Potrebbero piacerti anche
- Microstructure Study of Welded JointDocumento17 pagineMicrostructure Study of Welded JointRatul Islam Antor100% (1)
- Causes and Cures of Common Welding TroublesDocumento1 paginaCauses and Cures of Common Welding TroublesRathnakrajaNessuna valutazione finora
- Welding Deffects and Their ImplicationsDocumento10 pagineWelding Deffects and Their ImplicationsAnton AntzevilNessuna valutazione finora
- Welding Consumable For Piping Work (UAIL Project)Documento7 pagineWelding Consumable For Piping Work (UAIL Project)Karthik100% (1)
- Physics of Welding Better VersionDocumento3 paginePhysics of Welding Better VersionKhurram RehmanNessuna valutazione finora
- Module - 2 Physics of Welding ArcDocumento31 pagineModule - 2 Physics of Welding ArcRajesh Shah0% (1)
- RT Interpretation-SignedDocumento7 pagineRT Interpretation-Signedhamdi hamdiNessuna valutazione finora
- (John Norrish) Advanced Welding Processes (BookFi) - Pages-85-91Documento7 pagine(John Norrish) Advanced Welding Processes (BookFi) - Pages-85-91Yusuf DarellNessuna valutazione finora
- Ni-Resist Alloy Properties and Applications GuideDocumento40 pagineNi-Resist Alloy Properties and Applications GuidePrasad Aher100% (1)
- Use of In-Situ Metallography for Plant Health AssessmentDocumento10 pagineUse of In-Situ Metallography for Plant Health AssessmentHector Mendoza FuerteNessuna valutazione finora
- Physics of WeldingDocumento3 paginePhysics of WeldingKhurram RehmanNessuna valutazione finora
- Jewelry Laser Spot Welding MachineDocumento20 pagineJewelry Laser Spot Welding MachineSantosh BabarNessuna valutazione finora
- Thermanit 17-06 (Boehler)Documento1 paginaThermanit 17-06 (Boehler)queno1Nessuna valutazione finora
- Electro Slag Strip Cladding ProcessDocumento5 pagineElectro Slag Strip Cladding ProcessIJMERNessuna valutazione finora
- Electrode Converted Into TextDocumento14 pagineElectrode Converted Into TextNeha NimbarkNessuna valutazione finora
- Introduction To Arc Welding: Information Sheet - "Documento14 pagineIntroduction To Arc Welding: Information Sheet - "Eahbm KaduNessuna valutazione finora
- Physical Metallurgy of Important Non-Ferrous MetalsDocumento19 paginePhysical Metallurgy of Important Non-Ferrous Metalsrahul12000Nessuna valutazione finora
- Failure Analysis of High Temperature SuperheaterDocumento7 pagineFailure Analysis of High Temperature Superheaterbigsteve9088Nessuna valutazione finora
- Stud Welding Capacitive Discharge WeldingDocumento30 pagineStud Welding Capacitive Discharge WeldingwenigmaNessuna valutazione finora
- Welding Metallurgy 2Documento37 pagineWelding Metallurgy 2Asad Bin Ala QatariNessuna valutazione finora
- WeldingDocumento84 pagineWeldingJigar DodiaNessuna valutazione finora
- Study On Effect of Manual Metal Arc Welding Process Parameters On Width of Heat Affected Zone (Haz) For Ms 1005 SteelDocumento8 pagineStudy On Effect of Manual Metal Arc Welding Process Parameters On Width of Heat Affected Zone (Haz) For Ms 1005 SteelIJMERNessuna valutazione finora
- Web Datasheet A6.2Documento4 pagineWeb Datasheet A6.2wolf_nsNessuna valutazione finora
- Gen - Importance of Welding in L & T PDFDocumento30 pagineGen - Importance of Welding in L & T PDFSivaNessuna valutazione finora
- TIG welding process technical capabilitiesDocumento2 pagineTIG welding process technical capabilitiestuanNessuna valutazione finora
- Gas Tungsten Arc WeldingDocumento11 pagineGas Tungsten Arc WeldingIrshadNessuna valutazione finora
- Welding Defect: Hydrogen EmbrittlementDocumento8 pagineWelding Defect: Hydrogen EmbrittlementShajin Mohammed ShamsudhinNessuna valutazione finora
- Common EtchantsDocumento3 pagineCommon EtchantsValeria Reyes VilchezNessuna valutazione finora
