Potrebbero piacerti anche
- Procedure For Receipt, Storage and Handling of Welding Consumable (Rev 1)Documento8 pagineProcedure For Receipt, Storage and Handling of Welding Consumable (Rev 1)dee1985100% (2)
- Welding Consumable Control Procedure 1Documento9 pagineWelding Consumable Control Procedure 1eklavyak076757100% (4)
- Welding Consumables Handling Procedure.Documento5 pagineWelding Consumables Handling Procedure.Mohammed Kamal78% (23)
- 100 Welding Consumable Control ProcedureDocumento10 pagine100 Welding Consumable Control ProcedureAhmed Elsayed100% (3)
- QCP For Control of Welding ConsumablesDocumento9 pagineQCP For Control of Welding ConsumablesUmair Awan100% (1)
- Welding Consumable Receiving LogDocumento11 pagineWelding Consumable Receiving LogKandula Raju100% (1)
- Welding Consumables Control RegisterDocumento5 pagineWelding Consumables Control RegisterAli Mhaskar100% (2)
- Weekly Welder Repair Rate MonitoringDocumento15 pagineWeekly Welder Repair Rate MonitoringSiddiqui Abdul Khaliq100% (1)
- Weld Map & NDE Extent of Pressure VesselDocumento32 pagineWeld Map & NDE Extent of Pressure VesselMahesh Kumar100% (2)
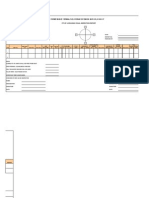
- Welding Traceability Record 1Documento1 paginaWelding Traceability Record 1Alfian Imaduddin100% (1)
- Approved Welding Procedures List RegioDocumento2 pagineApproved Welding Procedures List Regiogabriel__regio100% (1)
- Welding Consumable Control ProcedureDocumento15 pagineWelding Consumable Control ProcedureJoni Carino Suni89% (9)
- Control of Welding ConsumablesDocumento6 pagineControl of Welding ConsumablesRakesh RanjanNessuna valutazione finora
- Electrode Baking ProcedureDocumento3 pagineElectrode Baking ProcedureAkhilesh Kumar90% (10)
- Electrode Baking RegisterDocumento1 paginaElectrode Baking RegisterSuresh Rathod100% (4)
- Welding Consumable Handling Storage & Issue Control ProcedureDocumento19 pagineWelding Consumable Handling Storage & Issue Control ProcedureFerdie OSNessuna valutazione finora
- Welding Coordination Activities and Responsibilities To ISO 14731 Task Allocation ListDocumento7 pagineWelding Coordination Activities and Responsibilities To ISO 14731 Task Allocation ListeliiiiiiNessuna valutazione finora
- Weld Visual Report Rev.0Documento1 paginaWeld Visual Report Rev.0John TerryNessuna valutazione finora
- Inspection Test Plan - Piping FabricationDocumento5 pagineInspection Test Plan - Piping Fabricationhassan_ndt80% (5)
- Itp PipingDocumento4 pagineItp Pipingerdemlix100% (2)
- Fabrication Inspection ProcedureDocumento11 pagineFabrication Inspection Procedurewill_herry100% (6)
- Fit-Up & Welding Visual Inspection ReportDocumento11 pagineFit-Up & Welding Visual Inspection ReportRachel Flores71% (7)
- Method Statement For Welding RepairDocumento7 pagineMethod Statement For Welding RepairHarun AkkayaNessuna valutazione finora
- 0.hydro Test Package Index - 1Documento13 pagine0.hydro Test Package Index - 1VISHNUPRASAD ARAKKAL MOHANDASNessuna valutazione finora
- 03 Welding Control Procedure - Asf QC WCP 001Documento7 pagine03 Welding Control Procedure - Asf QC WCP 001el_sharkawy2011100% (1)
- Field Itp For Piping Work Samur Project Rev-5 (23 April 2013)Documento28 pagineField Itp For Piping Work Samur Project Rev-5 (23 April 2013)Echik KiciNessuna valutazione finora
- Weld Log PDFDocumento1 paginaWeld Log PDFDeniz Aydin100% (1)
- Welder Qualification Procedure PDFDocumento13 pagineWelder Qualification Procedure PDFEngineersEDGE Coimbatore0% (1)
