Corrosion Protection Systems
P R O T E G O L
EP 132 HT
High Solid Solvent-based, two-component epoxy coating
Date of issue 01/2008
TIB Chemicals AG | Muelheimer Strasse 16 -22 | 68219 Mannheim | P. O. Box 81 02 20 | 68202 Mannheim
Phone +49 621 8901-812 | Fax +49 621 8901-902 | info.protegol@tib-chemicals.com | www.tib-chemicals.com
This information is given to the best of our knowledge but without obligation. We are not liable for any wrong advice or any advice we may have failed to give.
This data sheet becomes invalid as soon as a new edition has been published. Please contact us for latest.
1/3
Description
Protegol
EP 132 HT is a modern high solid , two-
component epoxy coating with a low solvent content.
Protegol
EP 132 HT is a coating with a high
resistance against cathodic disbonding even at
higher temperatures. The product is applied by
airless spraying with a 1 comp. Airless spray
equipment.
Uses
Interior and external coating of
pipes
valves
fittings
containers / tanks
Benefits
Excellent corrosion protection
good adhesion to steel and concrete
High mechanical resistance
Very good abrasion resistant
Very good chemical resistance
Product Data
The following data were determined at +20 C unless
otherwise stated:
Type two-component material
Base epoxy
Solids 88% by vol
92% by weight
Density
Comp. A 1,4 g/cm
Comp. B 1,5 g/cm
Comp. A + B 1,0 g/cm
Mixing ratio
Comp. A : B 84 : 16 parts by weight
Application method Airless spray
Minimum thickness 300 m
Recommend thickness 1000 m
Coating thickness up to 500m are achievable per
operation on vertical surfaces
Application temp. > 10 C
Equipment High efficient airless pump with a
delivery rate of about 10l/min and a
possible pressure ratio of about
66:1 hose diameter 3/8 inch
Spray tip nozzle orifice 0.015- 0,021
Nozzle pressure 200 240 bar typically
Pot life 15C 60 min
20C 45 min
30C 25 min
Over coating period without preparation approx.
48 hours
Tack-free After 5 hours at room temperature
Application Method Brushing or rolling is possible on
small areas
Temperature limits without
simultaneous mechanical
stress
dry 150C (getting dark)
wet 100C (without temperature
gradient to the substrate)
Tack free after 7 hours at room temperature
Hardness Shore D 80 + 3
Cleaner Solvent D or Solvent G
Colours
Comp. A grey
Comp. B clear
Comp. A+B grey
Coverage
Approx. 1,60 kg / per mm dft. / m (theoretical value).
Packaging
Comp. A (11.76 kg) and Comp. B (2,24 kg)
Corrosion Protection Systems
P R O T E G O L
EP 132 HT
High Solid Solvent-based, two-component epoxy coating
Date of issue 01/2008
TIB Chemicals AG | Muelheimer Strasse 16 -22 | 68219 Mannheim | P. O. Box 81 02 20 | 68202 Mannheim
Phone +49 621 8901-812 | Fax +49 621 8901-902 | info.protegol@tib-chemicals.com | www.tib-chemicals.com
This information is given to the best of our knowledge but without obligation. We are not liable for any wrong advice or any advice we may have failed to give.
This data sheet becomes invalid as soon as a new edition has been published. Please contact us for latest.
2/3
Storage
In a cool and dry place, approx. 12 months in tightly
closed original containers.
Storage and Transport Data
Flash point VbF GGVS / ADR
PROTEGOL
132 HT
Comp. A 70 C - Cl. 9, fig. 11c
Comp. B 82 C - Cl. 8, fig. 53 c
Solvent D 25C A II Cl. 3, fig. 31 c
Solvent G Approx. 7C A I Cl. 3, fig. 5 b
Application
Substrate
Steel
The steel surfaces to be coated must be dry, clean,
free from dust, have a good key and be free from all
matter acting as release agents (e.g. oil, grease, old
paint etc.). In order to obtain the necessary
conditions suitable substrate preparation methods
such as blasting must be used.
