Documenti di Didattica
Documenti di Professioni
Documenti di Cultura
Methods For Synthesis of Nanoparticles
Caricato da
KurtWatleyTitolo originale
Copyright
Formati disponibili
Condividi questo documento
Condividi o incorpora il documento
Hai trovato utile questo documento?
Questo contenuto è inappropriato?
Segnala questo documentoCopyright:
Formati disponibili
Methods For Synthesis of Nanoparticles
Caricato da
KurtWatleyCopyright:
Formati disponibili
c 2007 Institute of Chemistry, Slovak Academy of Sciences
DOI: 10.2478/s11696-007-0014-7
REVIEW
A Review of Methods for Synthesis of Nanostructured Metals
with Emphasis on Iron Compounds
A. TAVAKOLI, M. SOHRABI*, and A. KARGARI
Department of Chemical Engineering, Amirkabir University of Technology, Tehran 15914, Iran
e-mail: sohrabi@aut.ac.ir
Received 28 June 2006; Revised 24 December 2006; Accepted 4 January 2007
Synthesis of metal nanoparticles with specic properties is a newly established research area
attracting a great deal of attention. Several methods have been put forward for synthesis of these
materials, namely chemical vapor condensation, arc discharge, hydrogen plasmametal reaction,
and laser pyrolysis in the vapor phase, microemulsion, hydrothermal, sol-gel, sonochemical, and
microbial processes taking place in the liquid phase, and ball milling carried out in the solid phase.
The properties of metal nanoparticles depend largely on their synthesis procedures. In this paper
the fundamentals, advantages, and disadvantages of each synthesis method are discussed.
Keywords: synthesis, metal nanoparticles, iron compounds, biomaterials, magnetite, microemul-
sions
INTRODUCTION
Nanotechnology manipulates matter at the scale
of one billionth of a meter (10
9
m). It is more of an
approach to engineering than a science, although it
draws on the scientic knowledge of biology, physics,
chemistry, and materials science and is expected to
change these sciences dramatically. Eric Drexler intro-
duced the term nanotechnology in Engines of Cre-
ation (1986) to describe the manipulation of individ-
ual atoms and molecules to build structures to com-
plex, atomic specications and stated that perhaps
the arrival of the concept of nanotechnology came
about in physicist Richard Feynmans landmark 1959
lecture called Theres Plenty of Room at the Bottom
[1].
The interest in nanoscale materials stems from
the fact that new properties are acquired at this
length scale and, equally important, that these prop-
erties change with size or shape of nanomaterials [2].
Nanoparticles show peculiar optical [3], magnetic [4],
and electronic [5] properties that bulk solid or iso-
lated molecules do not usually exhibit [6, 7], which
may nd important applications in material technolo-
gies like microelectronics, catalytic systems, hydrogen
storage, ferrouids, and chemical nanosensors [8].
There are two fundamental approaches to fabricat-
ing nanomaterials. The bottom-up approach repre-
sents the concept of constructing a nanomaterial from
basic building blocks, such as atoms or molecules.
This approach illustrates the possibility of creating
exact materials that are designed to have exactly the
desired properties. The second approach, the top-
down method, involves restructuring a bulk mate-
rial in order to create a nanomaterial [9]. Top-down
method is usually not very well suited to preparing
informally shaped particles; very small sizes are es-
pecially dicult to realize. Bottom-up procedures are
much better suited to generate uniform particles, of-
ten of distinct size, shape, and structure [10].
Preparation of nanomaterials can be classied into
physical and chemical methods. The physical meth-
ods are based on subdivision of bulk metals, including
mechanical crushing or pulverization of bulk metal,
arc discharge between metal electrodes, etc. Metal
nanoparticles thus produced are usually large in size
and have wide size distribution [11]. Several physi-
cal methods have been reported for the synthesis of
*The author to whom the correspondence should be addressed.
Chem. Pap. 61(3) 151170 (2007) 151
A. TAVAKOLI, M. SOHRABI, A. KARGARI
Table 1. Classication of Available Methods of Nanoparticles Synthesis
Phase Method
Vapor Chemical vapor condensation, arc discharge, hydrogen plasma, laser pyrolysis
Liquid Microemulsion, hydrothermal, sol-gel, sonochemical, microbial
Solid Ball milling
nanosized particles. These include vapor condensa-
tion methods, spray pyrolysis, mechanical deforma-
tion, thermochemical decomposition of metal-organic
precursors in ame reactor, and other aerosol pro-
cesses named after the energy sources applied to pro-
vide the high temperature during gas-particle conver-
sion [10, 12]. The chemical methods are based on the
reduction of metal ions or decomposition of precursors
to form atoms, followed by aggregation of the atoms.
Nanoparticles prepared by chemical methods usually
have a narrow size distribution [11]. Increasing inter-
est in chemical synthesis of nanoparticles is clearly
indicated by the number of reports and reviews on
this subject [2, 1317]. However, it is notable that
some methods can be considered as either chemical or
physical routes depending on the media, precursors,
and operating conditions such as milling.
The formation of metal nanoparticles by chemical
methods can be carried out by reduction of metal ions
with chemical reductants or decomposition of metal
precursors with extera energy. The chemical reduc-
tants involve molecular hydrogen, alcohol, hydrazine,
NaBH
4
, LiAlH
4
, citrate, etc. Energy provided from
the outside involves photoenergy (ultraviolet and vis-
ible light), -ray, electricity, thermal energy (heat),
sonochemical energy, etc. In order to produce metal
nanoparticles with a narrow size distribution, agents
stabilizing colloidal dispersion of metal nanoparticles
are of vital importance [11].
Mechanochemical synthesis methods involving so-
lid-state chemistry reactions have also been investi-
gated as an alternative chemical route providing nano-
materials. Mechanochemical synthesis involves me-
chanical activation of solid-state displacement reac-
tions. It involves the milling of precursor powders to
form nanomaterials [10].
Various methods of the nanoparticles synthesis can
be classied based on the process media, including va-
por, liquid, and solid state processing routes, and com-
bined method, such as vaporsolidliquid approach
[15]. Table 1 indicates dierent methods, which will
be considered in this review according to this classi-
cation.
Many of properties associated with nanoparticles
are directly related to the relatively higher energetic
state of atoms and molecules at a surface when com-
pared with those in the bulk. In many cases the pro-
duction of nanoparticles involves techniques to hinder
the natural course of thermodynamics through manip-
ulation of kinetics. In other cases it is possible to hin-
der the natural growth of phases through the use of di-
lution or via protection of surfaces using surface-active
agents or by coating and encapsulation of nanoparti-
cles in a glassy media such as those used for instance
in the case of polymers [18].
The change in the properties at this length scale is
not a result of scaling factors. It results from dierent
causes in dierent materials. As noble metals are re-
duced in size to tens of nanometers, a new very strong
absorption is observed resulting from the collective os-
cillation of the electrons in the conduction band from
one surface of the particle to the other. In transition
metal nanoparticles, the decrease in the particle size
to the nanometer length scale increases the surface-to-
volume ratio. This property, together with the present
ability to produce nanoparticles in dierent sizes and
shapes, makes the latter potentially useful in the eld
of catalysis [2]. As an example, iron is used as a suit-
able catalyst in the FischerTropsch process [19, 20].
Recent studies have demonstrated that iron nanopar-
ticles may also be applied as a more eective catalyst
for this reaction [21, 22].
The synthesis of magnetic nanoparticles has been
an area of study for a long time because of the inter-
esting practical applications of such particles in mag-
netic recording, magnetic uids, permanent magnets,
etc. [23]. To synthesize such particles several methods
are used. The nanoparticles formed using each method
show specic properties. The objective of this review
is to present the recent results on synthesis of metal
nanoparticles by dierent processes and to compare
the latter with other methods. In the rst step the
fundamentals of each method are discussed and then
the procedures for the synthesis of metal nanoparticles
are described. The application of iron nanoparticles as
a FischerTropsch catalyst is being considered in or-
der to determine a correlation between the operating
conditions and catalysts particle size [24].
VAPOR PROCESSING METHODS
Chemical Vapor Condensation (CVC)
In order to fabricate nanoparticles, the vaporiza-
tion method has been frequently used, in which the
target materials are vaporized by heat source and then
rapidly condensed. The vaporization process can be
subdivided into physical and chemical methods de-
pending on whether the reaction is present [25]. If
the resultant nanoparticles have the same composition
152 Chem. Pap. 61(3) 151170 (2007)
METHODS FOR SYNTHESIS OF METAL NANOPARTICLES
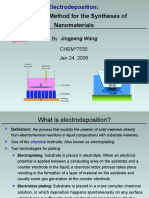
Fig. 1. A schematic drawing of the chemical vapor condensation (CVC) process (reprinted from Ref. [27] with permission from
Elsevier).
with the target materials, they are prepared by physi-
cal vapor condensation (PVC) [26]. However, nanopar-
ticles having a dierent composition with the target
are usually obtained by chemical vapor condensation
(CVC), because the chemical reaction occurs between
the vapor and other system components during the
vaporization and condensation. The CVC process has
a merit in selecting composition, whereas the PVC
in purity [27]. Chemical vapor condensation (CVC)
method has been developed for preparation of many
kinds of nanoparticles with a narrow size distribu-
tion. Their unique properties and the improved perfor-
mances are determined by their particle sizes, surface
structures, and interparticle interactions [28].
Of particular relevance to this technique is the pre-
vious work on the synthesis of nanopowders by (i)
thermal decomposition of metal-organic precursors us-
ing a focused laser beam, combustion ame, or plasma
torch as heat source, and (ii) evaporation and conden-
sation of volatile species in a reduced pressure environ-
ment such as in inert gas condensation (IGC) synthesis
method [27]. The laser process is capable of producing
a variety of monodispersed and loosely agglomerated
nanopowders on the laboratory scale, but it is not suit-
able for the industrial-scale production of such pow-
ders. The ame process has been applied successfully
to the production of commercial quantities of carbon
black, TiO
2
, and SiO
2
. The plasma process has been
used to produce experimental quantities of nonoxide
ceramics. However, a feature of the synthesis method
is the highly agglomerated state of the so synthesized
nanopowders.
In 1985, a potential solution to the nanoparticle
agglomeration problem came with the introduction of
the IGC synthesis method. Experimental quantities of
high-purity nonagglomerated nanopowders of various
materials were synthesized by the IGC process. How-
ever, numerous other useful ceramics and low vapor
pressure materials cannot be easily produced by this
method and, therefore, another approach is needed.
In a conventional inert gas condensation system,
the vapor source is used to generate ultrane par-
ticles and these are convectively transported to and
collected on a cold substrate. In the CVC technique,
such a system is adapted for the purpose of synthesiz-
ing nanopowders from metal-organic precursors. Es-
sentially, the vapor source is replaced with a heated
tubular reactor used to decompose the precursor to
form a continuous stream of clusters or nanoparticles
entrained in a carrier gas [27]. Compared with IGC,
which has a limitation of scaling up and evaporation
problem of low vapor pressure materials, CVC pro-
cess was developed for preparation of almost all kinds
of materials [29]. Moreover, chemical vapor condensa-
tion can produce a large amount of nanoparticles in a
nonagglomerated state [27].
CVC process proceeds essentially in two separate
segments (Fig. 1): a reaction chamber that is main-
tained at vacuum and a precursor delivery system op-
erating at ambient pressure. The segments are con-
nected via a needle valve, which continuously mon-
itors and controls the ow rate of precursor/carrier
gas stream from the gas delivery system into the re-
action chamber. During the short residence time of
precursor in the heated tube, individual molecules
start to decompose and combine to form small clus-
ters or nanoparticles. At the outlet of the furnace
tube, rapid expansion of the two-phase gas stream (gas
+ nanoparticles) serves to mitigate particle growth
and agglomeration. Finally, the nanoparticles con-
Chem. Pap. 61(3) 151170 (2007) 153
A. TAVAKOLI, M. SOHRABI, A. KARGARI
dense out on a rotating liquid nitrogen cooled sub-
strate from which the particles can be scraped o and
collected. Heat treatment of the synthesized nanopow-
ders in various high-purity gas streams causes compo-
sitional and structural modications, including parti-
cle purication and crystallization, as well as transfor-
mation to a desirable size, composition, and morphol-
ogy [27].
Critical to the success of this method are: 1. low
concentration of precursor in the carrier gas which
minimizes the collision frequency between the clusters
formed during the short residence time (less than 0.1
s) in the tubular reactor, 2. rapid expansion of the gas
stream through a uniformly heated tubular reactor,
and 3. rapid quenching of the gas phase nucleated clus-
ters or nanoparticles as they leave the reactor tube.
Other attractive features of the process are the use
of a high-vacuumed chamber for the synthesis and
collection of nanoparticles and a rotating substrate
of large diameter relative to the size of the reactor
tube [27, 30]. Thus, high eciency of collection of the
nanoparticles and a constant quench rate are secured.
It should be emphasized that a scraper on the back
side of the rotating substrate ensures continuous re-
moval of deposited particles, thereby providing a clean
metallic surface for continuous deposition of particles
at a constant quench rate [27, 30].
Since the properties of nanoparticles are basically
determined by their mean size, size distribution, ex-
ternal shape, internal structure, chemical composition,
and the other characteristics of powders, their produc-
tion has to be controlled in order to obtain nanopar-
ticles suitable for specic applications [31, 32]. The
properties of particles synthesized by the gaseous re-
action method depend on the physicochemical char-
acteristics of the reaction systems. Their properties
are also aected by the reactor design, the heating
method, the temperature gradient, preheating of the
reactive gases, the method of introducing the gas into
the reactor, and other conditions such as decompo-
sition temperature of precursors, condensation tem-
perature, heating temperature for vaporization of the
precursor, the ow rate of carrier gas, composition of
the atmosphere, chamber pressure, etc. [3235].
