Potrebbero piacerti anche
- Compound Slide Wood LatheDocumento6 pagineCompound Slide Wood LatheJim100% (2)
- How to Build a Children's Swing, Slide, Roundabout and Toboggan for the Garden - An Illustrated GuideDa EverandHow to Build a Children's Swing, Slide, Roundabout and Toboggan for the Garden - An Illustrated GuideNessuna valutazione finora
- An Illustrated Guide to Making Mobile Toys - Scooter, Tricycle, Two Utility Carts and Wooden Land RoverDa EverandAn Illustrated Guide to Making Mobile Toys - Scooter, Tricycle, Two Utility Carts and Wooden Land RoverNessuna valutazione finora
- How To Make Tools 1981Documento58 pagineHow To Make Tools 1981hawktripNessuna valutazione finora
- Metal SpinningDocumento4 pagineMetal SpinningfranklynNessuna valutazione finora
- Power Rasp, Build Your OwnDocumento6 paginePower Rasp, Build Your OwnJim100% (1)
- Struck Dozers - CubCadetManDocumento4 pagineStruck Dozers - CubCadetManNaveen BansalNessuna valutazione finora
- Spot Welder PlansDocumento4 pagineSpot Welder Planscesargramcko100% (2)
- Band Saw Wheel Cutting JigDocumento9 pagineBand Saw Wheel Cutting JigtamaraiivanaNessuna valutazione finora
- A Home-Grown FoundryDocumento12 pagineA Home-Grown Foundryjraju1974100% (4)
- Lathe-Milling AttachmentDocumento4 pagineLathe-Milling AttachmentFrenchwolf420Nessuna valutazione finora
- 2556 The Model EngineerDocumento36 pagine2556 The Model Engineerstilmix60100% (1)
- Wood TurningDocumento63 pagineWood TurningEsequiel Yakueczik100% (1)
- PMOct 54 Compact Workbench 1Documento1 paginaPMOct 54 Compact Workbench 1JimNessuna valutazione finora
- Popular Mechanics Shop Notes-1Documento651 paginePopular Mechanics Shop Notes-1mikejoyce5118100% (1)
- How-To - Build Your Own Spot Welder - HackadayDocumento17 pagineHow-To - Build Your Own Spot Welder - HackadayAndrew McLarenNessuna valutazione finora
- Making A Cyclone Chip Separator For A Dust CollectDocumento9 pagineMaking A Cyclone Chip Separator For A Dust CollectWil Nelson100% (1)
- Precision PressDocumento4 paginePrecision PressFrenchwolf420Nessuna valutazione finora
- Aircarflighttesting: by Angus LaidlawDocumento3 pagineAircarflighttesting: by Angus LaidlawJimNessuna valutazione finora
- Auto Arc WelderDocumento4 pagineAuto Arc Weldergraham4877Nessuna valutazione finora
- A Modified Vince Gingery PlasticDocumento13 pagineA Modified Vince Gingery PlasticgeppaNessuna valutazione finora
- Workshop Equipment: How To Make 12 Woodworking ToolsDocumento110 pagineWorkshop Equipment: How To Make 12 Woodworking ToolsSean100% (1)
- DIY Book ScannerDocumento101 pagineDIY Book Scannerjahanavi pethani100% (1)
- Scroll Saw 40-100 16 1246Documento8 pagineScroll Saw 40-100 16 1246Theodor EikeNessuna valutazione finora
- Lathe Modelling1Documento4 pagineLathe Modelling1Frenchwolf420Nessuna valutazione finora
- Mill Keyways On LatheDocumento1 paginaMill Keyways On LatheJim100% (3)
- GoCat: Build Your Own HovercraftDocumento4 pagineGoCat: Build Your Own HovercraftJimNessuna valutazione finora
- Weedeater Trolling MotorDocumento16 pagineWeedeater Trolling MotorJames McEwenNessuna valutazione finora
- Vintage Power Tool Plans 1950sDocumento180 pagineVintage Power Tool Plans 1950sPierre799es100% (4)
- 2562 The Model EngineerDocumento31 pagine2562 The Model Engineerstilmix60Nessuna valutazione finora
- SandblasterDocumento6 pagineSandblasterJim100% (4)
- Lathe Cross-Sli Olders.: " DuplexDocumento3 pagineLathe Cross-Sli Olders.: " Duplexjohnboy183100% (1)