- Engineering Standards Manual ISD 341-2: Chapter 13, Welding & Joining Volume 2, Welding Fabrication ProcedureDocumento11 pagineEngineering Standards Manual ISD 341-2: Chapter 13, Welding & Joining Volume 2, Welding Fabrication ProcedureJaveed A. Khan100% (1)
- SAIC-W-2081 Receiving Inspection of Welding Consumables (EE)Documento2 pagineSAIC-W-2081 Receiving Inspection of Welding Consumables (EE)karioke mohaNessuna valutazione finora
- Welding Consumable Storage & HandlingDocumento39 pagineWelding Consumable Storage & HandlingAbdullah100% (1)
- Duties & Responsibilities of Welding InspectorDocumento3 pagineDuties & Responsibilities of Welding InspectorAshwani Dogra60% (5)
- Field Welding Inspection Checklist: Wisconsin Department of TransportationDocumento1 paginaField Welding Inspection Checklist: Wisconsin Department of Transportationandreafaith biatingoNessuna valutazione finora
- Welding Consumables ProcedureDocumento7 pagineWelding Consumables ProcedureSenthil Kumaran100% (1)
- Exhibit No.34 - Welding Consumables Receiving Inspection RecordDocumento1 paginaExhibit No.34 - Welding Consumables Receiving Inspection RecordMohammed KamalNessuna valutazione finora
- Daily Welding Progress ReportDocumento1 paginaDaily Welding Progress ReportManoj KumarNessuna valutazione finora
- Piping Welding Daily Quality Control and Inspection Report FormDocumento1 paginaPiping Welding Daily Quality Control and Inspection Report Formenels77100% (5)
- Amigos Technical Services (S) Pte LTD Post Weld Heat Treatment ProcedureDocumento12 pagineAmigos Technical Services (S) Pte LTD Post Weld Heat Treatment Procedurevsnaiduqc50% (2)
- Assessment Procedure Welding Report FormDocumento23 pagineAssessment Procedure Welding Report Formssierro100% (1)
- Qualified Welders ListDocumento3 pagineQualified Welders ListdavNessuna valutazione finora
- ITP For Fabrication & Erection of TanksDocumento20 pagineITP For Fabrication & Erection of TanksosersNessuna valutazione finora
- Dimensional Control ProcedureDocumento12 pagineDimensional Control ProcedureBethel NdifonNessuna valutazione finora
- Hardness Test ProcedureDocumento5 pagineHardness Test Procedurefebinjohns87100% (1)
- Electrode Handling Procedure - Simple - SMAWDocumento7 pagineElectrode Handling Procedure - Simple - SMAWGalih Suksmono Adi0% (1)
- Weld Repair ProcedureDocumento2 pagineWeld Repair ProcedurePer DC100% (3)
- ITP Installation of Static EquipmentDocumento3 pagineITP Installation of Static EquipmentAwais Tariq90% (10)
- Work Instructions For Rolling of PlatesDocumento3 pagineWork Instructions For Rolling of PlatesPravin Patil100% (1)
- 20126-23-00-014-PR-AS-002-1-Welding Consumables Storage and Handling-Rev 4Documento5 pagine20126-23-00-014-PR-AS-002-1-Welding Consumables Storage and Handling-Rev 4Vicente Francisco CaballeroNessuna valutazione finora
- Low Hydrogen Handling, Rev. A 19-6-10Documento10 pagineLow Hydrogen Handling, Rev. A 19-6-104romi89Nessuna valutazione finora
- Welding Material Control ProceduresDocumento2 pagineWelding Material Control ProceduresjacquesmayolNessuna valutazione finora
- ELT-01-CQ-PC-XXXX Welding Consumables Receiving, Storage and HandlingDocumento11 pagineELT-01-CQ-PC-XXXX Welding Consumables Receiving, Storage and HandlingjorgekarlosprNessuna valutazione finora
- Welding Consumables Handling ProcedureDocumento5 pagineWelding Consumables Handling ProcedureAnilNessuna valutazione finora
