Potrebbero piacerti anche
- Alignment: Torque vs. TensionDocumento6 pagineAlignment: Torque vs. Tensionfrancesca_bonfanti_1Nessuna valutazione finora
- Hss Manufacturing MethodsDocumento1 paginaHss Manufacturing MethodsGuillermo Rodriguez LopezNessuna valutazione finora
- Conversions of HSSDocumento7 pagineConversions of HSSsea_jazzNessuna valutazione finora
- Arc Welding Solutions From EsAB - ESAB Welding & Cutting Products PDFDocumento87 pagineArc Welding Solutions From EsAB - ESAB Welding & Cutting Products PDFkubaNessuna valutazione finora
- Safety Wedge Lock WasherDocumento2 pagineSafety Wedge Lock WasherVijay BhureNessuna valutazione finora
- HSS Dimensions Section Properties PDFDocumento28 pagineHSS Dimensions Section Properties PDFErland Ramírez SalazarNessuna valutazione finora
- Fea SR CouplingsDocumento67 pagineFea SR CouplingsAna Isabel Aguilar ReyesNessuna valutazione finora
- Hollow Structural Sections Column Load TablesDocumento128 pagineHollow Structural Sections Column Load TablesPedro PereiraNessuna valutazione finora
- Manual Técnico de Parafusos - BOSSARDDocumento85 pagineManual Técnico de Parafusos - BOSSARDRenato Caldas100% (1)
- Development of Design Charts For Bolts Preloaded Up To The Plastic RangeDocumento3 pagineDevelopment of Design Charts For Bolts Preloaded Up To The Plastic RangeGüneş DilberNessuna valutazione finora
- Safety & Health of Welders and Environemental PractisesDocumento28 pagineSafety & Health of Welders and Environemental PractisesDouglas OngomNessuna valutazione finora
- National Grid Blue Book 2009Documento232 pagineNational Grid Blue Book 2009KiddNessuna valutazione finora
- Skidmore Instructions Model MS ManualsDocumento15 pagineSkidmore Instructions Model MS ManualsbwbrockNessuna valutazione finora
- Chiksan Swivel Joint StylesDocumento2 pagineChiksan Swivel Joint Stylespablo diazNessuna valutazione finora
- Gas Comparison ChartDocumento1 paginaGas Comparison ChartAllen RosonNessuna valutazione finora
- Avoidance of Discontinuities in The Joint HardoxDocumento10 pagineAvoidance of Discontinuities in The Joint HardoxfsfunbNessuna valutazione finora
- 6 Residual Stresses and DistortionDocumento15 pagine6 Residual Stresses and DistortionGovindasamy CrgNessuna valutazione finora
- BRIDON BAC TechnicalDocumento25 pagineBRIDON BAC TechnicalMohamed SidateNessuna valutazione finora
- Failure Analysis of The Timing Belt DrivesDocumento6 pagineFailure Analysis of The Timing Belt DrivesBlaza StojanovicNessuna valutazione finora
- Shaft Clamp ElsDocumento20 pagineShaft Clamp ElsAlejandro Fabián MoreyraNessuna valutazione finora
- Sl. No. Title Page No.: B. M. S. College of EngineeringDocumento26 pagineSl. No. Title Page No.: B. M. S. College of EngineeringBn SharathNessuna valutazione finora
- Automatic Weld Size GaugeDocumento1 paginaAutomatic Weld Size GaugeLucioNessuna valutazione finora
- Pull-Out Strength of Self Tapping Fasteners in Aluminum Screw Slot ConnectionsDocumento3 paginePull-Out Strength of Self Tapping Fasteners in Aluminum Screw Slot Connectionsvj8584Nessuna valutazione finora
- Ahc 10000 PDFDocumento48 pagineAhc 10000 PDFKenan MuhamedagicNessuna valutazione finora
- Instruction Manualual Vacuum Blasting - 178941Documento170 pagineInstruction Manualual Vacuum Blasting - 178941sajsigalomaNessuna valutazione finora
- ESQUEMAS UNIONES MetalicasDocumento165 pagineESQUEMAS UNIONES MetalicasGuillermo Hortigüela Cordoba100% (6)
- Discussion - Yield Line Analysis of Bolted Hanging ConnectionsDocumento1 paginaDiscussion - Yield Line Analysis of Bolted Hanging ConnectionsRob TamaccioNessuna valutazione finora
- Model M ManualsDocumento6 pagineModel M ManualsdiegoNessuna valutazione finora
- AWS Cluster Porosity in Fillet WeldDocumento7 pagineAWS Cluster Porosity in Fillet WeldpktienNessuna valutazione finora
- How Linear FEA Helps in FatigueDocumento7 pagineHow Linear FEA Helps in FatigueShuchi GuptaNessuna valutazione finora
- Catalogue D&BDocumento23 pagineCatalogue D&BSal TargarienNessuna valutazione finora