It appears that, by appropriate choice of precursor
compounds and carrier gases, the CVC method may
be used to produce nanopowders of metals, oxides,
carbides, nitrides, borides, or their composites with
the potential use as semiconductors, superconductors,
ferroelectrics, optically active materials, catalysts, and
magnetic materials [27, 28, 30, 34, 36].
It was found that the composition of atmosphere
(carrier gases) aected the formation of Co and iron
nanoparticles. Co and iron nanoparticles with dierent
morphology, shape, saturation magnetization, and co-
ercivity were produced in Ar and He atmosphere [31,
37]. The size of particles prepared in helium atmo-
sphere was smaller than that obtained in argon due
to the lower atomic mass [37] or higher mobility and
thermal conductivity of He causing more rapid cooling
of the metal particles compared with Ar environment
[31, 36].
Similar to solidication of metals, the condensa-
tion process may be absolutely dependent on the cool-
ing rate and atmosphere during the CVC process [26].
Thus, the smaller particle experiments a rapid conden-
sation rate rather than the coarse particles in a forma-
tion of the amorphous phase. Variation of the vapor
composition and activation energy with temperature
during the CVC process induces dierent properties
of the resultant phases [38].
The size of nanoparticle prepared by CVC became
coarse with the increase of the decomposition temper-
ature due to the increase in the metal vapor concentra-
tion [26]. However, this idea may be more eective for
the case when an inert gas is used as the carrier gas.
At these conditions, no reaction with the metal va-
por and, consequently, no stoichiometric change in the
gas composition with the decomposition temperature
were expected [38]. It was proposed that absorption
growth mechanism, the particle growth proceeding via
absorption of separate atoms, might be predominant
at lowest decomposition temperatures. The increase of
decomposition temperature leads to predomination of
coalescence growth mechanism, the particle size distri-
bution becomes lognormal and the mean size of pre-
pared particles increases [31]. At higher decomposition
temperature the increasing saturation vapor pressure
can enhance the growth of particle nuclei resulting in
the formation of larger and more asymmetric parti-
cles. Also the higher kinetic energy of gas molecules
and so formed particles in the gas phase can lead to
the increasing number of collisions between the par-
ticles and, consequently, to the growth of larger ones
[36].
For each nucleus size, there is a certain saturation
vapor pressure ratio that will exactly maintain such
particle; too high the ratio and the particle grows;
too small and it evaporates. Saturation vapor pres-
sure ratio increases with an increase of the decomposi-
tion temperature. It is believed that higher saturation
vapor pressure ratio enhances the growth of nucleus,
which results in the larger particle formation [32]. The
residence time in the CVC tube (reactor) decreased
with increasing temperature [27]. The increase in the
gas ow rate decreases particle size and leads to the
changes in particle phase composition [36].
Average particle size of oxide-coated nanoparticles
can aect the lattice constant. This inuence can be
explained by the interaction between the metallic core
and its oxide shell if the growth of oxide is assumed
to be epitaxial. Fung et al. [39] showed that the epi-
taxial growth of oxide shell on the iron nanoparticles
has a lattice mist of about 3 %. That can lead to
compressive stresses induced in oxide shell and tensile
stresses in metallic core, which causes increasing lat-
154 Chem. Pap. 61(3) 151170 (2007)
METHODS FOR SYNTHESIS OF METAL NANOPARTICLES
tice constant in oxide-coated nanoparticles. Another
possible reason for lattice parameter increasing is the
inuence of dissolved interstitial atoms. The admix-
tures of interstitial atoms such as carbon or oxygen
can be introduced in the lattice of iron particles dur-
ing their formation by vapor condensation and then
xed by subsequent rapid quenching. The second rea-
son can cause a general increase of lattice constant,
which is independent of the particle size [31, 35, 36,
40].
Lee et al. [40] compared the size distribution of iron
nanoparticles synthesized from pentacarbonyliron va-
porized in the condensation system without or with a
chilling device, showing that the rapid cooling allowed
preparing smaller iron particles with narrower size dis-
tribution. The authors concluded that the slowly air-
cooled particles inside the chamber would be coalesced
eectively because they can keep the resident heat
energy even in the smoky state. They showed that
the thickness of the oxide layer increases relatively
with the decrease of reaction temperature. This con-
clusion is considerably dierent from those reported
by other studies regarding usual CVC process. Typi-
cally, the iron nanoparticles produced by CVC could
be taken out from the chamber only after passiva-
tion with an oxygen-containing gas, i.e. the surface
of the iron nanoparticles should be coated with an ox-
ide layer in order to avoid the explosion when exposed
to air [40].
By controlling the preparation conditions, Wang
et al. [35] obtained FeCo alloyed nanoparticles with
various content and magnetic states of the elements.
Their core was metallic, while the shell was composed
of metal oxides. The authors found that the thick-
ness of the oxide layer was about 34 nm, regardless
of the particle size and decrease of the lattice con-
stant of the BCC (body center cubic) phase while in-
creasing the cobalt content in nanoparticles [35]. Oh
et al. [41] investigated the magnetic properties of Fe
Co nanoparticles synthesized by CVC process. They
reported that the synthesized particles were nearly
spherical with the surface layer comprising -FeOOH,
-FeOOH, and Fe
3
O
4
, but not -Fe
2
O
3
. The varia-
tion of average particle size was independent of the
cobalt content. On the other hand, increasing cobalt
content inuenced the magnetic properties of prepared
nanoparticles. The authors also found that if the de-
composition temperature and the oxygen content in
the carrier gas (Ar) were increased, the magnetic prop-
erties of particles were reduced while decreasing the
average particle size [41]. Carbon-coated Fe and Co
nanocapsules have been synthesized by a CVC pro-
cess using carbon monoxide as the carrier gas [33,
42].
Some iron/iron compounds nanoparticles that have
been synthesized by the CVC method using Fe(CO)
5
as the precursor in a owing NH
3
atmosphere com-
prised nanocrystalline -Fe and -Fe
3
N [28].
Arc Discharge Method
Most nanocapsules are synthesized by the arc dis-
charge method, in which metal precursors are nor-
mally packed inside a cave drilled into a graphite elec-
trode and then undergo arc vaporization. Metal car-
bides can be encapsulated in carbon cages using this
method. Dravid and coworkers [43] modied the arc
discharge method to successfully produce nanophase
Ni encapsulated in graphite shells. Harris and Tsang
[44] prepared carbon-encapsulated metal or metal car-
bides using the high-temperature (1800
C) treat-
ment of microporous carbon materials impregnated
with metal. One should mention that these methods
involve ultrahigh power consumption.
In addition, the previously reported carbon shells
in encapsulated metal nanoparticles normally have a
graphite structure. Recently, Zhang et al. [45] used
the arc discharge method in a diborane atmosphere
to prepare amorphous boron oxide-encapsulated mag-
netic nanocapsules.
Thus far, metal or metal carbide nanoparticles en-
capsulated in a carbon shell have been prepared us-
ing the direct current arc discharge method [43]. The
method requires the temperature as high as 3500
C
for the cathode and over 2000
C for the anode. As a
result, the metalgraphite composite evaporates and
carbon and metal vapors are deposited on the cath-
ode surface to form encapsulation-structured nanopar-
ticles [45].
Magnetic metal-lled carbon nanocapsules, rang-
ing from 10 nm to 50 nm in diameter have been syn-
thesized by using an arc discharge apparatus and puri-
ed by concentrated acid treatment [46]. Purication
methods used for removing various contaminants in
arc-discharge products were reported in various refer-
ences, e.g. [46, 47].
The most widely used technique for the produc-
tion of carbon nanotubes (CNTs) is the direct cur-
rent (DC) arc discharge, because it can yield struc-
turally excellent high-quality CNTs. By this process,
nanotubes containing carbon on the cathode sur-
face [48] (open-edged, single-walled, double-walled,
multi-walled, and metal-lled CNTs [49]), nanopar-
ticles, fullerenes, nanocapsules, nanowires, nanorods,
nanobers [48], and carbon nanotube knees [50] are
produced. The anode is usually lled with transition
metal catalysts such as Fe, Co, Ni [48], which are favor-
able for the single-walled carbon nanotubes (SWNTs)
formation. Bimetallic Y/Ni (1/4) catalyst is one of the
most ecient catalysts for generating SWNTs [48].
Fig. 2 shows a schematic drawing of an arc reactor
comprising a chamber cooled with a uid such as wa-
ter. An anode is formed by a graphite rod in which a
hole was drilled and lled with a mixture of appropri-
ate catalysts, e.g. Fe [46, 48], metal composite [48
50], Mo [51], and carbon source, i.e. graphite powder
[48]. The catalyst-lled anode is supported by a holder
Chem. Pap. 61(3) 151170 (2007) 155
A. TAVAKOLI, M. SOHRABI, A. KARGARI
Fig. 2. Set-up of the arc discharge process (reprinted from Ref. [48] with permission from Elsevier).
connected to a translation-motion feed through a cath-
ode, a pure graphite rod xed by a stationary holder.
The arc reactor may be lled with an inert gas (He
[48, 50], Ar [46]), water [51], or hydrogen [49]. Sano
et al. [51] have shown that an arc discharge between
two carbon electrodes submerged in water yields large
quantities of carbon bulky onions. With the anode
tip gradually being moved toward the cathode, an arc
discharge process was maintained between the tips of
the anode and cathode. Knowing that at the beginning
of the process the current was unstable, the arc gap of
12 mm between the electrodes was kept during the
experiment [48].
The electric arc method produces the sti, near
perfect, and whisker-like multi-walled carbon nano-
tubes MWCNT (suggesting superior properties com-
pared to catalytically grown carbon nanobers) al-
though some reports suggest that the high temper-
ature of the arc could provoke sintering and cross-
linking between tubes. However, the arc technique
suers from drawbacks. Being a batch process, the
amount of material that can be produced by batch
is limited and the material formed contains substan-
tial amounts of nanoparticles with polyhedral shape
and low aspect ratio [47].
Another method proceeding in the vapor phase
is hydrogen plasmametal reaction (HPMR). This
method developed by Ohno and Uda [52] is used to
produce nanoparticles by DC thermal plasma in a
mixture of hydrogen and argon gas at vacuum. In prin-
ciple, it is similar to the arc discharge method, how-
ever, there are some dierences. HPMR, as an aerosol
method, is a very promising way to produce inter-
metallic compound nanoparticles with the possibility
to control the content of each element in nanoparticles
accurately. In addition, HPMR is suitable to prepare
ultrane particles (UFPs) industrially at low cost [7,
8]. Nanoparticles of several metals and alloys, such as
Mg, Ni, Cu, Ag, FeCo, FeNi, and FeCr have
been prepared by HPMR [7, 53].
Iron aluminide is one of intermetallic compounds
synthesized by HPMR. The interest in intermetallic
compounds arises from their attractive properties such
as good corrosion resistance, high melting tempera-
ture, light weight, and excellent mechanical proper-
ties. Since metallic nanoparticles have a large specic
surface area, they actively react with oxygen even at
room temperature. On the other hand, the high ox-
idation resistance of intermetallic nanoparticles was
attributed to the aluminum oxide layer [53]. Iron alu-
minide nanoparticles have many potential uses, partic-
ularly in the eld of metallurgy and magnetism for bar
coding and magnetic ink applications. Although mi-
cropowder nanocrystalline FeAl intermetallics could
be produced by mechanical alloying, the eort needed
made this procedure impractical for the nanoparticles
synthesis [7].
Comparing with mechanical alloying, the HPMR
method has the advantage to produce more con-
venient nanoparticles of intermetallic compounds at
lower cost. It is possible to control the mean par-
ticle size of Fe
3
Al by changing the content of hy-
drogen in the arcing atmosphere and arc current.
The former is the main controlling factor of the
process. With lower hydrogen content in the arcing
atmosphere, Fe and Al are evaporated slowly and
there are fewer particles to collide and coalesce dur-
ing the cooling, which leads to smaller mean parti-
cle size. However, the production rate of intermetal-
lic particles decreases with decreasing hydrogen con-
tent [7]. It is known that also in HPMR the evap-
oration rate of metal elements is an important fac-
156 Chem. Pap. 61(3) 151170 (2007)
METHODS FOR SYNTHESIS OF METAL NANOPARTICLES
Fig. 3. Schematic illustration of the equipment for the production of nanoparticles (reprinted from Ref. [54] with permission from
Elsevier).
tor aecting the rate of generation of metal particles
[54].
The experimental equipment for production of
Fe
3
Al nanoparticles consists primarily of an arc-
melting chamber and a collecting system [7]. Fig. 3
shows schematic illustration of experimental equip-
ment used for the production of magnesium UFPs by
HPMR [54].
The bulk AlFe ingots were prepared from 99.9 %
purity Al and Fe by arc melting in an argon gas at-
mosphere. Arc-melted ingots were ipped over and
remelted four times to get a homogeneous composi-
tion. Then AlFe nanoparticles were produced by arc
melting of AlFe ingots in a mixture comprising 50 %
H
2
in Ar at 0.1 MPa. The ow rate of the circulation
gas for collection of nanoparticles was 100 L min
1
.
