Potrebbero piacerti anche
- Friction Stir Welding of High Strength 7XXX Aluminum AlloysDa EverandFriction Stir Welding of High Strength 7XXX Aluminum AlloysNessuna valutazione finora
- Methodology To Predict Fatigue LifeDocumento4 pagineMethodology To Predict Fatigue Lifeahmetsadry1Nessuna valutazione finora
- Offshore Mechanics: Structural and Fluid Dynamics for Recent ApplicationsDa EverandOffshore Mechanics: Structural and Fluid Dynamics for Recent ApplicationsNessuna valutazione finora
- Evaluation and Comparison of Several Multi Axial Fatigue CriteriaDocumento9 pagineEvaluation and Comparison of Several Multi Axial Fatigue CriteriaEbrahim AlvandiNessuna valutazione finora
- Estimation Methods For Strain-Life Fatigue From Hardness PDFDocumento15 pagineEstimation Methods For Strain-Life Fatigue From Hardness PDFJulio Andrés Casal RamosNessuna valutazione finora
- Hypermesh Analysis For UDLDocumento12 pagineHypermesh Analysis For UDLkapilrajeevNessuna valutazione finora
- Industrial Motor Control: Control Devices Control Diagram Starting MethodDocumento51 pagineIndustrial Motor Control: Control Devices Control Diagram Starting MethodMuhd Izwan Ikhmal Rosli100% (1)
- Guide For Bolted Join Design and Analysis PernosDocumento47 pagineGuide For Bolted Join Design and Analysis PernosjeremiasNessuna valutazione finora
- Resistance and Propulsion Characteristics of Various Commercial Ships Based On CFD ResultsDocumento18 pagineResistance and Propulsion Characteristics of Various Commercial Ships Based On CFD ResultsmarinengineerNessuna valutazione finora
- Estimation Methods For Fatigue Properties of Steels Under Axial and Torsional LoadingDocumento11 pagineEstimation Methods For Fatigue Properties of Steels Under Axial and Torsional Loadingrobinisc100% (1)
- Breakage Chutes TD Edit 2Documento6 pagineBreakage Chutes TD Edit 2Luca BenvenutiNessuna valutazione finora
- PHD Thesis Rakesh Goyal March2015 PDFDocumento227 paginePHD Thesis Rakesh Goyal March2015 PDFNouman IqbalNessuna valutazione finora
- Fatigue Analysis of Welding Seams and Spot Joints in Automotive StructuresDocumento9 pagineFatigue Analysis of Welding Seams and Spot Joints in Automotive StructuresAndreyNessuna valutazione finora
- CFD Fluent en El Casco DTMB 5415Documento34 pagineCFD Fluent en El Casco DTMB 5415klzsailingNessuna valutazione finora
- Simulations of The DARPA Suboff Submarine Including Self-PropulsiDocumento59 pagineSimulations of The DARPA Suboff Submarine Including Self-Propulsijasonhaung100% (1)
- An Improved Method For Estimation of Ramberg-Osgood Curves Ofsteels From Monotonic Tensile PropertiesDocumento15 pagineAn Improved Method For Estimation of Ramberg-Osgood Curves Ofsteels From Monotonic Tensile PropertiesAsad MaqsoodNessuna valutazione finora
- TrackfriendlyBogies Orvnaes Etal PDFDocumento46 pagineTrackfriendlyBogies Orvnaes Etal PDFPedro HenriquesNessuna valutazione finora
- The Effect of Fiber Architecture On The Mechanical Properties of Carbon-Carbon Fiber CompositesDocumento13 pagineThe Effect of Fiber Architecture On The Mechanical Properties of Carbon-Carbon Fiber CompositesBolaji SuberuNessuna valutazione finora
- SG TheoryDocumento10 pagineSG TheoryvigneshwarimahamuniNessuna valutazione finora
- Fracture Mechanics in Ansys R16: Session Will Begin at 10:00 AM (Pacific Day Time)Documento36 pagineFracture Mechanics in Ansys R16: Session Will Begin at 10:00 AM (Pacific Day Time)rockmanqhNessuna valutazione finora
