Potrebbero piacerti anche
- Knapp TestDocumento12 pagineKnapp Testsilvinas29203867% (3)
- PDAJChallenge KitDocumento15 paginePDAJChallenge KitElango Minnoor100% (1)
- Software Validation A Complete Guide - 2020 EditionDa EverandSoftware Validation A Complete Guide - 2020 EditionNessuna valutazione finora
- Qualification of A Manual Inspection Process For A New Fill Finish Facility PDFDocumento30 pagineQualification of A Manual Inspection Process For A New Fill Finish Facility PDFschumon50% (2)
- Sei de NaderDocumento47 pagineSei de Naderpamy26250Nessuna valutazione finora
- Techniques for Downstream process for Biologic Drugs and VaccinesDa EverandTechniques for Downstream process for Biologic Drugs and VaccinesNessuna valutazione finora
- Visual Inspector Qualification PDFDocumento7 pagineVisual Inspector Qualification PDFrobin hasanNessuna valutazione finora
- Biocontamination Control for Pharmaceuticals and HealthcareDa EverandBiocontamination Control for Pharmaceuticals and HealthcareValutazione: 5 su 5 stelle5/5 (1)
- Pharmaceutical Quality by Design: A Practical ApproachDa EverandPharmaceutical Quality by Design: A Practical ApproachWalkiria S. SchlindweinNessuna valutazione finora
- ICH Quality Guidelines: An Implementation GuideDa EverandICH Quality Guidelines: An Implementation GuideAndrew TeasdaleNessuna valutazione finora
- Current Good Manufacturing Practices (cGMP) for Pharmaceutical ProductsDa EverandCurrent Good Manufacturing Practices (cGMP) for Pharmaceutical ProductsNessuna valutazione finora
- Downstream Industrial Biotechnology: Recovery and PurificationDa EverandDownstream Industrial Biotechnology: Recovery and PurificationNessuna valutazione finora
- Validation Master Plan A Complete Guide - 2021 EditionDa EverandValidation Master Plan A Complete Guide - 2021 EditionNessuna valutazione finora
- Acceptance Quality Limits and Visual InspectionDocumento32 pagineAcceptance Quality Limits and Visual InspectionschumonNessuna valutazione finora
- ISO 13485 Quality Management System A Complete Guide - 2020 EditionDa EverandISO 13485 Quality Management System A Complete Guide - 2020 EditionNessuna valutazione finora
- Portfolio, Program, and Project Management in the Pharmaceutical and Biotechnology IndustriesDa EverandPortfolio, Program, and Project Management in the Pharmaceutical and Biotechnology IndustriesPete HarpumNessuna valutazione finora
- Data Integrity and Compliance: A Primer for Medical Product ManufacturersDa EverandData Integrity and Compliance: A Primer for Medical Product ManufacturersNessuna valutazione finora
- Biotechnology Risk Assessment: Issues and Methods for Environmental IntroductionsDa EverandBiotechnology Risk Assessment: Issues and Methods for Environmental IntroductionsNessuna valutazione finora
- Nonclinical Safety Assessment: A Guide to International Pharmaceutical RegulationsDa EverandNonclinical Safety Assessment: A Guide to International Pharmaceutical RegulationsWilliam J. BrockNessuna valutazione finora
- Verification And Validation A Complete Guide - 2021 EditionDa EverandVerification And Validation A Complete Guide - 2021 EditionNessuna valutazione finora
- Understanding CleanroomDocumento10 pagineUnderstanding CleanroommarkNessuna valutazione finora
- Advances in Cancer Nanotheranostics for Experimental and Personalized MedicineDa EverandAdvances in Cancer Nanotheranostics for Experimental and Personalized MedicineNessuna valutazione finora
- Environmental Monitoring and Control A Complete GuideDa EverandEnvironmental Monitoring and Control A Complete GuideNessuna valutazione finora
- A Comprehensive Text Book on Self-emulsifying Drug Delivery SystemsDa EverandA Comprehensive Text Book on Self-emulsifying Drug Delivery SystemsNessuna valutazione finora
- Genzyme Allston 483 11-20-09 PurgedDocumento23 pagineGenzyme Allston 483 11-20-09 PurgedMohamedRefaatMohamedNessuna valutazione finora