After passivation in Ar containing 5 % of O
2
for 24
h, the nanoparticles were taken out of the arc-melting
chamber [7, 8].
Laser Pyrolysis
Laser-driven pyrolysis of organometallic precursors
is a general synthetic tool allowing the synthesis of
nanoscale particles ranging from 2 nm to 20 nm at
rapid heating and cooling rates (100 000
C s
1
) [55,
56].
Laser pyrolysis is based on the resonant interac-
tion between laser photons and at least one gaseous
species, reactants or sensitizer. A sensitizer is an en-
ergy transfer agent that is excited by the absorption of
the CO
2
laser radiation and transfers, by collision, the
absorbed energy towards the reactants [57]. Negligible
absorption of radiation by the metal donor gas precur-
sors requires the addition of a reaction sensitizer [58],
thus altering the expected reaction path.
Dumitrache et al. [57] reported for the rst time
the ability of the laser pyrolysis technique to synthe-
size nanotubes entirely in the gas phase (without hot-
walls interactions). This process occurred when ther-
mal conditions allowed for the appearance of catalyz-
ing iron nanoparticles and carbon fragments (issued
from ethylene decomposition) [57].
A scheme of an apparatus used for laser synthe-
sis of nanosized powder is depicted in Fig. 4. Es-
sentially, the CO
2
laser radiation orthogonally inter-
sects the reactant gas stream admitted to the cen-
ter of the reaction cell through a nozzle. The reac-
tant gas is conned to the ow axis by a coaxial Ar
stream. The nucleated particles formed during the re-
action are entrained by the gas stream towards the
cell exit where they are collected in a trap, closed
with a microporous lter in the direction of the ro-
tary pump. For the synthesis of iron carbides shell-
structured nanoparticles the ows of the hydrocar-
bon used as a carrier gas for Fe(CO)
5
vapors and
of the sensitizer (SF
6
) [56] were controlled indepen-
dently. The total pressure in the reactor for laser py-
rolysis is maintained constant. Studies of Fe(CO)
5
sequential decarbonylation by laser pyrolysis using
sensitized gas mixture revealed fast removal of car-
bonyl ligands and formation of metallic iron [56
58].
The eects of the process conditions on the struc-
tural and magnetic properties of -Fe
2
O
3
nanoparti-
cles produced by laser pyrolysis have been studied. It
was mentioned that the particle size depends on the
oxygen proportion in the gas phase and is indepen-
dent of the laser power. It can be concluded that the
size and crystallinity of the maghemite nanoparticles
could be changed by the laser power used and the
oxygen mole ratio in the carrier gas. The origin of this
eect could be related to the dierent temperatures of
synthesis [59].
The laser-induced pyrolysis [58] oers the advan-
tages of being a potentially clean process producing
Chem. Pap. 61(3) 151170 (2007) 157
A. TAVAKOLI, M. SOHRABI, A. KARGARI
Fig. 4. A schematic drawing of laser pyrolysis system (reprinted from Ref. [55] with permission from the American Institute of
Physics).
particles with uniform and controllable size distribu-
tion. Particle size is controlled by changing the ow
rate of chemicals through the pyrolysis reaction zone
[55]. Moreover, the use of CO
2
laser and a continu-
ous ow reactor is, in principle, scalable to pilot plant
dimensions [58].
LIQUID PROCESSING METHODS
Microemulsion Method
The use of an inorganic phase in water-in-oil mi-
croemulsions employed for the preparation of uniform
and size-controlled metal particles with 550 nm in
diameter has received extensive attention [6]. A mi-
croemulsion is an isotropic and thermodynamically
stable single phase formed by at least three compo-
nents; two of them are nonmiscible, and the third
one, called surfactant, is characterized by amphiphilic
properties [23]. Depending on the proportion of suit-
able components and hydrophiliclipophilic balance
(HLB) value of the surfactant used, the formation of
microdroplets can be in the form of oil-swollen mi-
celles dispersed in the aqueous phase as the oil/water
(O/W) microemulsion or water-swollen micelles dis-
persed in oil as the water/oil (W/O) microemulsion
(reverse microemulsion). In the intermediate phase re-
gion between O/W and W/O microemulsions, there
may exist bicontinuous microemulsions with aqueous
and oil domains interconnected randomly in the form
of sponge-like microstructures [6].
W/O microemulsion solutions are mostly trans-
parent, isotropic liquid media with nanosized water
droplets that are dispersed in the continuous oil phase
and stabilized by surfactant molecules at the water/oil
interface. These surfactant-covered water pools of-
fer a unique microenvironment for the formation of
nanoparticles. They not only act as microreactors for
processing reactions but also allow the aggregation of
particles [60].
A stabilizer (emulsier) is a molecule that pos-
sesses both polar and nonpolar moieties. In very di-
luted water (or oil) solutions, emulsier dissolves and
exists as monomer, but when its concentration ex-
ceeds a certain minimum value, the so-called critical
micelle concentration (CMC), the molecules of emul-
sier associate spontaneously to form aggregates
micelles. Above the CMC, the physical state of the
surfactant molecules changes dramatically, and addi-
tional amount of surfactant exists in the form of ag-
gregates or micelles. The bulk properties of the sur-
factant, such as osmotic pressure, turbidity, solubiliza-
tion, surface tension, conductivity, and self-diusion
change around the CMC. Micelles are responsible for
many processes, e.g. enhancement of the solubilization
of organic compounds in water (oil-in-water (O/W)
emulsion) or hydrophilic compounds in the oil phase
(water-in-oil (W/O) emulsion).
In the case of reverse micelles, there is no obvi-
ous CMC because the number of aggregates is usually
small and they are not sensitive to the surfactant con-
centration [2, 61].
In both cases, the micelles present only a small
amount of solubilized hydrophobic or hydrophilic
material. If the concentration of surfactant is in-
creased, the solubilization process can be enhanced.
The droplet size can increase to a dimension that is
much larger than the monolayer thickness of the sur-
factant because the inside pool of water or oil is en-
larged. As the surfactant concentration increases fur-
ther, micelles can be deformed and can change into
dierent shapes [2, 62].
The shape of micellar aggregates and the formation
of microemulsion can be controlled and understood
158 Chem. Pap. 61(3) 151170 (2007)
METHODS FOR SYNTHESIS OF METAL NANOPARTICLES
Fig. 5. Proposed mechanism for the formation of metal particles by the microemulsion approach (reprinted from Ref. [6] with
permission from Elsevier).
from the packing parameter of emulsier molecule in
the micellar assembly v/al, where v is the emulsier
hydrocarbon volume, a the polar head area, and l the
fully extended chain length of the emulsier [2, 6].
Formation of O/W microemulsions for v/al < 1 or
W/O microemulsions for v/al > 1 may be observed
[2, 6].
The general method of using reverse micelles to
synthesize nanoparticles can be divided into two cases.
The rst case involves mixing of two reverse micelles
carrying the appropriate reactants in order to obtain
the desired particles. A schematic picture of this pro-
cess is presented in Fig. 5. The reaction then takes
place inside the droplets (nucleation and growth), thus
controlling the nal size of the particles. Once the par-
ticles attain their nal size, the surfactant molecules
are attached to the surface of particles, thus stabiliz-
ing and protecting them against further growth. The
second case involves mixing of one reactant that is sol-
ubilized in the reverse micelles with another reactant
that is dissolved in water. The reaction can take place
by coalescence or aqueous phase exchange between the
two reverse micelles [2, 6].
The dynamic exchange of reactants such as metal-
lic salts and reducing agents between droplets via the
continuous oil phase is strongly depressed due to the
restricted solubility of inorganic salts in the oil phase.
This is a reason why the attractive interactions (per-
colation) between droplets play a dominant role in
the particle nucleation and growth in the W/O mi-
croemulsion reaction medium.
Generally, the chemical reactions of metallic salt
and reducing agent within the microdroplet are very
fast and, therefore, the rate-determining step in
the overall reaction will be the initial communica-
tion step of the microdroplets with dierent reac-
tants.
The supply of metal salt must be controlled and, if
small particles are needed, then the particle growth
must be stopped at an appropriate size by cutting
o the supply of reagent. For this reason, very low
concentrations are used and a stabilizing agent must
be added to preserve monodispersity [6].
The average size of the nanoparticles synthesized
by the microemulsion method depends on the size of
the microemulsion droplet, which is determined by the
water-to-surfactant ratio W. The nal size, however,
does not depend, in general, only on the size of micro-
droplets, but it may be inuenced by the other factors,
such as concentration of reactants (especially surfac-
tant), exibility of the surfactant lm, etc. It is known
that the exibility of the surfactant lms, presence
of additional stabilizing agents, and concentration of
reactants inuence the nal size of the product par-
ticles irrespective of the size of the microdroplets [6].
The results of previous studies regarding the synthesis
of -Fe showed that the preparation conditions (e.g.
pH, solution concentration, and mixing procedure)
strongly inuenced the chemical composition, parti-
cle size, particle morphology, crystal structure, and,
consequently, the magnetic properties of the products
obtained [63].
One of disadvantages of this method lies in its
high expense due to the large amounts of surfactant
(as much as 2030 %) added to the system. An-
other drawback is that the surfactant ensuring col-
loidal stability is adsorbed on the surface of nanopar-
ticles, thereby decreasing their usability. The disad-
vantages may be circumvented by the application of
micellar synthesis, in the course of which the desired
Chem. Pap. 61(3) 151170 (2007) 159
A. TAVAKOLI, M. SOHRABI, A. KARGARI
reaction takes place in the interior of micelles. The
most obvious way to circumvent the above-mentioned
problems is to decrease the amount of surfactant or
event to avoid the use of surfactants at all. Another
problem of using W/O microemulsions for nanopar-
ticle synthesis is the separation and removal of some
(high-boiling point) solvents from products [6].
Precipitation of metal particles in the reverse mi-
cellar system seems to be the simplest method used
for the nanoparticles production. After their prepara-
tion, nanoparticles need to be recovered from the re-
verse micelles and immobilized onto stable supports.
One of the most attractive procedures employed for
the processing of nanoparticles is direct recovery and
immobilization by using thiol-modied supports via
chemical bonding [6].
The synthesized metal nanoparticles can be col-
lected by several other methods. Ji et al. [64] used
the RESS (rapid expansion of supercritical solution)
method to collect the silver nanoparticles. Ohde et al.
[65] used an in situ deposition method by reducing
the pressure of the system to the cloud point of the
microemulsion.
For the purpose of metal nanoparticles preparation
in the reverse micelles by reduction of metal salts,
strong reduction agents such as NaBH
4
, N
2
H
4
, and
sometimes hydrogen were used. FeNi has been syn-
thesized using this method [2]. Metal oxide nanoparti-
cles can be prepared inside the reverse micelles by hy-
drolysis of metal alkoxides dissolved in oil with water
inside the droplets. -Fe
2
O
3
nanoparticles have been
prepared in this fashion. Metal sulfates, carbonates,
oxides, and silver halides can also be produced by the
precipitation reaction between the reactants in reverse
micelles [2].
The water-in-oil microemulsion has been widely
used to synthesize iron/iron compound nanoparticles
of various kinds, including metallic iron nanoparticles
[63, 66], iron oxide [2, 6, 23], iron boride [6], gold-
coated iron nanoparticles [6], FeNi alloys [2, 6], mag-
netic polymeric particles [67, 68], iron oxide-doped
alumina nanoparticles [69], and silica-coated iron ox-
ide nanoparticles [70].
A variety of surfactants can be used when prepar-
ing the nanoparticle materials by the microemul-
sion method, such as bis(2-ethylhexyl)sulfosuccinate
(AOT), sodium dodecyl sulfate (SDS), cetyltrimethyl-
ammonium bromide (CTAB), polyvinylpyrrolidone
(PVP), diethyl sulfosuccinate (DES), Igepal CO-
520, Brij-97, Triton-X, pentadecaoxyethylenenonyl
phenyl ether (TNP-35), decaoxyethylenenonyl phenyl
ether (TNT-10), poly(oxyethylene)
5
nonyl phenyl ether
(NP5), etc. [2, 6, 10, 23, 63, 69, 70]. Some cosur-
factants used in this method are aliphatic alcohols
with a chain length of C6C8. Organic solvents
used for reverse micelle formation are usually alka-
nes or cycloalkanes with six to eight carbon atoms
[2].
Hydrothermal Method
Hydrothermal processing where aqueous solutions,
vapors, and/or uids react with solid materials at high
temperature and high pressure, is a well-known pro-
cess in mineralogy and geology elds for formation,
alteration, or deposit of minerals, ores, or rocks [71].
This method exploits the solubility of almost all inor-
ganic substances in water at elevated temperatures
and pressures and subsequent crystallization of the
dissolved material from the uid. Water at elevated
temperatures plays an essential role in the precursor
material transformation because the vapor pressure is
much higher and the structure of water at elevated
temperatures is dierent from that at room tempera-
ture. The properties of the reactants, including their
solubility and reactivity, also change at high tempera-
tures. The solvent is not limited to water but includes
also other polar or nonpolar solvents, such as benzene,
and the process is more appropriately called solvother-
mal synthesis in dierent solvents [2].
High temperature-high pressure solutions, vapors,
and/or uids can act on materials as a) transfer
medium of pressure, temperature, and mechanical en-
ergy, b) adsorbate, which plays a role of catalyst
or reaction accelerator, c) solvent, which dissolves
and allows to reprecipitate the solid materials, d)
reagent, which forms hydroxides, oxides, oxyhydrox-
ides, and/or salts, i.e. the substances acting as b)
and/or c) are called mineralizers. These actions
can also be used in processing of inorganic materials:
preparation, formation, alteration, sintering, etching,
etc. Particularly, the hydrothermal processing is suit-
able for the preparation of powders in the form of
nanoparticles or even single crystals [71].