- Tutorial PDFDocumento350 pagineTutorial PDFSamuel RiveroNessuna valutazione finora
- International Journal of Fatigue: Reza Molaei, Ali FatemiDocumento15 pagineInternational Journal of Fatigue: Reza Molaei, Ali FatemiJulia Pitanga CarvalhoNessuna valutazione finora
- Nastran Cquad4 V CquadrDocumento18 pagineNastran Cquad4 V Cquadrrrmerlin_2Nessuna valutazione finora
- Analysis of The Behaviour of Stainless Steel Bolted ConnectionsDocumento11 pagineAnalysis of The Behaviour of Stainless Steel Bolted ConnectionsSam SamouraNessuna valutazione finora
- Interfaces in Polymer Matrix Composites: Composite Materials, Vol. 6Da EverandInterfaces in Polymer Matrix Composites: Composite Materials, Vol. 6Nessuna valutazione finora
- Analysis of Multi Layered Filament Wound Composite Pipes Under Internal PressureDocumento9 pagineAnalysis of Multi Layered Filament Wound Composite Pipes Under Internal Pressurenhung_33Nessuna valutazione finora
- Part 2 Lesson 3B Local Buckling and Bending: ContentDocumento24 paginePart 2 Lesson 3B Local Buckling and Bending: ContentChinnaraja GandhiNessuna valutazione finora
- FloedfDocumento7 pagineFloedfthex7Nessuna valutazione finora
- Ratings Definition & Engine SelectionDocumento22 pagineRatings Definition & Engine SelectionAndry SetyawanNessuna valutazione finora
- Torsional Stress On TubeDocumento7 pagineTorsional Stress On TubeEPCFirmNessuna valutazione finora
- Fatigue Design of Plated Structures Using Finite Element AnalysisDocumento11 pagineFatigue Design of Plated Structures Using Finite Element AnalysisAan YudiantoNessuna valutazione finora
- Nonlinear Total Strain Vs Linear Strai1Documento32 pagineNonlinear Total Strain Vs Linear Strai1Dasaka BrahmendraNessuna valutazione finora
- Standard Specification For Aluminum-Alloy 5005 Drawing Stock For Electrical Purposes1Documento3 pagineStandard Specification For Aluminum-Alloy 5005 Drawing Stock For Electrical Purposes1HugoStiglicNessuna valutazione finora
- MechanicsMaterials2MadhukarVable PDFDocumento595 pagineMechanicsMaterials2MadhukarVable PDFkabbirhossainNessuna valutazione finora
- Brown, Miller - Biaxial Cyclic Deformation Behaviour of SteelsDocumento14 pagineBrown, Miller - Biaxial Cyclic Deformation Behaviour of SteelsDavid C Houser100% (1)
- Basic Vibration Analysis in AnsysDocumento30 pagineBasic Vibration Analysis in AnsysmanjunathbagaliNessuna valutazione finora
- ASTM Terminologia de Materiales CompuestosDocumento5 pagineASTM Terminologia de Materiales Compuestosanon_102611416Nessuna valutazione finora
- Rolling Contact Fatigue of Case Carburized 2017 International Journal of FaDocumento18 pagineRolling Contact Fatigue of Case Carburized 2017 International Journal of FaAnonymous bjD4fCiNessuna valutazione finora
- Finite Element Analysis of Butterfly Valve Disc IJERTV2IS70790Documento6 pagineFinite Element Analysis of Butterfly Valve Disc IJERTV2IS70790Aswaja313Nessuna valutazione finora
- Appendix D Review of Mechanics of Materials - 2009 - Elasticity Second Edition PDFDocumento14 pagineAppendix D Review of Mechanics of Materials - 2009 - Elasticity Second Edition PDFJaimeNessuna valutazione finora
- Technical Information of Icr18650 S3 (2200mah)Documento9 pagineTechnical Information of Icr18650 S3 (2200mah)Rolland ButterNessuna valutazione finora
