FormSaurabh ChoudhariNessuna valutazione finora
- O RDocumento5 pagineO RSaurabh Choudhari0% (2)
- A Pharmaceutical Company Has 100 KG of A, 180 KG of B and 120 KG of C Available PerDocumento3 pagineA Pharmaceutical Company Has 100 KG of A, 180 KG of B and 120 KG of C Available PerSaurabh Choudhari100% (1)
- E 128 - 99 - RteyoaDocumento3 pagineE 128 - 99 - RteyoaSaurabh ChoudhariNessuna valutazione finora
- Machining Processes Used To Produce Round Shapes: Turning and Hole MakingDocumento40 pagineMachining Processes Used To Produce Round Shapes: Turning and Hole MakingSaurabh ChoudhariNessuna valutazione finora
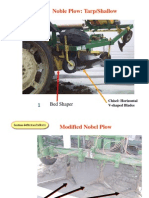
- Noble Plow: Tarp/Shallow: Bed ShaperDocumento18 pagineNoble Plow: Tarp/Shallow: Bed ShaperSaurabh ChoudhariNessuna valutazione finora
- SaurabhDocumento3 pagineSaurabhSaurabh ChoudhariNessuna valutazione finora
- Attacks On Cryptosystems PDFDocumento18 pagineAttacks On Cryptosystems PDFUjjayanta BhaumikNessuna valutazione finora
- Flooding Deagon Flood Flag MapDocumento1 paginaFlooding Deagon Flood Flag MapNgaire TaylorNessuna valutazione finora
- Shi Et Al-2019-Intensive Care MedicineDocumento11 pagineShi Et Al-2019-Intensive Care MedicineJavier BlancNessuna valutazione finora
- Correlation of Body Mass Index With Endometrial Histopathology in Abnormal Uterine BleedingDocumento101 pagineCorrelation of Body Mass Index With Endometrial Histopathology in Abnormal Uterine BleedingpritamNessuna valutazione finora
- Photography Techniques (Intermediate)Documento43 paginePhotography Techniques (Intermediate)Truc Nguyen100% (2)
- Facility Systems, Ground Support Systems, and Ground Support EquipmentDocumento97 pagineFacility Systems, Ground Support Systems, and Ground Support EquipmentSree288Nessuna valutazione finora
- Ar ExportsDocumento1 paginaAr ExportsRais AlamNessuna valutazione finora
- Air Cooler With Checking DoorDocumento2 pagineAir Cooler With Checking DoorSuraj KumarNessuna valutazione finora
- Servo Controlled FBW With Power Boost Control, Operations & Maint. ManualDocumento126 pagineServo Controlled FBW With Power Boost Control, Operations & Maint. ManualKota NatarajanNessuna valutazione finora
- List of Irc Publications Referred To in The Specifications: AppendicesDocumento17 pagineList of Irc Publications Referred To in The Specifications: AppendicesPrasad BoniNessuna valutazione finora
- Concrete Saw Core Drilling Swms 10067-8Documento12 pagineConcrete Saw Core Drilling Swms 10067-8JamesNessuna valutazione finora
- Modeling of Conducted EMI (Model Motor Simulink Bun)Documento8 pagineModeling of Conducted EMI (Model Motor Simulink Bun)Ioan ŢileaNessuna valutazione finora
- Travelsinvarious03clar BWDocumento522 pagineTravelsinvarious03clar BWSima Sorin MihailNessuna valutazione finora
- Lexus JTJBT20X740057503 AllSystemDTC 20230702045631Documento2 pagineLexus JTJBT20X740057503 AllSystemDTC 20230702045631Venerable DezzyNessuna valutazione finora
- Local AnesthesiaDocumento55 pagineLocal AnesthesiaAhmed MagdyNessuna valutazione finora
- Research Proposal PHDDocumento19 pagineResearch Proposal PHDSuleiman Mukhtar100% (2)
- HART - Wikipedia, The Free EncyclopediaDocumento3 pagineHART - Wikipedia, The Free EncyclopediakalyanupdownNessuna valutazione finora
- PrionDocumento22 paginePrionAnushkaNessuna valutazione finora
- NTDCDocumento8 pagineNTDCjaved_hanifNessuna valutazione finora
- Safety Data Sheet: Section 1. Identification Jotun Essence Easy CleanDocumento11 pagineSafety Data Sheet: Section 1. Identification Jotun Essence Easy CleanHồng PhongNessuna valutazione finora
- An Adaptive Power Oscillation Damping Controllerby STATCOM With Energy StorageDocumento10 pagineAn Adaptive Power Oscillation Damping Controllerby STATCOM With Energy StorageChristian EmenikeNessuna valutazione finora
- DattadasDocumento4 pagineDattadasJéssica NatáliaNessuna valutazione finora
- Here Is Why Skincare Is ImportantDocumento3 pagineHere Is Why Skincare Is ImportantKevin OkunguNessuna valutazione finora
- DuctBank For Electrical SystemDocumento4 pagineDuctBank For Electrical SystemAnonymous XYAPaxjbYNessuna valutazione finora
- Question Paper - GIAN - 19 - ModifiedDocumento4 pagineQuestion Paper - GIAN - 19 - Modifiedsayan mukherjeeNessuna valutazione finora
- Nav Bharat Nirman: Indispensable Ideas For Green, Clean and Healthy IndiaDocumento4 pagineNav Bharat Nirman: Indispensable Ideas For Green, Clean and Healthy IndiaRishabh KatiyarNessuna valutazione finora
- Cot 3Documento16 pagineCot 3jaycel cynthiaNessuna valutazione finora
- Math Diagnostic ExamDocumento4 pagineMath Diagnostic ExamMananquil JeromeNessuna valutazione finora