Steel surfaces must be abrasive blast clean to near
white (degree of cleanliness according to DIN EN
ISO 12944-4 at least Sa 2 ). The coating must be
applied immediately after blast cleaning.
The constructional design of steel and iron shall
comply to DIN 28051 and DIN 28053 or to VDI
guideline 2532.
The surface profile shall be between 50 and 70 m.
The blasting material shall be angled shot.
Mixing
Both components should be stored at room
temperature which will make application easier at
lower temperatures whereas at high summer
temperatures the drums shall be stored in a cool
place.
Optimum material temperatures for a good spray
result are 20-25C
Thoroughly mix the two components with a slow-
speed mechanicals stirrer (e.g. drill fitted with a
stirring paddle running at about 400 rpm). Take care
not to stir in any air. Component B shall be added to
Component A while stirring. Then put the whole
content into another new and clean container. Strip
any adhering residues with a spatula and add to the
new container while still stirring until the material has
been mixed homogeneously.
Application
Ensure that the temperature of the substrate is at
least 3 C above the dew point to avoid
condensation. The dew point can be determined with
a suitable dew point mirror.
Relative humidity during application and curing
process must be < 85 %.
To ensure a good spray result the material
temperature in the spray gun have to be 20C
minimum, this is the reason why we recommend the
usage of a flow heater on the high pressure side of
the airless pump, especially at low temperatures.
Put the pump immediately after mixing direct in the
mixing vessel and start spray application. After every
interruption the pump, the hose and the pistol have
to be cleaned with Solvent D.
Depending on the field of use small quantities can be
mixed manually and applied by brush.
Maintenance of tools
Application equipment must be cleaned immediately
after use with Solvent D or Solvent G.
Corrosion Protection Systems
P R O T E G O L
EP 132 HT
High Solid Solvent-based, two-component epoxy coating
Date of issue 01/2008
TIB Chemicals AG | Muelheimer Strasse 16 -22 | 68219 Mannheim | P. O. Box 81 02 20 | 68202 Mannheim
Phone +49 621 8901-812 | Fax +49 621 8901-902 | info.protegol@tib-chemicals.com | www.tib-chemicals.com
This information is given to the best of our knowledge but without obligation. We are not liable for any wrong advice or any advice we may have failed to give.
This data sheet becomes invalid as soon as a new edition has been published. Please contact us for latest.
3/3
Waiting periods
The waiting periods between coating operations
depend on the temperature and coating thickness
and range from 5 to 48 hours. A 2-days-period
should never be exceeded.
After having applied the top coat the entire coating
system should fully cure
at 15C for at least 11 days
at 20C for at least 8 days
at 25C for at least 7 days
at 30C for at least 6 days
Health and Safety
When using PROTEGOL
EP 132 HT and Solvent D
all safety precautions applicable to handling epoxy
resins/hardeners and the corresponding solvents
must be observed.
They are listed in the Merkblatt fr die Verarbeitung
von Polyester- und Epoxidharzen (Application
advice for polyester and epoxy resins) published by
the German liability insurance association of the
chemical industry and are available on request.
Notes on dangers and safety advice on the
containers must be strictly observed !
The application of solvents or solvent-containing
materials implies the eventual formation of
inflammable vapours/air mixtures. Therefore avoid
eventually existing ignition sources, e.g. open
flames, hot surfaces, electrical sparks and
electrostatic charges
Contact with the unprotected skin should be avoided.
Any material accidentally splashed onto the skin
should be immediately removed using warm, soapy
water or preferably with warm, non-alkaline
detergent. Afterwards wash again thoroughly with
soap and water. It is recommended to protect the
skin with a silicone-free barrier cream before starting
work.
Any further information can be taken from the
material safety data sheet.
Make sure to provide adequate ventilation and
respiratory protection in confined spaces !