- Tricking Out Asian 9x20 LatheDocumento48 pagineTricking Out Asian 9x20 Lathearanicki8587Nessuna valutazione finora
- How To Build A MultimachineDocumento80 pagineHow To Build A MultimachineDoug Pfaff67% (6)
- A Hive Stand: "In The Beekeeper's Work Shop"Documento7 pagineA Hive Stand: "In The Beekeeper's Work Shop"Dinu DavidNessuna valutazione finora
- Micro Machine Shop Mods EtcDocumento488 pagineMicro Machine Shop Mods Etcsbarnett38@100% (4)
- Dovetailed Tool Chest Plans - WoodArchivistDocumento14 pagineDovetailed Tool Chest Plans - WoodArchivistelz0rr0100% (1)
- Homemade Bandsaw From Pipe Fittings and Auto PartsDocumento4 pagineHomemade Bandsaw From Pipe Fittings and Auto PartsJan Steinman100% (2)
- Light Ball-Bearing Column GrinderDocumento2 pagineLight Ball-Bearing Column GrinderFernando Morocho100% (1)
- Hardening Steel in The Home WorkshopDocumento2 pagineHardening Steel in The Home WorkshopManny MenéndezNessuna valutazione finora
- 05 Building A Model Steam Engine From Scratch Chapter 5 162 190Documento13 pagine05 Building A Model Steam Engine From Scratch Chapter 5 162 190schelanko100% (1)
- By Emile Alline: Technical Art by Fred WolffDocumento4 pagineBy Emile Alline: Technical Art by Fred WolffJim100% (3)
- SphericalturninglathetoolDocumento14 pagineSphericalturninglathetoolFrenchwolf420Nessuna valutazione finora
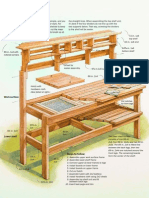
- Building A Potting Bench: Top Shelf UnitDocumento2 pagineBuilding A Potting Bench: Top Shelf UnitjteamNessuna valutazione finora
- 3D PantographDocumento9 pagine3D PantographD-S-Nessuna valutazione finora
- Principles & Practice of Ornamental or Complex TurningDa EverandPrinciples & Practice of Ornamental or Complex TurningNessuna valutazione finora
- A Guide to Basic Workshop Tools for the Amateur Carpenter - Including Tools for Measuring and Marking, Saws, Hammers, Chisels and PlanningDa EverandA Guide to Basic Workshop Tools for the Amateur Carpenter - Including Tools for Measuring and Marking, Saws, Hammers, Chisels and PlanningNessuna valutazione finora
- Hand or Simple Turning: Principles and PracticeDa EverandHand or Simple Turning: Principles and PracticeValutazione: 4 su 5 stelle4/5 (2)
- A Little Book of Vintage Designs and Instructions for Making Dainty Gifts from Wood. Including a Fitted Workbox, a Small Fretwork Hand Mirror and a Lady's Brush and Comb Box: Including a Fitted Workbox, a Small Fretwork Hand Mirror and a Lady's Brush and Comb Box.Da EverandA Little Book of Vintage Designs and Instructions for Making Dainty Gifts from Wood. Including a Fitted Workbox, a Small Fretwork Hand Mirror and a Lady's Brush and Comb Box: Including a Fitted Workbox, a Small Fretwork Hand Mirror and a Lady's Brush and Comb Box.Nessuna valutazione finora
- Garden Carpentry - Span, Roof, Greenhouse, Toolshed, Wheelbarrow, Gates, Garden Lights, Summer House, Shelter Etc.Da EverandGarden Carpentry - Span, Roof, Greenhouse, Toolshed, Wheelbarrow, Gates, Garden Lights, Summer House, Shelter Etc.Nessuna valutazione finora
- The Complete Book of Birdhouse Construction for WoodworkersDa EverandThe Complete Book of Birdhouse Construction for WoodworkersValutazione: 1 su 5 stelle1/5 (1)
- Encyclipedia of Trignometry - Andrew BarnesDocumento140 pagineEncyclipedia of Trignometry - Andrew Barnessaka1977Nessuna valutazione finora
- Emerson Control Valve HB Ed 3Documento295 pagineEmerson Control Valve HB Ed 3Ahmed SeliemNessuna valutazione finora
- Time-History Analysis Dynamic of Concrete Hydraulic Structures PDFDocumento401 pagineTime-History Analysis Dynamic of Concrete Hydraulic Structures PDFFerdie TolosaNessuna valutazione finora