- CollarDocumento16 pagineCollarLidiane SilvaNessuna valutazione finora
- Tolerances and Deviations ISODocumento1 paginaTolerances and Deviations ISOdanielk32Nessuna valutazione finora
- HSS Beam Load TablesDocumento115 pagineHSS Beam Load TablesAboulgasem AboulgasemNessuna valutazione finora
- A334Documento6 pagineA334Aleksei AvilaNessuna valutazione finora
- 5276Documento52 pagine5276Sean PorterNessuna valutazione finora
- Effects of Welding Variables PDFDocumento1 paginaEffects of Welding Variables PDFfito_sNessuna valutazione finora
- Cylinder Block - Repair ProcedurDocumento34 pagineCylinder Block - Repair Procedurfebri yulianto100% (1)
- NS-1-60. Disposition of DefectsDocumento4 pagineNS-1-60. Disposition of DefectsWHWENNessuna valutazione finora
- A New Approach To The Tightness Checking of BoltsDocumento3 pagineA New Approach To The Tightness Checking of BoltsA MNessuna valutazione finora
- Safety Factor of Statically Loaded Weld JointDocumento2 pagineSafety Factor of Statically Loaded Weld JointMoonzeNessuna valutazione finora
- Metallurgical Factors Influencing The Machinability of Inconel 718 - SchirraDocumento12 pagineMetallurgical Factors Influencing The Machinability of Inconel 718 - SchirraAntonioNessuna valutazione finora
- Bonetti WBY CatalogueDocumento16 pagineBonetti WBY CatalogueisluqueNessuna valutazione finora
- Chapter4analysis of Clamping ForceDocumento10 pagineChapter4analysis of Clamping ForceMohammad umarNessuna valutazione finora
- Weld Ring Gaskets 2Documento12 pagineWeld Ring Gaskets 2bruteforce2000Nessuna valutazione finora
- Assembly of Screwed Fastenings: Preloads and Tightening Torque For Fasteners From SteelDocumento1 paginaAssembly of Screwed Fastenings: Preloads and Tightening Torque For Fasteners From SteelDani Quirante Flaaut EtcNessuna valutazione finora
- Weldability of Forged AISI 4130 and 1020 MN SteelsDocumento5 pagineWeldability of Forged AISI 4130 and 1020 MN SteelsJHNessuna valutazione finora
- Welding CrackingDocumento8 pagineWelding CrackingjensdcvNessuna valutazione finora
- Behaviour and Design of Structural Steel PinsDocumento28 pagineBehaviour and Design of Structural Steel PinsJoão BarrigóNessuna valutazione finora
- Pentair Series H ValveDocumento78 paginePentair Series H Valvea_osorioNessuna valutazione finora
- Is 3618 1966 PDFDocumento19 pagineIs 3618 1966 PDFLakhwant Singh KhalsaNessuna valutazione finora
- Catalog PACKINGDocumento24 pagineCatalog PACKINGAnton FransiscusNessuna valutazione finora
- Swaging Machine OPDocumento40 pagineSwaging Machine OPOsvaldo Urzua Castillo100% (1)
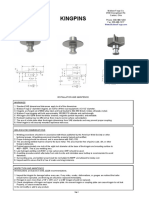
- Kingpin Mounting InstructionsDocumento1 paginaKingpin Mounting InstructionsPablo César Suárez NogalesNessuna valutazione finora
- PaigeDocumento15 paginePaigeklomps_jrNessuna valutazione finora
- How To Analyze Gear FailuresDocumento12 pagineHow To Analyze Gear FailuresOuld EulerNessuna valutazione finora
- Instruction Manual High-Strength Structural Bolting AssembliesDocumento30 pagineInstruction Manual High-Strength Structural Bolting AssembliesRaul Becerra FalomirNessuna valutazione finora
- HSFG Bolts British MetricDocumento24 pagineHSFG Bolts British MetricAlastair BrownNessuna valutazione finora
- Consumable by AWS D5.1Documento8 pagineConsumable by AWS D5.1Fuaz Sukarya Abu Fatih100% (1)
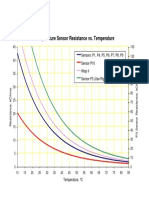
- Thermistor CurvesDocumento1 paginaThermistor CurvesHendri Arief SetyawanNessuna valutazione finora
- CH-2 MethodologyDocumento19 pagineCH-2 MethodologyHendri Arief SetyawanNessuna valutazione finora
- Qu MSR Wi 1 Page 6Documento1 paginaQu MSR Wi 1 Page 6Hendri Arief SetyawanNessuna valutazione finora
- Qu MSR Wi 1 Page 5Documento1 paginaQu MSR Wi 1 Page 5Hendri Arief SetyawanNessuna valutazione finora
- Qu MSR Wi 1 Page 3Documento1 paginaQu MSR Wi 1 Page 3Hendri Arief SetyawanNessuna valutazione finora
- Qu MSR Wi 1 Page 2Documento1 paginaQu MSR Wi 1 Page 2Hendri Arief SetyawanNessuna valutazione finora