Potrebbero piacerti anche
- Ti - e - Protegol 32-99 Nov 07Documento3 pagineTi - e - Protegol 32-99 Nov 07A MahmoodNessuna valutazione finora
- Ti - e - Protegol 130 HT L - Jan 08Documento3 pagineTi - e - Protegol 130 HT L - Jan 08A MahmoodNessuna valutazione finora
- Ti e Protegol 130 HT Nov 07Documento3 pagineTi e Protegol 130 HT Nov 07A MahmoodNessuna valutazione finora
- Ti - e - Protegol 32-97 Jan 08Documento3 pagineTi - e - Protegol 32-97 Jan 08A MahmoodNessuna valutazione finora
- Ti e Protegol 32-55 TD Jan 08Documento4 pagineTi e Protegol 32-55 TD Jan 08A MahmoodNessuna valutazione finora
- Ti e Protegol 32-55 H Nov 07Documento3 pagineTi e Protegol 32-55 H Nov 07A MahmoodNessuna valutazione finora
- Ti e Protegol 32-47 R Jan 08Documento3 pagineTi e Protegol 32-47 R Jan 08A MahmoodNessuna valutazione finora
- Ti e Protegol 32-55 RRG Jan 08Documento3 pagineTi e Protegol 32-55 RRG Jan 08A MahmoodNessuna valutazione finora
- Ti e Protegol 32-55 R Nov 07Documento4 pagineTi e Protegol 32-55 R Nov 07A MahmoodNessuna valutazione finora
- Ti e Protegol 32-55 RRM Nov 07Documento4 pagineTi e Protegol 32-55 RRM Nov 07A MahmoodNessuna valutazione finora
- Ti e Protegol 32-55 M Jul 08Documento4 pagineTi e Protegol 32-55 M Jul 08A MahmoodNessuna valutazione finora
- Ti e Protegol 32-60 Apr08Documento3 pagineTi e Protegol 32-60 Apr08A Mahmood100% (1)
- Ti e Protegol 32-45 Jan 12Documento3 pagineTi e Protegol 32-45 Jan 12ruben quedo salazarNessuna valutazione finora
- Coal Tar Epoxy 83 - English (Uk) - Issued.06.12.2007Documento3 pagineCoal Tar Epoxy 83 - English (Uk) - Issued.06.12.2007Mohamed FaragNessuna valutazione finora
- Rust O Cap PDFDocumento1 paginaRust O Cap PDFBharat Tailor100% (2)
- Penguard HBDocumento4 paginePenguard HBhedisanjayaNessuna valutazione finora
- Rust o Cap LX Pc2761Documento1 paginaRust o Cap LX Pc2761Power PowerNessuna valutazione finora
- Penguard Primer PDFDocumento4 paginePenguard Primer PDFheri_prasetyadi7715Nessuna valutazione finora
- Penguard Stayer - English (Uk) - Issued.06.12.2007Documento3 paginePenguard Stayer - English (Uk) - Issued.06.12.2007Mohamed FaragNessuna valutazione finora
- Naviguard ME - English (Uk) - Issued.06.12.2007Documento3 pagineNaviguard ME - English (Uk) - Issued.06.12.2007Mohamed FaragNessuna valutazione finora
- Jotazinc PDFDocumento4 pagineJotazinc PDFAnonymous YtgIj2A9nWNessuna valutazione finora
- Ti e Protegol 32-55 PN Juni 08Documento4 pagineTi e Protegol 32-55 PN Juni 08A Mahmood100% (1)
- Sikafloor - 2530 W: 2-Part Water Based Epoxy CoatingDocumento5 pagineSikafloor - 2530 W: 2-Part Water Based Epoxy Coatingthe pilotNessuna valutazione finora
- Jotamastic 87 technical data sheet highlights epoxy primer propertiesDocumento5 pagineJotamastic 87 technical data sheet highlights epoxy primer propertiesSujith SuranNessuna valutazione finora
- Penguard ZP AO - English (Uk) - Issued.06.12.2007Documento3 paginePenguard ZP AO - English (Uk) - Issued.06.12.2007Mohamed FaragNessuna valutazione finora