Recent trends in preparing the starting powders for
hydrothermal or solvothermal synthesis of nanoparti-
cles are directed toward more dispersed systems using
solutions (wet systems) and/or gases (dry systems)
rather than traditional solid state systems. In the solid
state systems, the homogeneity of composition, struc-
ture, and microstructure cannot be assured exceeding
the range of the solid particle size, whereas the gas
or solution systems can manipulate much ner par-
ticles on molecular or atomic size. Thus, the gas- or
solvent-dispersed systems can assure much better pro-
cess control. Pressurized and heated gas and solution
systems are transferred to hydrothermal equipment,
so that the hydrothermal systems can be regarded as
developed gas and/or solution systems [71].
During hydrothermal treatment metal cations ini-
tially precipitate in the form of polymeric hydroxides.
Over time, these hydroxides undergo dehydration to
form the metal oxide crystal structures. It was found
that the presence of the second metal cation was ben-
ecial in controlling the particle formation process
probably by preventing the formation of complex hy-
droxides when the base was added to the cold metal
160 Chem. Pap. 61(3) 151170 (2007)
METHODS FOR SYNTHESIS OF METAL NANOPARTICLES
Fig. 6. Schematic diagram of the experimental apparatuses for
the ow experiments with cold (a) and hot (b) mixing
conguration (reprinted from Ref. [72] with permission
from Elsevier).
salt solution [72]. Addition of oxidizer can suppress
agglomeration between primary particles compared to
the situation when particles are formed in the absence
of an oxidizer [73].
Two variations of the continuous hydrothermal
technique were examined, namely cold mixing and hot
mixing. Schematic diagram of the experimental ap-
paratuses employed for ow experiments is shown in
Fig. 6. The product formed by the cold mixing com-
prises fewer impurities than that prepared by the hot
mixing technique.
The cold mixing conguration was successful in
producing uniform nanoparticles of CoFe
2
O
4
. A mech-
anism of particle formation was postulated involving
the precipitation of metal hydroxides at ambient con-
ditions, dissolution of the hydroxides as temperature
was increased, followed by rapid precipitation of metal
oxides at elevated temperatures. The hot mixing ex-
periments, on the other hand, simply involved the pre-
cipitation of metal oxides due to the addition of hot
hydroxide solution [72].
Chemical routes such as the hydrothermal reaction
method, sol-gel process, chemical co-precipitation, etc.
usually involve synthesis of a precursor gel of iron fol-
lowed by the decomposition of the gel or precursor
into the designed crystalline iron oxide phase at an el-
evated temperature [74]. -Fe
2
O
3
nanoparticles have
been synthesized by a new hydrothermal method. It
was found that the size and nature of the prepared
-Fe
2
O
3
nanoparticles strongly depended on the pH,
temperature, and residence time [72], as well as on
the concentration of the complexing agent (oxalic
acid), cationic surfactant (CTAB), and alkali source
(tetramethylammonium hydroxide, TMAOH, used to
maintain the pH of the medium). By changing these
variables, it was possible to optimize the crystallinity,
size, and size distribution of the prepared nanoparti-
cles [74].
A strong base could shift the equilibrium toward
the formation of metal hydroxides. The concentra-
tion of alkali source was kept in excess relative to the
metal salt concentration to ensure precipitation of all
metal ions present in the solution [72]. This process
was further complicated by the possibility of reduc-
tion/oxidation of the metal cations. The choice of base
reagent was important to obtain the desired phase un-
der the synthesis conditions [75]. Therefore, the solu-
tion environment had to be adjusted via pH and tem-
perature to favor the desired species. In addition, the
ability of supercritical water to provide a good en-
vironment for oxidation in the presence of dissolved
oxygen should be overcome [72].
The hydrothermal precipitation-calcination route
for synthesis of nanosized barium hexaferrite has been
studied by Mishra et al. and Ataie et al. [76, 77]. The
authors found that the particle size, morphology, and
magnetic properties of the hydrothermally prepared
barium hexaferrites were strongly dependent on the
preparation conditions and on the nature of precursors
used.
Hydrothermal synthesis of nanoceria (CeO
2
) pow-
ders has been studied by Lee and Choi [73]. By using
H
2
O
2
as the oxidizer and NH
4
OH as the mineralizer
the authors observed that the particle size was de-
creased with increasing concentration of oxidizer. The
prepared CeO
2
particles were spherical in shape and
relatively uniform.
Interestingly, similar hydrothermal crystallization
was observed at the solid/gas interface when the gas
phase was saturated with water. This reaction, there-
fore, allows direct conversion of solid precursor into
crystalline lms [78].
Fine powders can be prepared by 1. the breakdown
(size reduction) and 2. build-up (size increase) meth-
ods. Hydrothermal processing uses both these proce-
dures; hydrothermal crystallization is one of the build-
up methods, such as hydrothermal crystallization of
zirconia [79], while hydrothermal oxidation represents
the breakdown methods, e.g. production of ne pow-
der of -Al
2
O
3
[71].
Chem. Pap. 61(3) 151170 (2007) 161
A. TAVAKOLI, M. SOHRABI, A. KARGARI
Table 2. Comparison of the Advanced Oxide Powder Processes [80]
Process Conventional Sol-gel Coprecipitation Hydrothermal
Cost Low-moderate High Moderate Moderate
State of development Commercial R&D Commercial/demonstration Demonstration
Composition control Poor Excellent Good Good/excellent
Morphology control Poor Moderate Moderate Good
Powder reactivity Poor Good Good Good
Purity/% < 99.5 > 99.9 > 99.5 > 99.5
Calcination step Yes Yes Yes No
Milling step Yes Yes Yes No
Hydrothermally prepared powders are generally
well reacted and crystallized because the surround-
ing aqueous solutions accelerate these processes [71,
72]. These features facilitate the fabrication of ne
crystals, which are homogeneous in size, shape, and
composition. In particular, multi-component crystals
are not always easy to fabricate by conventional so-
lution methods, because the processes of solvent re-
moval or solvent separation frequently cause inhomo-
geneities even if the starting solution is homogeneous.
The crystals formed by hydrothermal treatment typ-
ically have high density with no porosity and are ho-
mogeneous in composition. Furthermore, crystals with
controlled shape and size are almost nonaggregated,
because their surfaces might be characterized by rel-
atively low surface energies. The main advantages of
hydrothermal synthesis (Table 2) are related to homo-
geneous nucleation processes, very low grain sizes, nar-
row particle size distribution, single phase, controlled
particle morphology, and high-purity powders due to
elimination of the calcination step [73, 75, 80].
Sol-Gel Method
Sol-gel is a useful technique for the production of
nanomaterials made of particles in an insulating ma-
trix with interesting magnetic or optical properties
[81]. The sol-gel method is based on inorganic poly-
merization reaction including hydrolysis, polyconden-
sation, drying, and thermal decomposition. Precursors
of the metal or nonmetal alkoxides hydrolyze with wa-
ter or alcohols according to the reaction scheme
M(OR)
x
+ mH
2
O
M(OR)
xm
(OH)
m
+ mROH (A)
If m x, the reaction represents total hydrolysis
that is followed by either water
2M(OR)
xm
(OH)
m
(OH)
m1
(OR)
xm
-M-O-M(OR)
xm
(OH)
m1
+
+ H
2
O (B)
or alcohol condensation
2M(OR)
xm
(OH)
m
(OH)
m1
(OR)
xm
-M-O-M(OR)
xm1
+ROH(C)
The total reaction can be expressed as
M(OR)
x
+ x/2H
2
O MO
x/2
+ xROH (D)
In addition to water and alcohol, an acid or a base
can also help to hydrolyze the precursor. In the case of
an acid, a reaction takes place between alkoxide and
the acid.
-M-OR+ AOH -M-O-A + ROH (E)
The rates of hydrolysis and condensation are im-
portant parameters that aect the properties of nal
products. Slower and more controlled hydrolysis typ-
ically leads to smaller particle size and more unique
properties.
After the solution condensation to a gel, the sol-
vent should be removed. Typically, higher calcination
temperature is needed to decompose the organic pre-
cursor [2].
The size of the sol particles depends on the solution
composition, pH, and temperature [2, 82]. By control-
ling these factors, one can tune the size of the prepared
particles. This method has been successfully used to
synthesize numerous metal oxide nanoparticles such
as TiO
2
, UO
2
, TnO
2
, ZrO
2
, CeO
2
, SnO
2
, SiO
2
, CuO,
SnO
2
, ZnO, Al
2
O
3
, Sc
2
O
3
, ZnTiO
3
, SrTiO
3
, BaZrO
3
,
CaSnO
3
[2, 83, 84], and other nanomaterials [82, 85
87].
Fe
2
O
3
SiO
2
nanocomposites have been prepared
by a very simple sol-gel method. Commercial precur-
sors (TEOS and iron(III) nitrate) were dissolved in an
alcoholic aqueous medium, and the gels formed after a
few days were heated giving the nal materials with-
out further manipulation. Since the decomposition of
this iron salt can lead to the formation of various forms
of oxides with dierent properties, special attention
was devoted to the characterization of the material
obtained under the adopted experimental conditions
and after treatments at elevated temperatures [86, 87].
Synthesis of alumina network containing iron by
the sol-gel method has been investigated discussing
the structural and magnetic properties of the pre-
pared product, -Fe/Al
2
O
3
. The samples were ob-
162 Chem. Pap. 61(3) 151170 (2007)
METHODS FOR SYNTHESIS OF METAL NANOPARTICLES
Fig. 7. Sonochemical synthesis of various forms of nanostructured materials (reprinted from Ref. [14] with permission from Annual
Reviews).
tained starting from aqueous solutions of precursors
Al(NO
3
)
3
9H
2
O and FeSO
4
7H
2
O at 5
C. The re-
sulting solution was neutralized with NH
4
OH (25
mass %) and gelatinous precipitates were adequately
washed and dried at 80
C [85].
Magnetic ordering in the sol-gel system depends
not only on the formed phases and particles volume
fraction, but it is also particularly sensitive to the size
distribution and special dispersion of the particles. In
the case of nanocomposites derived from gels, these
structural parameters and material porosity, which are
correlated, are determined by the rate of hydrolysis
and condensation of the gel precursor (generally an
alkoxide) and of other oxidation-reduction reactions
occurring during the gelling stage and subsequent heat
treatment [81].
Sonochemical Method
Sonochemistry is the research area, in which
molecules undergo chemical reactions due to the appli-
cation of powerful ultrasound radiation (20 kHz to 10
MHz) [88]. The physical phenomenon responsible for
the sonochemical process is acoustic cavitation. This
method, initially proposed for the synthesis of iron
nanoparticles [89], is nowadays used to synthesize dif-
ferent metal oxides [90]. Concentration of sonochemi-
cally produced iron nanoparticles was reported to be
very small and the particles tend to agglomerate due
to their high reactivity [90].
The sonochemical method for nanoparticles prepa-
ration is simple and it is operated at ambient con-
ditions. It is also easy to control the particle size of
the product by varying the concentration of the pre-
cursors in the solution [91]. Ultrasound power eects
the occurring chemical changes due to cavitations phe-
nomena involving the formation, growth, and collapse
of bubbles in liquid [91, 92].
The sonolysis technique involves passing sound
waves of xed frequency through a slurry or solution
of carefully selected metal complex precursors. In a
solvent with vapor pressure of a certain threshold, the
alternating waves of expansion and compression cause
cavities to form, grow, and implode [90].
Sonochemical reactions of volatile organometallics
have been exploited as a general approach to the syn-
thesis of various nanophase materials by changing the
reaction medium, as shown in Fig. 7 [14].
A number of theories have been developed in or-
der to explain how 20 kHz sonic radiation can break
chemical bonds. They all agree that the main event
in sonochemistry is the creation, growth, and collapse
of a bubble that is formed in the liquid [93]. The hot
spot mechanism is one of the theories that explain
why, upon the collapse of a bubble, chemical bonds
are broken. This theory claims that very high temper-
atures (500025000 K) are obtained upon the col-
lapse of the bubble [88]. Since this collapse occurs in
less than a nanosecond, very high cooling rates, in ex-
cess of 10
11
K s
1
, are also obtained. This high cool-
ing rate hinders the organization and crystallization
of the products. For this reason, in all cases dealing
with volatile precursors where gas phase reactions are
predominant, amorphous nanoparticles are obtained.
While the explanation for the creation of amorphous
products is well understood, the reason for the nano-
structured products is not clear. One explanation is
that the fast kinetics does not permit the growth of
the nuclei and in each collapsing bubble a few nucle-
ation centers are formed the growth of which is limited
Chem. Pap. 61(3) 151170 (2007) 163
A. TAVAKOLI, M. SOHRABI, A. KARGARI
by the short collapse. If, on the other hand, the precur-
sor is a nonvolatile compound, the reaction occurs in
a 200 nm ring surrounding the collapsing bubble. The
temperature in this ring is lower than that inside the
collapsing bubble, but higher than the temperature of
the bulk [93].
