Potrebbero piacerti anche
- Check ListDocumento1 paginaCheck ListMatthew BattleNessuna valutazione finora
- Start-Up Sample BPDocumento54 pagineStart-Up Sample BPsteven100% (1)
- The High Security Smart Helmet Using Internet of Things: AbstractDocumento12 pagineThe High Security Smart Helmet Using Internet of Things: AbstractMatthew BattleNessuna valutazione finora
- Yusong Guo, Zhen Yu and Weimei ZhaoDocumento6 pagineYusong Guo, Zhen Yu and Weimei ZhaoMatthew BattleNessuna valutazione finora
- Gesture Controlled Video Playback: Overview of The ProjectDocumento4 pagineGesture Controlled Video Playback: Overview of The ProjectMatthew BattleNessuna valutazione finora
- ATDC Vlsi16 - 17Documento1 paginaATDC Vlsi16 - 17Matthew BattleNessuna valutazione finora
- Check ListDocumento1 paginaCheck ListMatthew BattleNessuna valutazione finora
- 3 SRSDocumento39 pagine3 SRSRaj MalhotraNessuna valutazione finora
- Lecture: Cache Hierarchies: Topics: Cache Innovations (Sections B.1-B.3, 2.1)Documento20 pagineLecture: Cache Hierarchies: Topics: Cache Innovations (Sections B.1-B.3, 2.1)Matthew BattleNessuna valutazione finora
- Internship GuidelinesDocumento12 pagineInternship GuidelinesMatthew BattleNessuna valutazione finora
- Arm3 160303054229Documento12 pagineArm3 160303054229Matthew BattleNessuna valutazione finora
- 10levels PDFDocumento20 pagine10levels PDFMatthew BattleNessuna valutazione finora
- Arm7 ExamplesDocumento16 pagineArm7 ExamplescontrasterNessuna valutazione finora
- Arm 170323105622Documento13 pagineArm 170323105622Matthew BattleNessuna valutazione finora
- Adc 170207102721Documento18 pagineAdc 170207102721Matthew BattleNessuna valutazione finora
- Timer Counter in ARM7 (LPC2148) : Aarav SoniDocumento26 pagineTimer Counter in ARM7 (LPC2148) : Aarav SoniMatthew BattleNessuna valutazione finora
- LNM 1Documento42 pagineLNM 1KANHIYA78100% (1)
- Introduction of Cache MemoryDocumento24 pagineIntroduction of Cache MemorygnshkhrNessuna valutazione finora
- Timer Counter in ARM7 (LPC2148) : Aarav SoniDocumento26 pagineTimer Counter in ARM7 (LPC2148) : Aarav SoniMatthew BattleNessuna valutazione finora
- Srivastav A 2016Documento5 pagineSrivastav A 2016Matthew BattleNessuna valutazione finora
- 46 - DesignDocumento6 pagine46 - DesignMatthew BattleNessuna valutazione finora
- Cache Memory: S. DandamudiDocumento56 pagineCache Memory: S. DandamudignshkhrNessuna valutazione finora
- 1 Jfets and MesfetsDocumento0 pagine1 Jfets and Mesfetsnaveednad2003556Nessuna valutazione finora
- Aw33283286 2Documento4 pagineAw33283286 2Matthew BattleNessuna valutazione finora
- Cousre DetailDocumento2 pagineCousre DetailMatthew BattleNessuna valutazione finora
- CU CU: LCD Display LCD DisplayDocumento1 paginaCU CU: LCD Display LCD DisplayMatthew BattleNessuna valutazione finora
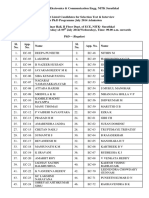
- PHD Applicant ECEDocumento3 paginePHD Applicant ECEMatthew BattleNessuna valutazione finora
- Arbiter Waveform Generator For Medical ResearchDocumento4 pagineArbiter Waveform Generator For Medical ResearchMatthew BattleNessuna valutazione finora
- (91267636) Infosysplacement PapersDocumento25 pagine(91267636) Infosysplacement Papersprasad_nitcNessuna valutazione finora
- Arudino WorkshopDocumento10 pagineArudino WorkshopMatthew BattleNessuna valutazione finora
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Dry Docking QuotationDocumento4 pagineDry Docking Quotationboen jayme100% (1)
- Commissioning 1. Commissioning: ES200 EasyDocumento4 pagineCommissioning 1. Commissioning: ES200 EasyMamdoh EshahatNessuna valutazione finora
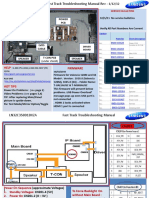
- Samsung LN55C610N1FXZA Fast Track Guide (SM)Documento4 pagineSamsung LN55C610N1FXZA Fast Track Guide (SM)Carlos OdilonNessuna valutazione finora