- Welding Method SMAWDocumento3 pagineWelding Method SMAWRoel MontananoNessuna valutazione finora
- P01-Welding Consm ControlDocumento5 pagineP01-Welding Consm ControlvenkateshNessuna valutazione finora
- Handling & Storage Procedure For Welding Consumables - W455Documento6 pagineHandling & Storage Procedure For Welding Consumables - W455Jessie PimentelNessuna valutazione finora
- Control of Welding ConsumableDocumento6 pagineControl of Welding ConsumableRaja Rathinam100% (1)
- 80 Marketing - QC-HSE Installtion Procedure Q-051-07-YMN Betara Rev ADocumento9 pagine80 Marketing - QC-HSE Installtion Procedure Q-051-07-YMN Betara Rev Agstketut100% (1)
- Method Statement Damaged Spool ReplacentDocumento12 pagineMethod Statement Damaged Spool ReplacentMohsen KeramatiNessuna valutazione finora
- QCP-0714-11, Rev. A, Field Welded API Std. 650 Tanks' Shop Pre-Fabrication QC Procedure.Documento6 pagineQCP-0714-11, Rev. A, Field Welded API Std. 650 Tanks' Shop Pre-Fabrication QC Procedure.abdul aziz100% (1)
- SOP-Piping Fabrication & InstallationDocumento27 pagineSOP-Piping Fabrication & InstallationImtiaz Nusrat100% (5)
- Acid PipingDocumento1 paginaAcid Pipinghasan_676489616Nessuna valutazione finora
- Method of Statement Piping Fab. ErectionDocumento22 pagineMethod of Statement Piping Fab. Erectionhasan_676489616Nessuna valutazione finora
- Delayed PWHTDocumento4 pagineDelayed PWHThasan_676489616Nessuna valutazione finora
- Horizontal Life Line CalculationDocumento1 paginaHorizontal Life Line Calculationhasan_676489616100% (1)
- ITP For Piping WorksDocumento91 pagineITP For Piping Workshasan_676489616100% (1)
- Cross Cut TestDocumento1 paginaCross Cut Testhasan_676489616Nessuna valutazione finora
- LNG Tank Dismantling MS RevCDocumento14 pagineLNG Tank Dismantling MS RevChasan_676489616100% (1)
- E SN883Documento2 pagineE SN883hasan_676489616100% (1)
- ITP For Piping WorksDocumento91 pagineITP For Piping Workshasan_676489616100% (1)
- E SN834Documento3 pagineE SN834hasan_676489616Nessuna valutazione finora
- Din 2614Documento11 pagineDin 2614hasan_676489616Nessuna valutazione finora
- OSHA - 29CFR - Construction StandardsDocumento22 pagineOSHA - 29CFR - Construction Standardshasan_676489616100% (1)
- Steel Grades ComparisonDocumento14 pagineSteel Grades Comparisonhasan_676489616Nessuna valutazione finora
- ASME B16.47 Series B FlangeDocumento4 pagineASME B16.47 Series B Flange41h189Nessuna valutazione finora
- Din 17240Documento24 pagineDin 17240hasan_676489616100% (1)
- Din 30678Documento6 pagineDin 30678hasan_676489616Nessuna valutazione finora
- Din 17221Documento9 pagineDin 17221hasan_676489616100% (1)
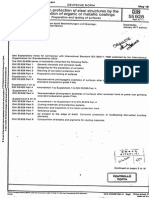
- Din 55928Documento16 pagineDin 55928hasan_676489616Nessuna valutazione finora
- E SN759Documento2 pagineE SN759hasan_676489616Nessuna valutazione finora
- Din en Iso 4014Documento16 pagineDin en Iso 4014hasan_676489616100% (7)
- Din 17155Documento16 pagineDin 17155hasan_676489616Nessuna valutazione finora
- Weld-On Pipe Coupling SN 789: Type ASDocumento1 paginaWeld-On Pipe Coupling SN 789: Type AShasan_676489616Nessuna valutazione finora
- DIN2391 1EN10305 1 - 2003 02 - eDocumento27 pagineDIN2391 1EN10305 1 - 2003 02 - ehasan_676489616Nessuna valutazione finora
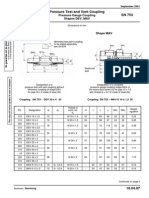
- E SN753Documento2 pagineE SN753hasan_676489616Nessuna valutazione finora
- E SN752Documento3 pagineE SN752hasan_676489616Nessuna valutazione finora
