Potrebbero piacerti anche
- Welding ProcessessDocumento20 pagineWelding Processessabdulrehman2010Nessuna valutazione finora
- Rough Rule of Thumb For Saturation Temperature of SteamDocumento1 paginaRough Rule of Thumb For Saturation Temperature of SteamRiteshNessuna valutazione finora
- How To Size and Design DuctsDocumento91 pagineHow To Size and Design DuctsPrabir Bhowmik100% (1)
- TeachingComprehension PDFDocumento288 pagineTeachingComprehension PDFabdulrehman2010100% (1)
- Consensus On OperatingDocumento10 pagineConsensus On Operatingabdulrehman20100% (1)
- New Microsoft Office Excel WorksheetDocumento5 pagineNew Microsoft Office Excel Worksheetabdulrehman2010Nessuna valutazione finora
- 11 Chapter 3Documento22 pagine11 Chapter 3abdulrehman2010Nessuna valutazione finora
- New Microsoft Office Excel WorksheetDocumento5 pagineNew Microsoft Office Excel Worksheetabdulrehman2010Nessuna valutazione finora
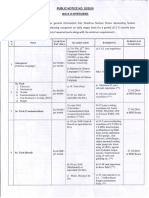
- Pub Not 22016Documento4 paginePub Not 22016abdulrehman2010Nessuna valutazione finora
- Tag DramaDocumento1 paginaTag Dramaabdulrehman2010Nessuna valutazione finora
- New Microsoft Office Excel WorksheetDocumento5 pagineNew Microsoft Office Excel Worksheetabdulrehman2010Nessuna valutazione finora
- ConfinedDocumento28 pagineConfineddgdhandeNessuna valutazione finora
- Rankine CycleDocumento20 pagineRankine Cycleabdulrehman2010100% (1)
- ALL Purpose Worksheet (Conversions)Documento20 pagineALL Purpose Worksheet (Conversions)bryandownNessuna valutazione finora
- Seattle Boiler and Pressure Vessel Code - 1999 Effective July 1, 1999Documento30 pagineSeattle Boiler and Pressure Vessel Code - 1999 Effective July 1, 1999abdulrehman2010Nessuna valutazione finora
- Boilers 1Documento29 pagineBoilers 1Thakur Kamal Prasad50% (2)
- Generation Licen TNB Liberty Power Ltd-Dated 30-08-2003Documento28 pagineGeneration Licen TNB Liberty Power Ltd-Dated 30-08-2003abdulrehman2010Nessuna valutazione finora
- Impedance Test Results On Conductive ConcreteDocumento1 paginaImpedance Test Results On Conductive Concreteabdulrehman2010Nessuna valutazione finora
- PIEAS Sample Test Paper For BS EngineeringDocumento12 paginePIEAS Sample Test Paper For BS EngineeringAitazaz Ahsan100% (4)
- Higher Algebra - Hall & KnightDocumento593 pagineHigher Algebra - Hall & KnightRam Gollamudi100% (2)
- Higher Algebra - Hall & KnightDocumento593 pagineHigher Algebra - Hall & KnightRam Gollamudi100% (2)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Gujarat Ambuja: Redefining Operational EfficiencyDocumento23 pagineGujarat Ambuja: Redefining Operational Efficiencys_prashob8329Nessuna valutazione finora
- AddressDocumento2 pagineAddressDom LimbagaNessuna valutazione finora
- Ultima X Series EC Declaration of ConformityDocumento8 pagineUltima X Series EC Declaration of ConformityRahul DevaNessuna valutazione finora
- Lightolier Calculite CFL Downlighting Catalog 1999Documento38 pagineLightolier Calculite CFL Downlighting Catalog 1999Alan MastersNessuna valutazione finora
- Performance ReportDocumento17 paginePerformance ReportMuthu RamanNessuna valutazione finora
- Fundamentals of Gas Meter StationsDocumento6 pagineFundamentals of Gas Meter StationsRachel BaileyNessuna valutazione finora
- Business Plan For Enterprise Start-Up: The Association of Business Executives QCFDocumento8 pagineBusiness Plan For Enterprise Start-Up: The Association of Business Executives QCFDaleNessuna valutazione finora