The chemical reactions driven by intense ultra-
sonic waves that are strong enough to produce cav-
itations are oxidation, reduction, dissolution, and de-
composition. Other reactions such as promotion of
polymerization have also been reported to be in-
duced by ultrasound. It is assumed that three dif-
ferent regions are formed during the aqueous sono-
chemical process: a) the inner environment (gas phase)
of the collapsing bubble, where elevated tempera-
tures (several thousands of degrees) and pressure
(hundreds of atmospheres) are produced, causing wa-
ter to vaporize and further to pyrolyze into H and
OH radicals; b) the interfacial liquid region between
the cavitation bubbles and bulk solution; the tem-
perature in this region is lower than that of the
bubble interior, however, it is still high enough for
the thermal decomposition of solutes to take place,
in addition, higher local hydroxyl radical concentra-
tions in this region have been reported; and c) the
bulk solution, which is at ambient temperatures and
where the reaction between the reactant molecules
and OH or H takes place. It appears that the sono-
chemical reactions occur within the interfacial region
[92].
The advantage of sonochemistry is that one can ob-
tain atomic level mixing of the constituent ions in the
amorphous phase so that the crystalline phase can be
obtained by annealing at relatively low temperatures.
The cavitation is a quenching process, and hence the
composition of particles formed is identical to the com-
position of the vapor in bubbles, without phase sep-
aration. This becomes important in the preparation
of crystalline ferrite or other mixed oxide materials
where the conventional ceramic method requires heat-
ing at high temperatures, which can cause an increase
in the particle size and aggregation. Sonochemistry
has been used to prepare various kinds of amorphous
magnetic nanomaterials of metal, metal alloy, oxide,
ferrite, and nitride and has been extended to produce
core-shell-type materials [91, 94]. The advantage of the
sonolysis technique is the absence of many reactants
that remain as contaminants and require more chem-
icals or solvents to be removed [90]. It is well known
that the amount of contaminants depends on the irra-
diation time. The shorter the sonication, the smaller
is the amount of contaminants [92].
There are four topics related to materials sci-
ence and nanotechnology, in which the sonochemical
method is superior to other techniques, i.e. 1. prepa-
ration of amorphous products, e.g. metal oxides, sul-
des, or other chalcogenides, by sonication does not
need any additives, while the cold quenching of bulk
metals requires the addition of glass-former materials,
2. insertion of nanoparticles into mesoporous materi-
als in the form of a smooth layer on the inner meso-
pores walls, without blocking them, 3. deposition of
smooth homogeneous layer of nanoparticles covering
ceramic and polymeric surfaces, and 4. the formation
of proteinaceous micro- and nanospheres. It has been
demonstrated recently that any protein can be con-
verted into a sphere upon sonication [93].
Pure nanometer-sized Fe
3
O
4
particles were synthe-
sized using iron(II) acetate dissolved in double dis-
tilled deoxygenated water by irradiation with a high-
intensity ultrasonic horn (Tihorn, 20 kHz) for 3 h at
1.5 atm and 25
C under argon atmosphere. The prod-
uct was washed thoroughly with double distilled de-
oxygenated water and nally with dry pentane in an
inert glove box (less than 1 ppm of O
2
), and dried in
vacuum [92].
Microbial Synthesis
The use of bacteria as a novel biotechnology to
facilitate the production of nanoparticles is in its
infancy. Bacterially mediated electrochemical pro-
cess was used to synthesize metal (Co, Cr, or Ni)-
substituted magnetic powder employing iron(III)-
reducing bacteria under anaerobic conditions. The ob-
tained results suggested that the bacteria might be
viewed as a nonspecic source of electrons at a poten-
tial that can be calculated or surmised, based on the
underlying thermodynamics [95].
In contrast to purely chemical procedures for the
manufacture of magnetite particles, microbial reac-
tions are characterized by their selectivity and pre-
cision for magnetite formation. In most bioprocesses,
it is assumed that highly specic structures capable
to drive highly specic interactions with the culture
medium exist on the bacteria membrane (enzymes,
proteins, etc.) [95].
Bacteria may be seen as a catalyst supplying elec-
trons for the crucial step of splitting the substrate (re-
duction of Fe(III)). In contrast to classical catalysts,
however, the bacteria extract some of the electrochem-
ical energy in order to live, while the electrons are shed
to their surroundings at a potential that is sucient
to precipitate magnetite. It is perhaps the most ap-
propriate to think of the bacteria as an electrode that
is substantially indierent to the exact mix of metal
ions present in the surrounding medium [95].
The possible advantages of this method of nano-
particles production may include 1. biologically facil-
itated production of magnetite that does not require
the addition of exogenous electron carrier substances
such as humic acids; 2. particle growth to a size that
would not be feasible inside the cell; 3. multiple use
while the bacteria do not need to die in order to har-
vest the product; and 4. control of the particle dis-
lodging when it reached a desired size by the process
164 Chem. Pap. 61(3) 151170 (2007)
METHODS FOR SYNTHESIS OF METAL NANOPARTICLES
variables, e.g. agitation, uid ow, or magnetic forces
[95].
Biomaterials have been used in the incorporation
of foreign bodies into fullerene structures. Tsang et
al. [96] described the formation of iron-lled spherical
carbon nanocapsules of a very narrow size distribu-
tion in macroscopic quantities by the controlled pyrol-
ysis of ferritin molecules. The protein cage of ferritin
molecule can also provide internal sites for other metal
ions exchange and inorganic oxide crystals nucleation
(Fe, Mn, U, etc.) where the spatially constrained cav-
ity for their accommodation is strictly dened. The
authors believed that the controlled carbonization of
these biomaterials or similar organic supramolecular
and biological assemblies (with inorganic material in-
clusion) could open up a new approach for preparation
of lled carbon nanocapsules [96].
SOLID PROCESSING METHOD
Ball Milling Method
Mechanical processing, in particular high-energy
ball milling, is a convenient way to produce nano-
sized powders [97]. It is the most common method
reported in the literature for the synthesis of inter-
metallic nanoparticles [98]. This method is a mechan-
ical process that requires high energy for the synthesis
of various glassy, metastable, and amorphous materi-
als [95]. It is noted that mechanical alloying or ball
milling has been widely used to produce amorphous
alloys in various systems, such as metalmetal, tran-
sition metalmetalloid, and even metalcarbon sys-
tems [99].
Fine alloying particles may be formed from ele-
mental coarse powders via mechanochemical reactions
during the high-energy ball milling. Before a mechan-
ical milling is started, powder(s) is loaded together
with several heavy balls (steel or tungsten carbide) in
a container. By vigorously shaking or high-speed rota-
tion, a high mechanical energy is applied on the pow-
ders because of collision with heavy balls. The milling
process embraces a complex mixture of fracturing,
grinding, high-speed plastic deformation, cold weld-
ing, thermal shock, and intimate mixing. The milling
process will promote the diusion of particles. Hence,
an alloying phase may be formed at low temperature
(mechanochemical process) [100].
Thermal energy generated during mechanical al-
loying or reactive milling [99] has been found to facili-
tate chemical reactions leading to the metallothermic
reduction and/or resulting in the formation of com-
pounds. The redox reactions in powder mixtures of ox-
ide and pure metal during reactive milling allow both
the rening of metals and the direct production of al-
loys from their respective oxides, thus attracting much
attention. Most of the oxides were reduced by the solid
metallic reducing agents through an unstable combus-
tion reaction, which is similar in nature to the ther-
mally ignited self-propagating high-temperature syn-
thesis (SHS) technique. The critical adiabatic temper-
atures for the displacement redox reactions induced by
reactive milling, T
ad
< 1300 K, are much lower than
those achieved during SHS. The repeated fracture and
rewelding of reacting powders ensures high reaction
interface areas. In addition, the high defect densities
as well as the nanocrystalline particles induced in the
reactive milling enhance diusion rates through the
product phases. This combination of factors decreases
the value of T
ad
. However, the reaction does not al-
ways come to completion just by combustion and will
proceed gradually in the following ball milling stage.
Regarding the reactions carried out adiabatically at
high temperatures, other reaction mechanisms have
also been reported [101].
It was found that a small fraction of the reactants is
converted gradually before the combustion is ignited.
In addition, the reaction proceeds in a controlled man-
ner without the occurrence of spontaneous combustion
provided that diluents, such as process control agents,
are added to the powder mixture to prevent powder
agglomeration. The role of diluents is to reduce local
temperatures and inhibit the particle welding process,
thus preventing the occurrence of ignition conditions.
Moreover, it should be emphasized that the key to
facilitate the low-temperature reactions during the re-
active milling is to minimize their kinetic dependence
on diusion rates. This is achieved by the dynamically
maintained high reaction interface areas, as well as the
short-circuit diusion path provided by the large num-
ber of defects such as dislocations and grain bound-
aries induced during the ball milling [101].
In spite of simplicity and eciency of ball milling
in synthesis of nanoparticles of metallic alloys, there
are some problems and limitations of this method. The
microstructure of the milling products is very sensitive
to the grinding conditions and may be unpredictably
aected by unwanted contamination from the milling
media and atmosphere. In addition, extensive long pe-
riods of milling time may be required to obtain parti-
cles smaller than 20 nm [98].
Nanosized particles formed by condensation tech-
niques are relatively free of lattice defects and pos-
sess almost no residual strain. In contrast, large por-
tion of the nanopowder grains formed by mechanical
milling is produced due to the generation of disloca-
tions. The resulting grains are highly strained and the
prepared particles contain numerous defects. During
milling, the powder particles are cold-worked result-
ing in the multiplication of dislocations. Eventually
the grain size can be reduced to the point that they
cannot sustain dislocations within the grain. In addi-
tion to grains formed by dislocations, during milling,
grain boundaries are also formed by repeated particle
fragmentation and cold welding [102].
With decreasing grain size, dislocations migrate
Chem. Pap. 61(3) 151170 (2007) 165
A. TAVAKOLI, M. SOHRABI, A. KARGARI
Table 3. Various Techniques for Synthesis of Nanostructured Materials
Synthesis method Nanostructured material
synthesized
Process advantages Process disadvantages
Chemical vapor condensation.
During the short residence
time of the precursor in the
heated tube, the precursor
molecules start to decom-
pose. This gas stream then
expands rapidly to mitigate
particle growth. Finally, the
nanoparticles condense out on
a cooled substrate, they are
scraped o and collected.
Metals (Fe, Cu [105], Co [32,
37]), metal oxides (MgO,
TiO
2
[105, 106]), carbides
(tungsten carbide [107]), ni-
trides (Fe/N [34, 36, 38],
-Fe
3
N [28]), borides and
their composites, FeCo
alloys [35, 41], Fe(C) and
Co(C) nanocapsules [33, 42],
SiCxNy, ZrOxCy, SiC, and
Si
3
N
4
nanopowders [27].
Composition may be selected
[38], preparation of dierent
kinds of nanoparticles [27
29], narrow size distribution
[28], large amount of nanopar-
ticles with a nonagglomerated
state [27], high purity [105
108].
Low production rates, dicult
to control size and particle
size distribution [105].
Arc discharge. Metal precur-
sors, usually packed inside a
cave drilled into a graphite
electrode, undergo arc va-
porization employing an-
other electrode furnished
with a mixture of appropri-
ate catalysts.
Metal carbides [45], most
nanocapsules [45, 48], boron
oxide-encapsulated magnetic
nanocapsules [45], carbon
nanotubes [48, 49], fullerenes
[48], inorganic fullerenes (IF)
MoS
2
[51], carbon nanobers
[49].
Excellent high-quality CNTs
structure, submerged arc dis-
charge allows to produce large
quantities of IF nanoparti-
cles in a cost-eective manner
[51], sti, near perfect, and
whisker-like MWCNT produc-
tion [47].
Batch process, limited pro-
duction [47].
Hydrogen plasma-metal reac-
tion. Nanoparticles are pro-
duced by DC thermal plasma
in a mixture of hydrogen and
argon gas at vacuum [53].
Intermetallic compound
nanoparticles, metals, and
alloys such as Mg, Ni, Cu,
Ag, FeCo, FeNi, FeCr
[7, 53, 54], iron aluminide [7],
TiFe [8].
Industrial preparation of ul-
trane particles at low cost [7,
8], high yield of nanoparticles
[53].
The oxidation resistance of
nanoparticles (Fe
3
Al) is lower
than that of bulk intermetallic
[53].
Laser pyrolysis. The method
is based on the resonant in-
teraction between laser pho-
tons and at least one gaseous
species.
Nanotubes [57], iron carbides
shell-structured nanoparti-
cles [5658], -Fe
2
O
3
[59],
AlN, MnO
2
, TiO
2
, Ti [105],
FeC, carbides (WCx), oxycar-
bides (Mo
2
CxOy), oxynitrides
(Mo
2
NxOy), suldes (MoS
2
,
CoS
2
) [55].
Potentially clean process, uni-
form and controllable parti-
cle size distributions [58, 27],
scalable to pilot plant dimen-
sions [58].
Low production rate, high
energy consumption, highly
uneconomical [105].
Microemulsion. W/O mi-
croemulsion solutions are
nanosized water droplets
dispersed in the continuous
oil phase and stabilized by
surfactant molecules. These
surfactant-covered water pools
oer a unique microenviron-
ment for the formation of
nanoparticles [6].
Metal nanoparticles (Cd,
Ag, Au, Cu, Co, Pt, Rh,
Pd, Ir, Ni, Fe [2, 6]), metal
oxides (ZrO
2
, TiO
2
, SiO
2
,
-Fe
2
O
3
[2]), metal sulfates
(BaSO
4
[2]), metal carbonates
(BaCO
3
, CaCO
3
, SrCO
3
[2]),
iron boride [6], FeNi alloys,
gold-coated iron nanoparti-
cles [2, 6], magnetic polymeric
particles [67, 68], iron oxide-
doped alumina nanoparticles
[69], silica-coated iron oxide
[70], CdS, ZnS, Cd
1y
MnyS,
Cd
1y
ZnyS, CdTe [10].
