Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5782)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (72)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (890)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- 11 Chemistry of Urine 1Documento7 pagine11 Chemistry of Urine 1Harold ApostolNessuna valutazione finora
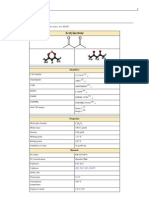
- AcetylacetoneDocumento5 pagineAcetylacetoneac_76_pxNessuna valutazione finora
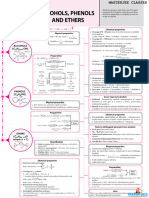
- Alcohols Phenols and EthersDocumento1 paginaAlcohols Phenols and EthersNitisha GuptaNessuna valutazione finora
- Enviroment by Elang (6 Thomas)Documento11 pagineEnviroment by Elang (6 Thomas)ninaNessuna valutazione finora
- 2 Plug Flow Reactor AdiabaticDocumento33 pagine2 Plug Flow Reactor Adiabaticbian_cool88Nessuna valutazione finora
- General Equation of The Distortion Energy TheoryDocumento8 pagineGeneral Equation of The Distortion Energy TheoryHarsh ShuklaNessuna valutazione finora
- SOM (Jaspal Sir)Documento360 pagineSOM (Jaspal Sir)MJ Mukesh100% (2)
- Characterization of NanoparticlesDocumento16 pagineCharacterization of NanoparticlesPrasun SarkarNessuna valutazione finora
- Quality Improvement of Sintered Ore in Relation To Blast Furnace OperationDocumento6 pagineQuality Improvement of Sintered Ore in Relation To Blast Furnace OperationROWHEITNessuna valutazione finora
- The Mean Free Path in Air: (Receioed 5 May and in Final Form JanuaryDocumento8 pagineThe Mean Free Path in Air: (Receioed 5 May and in Final Form JanuaryKaren JahairaNessuna valutazione finora
- Multiple Choice Competition: SolutionsDocumento11 pagineMultiple Choice Competition: SolutionsAadityaNessuna valutazione finora
- Practice Naming Ionic Covalent CompoundsDocumento2 paginePractice Naming Ionic Covalent CompoundsAjay NaikNessuna valutazione finora
- Aipmt 1998-2011Documento293 pagineAipmt 1998-2011VideoGamesNessuna valutazione finora
- Folio Biology Form 4Documento31 pagineFolio Biology Form 4Amin Rosnan0% (1)
- Evaluation of antacid and carminative properties of Cucumis sativusDocumento6 pagineEvaluation of antacid and carminative properties of Cucumis sativusAFRIZANessuna valutazione finora
- Pompe A Membrana EN - WebDocumento44 paginePompe A Membrana EN - WebManuel GironNessuna valutazione finora
- Structure Elucidation of CamphorDocumento40 pagineStructure Elucidation of CamphordrvijaygulkariNessuna valutazione finora
- Final VivaDocumento59 pagineFinal VivasafNessuna valutazione finora
- Tappi Tip 0402-28Documento16 pagineTappi Tip 0402-28Haries Bugarin Garcia100% (1)
- CALGAZ Test Gases Calibration Gas PDFDocumento33 pagineCALGAZ Test Gases Calibration Gas PDFdavidjoe77Nessuna valutazione finora
- Material Test Report: ISO EN 10204 2004-3.1Documento4 pagineMaterial Test Report: ISO EN 10204 2004-3.1Johan Sebastian C. SNessuna valutazione finora
- 44th Austrian Chemistry Olympiad SolutionsDocumento24 pagine44th Austrian Chemistry Olympiad SolutionsVõ Phú Gia KhangNessuna valutazione finora
- TB 897630 R2 XPR170Documento2 pagineTB 897630 R2 XPR170Nikola VeleskiNessuna valutazione finora
- FHSC1134 Lab Manual V4 2-1Documento29 pagineFHSC1134 Lab Manual V4 2-1GOUK SY KAI KELVINNessuna valutazione finora
- Lab 7 Chloride&ConductivityDocumento8 pagineLab 7 Chloride&ConductivityBishal Bhari0% (1)
- Materials Science II Chapter 10Documento41 pagineMaterials Science II Chapter 10Rebeca CremonezNessuna valutazione finora
- Chung Thomas 1Documento105 pagineChung Thomas 1greatsteelNessuna valutazione finora
- Science G9 POSTTEST 2022Documento9 pagineScience G9 POSTTEST 2022lovemajkemecrazyNessuna valutazione finora
- Pneuminics Periodic TableDocumento2 paginePneuminics Periodic TableSomu Yashawant ChaudhariNessuna valutazione finora
- The Atom: Cornell Doodle NotesDocumento22 pagineThe Atom: Cornell Doodle NotesSalina SalujaNessuna valutazione finora