- PS 22118Documento2 paginePS 22118omar.moradi3707Nessuna valutazione finora
- Alkyd Primer Technical DataDocumento4 pagineAlkyd Primer Technical Datawey5316Nessuna valutazione finora
- 3 - PC 7049 - Apcodur MioDocumento3 pagine3 - PC 7049 - Apcodur Miosujay AvatiNessuna valutazione finora
- TDS-ANODESHIELD ICCP-EnglishDocumento4 pagineTDS-ANODESHIELD ICCP-EnglishthirdNessuna valutazione finora
- PC 0261 Is 2339 Aluminium PaintDocumento3 paginePC 0261 Is 2339 Aluminium PaintEr Aftab ShaikhNessuna valutazione finora
- Submarine Filler - English (Uk) - Issued.06.12.2007Documento4 pagineSubmarine Filler - English (Uk) - Issued.06.12.2007Mohamed FaragNessuna valutazione finora
- 058 - Guard Coal Tar EpoxyDocumento3 pagine058 - Guard Coal Tar EpoxyhemajsuryaNessuna valutazione finora
- Tds - Penguard Classic ZP - English (Uk) - Issued.19Documento4 pagineTds - Penguard Classic ZP - English (Uk) - Issued.19wey5316Nessuna valutazione finora
- Penguard FC - English (Uk) - Issued.06.12.2007Documento4 paginePenguard FC - English (Uk) - Issued.06.12.2007Mohamed FaragNessuna valutazione finora
- High Build Epoxy CoatingDocumento4 pagineHigh Build Epoxy Coatingwey5316Nessuna valutazione finora
- Penguard Primer Datasheet " Azadjotun"Documento3 paginePenguard Primer Datasheet " Azadjotun"AzadAhmadNessuna valutazione finora
- Jotun-Penguard Primer - Tech DataDocumento4 pagineJotun-Penguard Primer - Tech Dataanwarali1975Nessuna valutazione finora
- J Stayer TdsDocumento3 pagineJ Stayer Tdswey5316Nessuna valutazione finora
- PC 7298 - Apcodur 804Documento3 paginePC 7298 - Apcodur 8048mzpdsjzsdNessuna valutazione finora
- Technical Data:: Oasis Epoxy TL 8758Documento2 pagineTechnical Data:: Oasis Epoxy TL 8758Maurice DavisNessuna valutazione finora
- Asian Apcodur Epoxy Mio PaintDocumento3 pagineAsian Apcodur Epoxy Mio PaintPrinceRaghavNessuna valutazione finora
- Interline 1012+ds+engDocumento4 pagineInterline 1012+ds+engSUBHOMOYNessuna valutazione finora
- HEAT RESISTANT SILICONE ALUMINIUM PAINTDocumento3 pagineHEAT RESISTANT SILICONE ALUMINIUM PAINTrumi_2kNessuna valutazione finora
- TDS - Muki Z 2008 - English (Uk) - Issued.26.11.2010Documento4 pagineTDS - Muki Z 2008 - English (Uk) - Issued.26.11.2010Keith ChooNessuna valutazione finora
- TDS-PENGUARD HB-EnglishDocumento4 pagineTDS-PENGUARD HB-EnglishthirdNessuna valutazione finora
- Ceram Kote 54 SF - ARAMCO ApprovedDocumento1 paginaCeram Kote 54 SF - ARAMCO ApprovedSherif AbdelhameedNessuna valutazione finora
- Interzone 485Documento4 pagineInterzone 485Sinan A AzizNessuna valutazione finora
- PC 7048 - Asian Epoxy Dual CoatDocumento3 paginePC 7048 - Asian Epoxy Dual CoatGunjan GaganNessuna valutazione finora
- Eh6280 (HS)Documento2 pagineEh6280 (HS)anminsungNessuna valutazione finora
- Penguard HB: Technical DataDocumento4 paginePenguard HB: Technical DataStephen MalobaNessuna valutazione finora