- Einstein's Theory of Relativity For DummiesDocumento25 pagineEinstein's Theory of Relativity For DummiesAngel Medez GonzalezNessuna valutazione finora
- IHM 2nd Year FNB Service NotesDocumento163 pagineIHM 2nd Year FNB Service NotesHarsh Misra90% (29)
- Ifcr Climate ChangeDocumento46 pagineIfcr Climate ChangeEuronews Digital PlatformsNessuna valutazione finora
- Ms For ShotcreteDocumento12 pagineMs For ShotcreteAnonymous ExWAN2xjFJ100% (1)
- Great Writing 3 Answer Key PDFDocumento16 pagineGreat Writing 3 Answer Key PDFManuel Hernández57% (7)
- Chani Project and The Fuse YearDocumento12 pagineChani Project and The Fuse YearCate Paige100% (1)
- IESO 2011 Hydrosphere Written Test QuestionsDocumento5 pagineIESO 2011 Hydrosphere Written Test Questionslelo2k3Nessuna valutazione finora
- F250se 22Documento40 pagineF250se 22Денис ЧерныйNessuna valutazione finora
- Weathering ErosionDocumento10 pagineWeathering Erosionapi-241511669Nessuna valutazione finora
- Hot Spot Level 1 Webquest 3 Weather and ClothesDocumento4 pagineHot Spot Level 1 Webquest 3 Weather and ClothesMaría Elena Gutiérrez BetancurNessuna valutazione finora
- FrigeritsDocumento2 pagineFrigeritsMia AgatoNessuna valutazione finora
- SMH Saturday 1 May 1915Documento24 pagineSMH Saturday 1 May 1915Fairfax MediaNessuna valutazione finora
- QUT Digital RepositoryDocumento8 pagineQUT Digital Repositoryhyde2520015754Nessuna valutazione finora
- San Mateo Daily Journal 05-11-19 EditionDocumento32 pagineSan Mateo Daily Journal 05-11-19 EditionSan Mateo Daily JournalNessuna valutazione finora
- KD - 3.31 - Soal - 2Documento1 paginaKD - 3.31 - Soal - 2Argo AgNessuna valutazione finora
- Writing Task 1Documento3 pagineWriting Task 1Vaqif İsmayılzadəNessuna valutazione finora
- PPT On FloodDocumento24 paginePPT On FloodjinterpaulNessuna valutazione finora
- Telegra Manual - DatasheetDocumento79 pagineTelegra Manual - DatasheetNilanjan Chakravortty100% (1)
- (New) Bahasa InggrisDocumento40 pagine(New) Bahasa InggrisRuminda HutagalungNessuna valutazione finora
- Earth's LandmassesDocumento38 pagineEarth's Landmassesdarkheart0312100% (1)
- Lse-02 E.MDocumento17 pagineLse-02 E.MRajni KumariNessuna valutazione finora
- Modeling and Optimization of Wastewater Treatment Process With A PDFDocumento154 pagineModeling and Optimization of Wastewater Treatment Process With A PDFJhomira Rodriguez MinayaNessuna valutazione finora
- Sample-Masters Standing OrdersDocumento6 pagineSample-Masters Standing Orderssinghal.ns4497100% (2)
- Last Cloudia EN - Farming Spots - More Farming Spots (Normal Only)Documento6 pagineLast Cloudia EN - Farming Spots - More Farming Spots (Normal Only)Sikas Wanda100% (1)
- Glossary of Forestry Terms PDFDocumento130 pagineGlossary of Forestry Terms PDFZlatanDžafićNessuna valutazione finora
- 370D/372D 8" R G M: AIN Auge AnualDocumento14 pagine370D/372D 8" R G M: AIN Auge AnualCespi-peru SacNessuna valutazione finora
- PPT@Rainfall Measurment Continuity PDFDocumento29 paginePPT@Rainfall Measurment Continuity PDFVarun GuggilamNessuna valutazione finora
- 1 a.PMMA Shiphandling and ManDocumento373 pagine1 a.PMMA Shiphandling and ManTOtzkie Tapales Arpay100% (6)
- Pds Hempel's Urethane 5595u En-UsDocumento2 paginePds Hempel's Urethane 5595u En-UsFreddy Carl FredricksenNessuna valutazione finora
- Electromagnetic Pollution + Bee Colony Collapse by Ulrich WarnkeDocumento47 pagineElectromagnetic Pollution + Bee Colony Collapse by Ulrich WarnkeNutrition Wonderland100% (1)