- Composites Design Manual 3edDocumento184 pagineComposites Design Manual 3edmindrumihaiNessuna valutazione finora
- Fundamentals Handbook of Mechanical ScienceDocumento252 pagineFundamentals Handbook of Mechanical Sciencehenybam100% (1)
- Plugin ArboriDocumento4 paginePlugin Arboriaxenie_alexandraNessuna valutazione finora
- Atomic Physics FundamentalsDocumento254 pagineAtomic Physics FundamentalsAli AhmedNessuna valutazione finora
- Structural Analysis and Design FiguresDocumento6 pagineStructural Analysis and Design FiguresPopa MirceaNessuna valutazione finora
- DOE Mechanical Science Volume 2 of 2 DOE-HDBK-10182-93Documento130 pagineDOE Mechanical Science Volume 2 of 2 DOE-HDBK-10182-93Titer100% (1)
- One-Parameter Residual Equations VisualizedDocumento13 pagineOne-Parameter Residual Equations VisualizedShubhankar BhowmickNessuna valutazione finora
- DOE Fundamentals Handbook, Mechanical Science, Volume 1 of 2Documento122 pagineDOE Fundamentals Handbook, Mechanical Science, Volume 1 of 2Bob VinesNessuna valutazione finora
- 6 Curs TribologieDocumento6 pagine6 Curs TribologiePandel CatalinNessuna valutazione finora
- CIE 423 Structures III Problem Set 3 SolutionDocumento5 pagineCIE 423 Structures III Problem Set 3 SolutionmindrumihaiNessuna valutazione finora
- ASEN 5107 First Midterm Quiz SolutionsDocumento1 paginaASEN 5107 First Midterm Quiz SolutionsstefanNessuna valutazione finora
- NFEM Ch01Documento14 pagineNFEM Ch01mindrumihaiNessuna valutazione finora
- Dictionar Gastronomic EnglezDocumento7 pagineDictionar Gastronomic Englezice_hot_angel18Nessuna valutazione finora
- Asamblari Demontabile: M s2 M SDocumento8 pagineAsamblari Demontabile: M s2 M SNeagu DariaNessuna valutazione finora
- NFEM Ch02Documento17 pagineNFEM Ch02mindrumihaiNessuna valutazione finora
- NFEMDocumento7 pagineNFEMrodlandi2750Nessuna valutazione finora
- Residual Force EquationsDocumento9 pagineResidual Force EquationsShubhankar BhowmickNessuna valutazione finora
- Problem 1: CIE 423 Structures III Andrew WhittakerDocumento9 pagineProblem 1: CIE 423 Structures III Andrew WhittakermindrumihaiNessuna valutazione finora
- CIE 423 Structures III Andrew WhittakerDocumento5 pagineCIE 423 Structures III Andrew WhittakermindrumihaiNessuna valutazione finora
- CIE 423 Structures III Andrew WhittakerDocumento6 pagineCIE 423 Structures III Andrew WhittakermindrumihaiNessuna valutazione finora
- CIE 423 Structures III Andrew WhittakerDocumento5 pagineCIE 423 Structures III Andrew WhittakermindrumihaiNessuna valutazione finora
- Problem Set 1Documento2 pagineProblem Set 1mindrumihaiNessuna valutazione finora
- Appendix G Densities and Melting Points of MetalsDocumento4 pagineAppendix G Densities and Melting Points of MetalsFaris AlarshaniNessuna valutazione finora
- SI Units Conversion Table: AppendixDocumento8 pagineSI Units Conversion Table: AppendixHassenLNessuna valutazione finora
- 2001 HWK 6Documento2 pagine2001 HWK 6mindrumihaiNessuna valutazione finora
- Corrosion EconomicsDocumento9 pagineCorrosion EconomicsEmmanuel EkongNessuna valutazione finora
- Chemical Compositions of AlloysDocumento40 pagineChemical Compositions of AlloysSampath Kumar50% (2)
- Roy Peter Clark 14 Traits of Good Writers and Elements of NewsDocumento2 pagineRoy Peter Clark 14 Traits of Good Writers and Elements of Newsroniella delos reyesNessuna valutazione finora
- Top 20 Automation Testing Interview Questions and AnswersDocumento36 pagineTop 20 Automation Testing Interview Questions and AnswersBilal Achernan100% (1)