- Toxicological Risk Assessment and Multi-System Health Impacts from ExposureDa EverandToxicological Risk Assessment and Multi-System Health Impacts from ExposureAristidis M. TsatsakisNessuna valutazione finora
- Software Verification And Validation A Complete Guide - 2020 EditionDa EverandSoftware Verification And Validation A Complete Guide - 2020 EditionNessuna valutazione finora
- Leachables and Extractables Handbook: Safety Evaluation, Qualification, and Best Practices Applied to Inhalation Drug ProductsDa EverandLeachables and Extractables Handbook: Safety Evaluation, Qualification, and Best Practices Applied to Inhalation Drug ProductsDouglas J. BallNessuna valutazione finora
- USFDA - Pre-Approval InspectionDocumento53 pagineUSFDA - Pre-Approval Inspectionvg_vvgNessuna valutazione finora
- Disposable Technologies For Aseptic FillingDocumento33 pagineDisposable Technologies For Aseptic Fillingابُوالبَتُول ڈاکٹر صفدر علی قادری رضویNessuna valutazione finora
- Cold Chain Validate Temperature - IsTADocumento32 pagineCold Chain Validate Temperature - IsTAAlex GilNessuna valutazione finora
- SOP Pass Through PDFDocumento4 pagineSOP Pass Through PDFsami2210Nessuna valutazione finora
- Sutton The Sterility TestsDocumento26 pagineSutton The Sterility TestsSilke IgemannNessuna valutazione finora
- Lilly 483 IndianaDocumento14 pagineLilly 483 IndianaDan StantonNessuna valutazione finora
- A Final Floor Show For Bugs (Sandle)Documento4 pagineA Final Floor Show For Bugs (Sandle)Tim Sandle100% (1)
- An Audit Approach To Address Microbial C PDFDocumento39 pagineAn Audit Approach To Address Microbial C PDFOmar Faruq100% (1)
- Yves MayeresseDocumento66 pagineYves MayeressesumankatteboinaNessuna valutazione finora
- A Review Article On Visual Inspection Program For Sterile Injectable Product 2018Documento38 pagineA Review Article On Visual Inspection Program For Sterile Injectable Product 2018Marcelo Sousa SilvaNessuna valutazione finora
- Microbial Contamination-A Regulatory Perspective.Documento8 pagineMicrobial Contamination-A Regulatory Perspective.Sameer PanditNessuna valutazione finora
- Complexities of Medical Device TestingDocumento2 pagineComplexities of Medical Device TestingKeri Gobin SamarooNessuna valutazione finora
- CETA-Compounding-Isolator-Testing Guide PDFDocumento20 pagineCETA-Compounding-Isolator-Testing Guide PDFsantanu paulNessuna valutazione finora
- Cytopro Clinical Study ProtocolDocumento19 pagineCytopro Clinical Study ProtocolbeequesadaNessuna valutazione finora
- ICH Guidance For PSURDocumento24 pagineICH Guidance For PSURAwais KhanNessuna valutazione finora
- 4 White Paper BSC Comparison Between NSF49 and EN12469 05 Jan 2012Documento4 pagine4 White Paper BSC Comparison Between NSF49 and EN12469 05 Jan 2012ThisIs MyCatNessuna valutazione finora
- Quality Risk Management in Pharmaceutical Dispensing Center: M. Chitmetha, S. Prombanpong, and T. SomboonwiwatDocumento8 pagineQuality Risk Management in Pharmaceutical Dispensing Center: M. Chitmetha, S. Prombanpong, and T. SomboonwiwatmmmmmNessuna valutazione finora
- Containment EnclosuresDocumento1 paginaContainment EnclosuresAsif KhanNessuna valutazione finora
- Moist Heat Sterilization MythsDocumento10 pagineMoist Heat Sterilization MythsmmyNessuna valutazione finora
- Contamination Control in Healthcare Product Manufacturing Volume 5 - ContenidoDocumento11 pagineContamination Control in Healthcare Product Manufacturing Volume 5 - Contenidocargscrib100% (1)
- Eto Sterilization Process PDFDocumento2 pagineEto Sterilization Process PDFCraigNessuna valutazione finora
- Validation of Sterilization Equipments: Aseptic Area ValidationsDocumento51 pagineValidation of Sterilization Equipments: Aseptic Area ValidationsSweekar BorkarNessuna valutazione finora