- Rolling Contact Fatigue Analysis of Rails Inculding Numerical Simulations of The Rail Manufacturing Process and Repeated Wheel-Rail Contact LoadsDocumento12 pagineRolling Contact Fatigue Analysis of Rails Inculding Numerical Simulations of The Rail Manufacturing Process and Repeated Wheel-Rail Contact LoadsMarcelino Pereira Do NascimentoNessuna valutazione finora
- Local Buckling Behaviour of A Corrosion Resistant Alloy Liner in Tight Fit Pipe Due To Axial Compression Thesis PDFDocumento62 pagineLocal Buckling Behaviour of A Corrosion Resistant Alloy Liner in Tight Fit Pipe Due To Axial Compression Thesis PDFWaldemarNessuna valutazione finora
- Notes On Power Spectral Density (PSD) Estimation Using MatlabDocumento10 pagineNotes On Power Spectral Density (PSD) Estimation Using MatlabPhilip Wang100% (1)
- Hydrodynamic Resistance of Towed CablesDocumento6 pagineHydrodynamic Resistance of Towed CablesHamed AzarkeshbNessuna valutazione finora
- Double-Frequency Stator Core Vibration in Large Two-Pole TurbogeneratorsDocumento292 pagineDouble-Frequency Stator Core Vibration in Large Two-Pole TurbogeneratorshozipekNessuna valutazione finora
- Stress Concentration Factor - An Overview - ScienceDirect Topics PDFDocumento20 pagineStress Concentration Factor - An Overview - ScienceDirect Topics PDFbhaskarrajusa8034Nessuna valutazione finora
- Effect of Frequency On FatigueDocumento10 pagineEffect of Frequency On FatigueMahadevan RNessuna valutazione finora
- Adiabatic Shear Localization: Frontiers and AdvancesDa EverandAdiabatic Shear Localization: Frontiers and AdvancesBradley DoddNessuna valutazione finora
- Arc Fault SimulationDocumento7 pagineArc Fault SimulationtunghtdNessuna valutazione finora
- Fatigue Consideration DesignDocumento68 pagineFatigue Consideration DesignSaravanan Srvn TNessuna valutazione finora
- Hot Spot StressDocumento11 pagineHot Spot Stressevo2005_2006Nessuna valutazione finora
- Cerig Rbe3 Rigid184Documento6 pagineCerig Rbe3 Rigid184Balaji ModepalliNessuna valutazione finora
- In Elastic Buckling of Geometrically Imperfect TubesDocumento16 pagineIn Elastic Buckling of Geometrically Imperfect TubesSiva RajNessuna valutazione finora
- A Review of T-Stress and Its Effects in Fracture MechanicsDocumento24 pagineA Review of T-Stress and Its Effects in Fracture MechanicsMarilene Lobato100% (1)
- Fatigue Strength Prediction of Truck Cab by CaeDocumento7 pagineFatigue Strength Prediction of Truck Cab by CaemeDC123Nessuna valutazione finora
- Shape Memory AlloysDocumento16 pagineShape Memory AlloysIvan HernandezNessuna valutazione finora
- Design Optimization of Roller Straightening Process For Steel Cord Using Response Surface MethodologyDocumento6 pagineDesign Optimization of Roller Straightening Process For Steel Cord Using Response Surface MethodologybulkformingNessuna valutazione finora
- FEM of Welded JointDocumento34 pagineFEM of Welded JointbysktyvktoNessuna valutazione finora
- Callister - Concept Check AnswersDocumento58 pagineCallister - Concept Check AnswersGöksun Güven75% (4)
- Prelim Gen Chem 1 Grade 11Documento7 paginePrelim Gen Chem 1 Grade 11Oneal PagkaliwaganNessuna valutazione finora
- Ammonia ProductionDocumento5 pagineAmmonia ProductionHarsh WaliaNessuna valutazione finora
- AluminiumDocumento19 pagineAluminiumAnkur Jain100% (1)