- Rechargeable High Power Lithium BatteriesDocumento41 pagineRechargeable High Power Lithium BatteriesCreanga GabrielNessuna valutazione finora
- Good Practices in City Energy Efficiency Bogota, Colombia - Bus Rapid Transit For Urban TransportDocumento10 pagineGood Practices in City Energy Efficiency Bogota, Colombia - Bus Rapid Transit For Urban TransportpraktekNessuna valutazione finora
- Switchgear Application Guide 12E3 PDFDocumento135 pagineSwitchgear Application Guide 12E3 PDFMohamad AbdulghaniNessuna valutazione finora
- Study of Piston Manufacturing and Completion of A Project On"Understandinng Piston Manufacturinng Process " in Piston PlantDocumento26 pagineStudy of Piston Manufacturing and Completion of A Project On"Understandinng Piston Manufacturinng Process " in Piston PlantSambhav Jain100% (1)
- Gujarat, SMEDocumento20 pagineGujarat, SMEDeepak Pareek100% (1)
- Scheuch Folder Ligno Impulsfilter E 20150522 02Documento6 pagineScheuch Folder Ligno Impulsfilter E 20150522 02MagdalenaNessuna valutazione finora
- 22nd NCE EA TopperList RevisedDocumento2 pagine22nd NCE EA TopperList RevisedKahkashanNessuna valutazione finora
- Honeywell Ad12612 Install GuideDocumento2 pagineHoneywell Ad12612 Install GuideAlarm Grid Home Security and Alarm MonitoringNessuna valutazione finora
- Master'S ThesisDocumento44 pagineMaster'S ThesisRawezh Muhtasim MustafaNessuna valutazione finora
- PF Ip55Documento7 paginePF Ip55Lương Văn TrungNessuna valutazione finora
- Rim Seal Pourer Data SheetDocumento3 pagineRim Seal Pourer Data Sheetadilmomin45Nessuna valutazione finora
- 4 Ps RahimafrozeDocumento6 pagine4 Ps RahimafrozeMahmuda SwarnaNessuna valutazione finora
- Captura de Pantalla 2019-11-13 A La(s) 4.58.49 P. M PDFDocumento1 paginaCaptura de Pantalla 2019-11-13 A La(s) 4.58.49 P. M PDFmaritza hernadezNessuna valutazione finora
- Choosing The Right PV VoltageDocumento1 paginaChoosing The Right PV Voltagedabs_orangejuiceNessuna valutazione finora
- 150-SMC50 Arrancadores Estáticos PDFDocumento58 pagine150-SMC50 Arrancadores Estáticos PDFcamel2003Nessuna valutazione finora
- Electric Vehicles Unplugged Global Marketing AnalysisDocumento36 pagineElectric Vehicles Unplugged Global Marketing AnalysisFater Saadat NiakiNessuna valutazione finora
- Ficha Tecnica Accesorios MechDocumento40 pagineFicha Tecnica Accesorios MechTommylee golden retriever100% (1)
- Company Compensation ($ Millions) Return in 2013 (%)Documento5 pagineCompany Compensation ($ Millions) Return in 2013 (%)JasonNessuna valutazione finora
- 2021 IIEE SMR Governor's Report 1Documento41 pagine2021 IIEE SMR Governor's Report 1Ralph VillaNessuna valutazione finora
- Mechanical Engineer Project Manager in Houston TX Resume Patrick OjoDocumento5 pagineMechanical Engineer Project Manager in Houston TX Resume Patrick OjoPatrickOjoNessuna valutazione finora
- 4.2. Description of Exemplary Flexibility MeasuresDocumento2 pagine4.2. Description of Exemplary Flexibility MeasuresSead RizvanovićNessuna valutazione finora
- Ferry Fuel Surcharge and Fuel Cost Mitigation ReportDocumento36 pagineFerry Fuel Surcharge and Fuel Cost Mitigation ReportCommunityNewsNessuna valutazione finora
- Saudi Arabia Position PaperDocumento2 pagineSaudi Arabia Position PaperShashank SrikanthNessuna valutazione finora