- Hydrogen Peroxide ValidationDocumento18 pagineHydrogen Peroxide Validationdeepanmb007Nessuna valutazione finora
- Biologicals: Johannes Reich, Pierre Lang, Holger Grallert, Hubert MotschmannDocumento6 pagineBiologicals: Johannes Reich, Pierre Lang, Holger Grallert, Hubert MotschmannFlorin PătrulescuNessuna valutazione finora
- 8536 Dbi Sala Uni 8 Oh BCR enDocumento12 pagine8536 Dbi Sala Uni 8 Oh BCR enFlorin PătrulescuNessuna valutazione finora
- Atmel-9187-Rfid-Ata5577c - Datasheet Atmel Muy Bacano DiseñoDocumento47 pagineAtmel-9187-Rfid-Ata5577c - Datasheet Atmel Muy Bacano Diseñogabrielg_03@hotmail.comNessuna valutazione finora
- Ds Micro Xpe 26 56 enDocumento2 pagineDs Micro Xpe 26 56 enFlorin PătrulescuNessuna valutazione finora
- Zenitel - IP or Master - 1008015000Documento5 pagineZenitel - IP or Master - 1008015000Florin PătrulescuNessuna valutazione finora
- VeriCube Manual enDocumento76 pagineVeriCube Manual enFlorin PătrulescuNessuna valutazione finora
- VeriCube Manual enDocumento76 pagineVeriCube Manual enFlorin PătrulescuNessuna valutazione finora
- Variables in Bottle Cap Torque Testing 20140408Documento11 pagineVariables in Bottle Cap Torque Testing 20140408Florin PătrulescuNessuna valutazione finora
- Confined Space EntryDocumento42 pagineConfined Space EntryFlorin PătrulescuNessuna valutazione finora
- Magazine-23.02 Materials Rare Earths FOLLOW WIRED Twitter Facebook RSS If We Want To Keep The Gadgets Coming, Let's Mine GreenlandDocumento3 pagineMagazine-23.02 Materials Rare Earths FOLLOW WIRED Twitter Facebook RSS If We Want To Keep The Gadgets Coming, Let's Mine GreenlandFlorin PătrulescuNessuna valutazione finora
- Knapp TestDocumento2 pagineKnapp TestGeorge Litu67% (3)
- Ghs Pictogram PosterDocumento1 paginaGhs Pictogram PosterFlorin PătrulescuNessuna valutazione finora
- Pharmaceutical Isolator TechnologyDocumento34 paginePharmaceutical Isolator TechnologyFlorin Pătrulescu100% (3)
- Confined Space EntryDocumento42 pagineConfined Space EntryFlorin PătrulescuNessuna valutazione finora
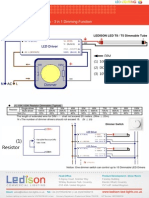
- T8/T5 Dimmable LED Tubes - 3 in 1 Dimming FunctionDocumento2 pagineT8/T5 Dimmable LED Tubes - 3 in 1 Dimming FunctionFlorin PătrulescuNessuna valutazione finora
- Chlorine Free DPDDocumento8 pagineChlorine Free DPDEndang SupriyatnaNessuna valutazione finora
- Pi Acryleze Ent Coat StabDocumento2 paginePi Acryleze Ent Coat StabFlorin PătrulescuNessuna valutazione finora
- Oxygen Regulatory Limits IDocumento18 pagineOxygen Regulatory Limits IFlorin PătrulescuNessuna valutazione finora
- Headspace Oxygen Measurement in Vials and AmpoulesDocumento4 pagineHeadspace Oxygen Measurement in Vials and AmpoulesGhanta Ranjith KumarNessuna valutazione finora
- InTech-Biotechnology of Agricultural Wastes Recycling Through Controlled Cultivation of MushroomsDocumento21 pagineInTech-Biotechnology of Agricultural Wastes Recycling Through Controlled Cultivation of MushroomsFlorin PătrulescuNessuna valutazione finora
- Double Platform Large Orbital: ShakersDocumento1 paginaDouble Platform Large Orbital: ShakersFlorin PătrulescuNessuna valutazione finora
- Headspace Oxygen Measurement in Vials and AmpoulesDocumento4 pagineHeadspace Oxygen Measurement in Vials and AmpoulesGhanta Ranjith KumarNessuna valutazione finora
- 1 Seminar Taiwan-1Documento63 pagine1 Seminar Taiwan-1Florin PătrulescuNessuna valutazione finora
- Brochures Isoflex enDocumento8 pagineBrochures Isoflex enFlorin PătrulescuNessuna valutazione finora
- Adresa SisDocumento1 paginaAdresa SisFlorin PătrulescuNessuna valutazione finora
- E UK Flexible BrochureDocumento8 pagineE UK Flexible BrochureFlorin PătrulescuNessuna valutazione finora
- Monobloc EngineDocumento5 pagineMonobloc EngineFlorin PătrulescuNessuna valutazione finora
- 9CH0 03 Que 20201020Documento32 pagine9CH0 03 Que 20201020Jovian AlvinoNessuna valutazione finora