- PC 1752 - Asian Bituminous CoatingsDocumento3 paginePC 1752 - Asian Bituminous CoatingsRamesh BabuNessuna valutazione finora
- TDS - Tankguard HB - English (Uk) - Issued.06.12.2007Documento3 pagineTDS - Tankguard HB - English (Uk) - Issued.06.12.2007AckmonNessuna valutazione finora
- Thermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesDa EverandThermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesValutazione: 3.5 su 5 stelle3.5/5 (3)
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitDa EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNessuna valutazione finora
- Family Handyman Quick & Easy ProjectsDa EverandFamily Handyman Quick & Easy ProjectsFamily HandymanNessuna valutazione finora
- Soldering electronic circuits: Beginner's guideDa EverandSoldering electronic circuits: Beginner's guideValutazione: 4.5 su 5 stelle4.5/5 (9)
- Industrial Applications of Infrared Thermography: How Infrared Analysis Can be Used to Improve Equipment InspectionDa EverandIndustrial Applications of Infrared Thermography: How Infrared Analysis Can be Used to Improve Equipment InspectionValutazione: 4.5 su 5 stelle4.5/5 (3)
- Inside the Pill Bottle: A Comprehensive Guide to the Pharmaceutical IndustryDa EverandInside the Pill Bottle: A Comprehensive Guide to the Pharmaceutical IndustryNessuna valutazione finora
- A 270 - 03 - Qti3mc0wmwDocumento5 pagineA 270 - 03 - Qti3mc0wmwehsanNessuna valutazione finora
- A 269 - 04 Qti2oqDocumento6 pagineA 269 - 04 Qti2oqfekihassan100% (1)
- A 269 - 00 - Qti2os0wma - PDFDocumento5 pagineA 269 - 00 - Qti2os0wma - PDFJose Oliveros ArdilaNessuna valutazione finora
- Astm A0213 - 1 (En) PDFDocumento13 pagineAstm A0213 - 1 (En) PDFRahul SamalaNessuna valutazione finora
- A 250 - A 250M - 95 Qti1mc05nq - PDFDocumento4 pagineA 250 - A 250M - 95 Qti1mc05nq - PDFMan98Nessuna valutazione finora
- A 270 - 01 Qti3mc0wmq - PDFDocumento5 pagineA 270 - 01 Qti3mc0wmq - PDFsingaravelan narayanasamyNessuna valutazione finora
- A 268 - A 268M - 03 Qti2oc0wmw - PDFDocumento6 pagineA 268 - A 268M - 03 Qti2oc0wmw - PDFMan98Nessuna valutazione finora
- A 268 - A 268M - 01 Qti2oc0wmq - PDFDocumento6 pagineA 268 - A 268M - 01 Qti2oc0wmq - PDFMan98Nessuna valutazione finora
- A 254 - 97 R02 Qti1na - PDFDocumento4 pagineA 254 - 97 R02 Qti1na - PDFMan98Nessuna valutazione finora
- A 53 - A 53m - 00 QtuzltawDocumento7 pagineA 53 - A 53m - 00 QtuzltawPablo CzNessuna valutazione finora
- A 254 - 97Documento4 pagineA 254 - 97Maicol K. Huamán TitoNessuna valutazione finora
- A 234 - A 234M - 04 Qtiznc9bmjm0tq - PDFDocumento8 pagineA 234 - A 234M - 04 Qtiznc9bmjm0tq - PDFLuis Daniel ContrerasNessuna valutazione finora
- A 213 - A 213M - 03 Qtixmy0wmw - PDFDocumento10 pagineA 213 - A 213M - 03 Qtixmy0wmw - PDFMan98Nessuna valutazione finora
- A 249 - A 249M - 03 Qti0os9bmjq5ts1sruq - PDFDocumento11 pagineA 249 - A 249M - 03 Qti0os9bmjq5ts1sruq - PDFMan98Nessuna valutazione finora