- Welding Inspection, Steels - WIS 5: Multi - Choice Question Paper (MSR-WI-1)Documento1 paginaWelding Inspection, Steels - WIS 5: Multi - Choice Question Paper (MSR-WI-1)Hendri Arief SetyawanNessuna valutazione finora
- Specification For Structural Joints Using ASTM A325 or A490 Bolts IndexDocumento7 pagineSpecification For Structural Joints Using ASTM A325 or A490 Bolts IndexHendri Arief Setyawan0% (1)
- Hempel Product Data SheetDocumento6 pagineHempel Product Data SheetHendri Arief SetyawanNessuna valutazione finora
- ME 388 Assignment - NTMDocumento3 pagineME 388 Assignment - NTMGanesh ChelluboyinaNessuna valutazione finora
- Diffusion in Metals: The Flux of History: A. A. HoweDocumento7 pagineDiffusion in Metals: The Flux of History: A. A. HoweDaniel OrdoricaNessuna valutazione finora
- Civil GeomechanicsAndStructuresDocumento64 pagineCivil GeomechanicsAndStructuresJOE G PHILIP CENessuna valutazione finora
- BeerJohnson Vector Mechanics SampleDocumento563 pagineBeerJohnson Vector Mechanics SampleRamkumar S100% (3)
- Flexidrum T 210Documento2 pagineFlexidrum T 210Bruno TumbacoNessuna valutazione finora
- Crumb RubberDocumento30 pagineCrumb RubberAjinkya Mali100% (1)
- Infiltration CurveDocumento20 pagineInfiltration CurveParamveer RawatNessuna valutazione finora
- Magnetic Resonance Imaging Free Surfer SoftwareDocumento86 pagineMagnetic Resonance Imaging Free Surfer SoftwareDenise MathreNessuna valutazione finora
- NDT 589 Report PDFDocumento19 pagineNDT 589 Report PDFOlayemi ObembeNessuna valutazione finora
- Boiler Feed Pump KSBDocumento9 pagineBoiler Feed Pump KSByogacruiseNessuna valutazione finora
- Phreeqc 3 2013 ManualDocumento519 paginePhreeqc 3 2013 ManualpauloalpeNessuna valutazione finora
- Method Development and Validation For Estimation of Dosulepin in Pure and Dosage Form by Using HPLCDocumento8 pagineMethod Development and Validation For Estimation of Dosulepin in Pure and Dosage Form by Using HPLCBaru Chandrasekhar RaoNessuna valutazione finora
- ANSI Relaying Current Transformer BurdenDocumento1 paginaANSI Relaying Current Transformer BurdenbhaskarinvuNessuna valutazione finora
- Acido AceticoDocumento13 pagineAcido Aceticoting_tatNessuna valutazione finora
- Flender Manual GeneralDocumento42 pagineFlender Manual GeneralYenny LaraNessuna valutazione finora
- ChromatographyDocumento31 pagineChromatographySelim Akhter100% (4)
- 50th Anniversary AHSMEDocumento13 pagine50th Anniversary AHSMEgauss202Nessuna valutazione finora
- Electron Diffraction Lab Report - KatzerDocumento7 pagineElectron Diffraction Lab Report - Katzerapi-489811472Nessuna valutazione finora
- Spirit and Soul of Elixir Alchemy-LibreDocumento29 pagineSpirit and Soul of Elixir Alchemy-LibreBhairava Bhairavesh100% (4)
- Radiation QuestionsDocumento27 pagineRadiation QuestionsSteve BishopNessuna valutazione finora
- Design Guideline For Hydraulic Fluid CleanlinessDocumento24 pagineDesign Guideline For Hydraulic Fluid CleanlinessCarlosNessuna valutazione finora
- SteckDocumento354 pagineStecknaruto100% (1)
- CAE ReportDocumento23 pagineCAE ReportHaziq MansorNessuna valutazione finora
- CPP CircleDocumento11 pagineCPP CircleagroindustriesmeerutNessuna valutazione finora
- Internship ReportDocumento21 pagineInternship Reportsaqib50% (2)
- Eaton 120641 FAZ C10 2 NA DC en - GBDocumento2 pagineEaton 120641 FAZ C10 2 NA DC en - GBCarlos Garcia Jacome DarkerNessuna valutazione finora
- 049-Itp For Lighting and Small Power (Building) PDFDocumento15 pagine049-Itp For Lighting and Small Power (Building) PDFKöksal Patan100% (1)
- Worzakowska2016 Article ThermalBehaviorDecompositionMeDocumento10 pagineWorzakowska2016 Article ThermalBehaviorDecompositionMeJavier Andres Munoz ChavesNessuna valutazione finora
- Characterizing Metallic Microstructure Cu-Based AlloysDocumento51 pagineCharacterizing Metallic Microstructure Cu-Based AlloysjuegyiNessuna valutazione finora
- Hooke's Law (4Documento30 pagineHooke's Law (4Clark Harold Balido50% (2)