- ESAB Consumable PDFDocumento165 pagineESAB Consumable PDFbond8031Nessuna valutazione finora
- Metalography and Microstructures of Stainless Steels and Maraging SteelsDocumento32 pagineMetalography and Microstructures of Stainless Steels and Maraging SteelsChaguy VergaraNessuna valutazione finora
- WTDocumento299 pagineWTrsarunprasathNessuna valutazione finora
- On Types of Corrosion, Reasons and Prescribed Repairs 29.07.2015 Ver 01Documento57 pagineOn Types of Corrosion, Reasons and Prescribed Repairs 29.07.2015 Ver 01Ankur SinhaNessuna valutazione finora
- MCM AllDocumento7 pagineMCM AllPalanisamy RajaNessuna valutazione finora
- Physics of WeldingDocumento8 paginePhysics of WeldingAbu SaadNessuna valutazione finora
- ESAB Welding Review RepairsDocumento28 pagineESAB Welding Review RepairsElias KapaNessuna valutazione finora
- Understanding TIG Welding Process, Its Advantages and LimitationsDocumento5 pagineUnderstanding TIG Welding Process, Its Advantages and LimitationsRao MaazNessuna valutazione finora
- Welding of 5083 Aluminum AlloyDocumento6 pagineWelding of 5083 Aluminum AlloyMario MirićNessuna valutazione finora
- Centerline Segregation in Continuous Casting BilletsDocumento5 pagineCenterline Segregation in Continuous Casting BilletsAnonymous MAJuDkNessuna valutazione finora
- Etchant Composition Conc. Conditions Comments Kalling's No. 1Documento1 paginaEtchant Composition Conc. Conditions Comments Kalling's No. 1Nick LaveryNessuna valutazione finora
- 2005 Stainless SteelsDocumento76 pagine2005 Stainless SteelsAnonymous 98vSKYTaDgNessuna valutazione finora
- Copper Nickel AlloysDocumento5 pagineCopper Nickel AlloysAditya Agarwal100% (2)
- Welding Power Source CharacteristicsDocumento5 pagineWelding Power Source CharacteristicsEmad A.AhmadNessuna valutazione finora
- Tool Steels E28093 Molybdenum High Speed SteelsDocumento5 pagineTool Steels E28093 Molybdenum High Speed Steelswulfgang66Nessuna valutazione finora
- Flux Cored Wires (Elga) PDFDocumento15 pagineFlux Cored Wires (Elga) PDFVladan TimotijevicNessuna valutazione finora
- Steel Products: Their Manufacture and ApplicationsDocumento40 pagineSteel Products: Their Manufacture and ApplicationsHeru Berian100% (1)
- Continental Institute of Engineering & Technology: Welding ShopDocumento8 pagineContinental Institute of Engineering & Technology: Welding ShopAjay RanaNessuna valutazione finora
- Iron Carbon DiagramDocumento10 pagineIron Carbon DiagramsivakumarNessuna valutazione finora
- Submerged Arc Welding (SAW)Documento34 pagineSubmerged Arc Welding (SAW)Gaballah Aman0% (1)
- Materials Sorted By Density And CategoryDocumento3 pagineMaterials Sorted By Density And Categorymtarunkumar100% (1)
- Galvanized Peeling Vs FlakingDocumento1 paginaGalvanized Peeling Vs FlakingECCNessuna valutazione finora
- Electroslag WeldingDocumento10 pagineElectroslag WeldingNazmul Ahsan100% (1)
- SS 409M WeldingDocumento12 pagineSS 409M WeldingwentropremNessuna valutazione finora
- Liquid Metal EmbrittlementDocumento1 paginaLiquid Metal EmbrittlementalphadingNessuna valutazione finora
- Lecture 7 Intergranular CorrosionDocumento18 pagineLecture 7 Intergranular Corrosionprakush01975225403Nessuna valutazione finora
- The Iron Puddler My life in the rolling mills and what came of itDa EverandThe Iron Puddler My life in the rolling mills and what came of itNessuna valutazione finora
- Analysis of Organoaluminium and Organozinc Compounds: International Series of Monographs in Analytical ChemistryDa EverandAnalysis of Organoaluminium and Organozinc Compounds: International Series of Monographs in Analytical ChemistryNessuna valutazione finora