- A 234 - A 234M - 01 Qtiznc0wmq - PDFDocumento8 pagineA 234 - A 234M - 01 Qtiznc0wmq - PDFLuis Daniel ContrerasNessuna valutazione finora
- A 234 - A 234M - 00 Qtiznc0wma - PDFDocumento8 pagineA 234 - A 234M - 00 Qtiznc0wma - PDFCherie JohnsonNessuna valutazione finora
- A 249 - A 249M - 04 Qti0os9bmjq5tq - PDFDocumento10 pagineA 249 - A 249M - 04 Qti0os9bmjq5tq - PDFMan98Nessuna valutazione finora
- A 250 - A 250M - 95 R01 Qti1mc9bmjuwts1sruq - PDFDocumento7 pagineA 250 - A 250M - 95 R01 Qti1mc9bmjuwts1sruq - PDFMan98Nessuna valutazione finora
- A 249 - A 249M - 03 Qti0os0wmw - PDFDocumento9 pagineA 249 - A 249M - 03 Qti0os0wmw - PDFMan98Nessuna valutazione finora
- A 250 - A 250M - 04 Qti1mc9bmjuwtq - PDFDocumento4 pagineA 250 - A 250M - 04 Qti1mc9bmjuwtq - PDFMan98Nessuna valutazione finora
- A 250 - A 250M - 95 R01 Qti1mc05nviwmq - PDFDocumento4 pagineA 250 - A 250M - 95 R01 Qti1mc05nviwmq - PDFMan98Nessuna valutazione finora
- A 249 - A 249M - 01 Qti0os0wmq - PDFDocumento8 pagineA 249 - A 249M - 01 Qti0os0wmq - PDFMan98Nessuna valutazione finora
- A 214 - A 214M - 96 Qtixnc05ng - PDFDocumento2 pagineA 214 - A 214M - 96 Qtixnc05ng - PDFMan98Nessuna valutazione finora
- A 234 - A 234M - 00 Qtiznc0wmee - PDFDocumento8 pagineA 234 - A 234M - 00 Qtiznc0wmee - PDFLuis Daniel ContrerasNessuna valutazione finora
- A 234 - A 234M - 03 Qtiznc9bmjm0ts1sruq - PDFDocumento10 pagineA 234 - A 234M - 03 Qtiznc9bmjm0ts1sruq - PDFLuis Daniel ContrerasNessuna valutazione finora
- A 213 - A 213M - 01 Qtixmy0wmqDocumento8 pagineA 213 - A 213M - 01 Qtixmy0wmqfadjarNessuna valutazione finora
- A 249 - A 249M - 98 Qti0os05oeux PDFDocumento7 pagineA 249 - A 249M - 98 Qti0os05oeux PDFMan98Nessuna valutazione finora
- A 213 - A 213M - 01 Qtixmy0wmue - PDFDocumento9 pagineA 213 - A 213M - 01 Qtixmy0wmue - PDFErolNessuna valutazione finora
- A 213 - A 213M - 03 Qtixmy0wm0i - PDFDocumento12 pagineA 213 - A 213M - 03 Qtixmy0wm0i - PDFMan98Nessuna valutazione finora
- A 213 - A 213M - 03 Qtixmy0wm0e - PDFDocumento11 pagineA 213 - A 213M - 03 Qtixmy0wm0e - PDFMan98Nessuna valutazione finora
- Learning Objectives-2: Uniform MotionDocumento7 pagineLearning Objectives-2: Uniform MotionBryanHarold BrooNessuna valutazione finora
- 2SD2525 Datasheet en 20061121Documento5 pagine2SD2525 Datasheet en 20061121Giannis MartinosNessuna valutazione finora
- Programming ExercisesDocumento2 pagineProgramming ExercisesDaryl Ivan Empuerto HisolaNessuna valutazione finora
- Electronic Ballast Tester - UI5000Documento1 paginaElectronic Ballast Tester - UI5000Jimmy ClavelNessuna valutazione finora
- Program in Mathcad to Thin Rectangular PlatesDocumento12 pagineProgram in Mathcad to Thin Rectangular PlatesPedro Luis Garcia VillegasNessuna valutazione finora
- Cooling PDFDocumento656 pagineCooling PDFTrầnNgọcCườngNessuna valutazione finora
- TankDocumento24 pagineTankUDayNessuna valutazione finora
