Potrebbero piacerti anche
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Adc Invoice 400Documento2 pagineAdc Invoice 400Altaf Ur RehmanNessuna valutazione finora
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- File IndexDocumento113 pagineFile IndexAltaf Ur RehmanNessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Enquiry ListDocumento12 pagineEnquiry ListAltaf Ur RehmanNessuna valutazione finora
- Weboc 1Documento30 pagineWeboc 1Altaf Ur RehmanNessuna valutazione finora
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Documentation Description: For Import & Export GoodsDocumento8 pagineDocumentation Description: For Import & Export GoodsAltaf Ur RehmanNessuna valutazione finora
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Bill of Entry Bill of Export Baggage Declaration Transshipment PermitDocumento2 pagineBill of Entry Bill of Export Baggage Declaration Transshipment PermitAltaf Ur RehmanNessuna valutazione finora
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- 1) Sales Contract 1) Sales Contract Importer or Buyer Importer or BuyerDocumento5 pagine1) Sales Contract 1) Sales Contract Importer or Buyer Importer or BuyerAltaf Ur RehmanNessuna valutazione finora
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- CondolenceDocumento23 pagineCondolenceAltaf Ur RehmanNessuna valutazione finora
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- CSS Everyday Science Notes PDFDocumento50 pagineCSS Everyday Science Notes PDFWaqas Gul100% (1)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Sami Pharmaceuticals (PVT) LTD Costing / Comparison: Butylated Hydroxy AnisolDocumento5 pagineSami Pharmaceuticals (PVT) LTD Costing / Comparison: Butylated Hydroxy AnisolAltaf Ur RehmanNessuna valutazione finora
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Clarification LetterDocumento1 paginaClarification LetterAltaf Ur RehmanNessuna valutazione finora
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Experiment NoDocumento5 pagineExperiment NoAbdullah UsmaniNessuna valutazione finora
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- Papercrete4 PDFDocumento9 paginePapercrete4 PDFPrasad TekadeNessuna valutazione finora
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- Paint Master Bonding Liquid - SDSDocumento3 paginePaint Master Bonding Liquid - SDSMichael JoudalNessuna valutazione finora
- 3 Effects of Electric Current Physics ProjectDocumento20 pagine3 Effects of Electric Current Physics ProjectAkshatNessuna valutazione finora
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- D525Documento6 pagineD525Erika DanielaNessuna valutazione finora
- Basics of Paint TechnologyDocumento9 pagineBasics of Paint TechnologySantosh Raj100% (1)
- Avogadro ActivityDocumento4 pagineAvogadro ActivityShazmie Mohammad NadziriNessuna valutazione finora
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- The Effect of Polycarboxylate Ethers As Deflocculants in CastablesDocumento4 pagineThe Effect of Polycarboxylate Ethers As Deflocculants in CastablesAmi Sa100% (1)
- (Solutions Chapter) Introduction To Plasma Physics and Controlled Fusion Plasma Physics - Francis F. ChenDocumento47 pagine(Solutions Chapter) Introduction To Plasma Physics and Controlled Fusion Plasma Physics - Francis F. ChenLu Young80% (5)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
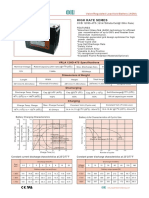
- High Rate Series: CCB 12HD-475Documento1 paginaHigh Rate Series: CCB 12HD-475orunmila123Nessuna valutazione finora
- Assignment 1 - Mass and Energy Balance March 2020Documento2 pagineAssignment 1 - Mass and Energy Balance March 2020Porkkodi SugumaranNessuna valutazione finora
- Acamprosate CalciumDocumento2 pagineAcamprosate Calciumjafranco.tfsNessuna valutazione finora
- Chloride MohrDocumento2 pagineChloride MohrVaibhav KrNessuna valutazione finora
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- FiberDocumento7 pagineFiberHue Trang Nguyen ThiNessuna valutazione finora
- Trepanning Positioning Welding ManualDocumento14 pagineTrepanning Positioning Welding ManualGovindan PerumalNessuna valutazione finora
- Plastics PDFDocumento18 paginePlastics PDFV Phanindra BoguNessuna valutazione finora
- HVAC Water TreatmentDocumento6 pagineHVAC Water TreatmentAbdullah.N FAAliNessuna valutazione finora
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Solar Stills For Desalination of Water in Rural Households: Amitava BhattacharyyaDocumento10 pagineSolar Stills For Desalination of Water in Rural Households: Amitava BhattacharyyaTrimo Wahyu Bimantoro100% (1)
- Nuclear Technology and EnergyDocumento4 pagineNuclear Technology and EnergyJessica Anna LuchkaNessuna valutazione finora
- Mission S and W Dims and Curve Chart PDFDocumento28 pagineMission S and W Dims and Curve Chart PDFcaballero_tigreNessuna valutazione finora
- ACS Sustainable Chemistry & Engineering - 2020Documento9 pagineACS Sustainable Chemistry & Engineering - 2020Eugene YiNessuna valutazione finora
- Pacing Guide: Inspire ChemistryDocumento6 paginePacing Guide: Inspire Chemistryjsencion977Nessuna valutazione finora
- Advanced Nonlinear Materials: Section 4Documento116 pagineAdvanced Nonlinear Materials: Section 4hakan demirNessuna valutazione finora
- Agar Desalter Control Sys3 Appl 3Documento2 pagineAgar Desalter Control Sys3 Appl 3JADNessuna valutazione finora
- Ne335 Macro Lab1Documento17 pagineNe335 Macro Lab1Moeen Khan RisaldarNessuna valutazione finora
- Introductions To Water and Wastewater Treatment Basics of Water Supply Networks Forecasting Methods On Site and Centralized Treatment SystemsDocumento397 pagineIntroductions To Water and Wastewater Treatment Basics of Water Supply Networks Forecasting Methods On Site and Centralized Treatment SystemsSrivvass ReddyNessuna valutazione finora
- Heat Exchanger Selection GuideDocumento2 pagineHeat Exchanger Selection GuiderodrigoperezsimoneNessuna valutazione finora
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Ge 2009Documento3 pagineGe 2009RICHARD MACIENTE SILVINO DA SILVANessuna valutazione finora
- Mitsubishi CBN PCDDocumento70 pagineMitsubishi CBN PCDtoms4Nessuna valutazione finora
- Double Majors TYBSc Biochemistry-Zoology - 2019-2020Documento58 pagineDouble Majors TYBSc Biochemistry-Zoology - 2019-2020Meir SabooNessuna valutazione finora