Simple method [6], powders
with well-dened and con-
trolled properties [10], uni-
form and size controllable
nanoparticles [6, 66], homo-
geneous nanopowders [69].
Expensive, surfactant ad-
sorbed on the surface of
nanoparticles, separation and
removal of some solvents from
products [6], low production
yield, use of a large amount of
liquids [10].
Hydrothermal. High
temperature-high pressure
aqueous solutions, vapors,
and/or uids react with solid
materials.
Iron oxide [72, 74],
CoFe
2
O
4
[72], barium hexa-
ferrite [76], ceria powders
[73], zirconia [71], -Al
2
O
3
[71], Co
3
O
4
[72], CoAl
2
O
4
[75], TiO
2
, LaCrO
3
, ZrO
2
,
BiTiO
3
, SrTiO
3
, Y
2
Si
2
O
7
,
Sb
2
O
3
, CrN, -SnS
2
, PbS,
Ni
2
P nanotubes, Bi
2
S
3
nanorods, SiC nanowires [2].
Desired size and shape [73],
well crystallized powders [71,
72], homogeneous in size,
shape, and composition, high-
density powders, very low
grain sizes, narrow particle
size distribution, single phase,
controlled particle morphol-
ogy, high-purity powders [71,
73, 75], nanocrystals with
high crystallinity [2].
Dicult to control process,
problems of reliability and
reproducibility [109].
166 Chem. Pap. 61(3) 151170 (2007)
METHODS FOR SYNTHESIS OF METAL NANOPARTICLES
Table 3. (Continued)
Synthesis method Nanostructured material
synthesized
Process advantages Process disadvantages
Sol-gel. This method is based
on inorganic polymerization
reactions. It includes four
steps: hydrolysis, polyconden-
sation, drying, and thermal
decomposition [2].
Metal oxides (TiO
2
, UO
2
,
TnO
2
, ZrO
2
, CeO
2
, SnO
2
,
SiO
2
, CuO, ZnO, Al
2
O
3
,
Sc
2
O
3
, ZnTiO
3
, BaZrO
3
,
CaSnO
3
[2, 10, 83, 84]),
nanocomposites (Fe
2
O
3
SiO
2
[86, 87], alumina inor-
ganic network containing iron
[85].
Excellent composition control
[71], ultrane porous pow-
ders, homogeneity of product,
strong promise for employ-
ment industrially on a large
scale [10], use of matrix sup-
port which can, in principle,
modify the properties of nano-
materials [87].
High cost [71].
Sonochemical. During this
procedure, molecules undergo
a chemical reaction due to
the application of powerful
ultrasound radiation.
Iron nanoparticles [14, 90],
metal oxides [14, 90, 92, 94],
alloy nanoparticles [93, 94],
coating for the surface of
various particles [91, 93, 94,
110], nitride [94], ferrite [94],
chalcogenides (ZnS, Sb
2
S
3
,
HgSe, SnS
2
, CdS, CdSe, PbS,
PbSe, PbTe, CuS), ZnO,
ZrO
2
, MnOx [93].
Simple method, operating at
ambient conditions [91], easy
control of the particle size
[91], atomic level mixing of
constituent ions in the amor-
phous phase [94], absence of
many reactants [90], prepara-
tion of amorphous products,
inserting of nanoparticles into
mesoporous materials, depo-
sition of nanoparticles on ce-
ramic and polymeric surfaces,
formation of proteinaceous
micro- and nanospheres [93].
Very small concentration of
the prepared nanoparticles,
particle agglomeration [90].
Microbial. Bacteria are used
to facilitate the production of
nanoparticles [95].
Metal (Co, Cr, or Ni)-
substituted magnetic pow-
ders [95], iron-lled carbon
nanocapsules [96].
Selectivity and precision for
nanoparticle formation does
not require the addition of ex-
ogenous electron carrier sub-
stances, controllable size, bac-
teria do not need to die [95],
narrow size distribution [96].
Little knowledge.
Ball milling. Powder(s) is
loaded together with several
heavy balls in a container. By
vigorously shaking or high-
speed rotation, a high me-
chanical energy will be ap-
plied on the powders [100].
Intermetallic nanoparticles
[98], FeS
2
[100], magnetic
nanoparticles [97], Fe, Co,
Ni, NiAl, TiAl, FeSn [105],
Al
2
O
3
, ZrO
2
[10].
Formation of alloying phase at
low temperature [100], simple
and ecient method [98].
High energy requirement
[95], extensive long period
of milling time, very sensi-
tive microstructure to grind-
ing conditions [98], highly
strained grains, numerous
defects in resulting particles
[102], powder contamination
due to WC or steel balls, de-
pending on the material and
size of mill [105].
or are forced to the grain boundary leaving the
nanograin interior essentially defects-free. The milled
grain boundaries have a disordered structure approx-
imately 1 to 2 lattices wide. The grain boundary dis-
order expands the local grains atomic lattice, which,
as the grain size is reduced, also produces a uniform
lattice strain. Mechanical alloying with lattice substi-
tution atoms such as aluminum has little eect on the
grain boundary strain. Mechanical alloying with inter-
stitial alloys such as nitrogen strongly enhances grain
boundary strain [102].
The canted spin structure could arise from the
weakening of the super-exchange interaction on me-
chanical milling which causes structural damages and
defects. The canted spin structure is linked to the ef-
fective anisotropy, which increases because of the lat-
tice strains introduced on milling and also due to the
surface spin eects of the small particles. The reduc-
tion in the magnitude of the hyperne elds on milling
is due to the relaxation eects and also to the surface
spins of the small particles [103].
The time of milling aects the size, size distribu-
tion, coercivity, magnetization, chemical composition,
and morphology of nanoparticles [97, 103].
Nanoparticles can be obtained, using mechani-
cal milling together with a solid-dispersing medium.
Chem. Pap. 61(3) 151170 (2007) 167
A. TAVAKOLI, M. SOHRABI, A. KARGARI
Fig. 8. A schematic diagram of the ball mill equipment
(reprinted from Ref. [104] with permission from Else-
vier).
Chin and coworkers [100] used NaCl as the disper-
sion medium. NaCl could result in well-dispersed FeS
2
nanoparticles and promote the formation of ne par-
ticles. NaCl did not react with FeS
2
[100].
It was demonstrated that the synthesis of maghe-
mite nanoparticles by ball milling of iron powder in
water is possible. During the synthesis, water was re-
duced by iron and hydrogen was formed. The in situ
production of hydrogen hinders the hematite forma-
tion during the grinding [97]. A simple schematic di-
agram of the ball mill equipment is shown in Fig. 8
[104].
For readers convenience, the fundamentals, ad-
vantages/disadvantages of each method, and compo-
sitions of dierent nanomaterials produced in various
studies are given in Table 3.
Acknowledgements. This project was supported by the Re-
search and Technology Division of National Petrochemical
Company of Iran (Grant No. 84153).
REFERENCES
1. Glenn, J. C., Technol. Forecast. Soc. 73, 128 (2006).
2. Burda, C., Chen, X., Narayanan, R., and El-Sayed, M.
A., Chem. Rev. 105, 1025 (2005).
3. Huang, W. C. and Lue, J. T., J. Phys. Chem. Solids
58, 1529 (1997).
4. Huang, W. C. and Lue, J. T., Phys. Rev. B: Condens.
Matter 59, 69 (1999).
5. Lue, J. T., Huang, W. C., and Ma, S. K., Phys. Rev.
B: Condens. Matter 51, 14570 (1995).
6. Capek, I., Adv. Colloid Interface Sci. 110, 49 (2004).
7. Liu, T., Leng, Y. H., and Li, X. G., Solid State Com-
mun. 125, 391 (2003).
8. Liu, T., Shao, H. Y., and Li, X. G., J. Phys.: Condens.
Matter 15, 2507 (2003).
9. Lane, R., Craig, B., and Babcock, W., AMPTIAC 6,
31 (2002).
10. Nanoscale Materials in Chemistry (Klabunde, K. J.,
Editor). Chapter 4. Wiley, New York, 2001.
11. Nanoscale Materials (Liz-Marzan, L. M. and Kamat,
P. V., Editors), p. 81. Kluwer Academic Publishers,
Boston, 2003.
12. Olah, G. A. and Laureate, N., in Handbook of Nano-
structured Materials and Nanotechnology (Nalwa, H.
S., Editor), Vol. 1, p. 3. Academic Press, San Diego,
2000.
13. Gonsalves, K. E., Li, H., Perez, R., Santiago, P., and
Jose-Yacaman, M., Coord. Chem. Rev. 206, 607 (2000).
14. Suslick, K. S. and Price, G. J., Annu. Rev. Mater. Sci.
29, 295 (1999).
15. Tjong, S. C. and Chen, H., Mater. Sci. Eng., R 45, 1
(2004).
16. Huber, D. L., Small 1, 482 (2005).
17. Daniel, M. C. and Astruc, D., Chem. Rev. 104, 293
(2004).
18. Nano-Powders: Organization of the Disordered/Nano-
cluster Nucleation, Chapter 1, http://www.eng.uc.edu/
gbeaucag/Classes/Nanopowders/Chapter 1 html/
Chapter 1.html
19. Marvast, M. A., Sohrabi, M., Zarrinpashne, S., and
Baghmisheh, G., Chem. Eng. Technol. 28, 78 (2005).
20. Marvast, M. A., Sohrabi, M., Zarrinpashne, S., and
Baghmisheh, G., Gasoline Production from Syngas:
Fixed Bed FT Reactor Study, CHEMCA 2004, Sydney,
2004.
21. Mahajan, D., Gutlich, P., Ensling, J., Pandya, K.,
Stumm, U., and Vijayaraghavan, P., Energy Fuels 17,
1210 (2003).
22. Mahajan, D., Gutlich, P., and Stumm, U., Catal. Com-
mun. 4, 101 (2003).
23. Lopez-Perez, J. A., Lopez-Quintela, M. A., Mira, J.,
Rivas, J., and Charles, S. W., J. Phys. Chem. B 101,
8045 (1997).
24. Tavakoli, A., Sohrabi, M., and Kargari, A., Prepara-
tion of Iron Nanoparticles and Study on their Catalytic
Properties in FischerTropsch Process, Report No.
61/160. Amirkabir University of Technology, Tehran,
2005.
25. Champion, Y., Guerin-Mailly, S., Bonnentien, J. L.,
and Langlois, P., Scr. Mater. 44, 1609 (2001).
26. Sanders, P. G., Eastman, J. A., and Weertman, J. R.,
Acta Mater. 45, 4019 (1997).
27. Chang, W., Skandan, G., Danforth, S. C., Kear, B. H.,
and Hahn, H., Nanostruct. Mater. 4, 507 (1994).
28. Li, D., Choi, C. J., Yu, J. H., Kim, B. K., and Zhang,
Z. D., J. Magn. Magn. Mater. 283, 8 (2004).
29. Wang, Z. H., Choi, C. J., Kim, B. K., Kim, J. C., and
Zhang, Z. D., J. Alloys Compd. 351, 319 (2003).
30. Chang, W., Skandan, G., Hahn, H., Danforth, S. C.,
and Kear, B. H., Nanostruct. Mater. 4, 345 (1994).
31. Choi, C. J., Tolochko, O., and Kim, B. K., Mater. Lett.
56, 289 (2002).
32. Choi, C. J., Dong, X. L., and Kim, B. K., Scr. Mater.
44, 2225 (2001).
33. Wang, Z. H., Choi, C. J., Kim, B. K., Kim, J. C., and
Zhang, Z. D., Carbon 41, 1751 (2003).
34. Li, D., Choi, C. J., Kim, B. K., and Zhang, Z. D., J.
Magn. Magn. Mater. 277, 64 (2004).
35. Wang, Z. H., Choi, C. J., Kim, J. C., Kim, B. K., and
Zhang, Z. D., Mater. Lett. 57, 3560 (2003).
36. Choi, C. J., Kim, B. K., Tolochko, O., and Da, L., Rev.
Adv. Mater. Sci. 5, 487 (2003).
168 Chem. Pap. 61(3) 151170 (2007)
METHODS FOR SYNTHESIS OF METAL NANOPARTICLES
37. Dong, X. L., Choi, C. J., and Kim, B. K., Scr. Mater.
47, 857 (2002).
38. Kim, T. S., Sun, W., Choi, C. J., and Lee, B. T., Rev.
Adv. Mater. Sci. 5, 481 (2003).
39. Fung, K. K., Qin, B., and Zhang, X. X., Mater. Sci.
Eng., A 286, 135 (2000).
40. Lee, D. W., Yu, J. H., Jang, T. S., and Kim, B. K.,
Mater. Lett. 59, 2124 (2005).
41. Oh, S. J., Choi, C. J., Kwon, S. J., Jin, S. H., Kim, B.
K., and Park, J. S., J. Magn. Magn. Mater. 280, 147
(2004).
42. Wang, Z. H., Zhang, Z. D., Choi, C. J., and Kim, B.
K., J. Alloys Compd. 361, 289 (2003).
43. Dravid, V. P., Host, J. J., Teng, M. H., Elliott, B.,
Hwang, J. H., Johnson, D. L., Mason, T. O., and Weert-
man, J. R., Nature 374, 602 (1995).