- Sample Lesson Exemplars in English Using The IDEA Instructional ProcessDocumento11 pagineSample Lesson Exemplars in English Using The IDEA Instructional ProcessMelissaBAsmayorNessuna valutazione finora
- Redevelopment ThesisDocumento5 pagineRedevelopment Thesisjessicaandersonseattle100% (2)
- Subchapter M Alternate Fuel Systems and ControlsDocumento10 pagineSubchapter M Alternate Fuel Systems and Controlsbilly dillpickerNessuna valutazione finora
- Affidavit of Carol Jean CoscoDocumento54 pagineAffidavit of Carol Jean CoscochchiangNessuna valutazione finora
- Index Degree 12 Part 2 - Monographs 101-200Documento42 pagineIndex Degree 12 Part 2 - Monographs 101-200Sauron38667% (6)
- Unit 1 - Ways Informatics Transforming Health CareDocumento22 pagineUnit 1 - Ways Informatics Transforming Health CareRaquel MonsalveNessuna valutazione finora
- Plaxis - Bearing Capacity of Strip FootingDocumento6 paginePlaxis - Bearing Capacity of Strip FootingKasim BaručijaNessuna valutazione finora
- Lecture on the ancient Cappadocian language and its hellenizationDocumento4 pagineLecture on the ancient Cappadocian language and its hellenizationSimeon TsolakidisNessuna valutazione finora
- 1DA20ME435 Pramodraj D G. Agricultural Multi SprayerDocumento27 pagine1DA20ME435 Pramodraj D G. Agricultural Multi SprayerPramod RajNessuna valutazione finora
- A320 71-80v2500jarb1 PDFDocumento415 pagineA320 71-80v2500jarb1 PDFHoang L A TuanNessuna valutazione finora
- Determinants of Learning 22-23 1 PDFDocumento70 pagineDeterminants of Learning 22-23 1 PDFA Dummy's AngleNessuna valutazione finora
- Answer Sheet: Answersheet NumberDocumento1 paginaAnswer Sheet: Answersheet NumberSagar Thengil100% (1)
- GDDM - GDDMMVS Program DirectoryDocumento111 pagineGDDM - GDDMMVS Program DirectoryShahin R KrishnaNessuna valutazione finora
- Digital Surround Sound Receiver: FR960 FR970Documento24 pagineDigital Surround Sound Receiver: FR960 FR970Dj CostyNessuna valutazione finora
- File 1662629170Documento180 pagineFile 1662629170La IrenicaNessuna valutazione finora
- Chut Feed System ProcessDocumento7 pagineChut Feed System ProcessShivam babyNessuna valutazione finora
- ELEC3030 Notes v1Documento118 pagineELEC3030 Notes v1kosmos3384Nessuna valutazione finora
- Pulido, Jhona Mae v. (Assignment in Program Administration)Documento3 paginePulido, Jhona Mae v. (Assignment in Program Administration)Jhona Mae Villanueva PulidoNessuna valutazione finora
- Answer THREE Questions.: (Part Marks)Documento5 pagineAnswer THREE Questions.: (Part Marks)Roy VeseyNessuna valutazione finora
- KrokDocumento20 pagineKrokYurii KovalivNessuna valutazione finora
- 4.nursing Theories and Conceptual FrameworkDocumento11 pagine4.nursing Theories and Conceptual FrameworkMunirah SabriNessuna valutazione finora
- JWARN Users ManualDocumento212 pagineJWARN Users Manualgunnyusmarine0976Nessuna valutazione finora
- Dissertation BoschDocumento6 pagineDissertation BoschOrderCustomPaperCanada100% (1)
- Daily Site Inspection ReportDocumento2 pagineDaily Site Inspection Reportfreanne_0527Nessuna valutazione finora
- The Rose Review 2009Documento217 pagineThe Rose Review 2009Matt Grant100% (3)
- 17 Laws of TeamworkDocumento2 pagine17 Laws of TeamworkJesus Alarcon Z CantuNessuna valutazione finora
- Irp NeerajDocumento90 pagineIrp NeerajNeeraj BalamNessuna valutazione finora
- IYSS Gloucester ModelDocumento16 pagineIYSS Gloucester ModelcseightNessuna valutazione finora