- Bond Work IndexDocumento7 pagineBond Work IndexJaime Alberto Sanchez CardonaNessuna valutazione finora
- IECEE-CTL EQL 62067 - Ed2 - 201404Documento10 pagineIECEE-CTL EQL 62067 - Ed2 - 201404raghavendran raghuNessuna valutazione finora
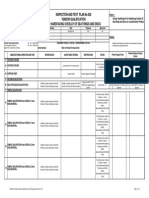
- Inspection and Test Plan No 826 Vendor Qualification For Hardfacing Overlay of Seat Rings and DiscsDocumento3 pagineInspection and Test Plan No 826 Vendor Qualification For Hardfacing Overlay of Seat Rings and DiscsGohilakrishnan ThiagarajanNessuna valutazione finora
- Protein MaterialDocumento61 pagineProtein MaterialAlyssa NesianandaNessuna valutazione finora
- AND From AND: FOR Rhodium, For Their GravimetricDocumento13 pagineAND From AND: FOR Rhodium, For Their GravimetricshahinNessuna valutazione finora
- HNDBK For Calculation of Nuclear Reaction DataDocumento166 pagineHNDBK For Calculation of Nuclear Reaction DatadelhiprashantNessuna valutazione finora
- The Electronic Spectra of Coordination CompoundsDocumento52 pagineThe Electronic Spectra of Coordination CompoundsAyuditNessuna valutazione finora
- Unit 4Documento76 pagineUnit 4raghuram67Nessuna valutazione finora
- EES Lecture 3 and 4 AssignmentDocumento2 pagineEES Lecture 3 and 4 AssignmentMarcelo GuerraNessuna valutazione finora
- Astm f136 Rev ADocumento4 pagineAstm f136 Rev AAhmad BrianNessuna valutazione finora
- Uniform Mechanical Code - 2009 Chapter 5Documento34 pagineUniform Mechanical Code - 2009 Chapter 5memosplumbingNessuna valutazione finora
- Check Valve (Swagelok) MS-01-176 PDFDocumento16 pagineCheck Valve (Swagelok) MS-01-176 PDFIsmailIbrahimNessuna valutazione finora
- Candy Cg434Documento26 pagineCandy Cg434Saša MihajlovNessuna valutazione finora
- Wl2000it Brochure ENGDocumento2 pagineWl2000it Brochure ENGSantos RodriguezNessuna valutazione finora
- Lir - Cv.truba Jaya EngDocumento7 pagineLir - Cv.truba Jaya EngbegateamNessuna valutazione finora
- 7es Lesson PlanDocumento6 pagine7es Lesson PlanMark Pecho91% (11)
- Synthesis of UiO 66 OH Zirconium Metal Organic FrameworkDocumento7 pagineSynthesis of UiO 66 OH Zirconium Metal Organic FrameworkFilozofijaPaleNessuna valutazione finora
- TelusDocumento3 pagineTelusGembonz Crew Gon'z SpeedNessuna valutazione finora
- Drew Marine - Bulk Carrier Guide For Cargo Hold CleaningDocumento2 pagineDrew Marine - Bulk Carrier Guide For Cargo Hold CleaningGauravNessuna valutazione finora
- H.Flyer - SN Housings - Fno3036 - SN - eDocumento4 pagineH.Flyer - SN Housings - Fno3036 - SN - epcesar777Nessuna valutazione finora
- Thermal Expansion Settings in GleebleDocumento4 pagineThermal Expansion Settings in GleeblePranav TripathiNessuna valutazione finora
- Market Survey On Copper PDFDocumento210 pagineMarket Survey On Copper PDFmujib uddin siddiquiNessuna valutazione finora
- Sand To Silicon 22nm VersionDocumento18 pagineSand To Silicon 22nm VersionDavid Rubio SaezNessuna valutazione finora
- ChemistryResearchandApplicationsColeLynwood Polystyrene - SynthesisCharacteristicsandApplications NovaSciencePubInc2014 PDFDocumento320 pagineChemistryResearchandApplicationsColeLynwood Polystyrene - SynthesisCharacteristicsandApplications NovaSciencePubInc2014 PDFMestviaNessuna valutazione finora
- Transcript of MarksDocumento2 pagineTranscript of MarksKiranPadman50% (2)
- Element Fe O: Find The Empirical Formula For A Compound Containing 40.6% Carbon, 5.1% Hydrogen, and 54.2% OxygenDocumento8 pagineElement Fe O: Find The Empirical Formula For A Compound Containing 40.6% Carbon, 5.1% Hydrogen, and 54.2% OxygenLEENA HingNessuna valutazione finora
- DPP No.B1 To B14 FacultyDocumento43 pagineDPP No.B1 To B14 Facultysharmagargi2626Nessuna valutazione finora
- TFP330 10 2013Documento4 pagineTFP330 10 2013Mihai CatalinNessuna valutazione finora
- BS Chemical EngineeringDocumento110 pagineBS Chemical EngineeringhorasiusNessuna valutazione finora