44. Harris, P. J. F. and Tsang, S. C., Carbon 36, 1859
(1998).
45. Wu, W. Z., Zhu, Z. P., Liu, Z. Y., Xie, Y. I., Zhang, J.,
and Hu, T. D., Carbon 41, 317 (2003).
46. Chen, C. P., Chang, T. H., and Wang T. F., Ceram.
Int. 28, 925 (2002).
47. Ajayan, P. M., Chem. Rev. 99, 1787 (1999).
48. Wang, Y. H., Chiu, S. C., Lin, K. M., and Li, Y. Y.,
Carbon 42, 2535 (2004).
49. Kajiura, H., Huang, H. J., Tsutsui, S., Murakami, Y.,
and Miyakoshi, M., Carbon 40, 2423 (2002).
50. Osvath, Z., Koos, A. A., Horvath, Z. E., Gyulai, J.,
Benito, A. M., Martinez, M. T., Maser, W., and Biro,
L. P., Mater. Sci. Eng., C 23, 561 (2003).
51. Sano, N., Wang, H. L., Chhowalla, M., Alexandrou,
I., Amaratunga, G. A. J., Naito, M., and Kanki, T.,
Chem. Phys. Lett. 368, 331 (2003).
52. Ohno, S. and Uda, M., Trans. Jpn. Inst. Met. 48, 640
(1984).
53. Liu, T., Shao, H. Y., and Li, X. G., Nanotechnology 14,
L1 (2003).
54. Shao, H. Y., Wang, Y. T., Xu, H. R., and Li, X. G.,
Mater. Sci. Eng., B 110, 221 (2004).
55. Grimes, C. A., Qian, D., Dickey, E. C., Allen, J. L.,
and Eklund, P. C., J. Appl. Phys. 87, 5642 (2000).
56. David, B., Pizurova, N., Schneeweiss, O., Bezdicka, P.,
Morjan, I., and Alexandrescu, R., J. Alloys Compd.
378, 112 (2004).
57. Dumitrache, F., Morjan, I., Alexandrescu, R., Ciupina,
V., Prodan, G., Voicu, I., Fleaca, C., Albu, L., Savoiu,
M., Sandu, I., Popovici, E., and Soare, I., Appl. Surf.
Sci. 247, 25 (2005).
58. Martelli, S., Mancini, A., Giorgi, R., Alexandrescu, R.,
Cojocaru, S., Crunteanu, A., Voicu, I., Balu, M., and
Morjan, I., Appl. Surf. Sci. 154, 353 (2000).
59. Veintemillas-Verdaguer, S., Bomati-Miguel, O., and
Morales, M. P., Scr. Mater. 47, 589 (2002).
60. Paul, B. K. and Moulik, S. P., J. Dispersion Sci. Tech-
nol. 18, 301 (1997).
61. Gutmann, H. and Kertes, A. S., J. Colloid Interface
Sci. 51, 406 (1973).
62. Liu, J., Kim, A. Y., Wang, L. Q., Palmer, B. J., Chen,
Y. L., Bruinsma, P., Bunker, B. C., Exarhos, G. J.,
Gra, G. L., Rieke, P. C., Fryxell, G. E., Virden, J.
W., Tarasevich, B. J., and Chick, L. A., Adv. Colloid
Interface Sci. 69, 131 (1996).
63. Wang, C. Y., Jiqng, W. Q., Zhou, Y., Wang, Y. N., and
Chen, Z. Y., Mater. Res. Bull. 35, 53 (2000).
64. Ji, M., Chen, X., Wai, C. M., and Fulton, J. L., J. Am.
Chem. Soc. 121, 2631 (1999).
65. Ohde, H., Hunt, F., and Wai, C. M., Chem. Mater. 13,
4130 (2001).
66. Li, F., Vipulanandan, C., and Mohanty, K. K., Colloids
Surf., A 223, 103 (2003).
67. Xu, Z. Z., Wang, C. C., Yang, W. L., Deng, Y. H., and
Fu, S. K., J. Magn. Magn. Mater. 277, 136 (2004).
68. Deng, Y., Wang, L., Yang, W., Fu, S., and Elaissari,
A., J. Magn. Magn. Mater. 257, 69 (2003).
69. Tartaj, P. and Tartaj, J., Chem. Mater. 14, 536 (2002).
70. Santra, S., Tapec, R., Theodoropoulou, N., Dobson, J.,
Hebard, A., and Tan, W. H., Langmuir 17, 2900 (2001).
71. Yoshimura, M. and Somiya, S., Mater. Chem. Phys.
61, 1 (1999).
72. Cote, L. J., Teja, A. S., Wilkinson, A. P., and Zhang,
Z. J., Fluid Phase Equilib. 210, 307 (2003).
73. Lee, J. S. and Choi, S. C., Mater. Lett. 58, 390 (2004).
74. Giri, S., Samanta, S., Maji, S., Ganguli, S., and Bhau-
mik, A., J. Magn. Magn. Mater. 285, 296 (2005).
75. Chen, Z. Z., Shi, E. W., Li, W. J., Zheng, Y. Q., and
Zhong, W. Z., Mater. Lett. 55, 281 (2002).
76. Mishra, D., Anand, S., Panda, R. K., and Das, R. P.,
Mater. Chem. Phys. 86, 132 (2004).
77. Ataie, A., Priamoon, M. R., Harris, I. R., and Ponton,
C. B., J. Mater. Sci. 30, 5600 (1995).
78. Zhang, D. S., Yoshida, T., Furuta, K., and Minoura,
H., J. Photochem. Photobiol., A 164, 159 (2004).
79. Tani, E., Yoshimura, M., and Somiya, S., J. Am. Ce-
ram. Soc. 66, 11 (1983).
80. Dawson, W. J., Am. Ceram. Soc. Bull. 67, 1673 (1988).
81. Pivin, J. C. and Vincent, E., in Physics, Chemistry
and Applications of Nanostructures: Reviews and Short
Notes to Nanomeeting 2003 Minsk (Borisenko, V. E.,
Gaponenko, S. V., and Gurin, V. S., Editors), p. 285.
World Scientic Publishing, London, 2003.
82. Nagineni, V. S., Zhao, S. H., Potluri, A., Liang, Y.,
Siriwardane, U., Seetala, N. V., Fang, J., Palmer, J.,
and Kuila, D., Ind. Eng. Chem. Res. 44, 5602 (2005).
83. Hseih, C. T., Huang, W. L., and Lue, J. T., J. Phys.
Chem. Solids 63, 733 (2002).
84. Lu, Y., Yin, Y. D., Mayers, B. T., and Xia, Y. N., Nano
Lett. 2, 183 (2002).
85. Santos, A., Ardisson, J. D., Tambourgi, E. B., and
Macedo, W. A. A., J. Magn. Magn. Mater. 177, 247
(1998).
86. Ennas, G., Musinu, A., Piccaluga, G., Zedda, D., Gat-
teschi, D., Sangregorio, C., Stanger, J. L., Concas, G.,
and Spano, G., Chem. Mater. 10, 495 (1998).
87. Bruni, S., Cariati, F., Casu, M., Lai, A., Musinu, A.,
Piccaluga, G., and Solinas, S., Nanostruct. Mater. 11,
573 (1999).
88. Suslick, K. S., Choe, S. B., Cichowlas, A. A., and Grin-
sta, M. W., Nature 353, 414 (1991).
89. Suslick, K. S., Hyeon, T., Fang, M., and Cichowlas, A.
A., in Advanced Catalysts and Nanostructured Materi-
als (Moser, W. R., Editor), Chapter 8. Academic Press,
New York, 1996.
90. Khalil, H., Mahajan, D., Rafailovich, M., Gelfer, M.,
and Pandya, K., Langmuir 20, 6896 (2004).
Chem. Pap. 61(3) 151170 (2007) 169
A. TAVAKOLI, M. SOHRABI, A. KARGARI
91. Pol, V. G., Motiei, M., Gedanken, A., Calderon-
Moreno, J., and Mastai, Y., Chem. Mater. 15, 1378
(2003).
92. Vijayakumar, R., Koltypin, Y., Felner, I., and Gedan-
ken, A., Mater. Sci. Eng., A 286, 101 (2000).
93. Gedanken, A., Ultrason. Sonochem. 11, 47 (2004).
94. Sha, K. V. P. M., Ulman, A., Yan, X. Z., Yang, N. L.,
Estournes, C., White, H., and Rafailovich, M., Lang-
muir 17, 5093 (2001).
95. Roh, Y., Lauf, R. J., McMillan, A. D., Zhang, C.,
Rawn, C. J., Bai, J., and Phelps, T. J., Solid State
Commun. 118, 529 (2001).
96. Tsang, S. C., Qiu, J. S., Harris, P. J. F., Fu, Q. J., and
Zhang, N., Chem. Phys. Lett. 322, 553 (2000).
97. Janot, R. and Guerard, D., J. Alloys Compd. 333, 302
(2002).
98. Pithawalla, Y. B., El Shall, M. S., and Deevi, S. C.,
Intermetallics 8, 1225 (2000).
99. Murty, B. S. and Ranganathan, S., Int. Mater. Rev. 43,
101 (1998).
100. Chin, P. P., Ding, J., Yi, J. B., and Liu, B. H., J. Alloys
Compd. 390, 255 (2005).
101. Wu, J. M., Mater. Lett. 48, 324 (2001).
102. Rawers, J. and Cook, D., Nanostruct. Mater. 11, 331
(1999).
103. Joseyphus, R. J., Narayanasamy, A., Nigam, A. K., and
Krishnan, R., J. Magn. Magn. Mater. 296, 57 (2006).
104. Zhan, Z. L., He, Y. D., Wang, D. R., and Gao, W.,
Intermetallics 14, 75 (2006).
105. Kalyanaraman, R., Yoo, S., Krupashankara, M. S., Su-
darshan, T. S., and Dowding, R. J., Nanostruct. Mater.
10, 1379 (1998).
106. Yu, J. H., Lee, J. S., and Ahn, K. H., Scr. Mater. 44,
2213 (2001).
107. Kim, J. C. and Kim, B. K., Scr. Mater. 50, 969 (2004).
108. Yu, J. H., Kim, S. Y., Lee, J. S., and Ahn, K. H., Nano-
struct. Mater. 12, 199 (1999).
109. Lester, E., Blood, P., Denyer, J., Giddings, D., Az-
zopardi., B., and Poliako, M., J. Supercrit. Fluids 37,
209 (2006).
110. Srivastava, D. N., Perkas, N., Gedanken, A., and Fel-
ner, I., J. Phys. Chem. B 106, 1878 (2002).