- Jiang 2017Documento49 pagineJiang 2017Agtc TandayNessuna valutazione finora
- Zamak-3 XometryDocumento1 paginaZamak-3 XometryFrancisco BocanegraNessuna valutazione finora
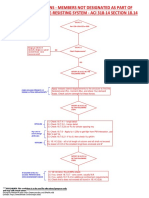
- Concrete Columns - Members Not Designated As Part of The Seismic-Force-Resisting System - Aci 318-14 Section 18.14Documento2 pagineConcrete Columns - Members Not Designated As Part of The Seismic-Force-Resisting System - Aci 318-14 Section 18.14stephanie madridNessuna valutazione finora
- Moles and Equations Worksheet and AnswersDocumento3 pagineMoles and Equations Worksheet and AnswersMahumNessuna valutazione finora
- Machine Tool Division 2Documento15 pagineMachine Tool Division 2MukulNessuna valutazione finora
- DSS AssignmentDocumento29 pagineDSS AssignmentRahul SharmaNessuna valutazione finora
- Paint Chip AnalysisDocumento11 paginePaint Chip AnalysisIlyana ShalahudinNessuna valutazione finora
- Staircase DesignDocumento28 pagineStaircase DesignIbnuyusoff77Nessuna valutazione finora
- Verification of Johnson-Cook Parameters of Ferritic Stainless Steel by Drilling ProcesDocumento9 pagineVerification of Johnson-Cook Parameters of Ferritic Stainless Steel by Drilling ProcesDuslerinalargaNessuna valutazione finora
- LAS 1.6 Elements and CompoundsDocumento1 paginaLAS 1.6 Elements and Compoundsxhiriii mindzzNessuna valutazione finora
- CH 06Documento84 pagineCH 06IlhamBintang100% (1)
- Endangered ElementsDocumento4 pagineEndangered ElementsJerry GzzNessuna valutazione finora
- Cooling System Specifications: General Coolant InformationDocumento1 paginaCooling System Specifications: General Coolant InformationKamal PakdamanNessuna valutazione finora
- H2 Chem Prelim Paper 2Documento28 pagineH2 Chem Prelim Paper 2chuasioklengNessuna valutazione finora
- Bomba de Vacio Sihi LPHX 40516Documento12 pagineBomba de Vacio Sihi LPHX 40516Dante Coloma JimenezNessuna valutazione finora
- Customer Specification Shipment/Delivery No.: GL 5.65 SODocumento1 paginaCustomer Specification Shipment/Delivery No.: GL 5.65 SOBilal Luhar100% (1)
- STAR 1 in 1.2 F Accelerating Admixtures For ConcreteDocumento35 pagineSTAR 1 in 1.2 F Accelerating Admixtures For Concreteatnmmm100Nessuna valutazione finora
- Polymer ChemistryDocumento115 paginePolymer Chemistrywaheedlakho0% (2)
- Laboratory Studies For Rock CuttingDocumento11 pagineLaboratory Studies For Rock CuttingAjyant DubeyNessuna valutazione finora
- Asme Section IxDocumento71 pagineAsme Section Ixranjitkumar1977100% (2)
- Silt CurtainDocumento3 pagineSilt CurtainarvindkaushikNessuna valutazione finora
- Civil Engineering: Sr. No. Core Areas PercentageDocumento9 pagineCivil Engineering: Sr. No. Core Areas PercentageIzo SeremNessuna valutazione finora
- A New Finding On The Role of LiNO3 in Lithium-Sulfur BatteryDocumento7 pagineA New Finding On The Role of LiNO3 in Lithium-Sulfur BatteryTong YichenNessuna valutazione finora
- Thermodynamics HandoutsDocumento5 pagineThermodynamics HandoutsEnigma YTNessuna valutazione finora
- Simple DistillationDocumento5 pagineSimple DistillationRyan Joseph GaholNessuna valutazione finora
- SC7620 Mini Sputter Coater Operating Manual: For Technical and Applications Advice Plus Our On-Line Shop For Spares andDocumento33 pagineSC7620 Mini Sputter Coater Operating Manual: For Technical and Applications Advice Plus Our On-Line Shop For Spares andatul nalavadeNessuna valutazione finora