- Weld Defects & Prevention PDFDocumento2 pagineWeld Defects & Prevention PDFjimbox88Nessuna valutazione finora
- Types & Causes of Welding DefectsDocumento9 pagineTypes & Causes of Welding DefectsshankarNessuna valutazione finora
- Department of EducationDocumento6 pagineDepartment of EducationJay BustamanteNessuna valutazione finora
- First Name Last Name : LPF Stands ForDocumento35 pagineFirst Name Last Name : LPF Stands ForVicky SinghNessuna valutazione finora
- Scanner COBRA - en PDFDocumento2 pagineScanner COBRA - en PDFrupamNessuna valutazione finora
- Palm Scnner From Alstom PDFDocumento2 paginePalm Scnner From Alstom PDFVicky SinghNessuna valutazione finora
- Section of ASMEDocumento2 pagineSection of ASMEVicky SinghNessuna valutazione finora
- Epa 1986Documento7 pagineEpa 1986ANMOL DADHWALNessuna valutazione finora
- Geometrical UnsharpnessDocumento1 paginaGeometrical UnsharpnessVicky SinghNessuna valutazione finora
- General NDT Related Clause of Secion VIII Div 1Documento1 paginaGeneral NDT Related Clause of Secion VIII Div 1Vicky SinghNessuna valutazione finora
- Chapters of ASME Section IDocumento2 pagineChapters of ASME Section IVicky SinghNessuna valutazione finora
- Chapters of Section VIII Div 1Documento3 pagineChapters of Section VIII Div 1Vicky SinghNessuna valutazione finora
- NDT Related Clauses of Section IDocumento4 pagineNDT Related Clauses of Section IVicky SinghNessuna valutazione finora
- Radiography SensitometryDocumento24 pagineRadiography SensitometryVicky SinghNessuna valutazione finora
- Errata ASNT UT Study Guide LIIIDocumento18 pagineErrata ASNT UT Study Guide LIIIVicky SinghNessuna valutazione finora
- List of Solar Light Manufacturer in IndiaDocumento109 pagineList of Solar Light Manufacturer in IndiaVicky Singh100% (1)
- List of Solar Light Manufacturer in IndiaDocumento109 pagineList of Solar Light Manufacturer in IndiaVicky Singh100% (1)
- Epa 1986Documento7 pagineEpa 1986ANMOL DADHWALNessuna valutazione finora
- NDT ISO IEC 17025 Application DocumentDocumento41 pagineNDT ISO IEC 17025 Application DocumentVicky SinghNessuna valutazione finora
- Energy Requirement For RadiographyDocumento2 pagineEnergy Requirement For RadiographyVicky SinghNessuna valutazione finora
- Codes Standards RegulationsDocumento6 pagineCodes Standards RegulationsKoshala Balasuriya100% (3)
- Weld Cracking PDFDocumento5 pagineWeld Cracking PDFjuanNessuna valutazione finora
- List of Solar Light Manufacturer in IndiaDocumento109 pagineList of Solar Light Manufacturer in IndiaVicky Singh100% (1)
- A Factories ActDocumento22 pagineA Factories ActPremji SanNessuna valutazione finora
- File C Users Dasingh AppData Local Temp ReportDocumento3 pagineFile C Users Dasingh AppData Local Temp ReportVicky SinghNessuna valutazione finora
- Correction in SE 2491Documento1 paginaCorrection in SE 2491Vicky SinghNessuna valutazione finora
- Weld Cracking PDFDocumento5 pagineWeld Cracking PDFjuanNessuna valutazione finora
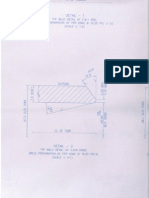
- 'V' End Prep SketchDocumento1 pagina'V' End Prep SketchVicky SinghNessuna valutazione finora
- UT Binder1Documento146 pagineUT Binder1Vicky SinghNessuna valutazione finora
- ASME Section V TrainingDocumento3 pagineASME Section V TrainingVicky Singh50% (2)
- ASME Section V TrainingDocumento3 pagineASME Section V TrainingVicky Singh50% (2)
- First Crew: Metalfab Middle East FZ LLCDocumento3 pagineFirst Crew: Metalfab Middle East FZ LLCsalahuddinNessuna valutazione finora
- Casting PDFDocumento48 pagineCasting PDFsanjay_lingotNessuna valutazione finora
- Caja de Mandos Grupo Range y EspliterDocumento3 pagineCaja de Mandos Grupo Range y EspliterAlex BravoNessuna valutazione finora
- Gama Welder Follow Up 25-05-09Documento264 pagineGama Welder Follow Up 25-05-09machineNessuna valutazione finora