170 Chem. Pap. 61(3) 151170 (2007)
Potrebbero piacerti anche
- Mass Transfer CoefficientDocumento7 pagineMass Transfer CoefficientkolkeNessuna valutazione finora
- Math Models Mixing TheoryDocumento128 pagineMath Models Mixing TheoryHerb Norman SrNessuna valutazione finora
- Chromate-Free Coatings Systems For Aerospace and Defence Applications - PRA World PDFDocumento23 pagineChromate-Free Coatings Systems For Aerospace and Defence Applications - PRA World PDFpappuNessuna valutazione finora
- Understanding Enzymes Function - Design - Engineering - and AnalysisDocumento884 pagineUnderstanding Enzymes Function - Design - Engineering - and AnalysisDiana Reyes100% (3)
- Coll OidsDocumento77 pagineColl OidsIrham Hikmawan RamadhanNessuna valutazione finora
- Full 66817Documento8 pagineFull 66817EvaPuspitaSariNessuna valutazione finora
- TRIBOLOGY & LUBRICATION TECHNOLOGY May 2016Documento228 pagineTRIBOLOGY & LUBRICATION TECHNOLOGY May 2016Jorge Cuadros Blas100% (4)
- Size Reduction Techniques and EquipmentDocumento66 pagineSize Reduction Techniques and Equipmentrefarmita24Nessuna valutazione finora
- Chapter - Ii Synthesis Methods of NanoparticlesDocumento20 pagineChapter - Ii Synthesis Methods of Nanoparticlesjkc collegeNessuna valutazione finora
- Comparative Study of Rust Converters For Historic Outdoor MetalworkDocumento5 pagineComparative Study of Rust Converters For Historic Outdoor MetalworkMolly0630Nessuna valutazione finora
- Cell DisruptionDocumento25 pagineCell DisruptionDeepika Selvaraju S100% (1)
- Mechanism of Hydrogen Formation in Solar Parabolic Trough ReceiversDocumento8 pagineMechanism of Hydrogen Formation in Solar Parabolic Trough Receiversjemakl1568Nessuna valutazione finora
- Powder Technology: Aca Jovanovi Ć, Milada Pezo, Lato Pezo, Ljubinko Levi ĆDocumento9 paginePowder Technology: Aca Jovanovi Ć, Milada Pezo, Lato Pezo, Ljubinko Levi ĆEdison GarciaNessuna valutazione finora
- Path and Trajectory PlanningDocumento96 paginePath and Trajectory PlanningTarinder SinghNessuna valutazione finora
- Electroplating of Cu-Sn Alloys andDocumento81 pagineElectroplating of Cu-Sn Alloys andcicerojoiasNessuna valutazione finora
- Superfine Grinding TechniquesDocumento34 pagineSuperfine Grinding TechniquesKazemizNessuna valutazione finora
- Water Treatment SystemDocumento36 pagineWater Treatment Systempavank8Nessuna valutazione finora
- Graphene-doped Silicon Nano Powder ProductionDocumento15 pagineGraphene-doped Silicon Nano Powder ProductionKholidFadullahNessuna valutazione finora
- Synthesis of Metal Organic FrameworksDocumento37 pagineSynthesis of Metal Organic Frameworksmoonwolf178Nessuna valutazione finora
- Soluble Silicates 00 VailDocumento456 pagineSoluble Silicates 00 VailSiddhartha PachisiaNessuna valutazione finora
- Synthesis of Copper Oxide Nanoparticles Using Simple Chemical Route PDFDocumento3 pagineSynthesis of Copper Oxide Nanoparticles Using Simple Chemical Route PDFRobinsonNessuna valutazione finora
- An Assessment of The Environmental Impact of Brine Disposal in MarineDocumento7 pagineAn Assessment of The Environmental Impact of Brine Disposal in MarineMohammed H ShehadaNessuna valutazione finora
- Smith - Archaeological Conservation Using Polymers PDFDocumento144 pagineSmith - Archaeological Conservation Using Polymers PDFyadirarodriguez23100% (1)
- Zeolite Nano PrticleDocumento20 pagineZeolite Nano PrticlePrima AnggrainiNessuna valutazione finora
- The Art of Using Ionic Liquids in The Synthesis of Inorganic NanomaterialsDocumento10 pagineThe Art of Using Ionic Liquids in The Synthesis of Inorganic NanomaterialsAhsan JalalNessuna valutazione finora
- Nano Paper 1Documento9 pagineNano Paper 1Kirti GadeNessuna valutazione finora
- Why The Future Does Not Need UsDocumento17 pagineWhy The Future Does Not Need UsSimon Santos100% (3)
- Hybrid Sol-Gel Coatings Based On Silanes-Amino Acids For Corrosion Protection of AZ91 Magnesium Alloy - Electrochemical and DFT InsightsDocumento12 pagineHybrid Sol-Gel Coatings Based On Silanes-Amino Acids For Corrosion Protection of AZ91 Magnesium Alloy - Electrochemical and DFT InsightsJerson Javier Chaparro PlataNessuna valutazione finora
- Carbon NanotubesDocumento25 pagineCarbon NanotubesKarthikKavuriNessuna valutazione finora
- Chapter - Ii Synthesis Methods of NanoparticlesDocumento20 pagineChapter - Ii Synthesis Methods of NanoparticlesEswara SaiNessuna valutazione finora
- Nano AluminaDocumento6 pagineNano Alumina林小飛Nessuna valutazione finora
- ReferencesDocumento25 pagineReferencesChriaAkaleziNessuna valutazione finora
- Introduction To Nano MaterialsDocumento25 pagineIntroduction To Nano MaterialsradhikaNessuna valutazione finora
- Characteristic Properties of Nanoclays and Characterization of Nanoparticulates and NanocompositesDocumento22 pagineCharacteristic Properties of Nanoclays and Characterization of Nanoparticulates and NanocompositesYasser AlghrafyNessuna valutazione finora
- Beneficiation of Kankara KaolinDocumento9 pagineBeneficiation of Kankara KaolinLAWRENCE OTUNessuna valutazione finora
- NRAM Semister 5 Report on Carbon Nanotube Memory TechnologyDocumento12 pagineNRAM Semister 5 Report on Carbon Nanotube Memory TechnologyVijayrana2014100% (2)
- Nano Technology: Origin The Term Nanotechnology' Is Derived From The Greek Word Nanos'Documento30 pagineNano Technology: Origin The Term Nanotechnology' Is Derived From The Greek Word Nanos'SaiKishoreNessuna valutazione finora
- b700 Boysen Clear Acrylic EmulsionDocumento6 pagineb700 Boysen Clear Acrylic Emulsionraighnejames19Nessuna valutazione finora
- Submitted To: DR. BASHIR AHMAD: Assignment OnDocumento13 pagineSubmitted To: DR. BASHIR AHMAD: Assignment OnIrfan HaiderNessuna valutazione finora
- D6343-14 Standard Test Methods For Thin Thermally Conductive Solid Materials For Electrical Insulation and Dielectric ApplicationsDocumento5 pagineD6343-14 Standard Test Methods For Thin Thermally Conductive Solid Materials For Electrical Insulation and Dielectric Applicationsjose floresNessuna valutazione finora
- Lecture 07 CVD and OxidationDocumento12 pagineLecture 07 CVD and OxidationFarisa RizkiNessuna valutazione finora
- Synthesis of Nano Crystalline Zeolite Y From BentoniteDocumento5 pagineSynthesis of Nano Crystalline Zeolite Y From BentonitegoaliefieldNessuna valutazione finora
- General Introduction of Microza: Microza Division Asahi Kasei CorporationDocumento19 pagineGeneral Introduction of Microza: Microza Division Asahi Kasei CorporationallioucheNessuna valutazione finora
- Synthesis of 2-Ethylhydroanthraquinone For The Production of Hydrogen Peroxide in A Catalytic Slurry Reactor: Design CaseDocumento6 pagineSynthesis of 2-Ethylhydroanthraquinone For The Production of Hydrogen Peroxide in A Catalytic Slurry Reactor: Design CasezibaNessuna valutazione finora
- Complex FluidsDocumento11 pagineComplex FluidsAnup MathewNessuna valutazione finora
- Galvanizing HistoryDocumento6 pagineGalvanizing HistorySreedhar Patnaik.MNessuna valutazione finora
- Tin PlatingDocumento6 pagineTin PlatingJosh DaclesNessuna valutazione finora
- Adhesion and Adhesive ApplicationDocumento2 pagineAdhesion and Adhesive ApplicationTarani TharanNessuna valutazione finora
- Synthesis of Yellow Colloidal SilverDocumento4 pagineSynthesis of Yellow Colloidal SilverOng Chin LengNessuna valutazione finora
- Rotational Moulding Design GuideDocumento14 pagineRotational Moulding Design Guidesushant3240Nessuna valutazione finora
- Plant Design Kojic Acid Beta 1Documento41 paginePlant Design Kojic Acid Beta 1Milton Dels RosaNessuna valutazione finora
- Nano ConcreteDocumento7 pagineNano Concretemuzakir sparkolNessuna valutazione finora
- NYLON 6,6 (Nylon 6) : OverviewDocumento4 pagineNYLON 6,6 (Nylon 6) : OverviewKaruppiah VigneshNessuna valutazione finora
- The Failure of Composite Materials Under High-Velocity Liquid ImpactDocumento20 pagineThe Failure of Composite Materials Under High-Velocity Liquid ImpactlufabaoNessuna valutazione finora
- Synthesis and Organization of Nano MaterialsDocumento3 pagineSynthesis and Organization of Nano MaterialsRanjit KumarNessuna valutazione finora
- Electrodeposition Andreas Tolz PPGDocumento14 pagineElectrodeposition Andreas Tolz PPGAndi MusdalifahNessuna valutazione finora
- Nano Tech Inc. Profile and ProductsDocumento12 pagineNano Tech Inc. Profile and ProductsYasser Nazeem Nour100% (1)
- CVFGFHGDocumento25 pagineCVFGFHGMary Grace VelitarioNessuna valutazione finora
- Synopsis For Wastewater Treatment TechnologiesDocumento4 pagineSynopsis For Wastewater Treatment Technologiesgotogo67% (3)
- Modern Electroplating Fourth Edition Edited by M SDocumento2 pagineModern Electroplating Fourth Edition Edited by M Smiguelin91690% (1)
- Birla Institute of Technology and Science, Pilani Instruction Division FIRST SEMESTER 2010-2011 Course Handout Part IIDocumento3 pagineBirla Institute of Technology and Science, Pilani Instruction Division FIRST SEMESTER 2010-2011 Course Handout Part IIGirish HanumaiahNessuna valutazione finora
- Is 6009 1970 PDFDocumento11 pagineIs 6009 1970 PDFkishor150688Nessuna valutazione finora
- Corrosion Failures: Theory, Case Studies, and SolutionsDa EverandCorrosion Failures: Theory, Case Studies, and SolutionsNessuna valutazione finora
- Metal Oxide and Hydroxide Nanoarrays, Hydrothermal Synthesis and Applications As Supercapacitors and NanocatalystsDocumento16 pagineMetal Oxide and Hydroxide Nanoarrays, Hydrothermal Synthesis and Applications As Supercapacitors and NanocatalystsserchNessuna valutazione finora
- Synthesis of Dispersed Metal Particles For Applications in Photovoltaics, Catalysis, and ElectronicsDocumento51 pagineSynthesis of Dispersed Metal Particles For Applications in Photovoltaics, Catalysis, and ElectronicsKhouloud baltiNessuna valutazione finora
- Improvements in The Manufacture and Production of Metals From Metal HalidesDocumento4 pagineImprovements in The Manufacture and Production of Metals From Metal HalidesKurtWatleyNessuna valutazione finora
- Metastable Soot CPLDocumento6 pagineMetastable Soot CPLKurtWatleyNessuna valutazione finora
- Method of Preventing Clogging of The Hydrogen Inlet To A Reducing Zone in The Reduction of Ferrous Chloride Vapor by HydrogenDocumento7 pagineMethod of Preventing Clogging of The Hydrogen Inlet To A Reducing Zone in The Reduction of Ferrous Chloride Vapor by HydrogenKurtWatleyNessuna valutazione finora
- A Comment Upon The Correlation of Inductively Coupled Plasma Emission Signal Variations With Spray Chamber Pressure VariationsDocumento1 paginaA Comment Upon The Correlation of Inductively Coupled Plasma Emission Signal Variations With Spray Chamber Pressure VariationsKurtWatleyNessuna valutazione finora
- !spinning of Carbon Nanotube Fibres Using The Floating Catalyst High Temperature Route Purity Issues and The Critical Role of SulphurDocumento19 pagine!spinning of Carbon Nanotube Fibres Using The Floating Catalyst High Temperature Route Purity Issues and The Critical Role of SulphurKurtWatleyNessuna valutazione finora
- Intro MEMSDocumento152 pagineIntro MEMSRoberto Tanaka100% (1)
- Qi Lu: Professional ExperienceDocumento4 pagineQi Lu: Professional ExperienceShiva DagalNessuna valutazione finora
- Module5 NanotechnologyDocumento17 pagineModule5 NanotechnologyMidas Troy VictorNessuna valutazione finora
- Materials Science and TechnologyDocumento336 pagineMaterials Science and TechnologyJosé Ramírez100% (1)
- Nanotechnology-The Era of Molecular DentistryDocumento14 pagineNanotechnology-The Era of Molecular DentistryAmar BimavarapuNessuna valutazione finora
- Sriharsha KarumuriDocumento12 pagineSriharsha KarumuriAn DangNessuna valutazione finora
- 21) Introducing The Nano Cars Into The Robotics For The Realistic MovementsDocumento12 pagine21) Introducing The Nano Cars Into The Robotics For The Realistic MovementsSubbu Naidu100% (1)
- Introduction To Particle Technology: Dr. Sujan ChowdhuryDocumento27 pagineIntroduction To Particle Technology: Dr. Sujan ChowdhuryAh WenNessuna valutazione finora
- NanoworldDocumento13 pagineNanoworldNoreen Guiyab TannaganNessuna valutazione finora
- BEC008 - MemsnemsDocumento39 pagineBEC008 - MemsnemsACHIEVER MNessuna valutazione finora
- Wang 2017Documento28 pagineWang 2017Agil SetyawanNessuna valutazione finora
- Lab: Deformation of Nanoscale MaterialsDocumento12 pagineLab: Deformation of Nanoscale MaterialsNAITBOUDANessuna valutazione finora
- Nanofysiikka - Understanding Matter at the NanoscaleDocumento32 pagineNanofysiikka - Understanding Matter at the NanoscaleApuNessuna valutazione finora
- 05.nanotechnology and Its PotentialDocumento12 pagine05.nanotechnology and Its PotentialRijma KhanNessuna valutazione finora
- Nanotechnology For Water Purification: Applications of Nanotechnology Methods in Wastewater TreatmentDocumento4 pagineNanotechnology For Water Purification: Applications of Nanotechnology Methods in Wastewater TreatmentJoshua Emmanuel PagulongNessuna valutazione finora
- Electrodeposition for Nanomaterial SynthesisDocumento10 pagineElectrodeposition for Nanomaterial SynthesisMouna KallelNessuna valutazione finora
- NIH Public Access: Author ManuscriptDocumento10 pagineNIH Public Access: Author ManuscriptumairyaqubqaziNessuna valutazione finora
- Cmos Technology GroupDocumento56 pagineCmos Technology GroupAiman NabihahNessuna valutazione finora
- The Nano World Final... AcooonnnnnnDocumento17 pagineThe Nano World Final... AcooonnnnnnHarold AbutNessuna valutazione finora
- Use of Nanotechnology in Solar PV CellsDocumento16 pagineUse of Nanotechnology in Solar PV CellsEngr.usman SharifNessuna valutazione finora
- MEMs & Nanotech IntroductionDocumento25 pagineMEMs & Nanotech IntroductionnitinNessuna valutazione finora
- Advanced LithographyDocumento23 pagineAdvanced LithographyMuhammad Maiz GhauriNessuna valutazione finora
- Combustion Synthesis FullerenesDocumento6 pagineCombustion Synthesis FullerenesJesus Andres Oñate GutierrezNessuna valutazione finora
- SPIEDocumento438 pagineSPIEfilthypeerNessuna valutazione finora
- 10 1016@j Matpr 2018 01 043Documento6 pagine10 1016@j Matpr 2018 01 043andiNessuna valutazione finora