- Assignment 2 Management Perspective Son Leadership MotivationDocumento14 pagineAssignment 2 Management Perspective Son Leadership MotivationHoneyVasudevNessuna valutazione finora
- Global Title Format: ITU-T Recommendation Q.713Documento4 pagineGlobal Title Format: ITU-T Recommendation Q.713Pravesh Kumar ThakurNessuna valutazione finora
- Term Paper Gender RolesDocumento5 pagineTerm Paper Gender Rolesea8d1b6n100% (1)
- D1 001 Prof Rudi STAR - DM in Indonesia - From Theory To The Real WorldDocumento37 pagineD1 001 Prof Rudi STAR - DM in Indonesia - From Theory To The Real WorldNovietha Lia FarizymelinNessuna valutazione finora
- 02 Height and Distance - NIMCET Free Study MatrerialDocumento2 pagine02 Height and Distance - NIMCET Free Study MatrerialIshang VashishthaNessuna valutazione finora
- Norman Gulley: A Christ-Centered Approach To Last-Day EventsDocumento35 pagineNorman Gulley: A Christ-Centered Approach To Last-Day EventsJorge Luis Echeverry González100% (1)
- Project Report - Performance Anaylysis of Mutual Funds in IndiaDocumento52 pagineProject Report - Performance Anaylysis of Mutual Funds in Indiapankaj100% (1)
- Doyennés Et Granges de L'abbaye de Cluny (A. Guerreau)Documento45 pagineDoyennés Et Granges de L'abbaye de Cluny (A. Guerreau)theseus11Nessuna valutazione finora
- Optimizing Patient Flow: Innovation Series 2003Documento16 pagineOptimizing Patient Flow: Innovation Series 2003Jeff SavageNessuna valutazione finora
- A Single-Stage Asymmetrical Half-Bridge Flyback CoDocumento16 pagineA Single-Stage Asymmetrical Half-Bridge Flyback CoSantosh KumarNessuna valutazione finora
- ABS CBN CorporationDocumento16 pagineABS CBN CorporationAlyssa BeatriceNessuna valutazione finora
- A Review of The Mental Workload LiteratureDocumento36 pagineA Review of The Mental Workload LiteratureArlene LaguaNessuna valutazione finora
- Kalbelia Dance Rajasthan - Kalbelia Rajasthani Folk Dance KalbeliaDocumento6 pagineKalbelia Dance Rajasthan - Kalbelia Rajasthani Folk Dance KalbeliarahulgabdaNessuna valutazione finora
- MGMT 4Documento26 pagineMGMT 4Said GunayNessuna valutazione finora
- ScriptDocumento12 pagineScriptWaleed Nadeem50% (2)
- FYP List 2020 21RDocumento3 pagineFYP List 2020 21RSaif UllahNessuna valutazione finora
- Former Rajya Sabha MP Ajay Sancheti Appeals Finance Minister To Create New Laws To Regulate Cryptocurrency MarketDocumento3 pagineFormer Rajya Sabha MP Ajay Sancheti Appeals Finance Minister To Create New Laws To Regulate Cryptocurrency MarketNation NextNessuna valutazione finora
- Effect of Social Economic Factors On Profitability of Soya Bean in RwandaDocumento7 pagineEffect of Social Economic Factors On Profitability of Soya Bean in RwandaMarjery Fiona ReyesNessuna valutazione finora
- Basic Elements of The Communication ProcessDocumento13 pagineBasic Elements of The Communication ProcessMech JTubao67% (3)
- Cracking Passwords GuideDocumento45 pagineCracking Passwords GuideKorben100% (6)
- Introduction To SAP: Venkat Emani FICO Certified Consultant / TrainerDocumento22 pagineIntroduction To SAP: Venkat Emani FICO Certified Consultant / TrainerVenkat EmaniNessuna valutazione finora
- Liebherr PR 712 Litronic Final DrivesDocumento8 pagineLiebherr PR 712 Litronic Final DrivesLiebherr75% (4)
- Q4L6 Properties of KiteDocumento8 pagineQ4L6 Properties of KiteAltheus Miguel Dela CruzNessuna valutazione finora
- Course: Consumer Behaviour: Relaunching of Mecca Cola in PakistanDocumento10 pagineCourse: Consumer Behaviour: Relaunching of Mecca Cola in PakistanAnasAhmedNessuna valutazione finora
- Unit 2: TransducerDocumento24 pagineUnit 2: TransducerROYAL GAMER YTNessuna valutazione finora
- Physics Unit 3 Practice Test Dynamics5Documento5 paginePhysics Unit 3 Practice Test Dynamics5StephanieNessuna valutazione finora
- Post Market Surveillance SOPDocumento8 paginePost Market Surveillance SOPgopinathNessuna valutazione finora