- Different metal casting and forging processesDocumento12 pagineDifferent metal casting and forging processesPj AndayaNessuna valutazione finora
- Welder Qualification Certificate for MainuddinDocumento1 paginaWelder Qualification Certificate for MainuddinAnirban Sen SharmaNessuna valutazione finora
- OCE Mechanical Engineering Foundry Technology Lesson PlanDocumento3 pagineOCE Mechanical Engineering Foundry Technology Lesson PlanManjunatha EikilaNessuna valutazione finora
- Welding Processes: Nur Syahroni, ST., MT., PH.DDocumento52 pagineWelding Processes: Nur Syahroni, ST., MT., PH.Dtrealdi suryoNessuna valutazione finora
- Brazing and SolderingDocumento18 pagineBrazing and SolderingbendutsNessuna valutazione finora
- Fayoum University Mechanical Engineering Assignment 5Documento1 paginaFayoum University Mechanical Engineering Assignment 5Ahmed Rabie Abd ElazeemNessuna valutazione finora
- CH4 2 Welding Joint PreparationDocumento46 pagineCH4 2 Welding Joint PreparationMatija BušićNessuna valutazione finora
- Welding: Dr. Sunil JhaDocumento21 pagineWelding: Dr. Sunil JharassdriverNessuna valutazione finora
- Radiographic DefectsDocumento20 pagineRadiographic DefectsUsman AhmedNessuna valutazione finora
- PT Perkasa Heavyndo Engineering Welder Qualification RecordsDocumento91 paginePT Perkasa Heavyndo Engineering Welder Qualification RecordstskmechNessuna valutazione finora
- Coating Release Report (Pipe Line) : Wara Pressure Maintenance ProjectDocumento60 pagineCoating Release Report (Pipe Line) : Wara Pressure Maintenance ProjectVimin PrakashNessuna valutazione finora
- CastingDocumento46 pagineCastingamalendu_biswas_1Nessuna valutazione finora
- Application Technology: Be The First. Be The FirstDocumento28 pagineApplication Technology: Be The First. Be The FirstMario Allesina JuniorNessuna valutazione finora
- PJU H 9mtr Tunggal PDFDocumento1 paginaPJU H 9mtr Tunggal PDFbgan29Nessuna valutazione finora
- AWS Guide for Welding Mild Steel PipeDocumento6 pagineAWS Guide for Welding Mild Steel Pipekhairy20130% (1)
- Machine Tools Guide in 40 CharactersDocumento16 pagineMachine Tools Guide in 40 CharactersKarNessuna valutazione finora
- Casting Technology 03Documento4 pagineCasting Technology 03Felix Wahyu UtomoNessuna valutazione finora
- AWS Standards Guide for Welding ProcessesDocumento2 pagineAWS Standards Guide for Welding ProcesseskurniawanNessuna valutazione finora
- Turning and Lathe - Guia de Estudo - 2016Documento10 pagineTurning and Lathe - Guia de Estudo - 2016Anderson R. RojasNessuna valutazione finora
- ISO 15614-1 0 Bilfinger Salamis 19.11.2018. ISO 15614-1 N/A BIS-DK Form Number: BIS-DK-F 108Documento1 paginaISO 15614-1 0 Bilfinger Salamis 19.11.2018. ISO 15614-1 N/A BIS-DK Form Number: BIS-DK-F 108TomasPavlovicNessuna valutazione finora
- What Is WeldingDocumento5 pagineWhat Is WeldingJennie VicentaNessuna valutazione finora
- 1792 Brochure LPKF Drilling Milling Routing Tools enDocumento4 pagine1792 Brochure LPKF Drilling Milling Routing Tools enAndré CarlosNessuna valutazione finora
- DateDocumento1 paginaDateLipika Gayen100% (1)
- Dipetro Synergy Engineering SDN BHD: Visual Inspection ReportDocumento1 paginaDipetro Synergy Engineering SDN BHD: Visual Inspection ReportMohd SaffririzalNessuna valutazione finora
- Welding Symbol enDocumento27 pagineWelding Symbol enAliaa El-BannaNessuna valutazione finora
- The Complete CNC Solution Providers.: Online Support Even After Completion The Training Program. Sundays AlsoDocumento17 pagineThe Complete CNC Solution Providers.: Online Support Even After Completion The Training Program. Sundays AlsoZoran BulavaNessuna valutazione finora