- Methods and Algorithms For Advanced Process ControlDocumento8 pagineMethods and Algorithms For Advanced Process ControlJohn CoucNessuna valutazione finora
- Mendocino Motor Control ApproachesDocumento6 pagineMendocino Motor Control ApproachesAngélica María CastrillónNessuna valutazione finora
- RFID OverviewDocumento7 pagineRFID Overviewfelis132Nessuna valutazione finora
- CBSE Physics Lab Manual Part 6Documento19 pagineCBSE Physics Lab Manual Part 6ArasuArunNessuna valutazione finora
- 14 Three Moment EquationDocumento15 pagine14 Three Moment EquationSaeed AyeenNessuna valutazione finora
- Romax 4000 PDFDocumento2 pagineRomax 4000 PDFALEKSANDARNessuna valutazione finora
- ParadoxesDocumento528 pagineParadoxesMihaela CovrigNessuna valutazione finora
- Research Paper On Artificial IntelligenceDocumento3 pagineResearch Paper On Artificial IntelligenceasdasdasdNessuna valutazione finora
- William Liller - Space AstrophysicsDocumento290 pagineWilliam Liller - Space Astrophysicsmuhamad dimas arifin a.k.a Ahmd El ArfNessuna valutazione finora
- The Consumption of Compressed Air: Applications and ComponentsDocumento24 pagineThe Consumption of Compressed Air: Applications and Componentsibong tiriritNessuna valutazione finora
- Karthik Vickraman: Work ExperienceDocumento1 paginaKarthik Vickraman: Work ExperienceVishaal KannaNessuna valutazione finora
- 1 Rack and PinionDocumento6 pagine1 Rack and PinionMectrosoft Creative technologyNessuna valutazione finora
- Chap3 (D) MillDocumento22 pagineChap3 (D) MilljojoNessuna valutazione finora
- Analysis of Statically Determinate Structures: Support ConnectionDocumento7 pagineAnalysis of Statically Determinate Structures: Support ConnectionejlNessuna valutazione finora
- All Ceramic Material SelectionDocumento6 pagineAll Ceramic Material SelectionERIKA BLANQUETNessuna valutazione finora
- Linear equations worksheet solutionsDocumento4 pagineLinear equations worksheet solutionsHari Kiran M PNessuna valutazione finora
- Gamma World 1E Mutations PDFDocumento23 pagineGamma World 1E Mutations PDFSean M Kelly100% (1)
- WinspireDocumento44 pagineWinspireBhanu PrakashNessuna valutazione finora
- Horizontal Twin-Shaft Paddle Mixers - The Ultimate in Mixing TechnologyDocumento5 pagineHorizontal Twin-Shaft Paddle Mixers - The Ultimate in Mixing TechnologyMilling and Grain magazineNessuna valutazione finora
- Advanced Higher Maths Exam 2015Documento8 pagineAdvanced Higher Maths Exam 2015StephenMcINessuna valutazione finora
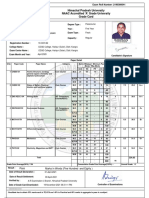
- Serial Number:1920110212668 Exam Roll Number Grade CardDocumento2 pagineSerial Number:1920110212668 Exam Roll Number Grade Cardsimran vaidNessuna valutazione finora
- 2018 Book FractographyAndFailureAnalysis PDFDocumento172 pagine2018 Book FractographyAndFailureAnalysis PDFDavid Casarrubias A100% (4)
- Huygens' Principle, Maxwell's Displacement CurrentDocumento7 pagineHuygens' Principle, Maxwell's Displacement CurrentGalleta Galleta MetralletaNessuna valutazione finora