Potrebbero piacerti anche
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Resume Jameel 22Documento3 pagineResume Jameel 22sandeep sandyNessuna valutazione finora
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Hexoskin - Information For Researchers - 01 February 2023Documento48 pagineHexoskin - Information For Researchers - 01 February 2023emrecan cincanNessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Lactobacillus Acidophilus - Wikipedia, The Free EncyclopediaDocumento5 pagineLactobacillus Acidophilus - Wikipedia, The Free Encyclopediahlkjhlkjhlhkj100% (1)
- Prachi AgarwalDocumento1 paginaPrachi AgarwalAnees ReddyNessuna valutazione finora
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Web Technology PDFDocumento3 pagineWeb Technology PDFRahul Sachdeva100% (1)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- SAS SamplingDocumento24 pagineSAS SamplingVaibhav NataNessuna valutazione finora
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Wiley Chapter 11 Depreciation Impairments and DepletionDocumento43 pagineWiley Chapter 11 Depreciation Impairments and Depletion靳雪娇Nessuna valutazione finora
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- 7 TariffDocumento22 pagine7 TariffParvathy SureshNessuna valutazione finora
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Recall, Initiative and ReferendumDocumento37 pagineRecall, Initiative and ReferendumPhaura Reinz100% (1)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Bajaj Allianz InsuranceDocumento93 pagineBajaj Allianz InsuranceswatiNessuna valutazione finora
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
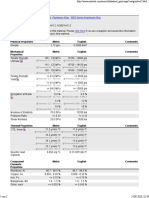
- Aluminum 3003-H112: Metal Nonferrous Metal Aluminum Alloy 3000 Series Aluminum AlloyDocumento2 pagineAluminum 3003-H112: Metal Nonferrous Metal Aluminum Alloy 3000 Series Aluminum AlloyJoachim MausolfNessuna valutazione finora
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Audit On ERP Implementation UN PWCDocumento28 pagineAudit On ERP Implementation UN PWCSamina InkandellaNessuna valutazione finora
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- 1934 PARIS AIRSHOW REPORT - Part1 PDFDocumento11 pagine1934 PARIS AIRSHOW REPORT - Part1 PDFstarsalingsoul8000Nessuna valutazione finora
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- Aisladores 34.5 KV Marca Gamma PDFDocumento8 pagineAisladores 34.5 KV Marca Gamma PDFRicardo MotiñoNessuna valutazione finora
- Daraman vs. DENRDocumento2 pagineDaraman vs. DENRJeng GacalNessuna valutazione finora
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Getting StartedDocumento45 pagineGetting StartedMuhammad Owais Bilal AwanNessuna valutazione finora
- Digital LiteracyDocumento19 pagineDigital Literacynagasms100% (1)
- My CoursesDocumento108 pagineMy Coursesgyaniprasad49Nessuna valutazione finora
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Unit 1Documento3 pagineUnit 1beharenbNessuna valutazione finora
- ARUP Project UpdateDocumento5 pagineARUP Project UpdateMark Erwin SalduaNessuna valutazione finora
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- Gabby Resume1Documento3 pagineGabby Resume1Kidradj GeronNessuna valutazione finora
- Blade Torrent 110 FPV BNF Basic Sales TrainingDocumento4 pagineBlade Torrent 110 FPV BNF Basic Sales TrainingMarcio PisiNessuna valutazione finora
- Guide To Growing MangoDocumento8 pagineGuide To Growing MangoRhenn Las100% (2)
- 2021S-EPM 1163 - Day-11-Unit-8 ProcMgmt-AODADocumento13 pagine2021S-EPM 1163 - Day-11-Unit-8 ProcMgmt-AODAehsan ershadNessuna valutazione finora
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Information Security Chapter 1Documento44 pagineInformation Security Chapter 1bscitsemvNessuna valutazione finora
- Catalogo AWSDocumento46 pagineCatalogo AWScesarNessuna valutazione finora
- Historical Development of AccountingDocumento25 pagineHistorical Development of AccountingstrifehartNessuna valutazione finora
- 3412C EMCP II For PEEC Engines Electrical System: Ac Panel DC PanelDocumento4 pagine3412C EMCP II For PEEC Engines Electrical System: Ac Panel DC PanelFrancisco Wilson Bezerra FranciscoNessuna valutazione finora
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Dr. Eduardo M. Rivera: This Is A Riveranewsletter Which Is Sent As Part of Your Ongoing Education ServiceDocumento31 pagineDr. Eduardo M. Rivera: This Is A Riveranewsletter Which Is Sent As Part of Your Ongoing Education ServiceNick FurlanoNessuna valutazione finora
- Apm p5 Course NotesDocumento267 pagineApm p5 Course NotesMusumbulwe Sue MambweNessuna valutazione finora
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)