Potrebbero piacerti anche
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Operational Business Suite Contract by SSNIT Signed in 2012Documento16 pagineOperational Business Suite Contract by SSNIT Signed in 2012GhanaWeb EditorialNessuna valutazione finora
- Pivacare Preventive-ServiceDocumento1 paginaPivacare Preventive-ServiceSadeq NeiroukhNessuna valutazione finora
- Variable Length Subnet MasksDocumento4 pagineVariable Length Subnet MaskszelalemNessuna valutazione finora
- Sec 11Documento3 pagineSec 11Vivek JhaNessuna valutazione finora
- Datasheet HFS60Documento3 pagineDatasheet HFS60RajeswaranNessuna valutazione finora
- Octopus 900 Instructions For UseDocumento18 pagineOctopus 900 Instructions For UseAli FadhilNessuna valutazione finora
- Demand Letter Template 39Documento3 pagineDemand Letter Template 39AIG1 LOGISTICNessuna valutazione finora
- Retail Marketing Course Work 11Documento5 pagineRetail Marketing Course Work 11Ceacer Julio SsekatawaNessuna valutazione finora
- 2B. Glicerina - USP-NF-FCC Glycerin Nutritional Statement USP GlycerinDocumento1 pagina2B. Glicerina - USP-NF-FCC Glycerin Nutritional Statement USP Glycerinchristian muñozNessuna valutazione finora
- Vitus Bering, Centre For Higher Education: Jens Bertelsen & Jens Peder PedersenDocumento50 pagineVitus Bering, Centre For Higher Education: Jens Bertelsen & Jens Peder PedersenAnca IscruNessuna valutazione finora
- Qrqs"1 Xl/Ijj1L Joi?Llt'Lll: Transport Bhawan, 1, Parliament Street New Delhi-110001Documento2 pagineQrqs"1 Xl/Ijj1L Joi?Llt'Lll: Transport Bhawan, 1, Parliament Street New Delhi-110001PrakashKommukuriNessuna valutazione finora
- Philippine Disaster Risk Reducation and ManagementDocumento10 paginePhilippine Disaster Risk Reducation and ManagementDareNessuna valutazione finora
- Sampling PowerpointDocumento21 pagineSampling PowerpointMuhammad Furqan Aslam AwanNessuna valutazione finora
- 6398 14990 1 PBDocumento8 pagine6398 14990 1 PBKent Ky GillaNessuna valutazione finora
- (The Nineteenth Century Series) Grace Moore - Dickens and Empire - Discourses of Class, Race and Colonialism in The Works of Charles Dickens-Routledge (2004) PDFDocumento223 pagine(The Nineteenth Century Series) Grace Moore - Dickens and Empire - Discourses of Class, Race and Colonialism in The Works of Charles Dickens-Routledge (2004) PDFJesica LengaNessuna valutazione finora
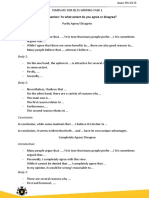
- Question: To What Extent Do You Agree or Disagree?Documento5 pagineQuestion: To What Extent Do You Agree or Disagree?tien buiNessuna valutazione finora
- BSC IT SyllabusDocumento32 pagineBSC IT Syllabusஜூலியன் சத்தியதாசன்Nessuna valutazione finora
- Mine Gases (Part 1)Documento15 pagineMine Gases (Part 1)Melford LapnawanNessuna valutazione finora
- Global Grants Community Assessment FormDocumento3 pagineGlobal Grants Community Assessment Formlalitya xavieraNessuna valutazione finora
- Importance of Team Work in An OrganizationDocumento10 pagineImportance of Team Work in An OrganizationMohammad Sana Ur RabNessuna valutazione finora
- AutoCAD Civil 3D Performance Optimization 2Documento5 pagineAutoCAD Civil 3D Performance Optimization 2Renukadevi RptNessuna valutazione finora
- Summary Studying Public Policy Michael Howlett CompleteDocumento28 pagineSummary Studying Public Policy Michael Howlett CompletefadwaNessuna valutazione finora
- Form DVAT 27A: Intimation of Deposit of Government DuesDocumento2 pagineForm DVAT 27A: Intimation of Deposit of Government DueshhhhhhhuuuuuyyuyyyyyNessuna valutazione finora
- Google-Analytics 01Documento28 pagineGoogle-Analytics 01Smm Store24Nessuna valutazione finora
- Business Works Student User GuideDocumento14 pagineBusiness Works Student User GuideAkram UddinNessuna valutazione finora
- Foreclosure of REMDocumento10 pagineForeclosure of REMShanelle NapolesNessuna valutazione finora
- Tesco 750 ESIDocumento2 pagineTesco 750 ESIjlmunozvNessuna valutazione finora
- Compose Testing CheatsheetDocumento1 paginaCompose Testing CheatsheetEstampados SIn ApellidoNessuna valutazione finora
- Project Proposal - Articulation SessionsDocumento8 pagineProject Proposal - Articulation SessionsJhay-are PogoyNessuna valutazione finora
- TP913Documento5 pagineTP913jmpateiro1985Nessuna valutazione finora